কোর্সওয়ার্ক: রক্ষণাবেক্ষণের খরচের হিসাব, নিয়ন্ত্রণ ব্যবস্থার মেরামত কার্যক্রম এবং CNC সরঞ্জামের বৈদ্যুতিক অংশ। সরঞ্জাম মেরামতের খরচ গণনা কিভাবে সরঞ্জাম মেরামতের খরচ গণনা করা যায়
সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের খরচ সূত্র দ্বারা নির্ধারিত হয়:
যেখানে Z r.m = 3600 রুবেল। - সরঞ্জামের যান্ত্রিক অংশের মেরামতের জটিলতার প্রতি ইউনিট রক্ষণাবেক্ষণ ও মেরামতের জন্য বার্ষিক খরচ;
Z r.e \u003d 1080 রুবেল। - সরঞ্জামের বৈদ্যুতিক অংশের মেরামতের জটিলতার ইউনিট প্রতি সরঞ্জামের রক্ষণাবেক্ষণ ও মেরামতের জন্য বার্ষিক খরচ;
বেস কেস অনুসারে প্রক্রিয়া সরঞ্জামের রক্ষণাবেক্ষণ ও মেরামতের জন্য খরচের হিসাব সারণি 7.11.1-এ উপস্থাপন করা হয়েছে।
সারণি 6.11.1 - তাদের জন্য খরচ। মৌলিক সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামত
|
অপারেশন |
যন্ত্রপাতি |
পিস টাইম, টি পিস (মিনিট) | |||
|
|
|||||
|
|
|||||
|
|
|||||
|
|
|||||
|
|
|||||
|
|
|||||
|
|







নকশা বিকল্প অনুযায়ী প্রক্রিয়া সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের জন্য খরচের গণনা সারণি 6.11.2 এ উপস্থাপিত হয়েছে।
সারণি 6.11.2 - তাদের জন্য খরচ। নকশা বিকল্প অনুযায়ী সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামত
|
অপারেশন |
যন্ত্রপাতি |
বার্ষিক রক্ষণাবেক্ষণ খরচ Z r.m / Z r.e (হাজার রুবেল) |
পিস টাইম, টি পিস (মিনিট) |
বিদ্যুৎ খরচ, ঘষা |
|
|
|
|||||
|
|
|||||
|
|
|||||
|
|




সিএনসি মেশিনের জন্য, আমরা সূত্রটি ব্যবহার করে সিএনসি ডিভাইসগুলির রক্ষণাবেক্ষণ এবং মেরামতের খরচ অতিরিক্তভাবে গণনা করি:
 (6.10.2)
(6.10.2)
যেখানে E \u003d 1400 রুবেল হল CNC সিস্টেমের রক্ষণাবেক্ষণ ও মেরামতের বার্ষিক খরচ।
বেস সংস্করণের জন্য:
 .
.
প্রকল্প সংস্করণের জন্য:
 .
.
মৌলিক বৈকল্পিক ΣЗР о = 87.66 রুবেল অনুসারে সরঞ্জামগুলির রক্ষণাবেক্ষণ এবং মেরামতের মোট খরচ।
নকশা বিকল্প ΣЗР о = 14.69 রুবেল অনুযায়ী সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের মোট খরচ।
6.12 কাটিয়া টুল খরচ গণনা
একটি কাটিং টুলের খরচ প্রতিটি অপারেশনের জন্য এবং সূত্র ব্যবহার করে প্রতিটি টুলের জন্য গণনা করা হয়:
 (6.12.1)
(6.12.1)
যেখানে C এবং - যন্ত্রের দাম, ঘষা।
পি এবং - টুলের সমস্ত রিগ্রাইন্ডিংয়ের খরচ, ঘষা।;
টি সম্পর্কে - অপারেশন জন্য প্রধান সময়, মিনিট;
কুব - টুলের এলোমেলো ক্ষতির সহগ;
T st - টুল জীবনকাল, জ;
h হল সম্পূর্ণ পরিধান না হওয়া পর্যন্ত টুল রিগ্রিন্ডিংয়ের সংখ্যা;
বেস কেসের জন্য কাটিং টুলের খরচের হিসাব সারণি 6.12.1 এ উপস্থাপন করা হয়েছে।
সারণি 6.12.1 - বেস কেসের জন্য সরঞ্জাম কাটার খরচ
|
অপারেশন |
টুলের দাম, সি এবং (ঘষা) |
প্রধান সময়, প্রায় (মিনিট) |
RI এর জন্য খরচ (ঘষা) |
||
|
কাটিং কাটার 2130-4026 |
|
||||
|
বোরিং কাটার 2142-0203 |
|
||||
|
মিলিং কাটার GOST 28527-90 (3 পিসি) |
|
||||
|
স্ট্রেইট কাটার 2102-0009 |
|
||||
|
স্ট্রেইট কাটার 2102-0009 |
|
||||
|
বোরিং কাটার 2142-0203 |
|
||||
|
বোরিং কাটার 2142-0203 |
|
||||
|
বোরিং কাটার 2142-0203 |
|
||||
|
স্কোরিং কাটার 2100-0005 |
|
||||
|
স্ট্রেইট কাটার 2102-0005 |
|
||||
|
স্ট্রেইট কাটার 2102-0005 |
|
||||
|
স্ট্রেইট কাটার 2103-0005 |
|
||||
|
বোরিং কাটার 2142-4002 |
|













মৌলিক বিকল্প ΣZI = 2.66 রুবেল অনুযায়ী কাটিয়া টুলের মোট খরচ।
নকশা বিকল্পের জন্য সরঞ্জাম কাটিয়া খরচ গণনা সারণি 6.12.2 উপস্থাপিত হয়.
সারণি 6.12.2 - নকশা বিকল্পের জন্য সরঞ্জাম কাটার খরচ
|
অপারেশন |
টুলের দাম, সি এবং (ঘষা) |
রিগ্রাইন্ডিং খরচ, পি এবং (ঘষা) |
প্রধান সময়, প্রায় (মিনিট) |
RI এর জন্য খরচ (ঘষা) |
|
|
কাট-অফ কাটার ISCAR DGFH 32-5 |
|
||||
|
কাটার ISCAR SGSF 100-4-22K |
|
||||
|
|
|||||
|
ISCARPSSNR2525M-12 কাটার মাধ্যমে |
|
||||
|
কাটার ISCARMCLNR2525M-16 |
|
||||
|
বিশেষ বিরক্তিকর কাটার |
|






নকশা বিকল্প ΣZI = 1.29 রুবেল অনুযায়ী কাটিয়া টুলের মোট খরচ।
যন্ত্রপাতি রক্ষণাবেক্ষণ ও মেরামতের জন্য খরচের প্রাক্কলন প্রস্তুত করা
ভূমিকা
উপসংহার
সাহিত্য
ভূমিকা
পণ্যের উৎপাদন ও বিক্রয় প্রক্রিয়ায় উদ্যোগগুলি কাঁচামাল, উপকরণ, জ্বালানী, শক্তি ব্যবহার করে, স্থায়ী সম্পদের অবমূল্যায়ন করে, কর্মচারীদের শ্রমের জন্য অর্থ প্রদান করে, উত্পাদন পরিষেবা এবং পরিচালনার খরচ বহন করে, পণ্য বিক্রি করে, অন্যান্য সংস্থার পরিষেবাগুলির জন্য অর্থ প্রদান করে। . পণ্যের উত্পাদন এবং বিক্রয়ের জন্য এন্টারপ্রাইজের সমস্ত বর্তমান ব্যয়ের সামগ্রিকতা, আর্থিক শর্তে প্রকাশ করা, ব্যয় গঠন করে। উৎপাদন খরচ, উৎপাদন এবং প্রচলনের জন্য এন্টারপ্রাইজের খরচের প্রতিনিধিত্ব করে, খরচ এবং আয়ের তুলনা করার জন্য ভিত্তি হিসাবে কাজ করে, অর্থাৎ, স্বয়ংসম্পূর্ণতা - বাজার অর্থনৈতিক গণনার একটি মৌলিক বৈশিষ্ট্য।
উদ্যোগের ক্রিয়াকলাপে এই অর্থনৈতিক বিভাগের মান খুব বেশি। এটি উপাদান, শ্রম এবং ব্যবহারের যৌক্তিকতা প্রতিফলিত করে আর্থিক সম্পদ, নির্দিষ্ট এবং কার্যকরী মূলধন, উত্পাদন এবং শ্রম সংগঠনের স্তর; প্রযুক্তিগত এবং সাংগঠনিক সমাধানের জন্য বিভিন্ন বিকল্পের জন্য খরচ এবং ফলাফলের তুলনা করার সময় খরচ সূচক হল সবচেয়ে গুরুত্বপূর্ণ অর্থনৈতিক সূচকগুলির মধ্যে একটি। অতএব, শিল্প পণ্যের মূল্যের বিশ্লেষণ এবং এটিকে প্রভাবিত করে এমন কারণগুলির সনাক্তকরণ আজকের বাজারের পরিস্থিতিতে এত গুরুত্বপূর্ণ। এটি আপনাকে প্রবণতা খুঁজে পেতে অনুমতি দেয় এই সূচক, তার স্তর অনুযায়ী পরিকল্পনার বাস্তবায়ন, এর বৃদ্ধির উপর কারণগুলির প্রভাব নির্ধারণ করে এবং এই ভিত্তিতে, সুযোগগুলি ব্যবহার করার ক্ষেত্রে এন্টারপ্রাইজের কাজের মূল্যায়ন করে এবং উৎপাদন খরচ কমানোর জন্য রিজার্ভ স্থাপন করে।
সামগ্রিকভাবে অর্থনৈতিক বিশ্লেষণ এবং পণ্যের উত্পাদন এবং বিক্রয় বিশ্লেষণ উভয়ই উদ্দেশ্যমূলক প্রয়োজনীয় উপাদানউৎপাদন ব্যবস্থাপনা, খরচ সহ। ব্যয় ব্যবস্থাপনা ব্যবস্থাপনা কার্যক্রমের প্রধান উপাদান। মাধ্যমে অর্থনৈতিক বিশ্লেষণসারমর্ম পরিচিত হয় ব্যবসা প্রসেস, অর্থনৈতিক পরিস্থিতি মূল্যায়ন করা হয়, উৎপাদন মজুদ চিহ্নিত করা হয় এবং, এইভাবে, পরিকল্পনা এবং পরিচালনার সিদ্ধান্তগুলি ন্যায়সঙ্গত হয়।
খরচ, খরচ, প্রাইম কস্ট সবসময় তত্ত্ব এবং অনুশীলনের ঘনিষ্ঠ মনোযোগের অধীনে ছিল। বাজার অর্থনীতি গড়ে তোলার সময়ে এই সূচকগুলোর গুরুত্ব বেড়েছে। প্রাসঙ্গিকতা এই কারণে যে পণ্যের উত্পাদনে ব্যয় করা প্রধান ধরণের সংস্থানগুলির মূল্য বৃহৎ পরিমাণে উত্পাদনের দক্ষতা, লাভের পরিমাণ এবং লাভের স্তরকে প্রভাবিত করে। অতএব, একটি এন্টারপ্রাইজ যা বিভিন্ন ধরণের সংস্থান ব্যবহার করে: উপাদান, শ্রম, প্রযুক্তিগত এবং অন্যান্য, তারা কীভাবে একে অপরের সাথে সম্পর্কিত তা জানার জন্য তাদের কার্যকরভাবে পরিচালনা করতে হবে, ব্যবহৃত সংস্থানগুলির উপর রিটার্ন বাড়ানোর জন্য কী সিদ্ধান্ত নিতে হবে, যেহেতু তাদের ব্যবহারের মাত্রা সরাসরি খরচের পরিমাণকে প্রভাবিত করে। .
খরচ ব্যবস্থাপনা সমস্যা মধ্যে আধুনিক অবস্থাবেশিরভাগের জন্য প্রাসঙ্গিক রাশিয়ান কোম্পানি. পণ্য এবং পরিষেবার উচ্চ মূল্য এর প্রতিযোগিতামূলকতা হ্রাস করে এবং খরচ কমানোর জন্য কারণ এবং মজুদ খুঁজতে ব্যবস্থাপনাকে বাধ্য করে।
কার্যকর খরচ ব্যবস্থাপনা কোম্পানি এবং এর কাঠামোগত বিভাগগুলির স্বচ্ছতা এবং দক্ষতা বৃদ্ধির জন্য একটি কার্যকর হাতিয়ার এবং এটি শুধুমাত্র একটি ব্যাপক এবং পদ্ধতির দ্বারস্থসমস্যা সমাধানের জন্য, যেমন কোম্পানির একটি ইউনিফাইড কস্ট ম্যানেজমেন্ট সিস্টেমের উপর ভিত্তি করে।
খরচ ব্যবস্থাপনা সিস্টেম আপনাকে ব্যবস্থাপনার জন্য প্রয়োজনীয় যে কোনো স্তরের বিশদ বিবরণ সহ খরচ সম্পর্কে সঠিক এবং সময়োপযোগী তথ্য পেতে দেয়; কোম্পানি, এর শাখা এবং এর জন্য একটি ইউনিফাইড কস্ট ম্যানেজমেন্ট লুপ তৈরি করুন সহায়কপরিকল্পনা, অ্যাকাউন্টিং, নিয়ন্ত্রণ এবং খরচ বিশ্লেষণ সহ; খরচ স্বচ্ছ করা কাঠামোগত একককোম্পানি; একটি যুক্তিসঙ্গত শুল্ক নীতি অনুসরণ করুন, কার্যকলাপের অত্যন্ত লাভজনক ক্ষেত্রগুলি চিহ্নিত করুন এবং প্রসারিত করুন এবং এর ভিত্তিতে কোম্পানির দক্ষতা বৃদ্ধি করুন।
অর্থনীতি গঠনের সময়কালে, উত্পাদন ব্যয়ের কার্যকর ব্যবস্থাপনা এবং উদ্যোগের কার্যক্রমের ফলাফল একটি গুরুত্বপূর্ণ এবং জটিল কাজ। খরচ মূল্য গণনা পদ্ধতি উল্লেখযোগ্যভাবে কাজের আর্থিক ফলাফল প্রভাবিত করে, পাশাপাশি ব্যবস্থাপনা সিদ্ধান্তউৎপাদন খরচ কমিয়ে লাভজনকতা বৃদ্ধির লক্ষ্য।
উত্পাদন খরচ (কাজ, পরিষেবা) গণনা করার পদ্ধতিগত সমস্যাগুলি রাশিয়ান এবং বিদেশী অর্থনৈতিক সাহিত্যে খুব মনোযোগ দেওয়া হয়। গার্হস্থ্য লেখকদের রচনায় খরচ এবং লাভ ব্যবস্থাপনার বিভিন্ন দিক বিবেচনা করা হয়: M.A. ভাখরুশিনা, ভি.পি. গ্রুজিনোভা, ভি.আই. ড্যানিলিনা, এন.পি. কনড্রাকোভা, ভি.ডি. নোভোডভরস্কি, ভি.এল. পেরলামুত্রোভা, এন ইয়া। পেট্রাকোভা, এ.ডি. Sheremeta, N.D. Vrublevsky, O.D. কাভেরিনা, ভি.ই. কেরিমোভা, এ.এ. কুজনেতসোভা, ইউ.এ. মিশিন এবং অন্যান্য, সেইসাথে বিদেশী বিজ্ঞানীরা: কে ডুরি, জে.বি. ক্লার্ক, এ. মার্শাল, জে. ফস্টার, জে.আর. হিক্স, C.T. হর্নগ্রেন এবং অন্যান্য। তাদের বৈজ্ঞানিক গবেষণা তত্ত্বের বিকাশে এবং একটি সাউন্ড কস্ট অ্যাকাউন্টিং সিস্টেম গঠনে অবদান রাখে, অ্যাকাউন্টিংয়ের নমনীয়তা এবং সম্পূর্ণতা বাড়ানোর লক্ষ্যে সুপারিশের অনুশীলনে সফল প্রয়োগ, ব্যবস্থাপনা প্রক্রিয়ায় এর ভূমিকাকে শক্তিশালী করে।
কোর্স কাজের উদ্দেশ্য হল এন্টারপ্রাইজ পরিষেবার খরচ বিশ্লেষণ করা এবং এর হ্রাসের জন্য প্রস্তাবনা তৈরি করা।
অধ্যয়নের উদ্দেশ্য হল JSC "Uraldomnaremont"।
অধ্যয়নের বিষয় হল এন্টারপ্রাইজ পরিষেবার খরচ।
গবেষণার লক্ষ্য:
JSC "Uraldomnaremont" এর উদাহরণে পরিষেবাগুলির উত্পাদন এবং বিক্রয়ের ব্যয়ের একটি বিশ্লেষণ পরিচালনা করুন;
খরচের প্রবণতা খুঁজে বের করুন, খরচ, খরচের স্তরের জন্য পরিকল্পনার বাস্তবায়ন, এন্টারপ্রাইজে এর বৃদ্ধির কারণ চিহ্নিত করা;
খরচ কমাতে এবং পরিষেবার জন্য খরচ অপ্টিমাইজ করার সুযোগ ব্যবহার করার উপর এন্টারপ্রাইজের কাজ মূল্যায়ন;
JSC "Uraldomnaremont" এর পরিষেবার খরচ কমানোর উপায় প্রস্তাব করুন।
পরিচালনা করার সময় এই গবেষণানিম্নলিখিত কৌশল এবং পদ্ধতি ব্যবহার করা হয়েছিল:
অনুভূমিক বিশ্লেষণ;
উল্লম্ব বিশ্লেষণ;
সহগগুলির ফ্যাক্টর বিশ্লেষণ (আপেক্ষিক সূচক);
তুলনামূলক বিশ্লেষণ.
তথ্যের উত্স: অধ্যয়নের তাত্ত্বিক ভিত্তি ছিল বিজ্ঞানী-অর্থনীতিবিদ, শিক্ষামূলক এবং পদ্ধতিগত সাহিত্যের কাজ। OAO Uraldomnaremont-এর প্রাথমিক, কৃত্রিম এবং বিশ্লেষণাত্মক অ্যাকাউন্টিং এবং রিপোর্টিংয়ের ডেটা।
1. এন্টারপ্রাইজের প্রযুক্তিগত এবং অর্থনৈতিক বৈশিষ্ট্য
1.1 এন্টারপ্রাইজের সাংগঠনিক এবং আইনি অবস্থা
খোলা যৌথ মুলধনী কোম্পানি"Uraldomnaremont" ইয়েকাটেরিনবার্গের সিটি হল দ্বারা প্রথমবারের মতো প্রতিষ্ঠিত এবং নিবন্ধিত হয়েছিল, নিবন্ধন নম্বর 19 তারিখ 19.01.1995 তারিখে।
কোম্পানি একটি আইনি সত্তা এবং তার স্বাধীন ব্যালেন্স শীটে লিপিবদ্ধ পৃথক সম্পত্তির মালিক, নিজের পক্ষে সম্পত্তি এবং অন্যান্য অধিকার অর্জন এবং প্রয়োগ করতে পারে, বাধ্যবাধকতা বহন করতে পারে, আদালতে বাদী এবং বিবাদী হতে পারে।
কোম্পানির পুরো কর্পোরেট নাম ওপেন জয়েন্ট স্টক কোম্পানি Uraldomnaremont।
কোম্পানির সংক্ষিপ্ত নাম হল OAO Uraldomnaremont।
কোম্পানির অবস্থান: ইয়েকাটেরিনবার্গ, ভিআইজেড জেলা, সেন্ট। ক্রাউল্যা, ডি. 61.
JSC "Uraldomnaremont" দ্বারা সম্পাদিত কাজের ধরন:
সরঞ্জাম এবং ধাতব কাঠামোর ইনস্টলেশন।
এর সাথে সম্পর্কিত কাজ বর্ধিত বিপদ শিল্প উত্পাদনএবং বস্তু।
অবাধ্য আস্তরণের।
প্রযুক্তিগত পাইপলাইন ইনস্টলেশন।
জলবাহী যন্ত্রপাতি এবং যোগাযোগ স্থাপন.
বাহ্যিক প্রকৌশল নেটওয়ার্ক এবং যোগাযোগ ব্যবস্থার উপর কাজ করে।
অভ্যন্তরীণ প্রকৌশল সিস্টেম এবং সরঞ্জামের ব্যবস্থার উপর কাজ করে।
কাঠামো, প্রক্রিয়া সরঞ্জাম এবং পাইপলাইন সুরক্ষা।
দায়িত্বের I এবং II স্তরের ভবন এবং কাঠামোর নকশা।
কমিশনিং কাজ করে।
সিভিল ওয়ার্কস।
1.2 সাংগঠনিক কাঠামোএন্টারপ্রাইজ ব্যবস্থাপনা এবং এটি উন্নত করার উপায়
যান্ত্রিক সমাবেশ বিভাগটি দোকানের উল্লেখযোগ্য উত্পাদন ইউনিটগুলির মধ্যে একটি। সাইট ম্যানেজমেন্ট স্কিম চিত্রে দেখানো হয়েছে। 1.1।
ভাত। 1.1 যান্ত্রিক সমাবেশ বিভাগ ব্যবস্থাপনার পরিকল্পনা
চারজন ফোরম্যান কাজটি সংগঠিত করে, তাদের মধ্যে তিনজন সিসিএম সেকশন নং 1-4 এর ফোরম্যান শিফটে কাজ করে, বাকিরা শুধুমাত্র দিনে। ব্যবস্থাপনা বিভাগের প্রধান দ্বারা বাহিত হয়.
সাইটের প্রধান কাজ হল কনভার্টার উত্পাদনের ইস্পাত ঢালাই দোকানের সরঞ্জাম, প্রধানত রোলার বিভাগ এবং ক্রমাগত ঢালাই মেশিনের ছাঁচ (CCM) মেরামত করা। নিম্নলিখিত সরঞ্জামগুলি সাইটে মেরামতের জন্য উপলব্ধ:
সমাবেশ, সমন্বয়, সরঞ্জামের জলবাহী পরীক্ষার জন্য বিশেষ স্ট্যান্ড;
উত্তোলন সরঞ্জাম সহ। 120t পর্যন্ত উত্তোলন ক্ষমতা সহ ব্রিজ টাইপ ক্রেন;
রোলার সমাবেশ / বিচ্ছিন্ন করার জন্য 800 টন পর্যন্ত শক্তি সহ হাইড্রোলিক প্রেস, স্ট্যাম্পিং উত্পাদন;
সরঞ্জাম ইউনিট পুরু তৈলাক্তকরণ জন্য স্টেশন;
সমাপ্ত পণ্য এবং আধা-সমাপ্ত পণ্যের জন্য যান্ত্রিক গুদাম;
ড্রিলিং, টার্নিং এবং এমরি মেশিন;
ওয়াশিং মেশিন, বিয়ারিং গরম করার জন্য আনয়ন চুল্লি;
র্যাক, ট্রান্সফার ট্রলি, মেরামত কাজের জন্য প্রয়োজনীয় বিশেষ সরঞ্জাম এবং সরঞ্জাম।
1.3 এন্টারপ্রাইজের প্রযুক্তিগত এবং অর্থনৈতিক সূচক এবং তাদের বিশ্লেষণ
সারণী 1.1 এন্টারপ্রাইজের প্রধান প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলির গতিশীলতা দেখায়।
সারণি 1.1 - এন্টারপ্রাইজের প্রধান প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলির গতিশীলতা
| নির্দেশক | 2007 | 2008 | 2009 সাল | বিচ্যুতি, +/- | বিচ্যুতি,% |
| রাজস্ব (ভ্যাট ছাড়া), হাজার রুবেল | 40645 | 44032 | 45863 | 5218 | 112,84 |
| খরচ, হাজার রুবেল | 30792 | 34132 | 28621 | -2171 | 92,95 |
| লাভ, হাজার রুবেল | 9853 | 9900 | 17242 | 7389 | 174,99 |
| গড় হেডকাউন্ট, pers. | 148 | 152 | 128 | -20 | 86,49 |
| পরিষেবার একক লোক/হাজারের গড় শ্রমের তীব্রতা। ঘষা. (পৃষ্ঠা 2: পৃষ্ঠা 1) | 0,00364 | 0,00345 | 0,00279 | -0,00085 | 76,65 |
| মজুরি তহবিল, হাজার রুবেল | 22532 | 26284 | 20284 | -2248 | 90,02 |
| একজনের গড় বার্ষিক বেতন বেতনভোগী কর্মচারী, হাজার রুবেল। (p.4: p.2) | 152,24 | 172,92 | 158,47 | 6,23 | 104,09 |
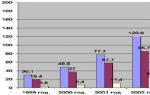
চিত্র 1.1 এবং 1.2 এন্টারপ্রাইজের প্রধান প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলির গতিশীলতা দেখায়।

চিত্র 1.1 - 2006-2009 সালে আর্থিক ফলাফলের গতিশীলতা

চিত্র 1.2 - 2006-2009 সালে কর্মীদের সংখ্যা এবং গড় বার্ষিক মজুরির গতিশীলতা
এইভাবে, সারণি 1.1-এ উপস্থাপিত ডেটা নির্দেশ করে যে অধ্যয়নের সময়ের জন্য গতিশীলতায়, এন্টারপ্রাইজের সমস্ত কর্মক্ষমতা সূচকগুলি উন্নত হয়েছে।
2. সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের খরচ গণনা
2.1 কাজের মসৃণ সুযোগের জন্য কর্মীদের সংখ্যা পরিকল্পনা করা
সারণি 2.1 2007-2009 সালে শ্রম খরচের গতিশীলতা দেখায়।
সারণী 2.1 - শ্রম খরচ বিশ্লেষণ
সারণি 2.1-এ তথ্য বিশ্লেষণ করে, নিম্নলিখিত উপসংহার টানা যেতে পারে। গড় হেডকাউন্ট 2007 সালের তুলনায় 2008 সালে 4 জন বেড়েছে এবং 2009 সালে 2008 এর তুলনায় 24 জন কমেছে। একই সময়ে, 2008 সালে কর্মচারী প্রতি গড় বার্ষিক মজুরি 20.68 হাজার রুবেল বৃদ্ধি পেয়েছে, তবে একই সময়ে সংযোগে পরিষেবাগুলির একটি ইউনিটের (-19 কোপেক্স) শ্রমের তীব্রতা হ্রাসের কারণে মজুরিতে সঞ্চয় হয়েছিল। উদ্ভাবনী ব্যবস্থা বাস্তবায়নের সাথে। এই প্রবণতা 2009 সালেও পরিলক্ষিত হয়: কর্মচারী প্রতি গড় বার্ষিক মজুরি 14.45 হাজার রুবেল দ্বারা হ্রাস পেয়েছে এবং পরিষেবাগুলির একটি ইউনিটের শ্রমের তীব্রতা - 66 কোপেক দ্বারা।
2.2 অফ-বাজেট তহবিলে শ্রম খরচ এবং অবদানের গণনা
খরচ অনুমান পরিষেবা হ্রাস
শ্রম খরচের স্তরে পৃথক কারণগুলির প্রভাবের মাত্রা নির্ধারণ করতে, আমরা টেবিল 2.1 থেকে ডেটা ব্যবহার করব:
1. শ্রম খরচ (LOC):
ক) 2007 ZOT 0 = 22532 হাজার রুবেল
খ) 2008 ZOT 1 = 26284 হাজার রুবেল
গ) 2009 ZOT2 = 20284 হাজার রুবেল
2. কর্মচারী প্রতি গড় মজুরি নির্ধারণ করুন
1 জন কর্মীর বেতন = ZOT/N
ক) 2007: 1 কর্মচারীর বেতন 0 = 22532 / 148 = 152.24 হাজার রুবেল।
খ) 2008: 1 কর্মচারীর বেতন 1 = 26284 / 152 = 172.92 হাজার রুবেল।
গ) 2009: 1 কর্মচারীর বেতন 2 = 20284 / 128 = 158.47 হাজার রুবেল।
3. আগের বছরের স্তরে কর্মী প্রতি গড় মজুরি এবং রিপোর্টিং বছরে কর্মচারীর সংখ্যা সহ শ্রমের খরচ কত হবে তা নির্ধারণ করা যাক:
ZOT 1 \u003d 1 কর্মচারীর বেতন 0 * N 1 \u003d 152.24 * 152 \u003d 23140.48 হাজার রুবেল।
ZOT 2 \u003d 1 কর্মচারীর বেতন 1 * N 2 \u003d 172.92 * 128 \u003d 22133.76 হাজার রুবেল।
4. আসুন শ্রম ব্যয়ের স্তরের উপর পৃথক কারণগুলির প্রভাব নির্ধারণ করি:
ক) কর্মচারীর সংখ্যা পরিবর্তন
ΔZOT 1 সংখ্যক কর্মচারী \u003d ZOT 1 - ZOT 0 \u003d 23140.48 - 22532 \u003d 608.48 হাজার রুবেল।
ΔZOT 2 সংখ্যক কর্মচারী \u003d ZOT 2 - ZOT 1 \u003d 22133.76 - 26284 \u003d - 4150.24 হাজার রুবেল।
খ) কর্মচারী প্রতি গড় মজুরিতে পরিবর্তন
ΔZOT 1 বেতন 1 কর্মচারী \u003d ZOT 1 - ZOT 1 \u003d 26284 - 23140.48 \u003d 3143.52 হাজার রুবেল।
ΔZOT 2 বেতন 1 কর্মচারী = ZOT 2 - ZOT 2 = 20284 - 22133.76 = - 1849.76 হাজার রুবেল।
গ) কারণের সামগ্রিক প্রভাব
ΔZOT 1 \u003d ΔZOT 1 কর্মচারীর সংখ্যা + ΔZOT 1 বেতন 1 কর্মচারী = 608.48 + 3143.52 = 3752 হাজার রুবেল।
ΔZOT 2 \u003d ΔZOT 2 সংখ্যক কর্মচারী + ΔZOT 2 বেতন 1 কর্মচারী \u003d - 4150.24 - 1849.76 \u003d - 6000 হাজার রুবেল।
এইভাবে, 2008 সালে JSC "Uraldomnaremont" এ 2007 সালের তুলনায় 3,752 হাজার রুবেল দ্বারা শ্রম ব্যয় বৃদ্ধি পেয়েছে। এই বৃদ্ধিটি কর্মচারী প্রতি গড় মজুরি বৃদ্ধির কারণে হয়েছিল, যার প্রভাবে STB 3143.52 হাজার রুবেল বৃদ্ধি পেয়েছে, সেইসাথে 4 জনের দ্বারা কর্মচারীর সংখ্যা বৃদ্ধির কারণে, যার ফলে বৃদ্ধি পেয়েছে 608 দ্বারা STB, 48 হাজার রুবেল।
2009 সালে, Uraldomnaremont JSC 2008 সালের তুলনায় শ্রম খরচ 6,000 হাজার রুবেল কমিয়েছে। কর্মচারী প্রতি গড় মজুরি হ্রাসের কারণে এই হ্রাস ঘটেছে, যার প্রভাবে STB 1849.76 হাজার রুবেল হ্রাস পেয়েছে, সেইসাথে 24 জনের কর্মচারীর সংখ্যা হ্রাসের কারণে, যার ফলে হ্রাস পেয়েছে 4150 দ্বারা STB, 24 হাজার রুবেল।
2.3 ওয়ার্কশপ এবং সাধারণ কারখানা খরচ গণনা
OAO Uraldomnaremont-এ পরিষেবার পরিমাণের 1 রুবেলের জন্য খরচ বিশ্লেষণ করা যাক।
সারণি 2.2 - JSC "Uraldomnaremont" এ পরিষেবার পরিমাণের প্রতি 1 রুবেল খরচের বিশ্লেষণ
| খরচ উপাদান | পরিমাণ, হাজার রুবেল | বৃদ্ধির হার | |||
| 2007 | 2008 | 2009 | 2008 | 2009 | |
| বেতন | 22535 | 26284 | 20284 | 116,64 | 77,17 |
| 3109 | 3653 | 2840 | 117,50 | 77,74 | |
| উপাদান খরচ | 2414 | 2030 | 2404 | 84,09 | 118,42 |
| সহ: | |||||
| কাচামাল | 989 | 1203 | 1389 | 121,64 | 115,46 |
| জ্বালানি এবং বিদ্যুৎ | 1425 | 827 | 1015 | 58,04 | 122,73 |
| অন্যান্য খরচাপাতি | 2734 | 2165 | 3093 | 79,19 | 142,86 |
| খরচ উপাদান দ্বারা মোট | 30792 | 34132 | 28621 | 110,85 | 83,85 |
| সেবা সুযোগ | 40645 | 44032 | 45863 | 108,33 | 104,16 |
| বিপণনযোগ্য পণ্য প্রতি 1 রুবেল খরচ | 0,7576 | 0,7752 | 0,6241 | - | - |
চিত্র 2.2 2007-2009 সালে বিপণনযোগ্য পণ্যগুলির প্রতি রুবেল খরচের গতিশীলতা দেখায়।

চিত্র 2.1 - 2007-2009 সালে বাণিজ্যিক আউটপুটের রুবেল প্রতি খরচের গতিশীলতা
পরিষেবার পরিমাণের 1 রুবেলের জন্য ব্যয় বিশ্লেষণের সময়, এটি প্রকাশিত হয়েছিল যে Uraldomnaremont OJSC-তে পরিষেবার পরিমাণের 1 রুবেলের জন্য 2007 সালে 0.7576 রুবেল, 2008 সালে 0.7752 রুবেল এবং 2009 সালে 0. 6241 ঘষা। 2008 সালে প্রতি 1 রুবেল পরিষেবার খরচ 2007-এর তুলনায় 0.0176 রুবেল বৃদ্ধি পেয়েছে; 2009 সালে 2008 এর তুলনায় 0.1511 রুবেল হ্রাস পেয়েছে। এটি সংস্থার ক্রিয়াকলাপের একটি ইতিবাচক মুহূর্ত এবং পরিষেবাগুলির লাভজনকতা বৃদ্ধির ইঙ্গিত দেয়।
খরচ করা যাক ফ্যাক্টর বিশ্লেষণ 2008 এবং 2009 এর ডেটা ব্যবহার করে টেবিল 2.3 ব্যবহার করে চেইন প্রতিস্থাপনের পদ্ধতি দ্বারা পরিষেবার ভলিউমের প্রতি 1 রুবেল খরচ:
ফ্যাক্টর মডেল Z-আপনি 1 ঘষার জন্য। Y \u003d Zo / Y, যেখানে Zo - মোট খরচ (একাধিক মডেল)। উভয় কারণই পরিমাণগত।
টেবিল 2.3 - ফ্যাক্টর মডেল W-আপনি 1 রুবেল জন্য
ফ্যাক্টর বিশ্লেষণে দেখা গেছে যে মোট খরচ কমেছে, এর ফলে খরচ কমেছে 1 ঘষে। পরিষেবার পরিমাণ 0.1202 রুবেল দ্বারা; 1 ঘষা জন্য খরচ. পরিষেবার পরিমাণ 0.0260 রুবেল বৃদ্ধি পেয়েছে। পরিষেবার পরিমাণ হ্রাস করে।
বিপণনযোগ্য পণ্যগুলির প্রতি রুবেল খরচের স্তরের পরিবর্তনের উপর একটি সরাসরি প্রভাব 4 টি কারণ দ্বারা প্রয়োগ করা হয় যা এর সাথে সরাসরি কার্যকরী সংযোগে রয়েছে:
o উত্পাদিত পণ্যের কাঠামোর পরিবর্তন;
o পৃথক পণ্য উৎপাদনের জন্য খরচের স্তরের পরিবর্তন;
o ভোক্ত উপাদান সম্পদের জন্য মূল্য এবং শুল্কের পরিবর্তন;
o পরিবর্তন পাইকারি মূল্যপণ্যের জন্য।
পরিষেবার ভলিউমের 1 রুবেল প্রতি খরচ সূত্র দ্বারা নির্ধারিত হয়:
খরচ = ΣQ*P / ΣQ*Z, (2.1)
1. 2007 সালে প্রতি 1 রুবেল পরিষেবার খরচ নির্ধারণ করুন।
খরচ 0 \u003d ΣQ 0 * Z 0 / ΣQ 0 * P 0 \u003d 30722/40645 \u003d 0.7576 রুবেল।
2. 2008 সালে প্রতি 1 রুবেল পরিষেবার খরচ নির্ধারণ করুন।
খরচ 1 \u003d ΣQ 1 * Z 1 / ΣQ 1 * P 1 \u003d 34132/40032 \u003d 0.7752 রুবেল।
3. 2008 সালে পরিষেবার আয়তনের প্রতি 1 রুবেল খরচ গণনা করুন 2007 সালে পরিষেবা এবং দামের একক খরচে
খরচ 1 \u003d ΣQ 1 * Z 0 / ΣQ 1 * P 0 \u003d 30691/40615 \u003d 0.7557 রুবেল।
4. 2008 সালে পরিষেবার একক খরচ এবং 2007 সালে দামের ভিত্তিতে 2008 সালে পরিষেবার পরিমাণের প্রতি 1 রুবেল খরচ গণনা করুন
খরচ 2 \u003d ΣQ 1 * Z 1 / ΣQ 1 * P 0 \u003d 34132/40615 \u003d 0.8404 রুবেল।
ΔZap Q \u003d Zap 1 - Zap 0 \u003d 0.7557 - 0.7576 \u003d - 0.0019 রুবেল।
ΔZap P \u003d Zap 2 - Zap 1 \u003d 0.8404 - 0.7557 \u003d + 0.0847 রুবেল
ΔZtr Z \u003d খরচ 1 - খরচ 2 \u003d 0.7752 - 0.8404 \u003d - 0.0652 রুবেল।
ΔZatr \u003d -0.0019 + 0.0847 - 0.0652 \u003d 0.0176 রুবেল।
এইভাবে, 2008 সালে প্রদত্ত পরিষেবার খরচ 0.0176 রুবেল বৃদ্ধি পেয়েছে। প্রতি ঘষা। বিক্রয়. কাঠামোর পরিবর্তনের ফলে এটি ঘটেছে পণ্য বিক্রি- 0.0019 রুবেল দ্বারা হ্রাস। প্রতি ঘষা। খরচ, ঊর্ধ্বমুখী মূল্য পরিবর্তন - 0.0847 রুবেল দ্বারা। প্রতি ঘষা। বিক্রিত পরিষেবার দামের পরিবর্তনের কারণে খরচ, খরচ হ্রাস, যা 0.0652 রুবেল দ্বারা খরচ কমানো সম্ভব করেছে। প্রতি ঘষা। খরচ
1. 2008 সালে প্রতি 1 রুবেল পরিষেবার খরচ নির্ধারণ করুন।
খরচ 0 \u003d ΣQ 0 * Z 0 / ΣQ 0 * P 0 \u003d 34132/44032 \u003d 0.7752 রুবেল।
2. 2009 সালে প্রতি 1 রুবেল পরিষেবার খরচ নির্ধারণ করুন।
খরচ 1 \u003d ΣQ 1 * Z 1 / ΣQ 1 * P 1 \u003d 28621/45863 \u003d 0.6241 রুবেল।
3. 2009 সালে পরিষেবার ভলিউমের প্রতি 1 রুবেল খরচ গণনা করুন 2008 সালে পরিষেবা এবং দামের একক খরচে
খরচ 1 \u003d ΣQ 1 * Z 0 / ΣQ 1 * P 0 \u003d 29797.6 / 42559.8 \u003d 0.7001 রুবেল।
4. 2009 সালে পরিষেবার একক খরচ এবং 2008-এর দামের ভিত্তিতে 2009 সালে পরিষেবার পরিমাণের প্রতি 1 রুবেল খরচ গণনা করুন
খরচ 2 \u003d ΣQ 1 * Z 1 / ΣQ 1 * P 0 \u003d 28621/40615 \u003d 0.7047 রুবেল।
5. আসুন আমরা বিভিন্ন কারণের পরিষেবার পরিমাণের প্রতি 1 রুবেল খরচের উপর প্রভাব নির্ধারণ করি:
ক) বিক্রিত পণ্যের কাঠামোর পরিবর্তন
ΔZap Q \u003d Zap 1 - Zap 0 \u003d 0.7001 - 0.7752 \u003d - 0.0751 রুবেল।
খ) বিক্রিত পণ্যের দামের পরিবর্তন
ΔZap P \u003d Zap 2 - Zap 1 \u003d 0.7047 - 0.7001 \u003d + 0.0046 রুবেল
গ) বিক্রিত পণ্যের দামের পরিবর্তন
ΔZtr Z \u003d খরচ 1 - খরচ 2 \u003d 0.6241 - 0.7047 \u003d - 0.0806 রুবেল।
ঘ) সমস্ত কারণের মোট প্রভাব
ΔZatr = - 0.0751 + 0.0046 - 0.0806 = - 0.1511 ঘষা।
এইভাবে, 2009 সালে বিক্রি হওয়া পণ্যের দাম 0.1511 রুবেল কমেছে। প্রতি ঘষা। বিক্রয়. এটি বিক্রি হওয়া পণ্যগুলির কাঠামোর পরিবর্তনের ফলে ঘটেছে - 0.0751 রুবেল দ্বারা হ্রাস। প্রতি ঘষা। খরচ, ঊর্ধ্বমুখী মূল্য পরিবর্তন - 0.0046 রুবেল দ্বারা। প্রতি ঘষা। খরচ, তবে বিক্রি হওয়া পণ্যের দামের পরিবর্তনের কারণে ব্যয় হ্রাসের দ্বারা সর্বাধিক প্রভাব প্রয়োগ করা হয়েছিল, যা 0.0806 রুবেল দ্বারা ব্যয় হ্রাস করা সম্ভব করেছিল। প্রতি ঘষা। খরচ
2.4 বাজেট এবং বিশ্লেষণ
আমরা OAO Uraldomnaremont-এ পরিষেবার খরচ বিশ্লেষণ করব। খরচ উপাদান দ্বারা খরচ গণনা করার সময়, নিম্নলিখিত ব্যয়গুলি এর রচনায় অন্তর্ভুক্ত করা হয়:
উপাদান খরচ;
শ্রম খরচ;
সামাজিক প্রয়োজনের জন্য অবদান;
অন্যান্য খরচাপাতি.
সারণি 2.4 - 2007-2008 এর জন্য অর্থনৈতিক উপাদান দ্বারা JSC "Uraldomnaremont" এ পরিষেবার খরচ বিশ্লেষণ
| খরচ উপাদান | পরিমাণ, হাজার রুবেল | খরচ গঠন, % | ||||
| 2007 | 2008 | বিচ্যুতি | 2007 | 2008 | বিচ্যুতি | |
| বেতন | 22535 | 26284 | 3749 | 73,2 | 77,0 | 3,8 |
| সামাজিক প্রয়োজনের জন্য ছাড় | 3109 | 3653 | 544 | 10,1 | 10,7 | 0,6 |
| উপাদান খরচ | 2414 | 2030 | -384 | 7,8 | 5,9 | -1,9 |
| সহ: | ||||||
| কাচামাল | 989 | 1203 | 214 | 3,2 | 3,5 | 0,3 |
| জ্বালানি এবং বিদ্যুৎ | 1425 | 827 | -598 | 4,6 | 2,4 | -2,2 |
| অন্যান্য খরচাপাতি | 2734 | 2165 | -569 | 8,9 | 6,3 | -2,5 |
| সম্পূর্ণ খরচ | 30792 | 34132 | 3340 | 100 | 100 | - |
| 20938 | 23551 | 2613 | 68,0 | 69,0 | 1,0 | |
| নির্দিষ্ট খরচ | 9854 | 10581 | 727 | 32,0 | 31,0 | -1,0 |
সারণি 2.5 - 2008-2009 এর জন্য অর্থনৈতিক উপাদান দ্বারা JSC "Uraldomnaremont" এ পরিষেবার খরচ বিশ্লেষণ
| খরচ উপাদান | পরিমাণ, হাজার রুবেল | খরচ গঠন, % | ||||
| 2008 | 2009 | বিচ্যুতি | 2008 | 2009 | বিচ্যুতি | |
| বেতন | 26284 | 20284 | -6000 | 77,0 | 70,9 | -6,1 |
| সামাজিক প্রয়োজনের জন্য ছাড় | 3653 | 2840 | -813 | 10,7 | 9,9 | -0,8 |
| উপাদান খরচ | 2030 | 2404 | 374 | 5,9 | 8,4 | 2,5 |
| সহ: | ||||||
| কাচামাল | 1203 | 1389 | 186 | 3,5 | 4,9 | 1,3 |
| জ্বালানি এবং বিদ্যুৎ | 827 | 1015 | 188 | 2,4 | 3,5 | 1,1 |
| অন্যান্য খরচাপাতি | 2165 | 3093 | 928 | 6,3 | 10,8 | 4,5 |
| সম্পূর্ণ খরচ | 34132 | 28621 | -5511 | 100 | 100 | - |
| সহ: পরিবর্তনশীল খরচ | 23551 | 19199 | -4352 | 69,0 | 67,1 | -1,9 |
| নির্দিষ্ট খরচ | 10581 | 9422 | -1159 | 31,0 | 32,9 | 1,9 |
সারণি 2.4 এবং 2.5 এর ডেটার উপর ভিত্তি করে, আমরা উপসংহারে পৌঁছাতে পারি যে 2007-এর স্তরের তুলনায় 2008 সালে মোট খরচের পরিমাণ 3340 হাজার রুবেল বেড়েছে, 2008-এর স্তরের তুলনায় 2009 সালে মোট খরচ 5511 কমেছে। হাজার রুবেল 2008 সালে ব্যয় কাঠামোর বৃহত্তম অংশটি শ্রম ব্যয় দ্বারা দখল করা হয়েছিল, যদিও 2009 সালে তাদের ভাগ 6.1% কমেছে, এইভাবে কোম্পানিটি 6,000 হাজার রুবেল সংরক্ষণ করেছে। 2007 এর স্তরের তুলনায় 2008 সালে উপাদান ব্যয়ের পরিমাণ 384 হাজার রুবেল হ্রাস পেয়েছে। বা 1.9%, এবং 2008 এর স্তরের তুলনায় 2009 সালে উপাদান ব্যয়ের পরিমাণ 374 হাজার রুবেল বৃদ্ধি পেয়েছে। বা 2.5%। 2008 সালে, 2007 এর তুলনায়, অন্যান্য খরচ 2.5% বা 569 হাজার রুবেল দ্বারা হ্রাস পেয়েছে, কিন্তু 2009 সালে, 2008 এর তুলনায়, তারা 4.5% বা 928 হাজার রুবেল দ্বারা বৃদ্ধি পেয়েছে।
মোট খরচের মধ্যে খরচের ভাগ চিত্র 2.2 - 2.3 এ দেখানো হয়েছে।

চিত্র 2.2 - 2007 সালে পরিষেবার মোট খরচে খরচের ভাগ

চিত্র 2.3 - 2008 সালে পরিষেবার মোট খরচে খরচের ভাগ

চিত্র 2.4 - 2009 সালে পরিষেবার মোট খরচে খরচের ভাগ
এই পরিসংখ্যানগুলি ইঙ্গিত দেয় যে অধ্যয়নের সময়কালে, খরচের প্রধান ভাগ কর্মচারীদের পারিশ্রমিকের উপর পড়ে, 2009 সালের মধ্যে এই ব্যয়ের আইটেমের ভাগ 4% কমেছে, কাঁচামাল এবং উপকরণগুলির জন্য ব্যয়ের ভাগ 1% বেড়েছে, অন্যান্য খরচ এন্টারপ্রাইজের 2% বৃদ্ধি পেয়েছে।
3. জন্য ব্যবস্থা উন্নয়ন সুশাসনখরচ
সরঞ্জাম মেরামত করার সময়, আনলোডিং কাজ ম্যানুয়ালি করা হয়। এই মুহূর্তে বন্দরের নির্দেশে লোডিং কার্যক্রমে ১৪ জন নিয়োজিত রয়েছেন। খরচ বাঁচানোর জন্য, কোম্পানিকে একটি অটোলোডার কেনার প্রস্তাব দেওয়া হয়, যা কায়িক শ্রমের ভাগ কমিয়ে দেবে, যা কোম্পানির পরিষেবার খরচকে ইতিবাচকভাবে প্রভাবিত করবে।
লোডিং এবং আনলোডিং ক্রিয়াকলাপ বাস্তবায়নের জন্য, কোম্পানিকে একটি MSI 20-35 ফর্কলিফ্ট কেনার সুপারিশ করা হয়।
এমএসআই সিরিজ ফর্কলিফ্টগুলি মূলত খোলা জায়গায় কাজ লোড করার জন্য ডিজাইন করা হয়েছে। তাদের আবেদনের পরিধি বেশ বিস্তৃত - এটি যানবাহন লোড করা এবং আনলোড করার কাজ (লোডারটি ট্রাক এবং তাদের ট্রেলারগুলির দেহে কাজ করতে সক্ষম), কাঁচা জায়গা এবং অসম ভূখণ্ডে কাজ করা, বন্দরে কাজ করা, কাজ করা শীতকাল. ফর্কলিফ্টগুলি বাড়ির ভিতরেও কাজ করতে পারে। এই প্রতিটি অবস্থার জন্য, লোডারগুলি উপযুক্ত ধরণের চাকা চলার সাথে সজ্জিত।
MANITOU MSI ফর্কলিফ্টগুলি PERKINS ডিজেল ইঞ্জিন বা TOYOTA পেট্রল ইঞ্জিন দিয়ে সজ্জিত। হাইড্রোস্ট্যাটিক ট্রান্সমিশন ত্বরণ এবং হ্রাসের সময় ঝাঁকুনি না দিয়ে মিলিমিটার নির্ভুলতার সাথে নিয়ন্ত্রণ করা সম্ভব করে তোলে। হাইড্রোলিক ভালভ সঠিকভাবে ড্রাইভারের সংকেত লোডারে প্রেরণ করে। সামনের অ্যাক্সেল ডিফারেনশিয়াল লক বরফ এবং তুষারযুক্ত এলাকা সহ পিচ্ছিল পৃষ্ঠগুলিতে স্বাভাবিক কাজ করার অনুমতি দেয়। উচ্চ গ্রাউন্ড ক্লিয়ারেন্স (গ্রাউন্ড ক্লিয়ারেন্স) 260 মিমি। লোডের ক্ষতির ঝুঁকি ছাড়াই আপনাকে সহজেই পৃষ্ঠের অনিয়মগুলি কাটিয়ে উঠতে দেয়। লোডারের পিছনের অক্ষটি একটি তির্যক ঢালের সাথে, যা কোনও বাধাকে আঘাত করার সময় চাকাগুলিকে ঝুলিয়ে রাখে না। কম চাপের টায়ার সহ বড়-ব্যাসের সামনের চাকাগুলি পৃষ্ঠের ছোট অনিয়মগুলি শোষণ করে এবং পিচ্ছিল পৃষ্ঠগুলিতে ট্র্যাকশন উন্নত করে। বিল্ট-ইন হাইড্রোলিক সিলিন্ডার দিয়ে সজ্জিত পিছনের চাকাগুলির একটি বড় স্টিয়ারিং কোণ রয়েছে, যা MSI ফর্কলিফ্ট ট্রাকের জন্য ভাল চালচলন সরবরাহ করে। দুটি ব্রেক সিস্টেম: হাইড্রোস্ট্যাটিক এবং হাইড্রোলিক। পাম্প ড্রাইভ নিষ্ক্রিয় করে হাইড্রোস্ট্যাটিক ব্রেকিং ঘটে।
এমএসআই লিফ্ট ট্রাকগুলি সামনে এবং পিছনের জানালা সহ একটি খোলা ক্যাব সহ মান হিসাবে সজ্জিত। একটি স্ট্যান্ডার্ড ক্যাব সহ লোডারের উচ্চতা 2.10 মিটার এবং বাগি সংস্করণের জন্য - 1.99 মিটার (যানবাহনের দেহে কাজের জন্য)। ইঞ্জিন থেকে কম্পন কমাতে এবং অসম পৃষ্ঠে গাড়ি চালানোর জন্য, ক্যাবটি শক শোষক দিয়ে সজ্জিত। ড্রাইভারের কাজ সহজতর করার জন্য, লোডারের ক্যাবটি এমনভাবে ডিজাইন করা হয়েছে যাতে ড্রাইভারের অ্যাক্সেসের জন্য শুধুমাত্র একটি ধাপ প্রয়োজন। এছাড়াও, সুবিধার জন্য, লোডার দুটি হ্যান্ড্রেল দিয়ে সজ্জিত। গ্লাস ওয়াশার সহ সামনের এবং পিছনের উইন্ডশিল্ড ওয়াইপারগুলি স্ট্যান্ডার্ড হিসাবে সরবরাহ করা হয়েছে। ক্যাবটিতে দুটি 180° খোলার দরজা এবং একটি ইনস্টল করা হিটার সহ সজ্জিত করা যেতে পারে।
MANITOU ফর্কলিফ্ট ট্রাকগুলি বিভিন্ন ধরণের পণ্যসম্ভারের সাথে কাজ করতে পারে। হিসাবে সংযুক্তিবাল্ক পণ্যসম্ভার জন্য grabs এবং buckets সব ধরণের ব্যবহার করা যেতে পারে. মাস্ট টিল্ট 10/12° লোডারগুলির মধ্যে সেরা নির্দেশক। লোডারগুলিকে 6 মিটার পর্যন্ত উচ্চতা উত্তোলন সহ বিভিন্ন ধরণের মাস্ট দিয়ে সজ্জিত করা যেতে পারে, যার মধ্যে ফ্রি লিফটিং ফর্ক সহ।
বিভিন্ন ধরণের পণ্যসম্ভারের সাথে কাজ করার জন্য, MANITOU দ্রুত সংযুক্তি পরিবর্তনের জন্য অতিরিক্ত সরঞ্জামের একটি সেট অফার করে (চিত্র) এবং উদাহরণস্বরূপ, বালতিতে কাঁটাচামচের গাড়ি পরিবর্তন করতে মাত্র কয়েক সেকেন্ড সময় লাগে এবং অপারেটরটি না রেখেই পরিবর্তন করতে পারে। ট্যাক্সি.
খোলা এলাকার জন্য MSI 20-35 ফর্কলিফ্ট জেএসসি টেকনোলজি এবং লজিস্টিকস থেকে কেনার প্রস্তাব দেওয়া হয়েছে। 21 মে, 2002-এ প্রতিষ্ঠিত, "প্রযুক্তি এবং লজিস্টিকস" কোম্পানিটি আজ জার্মান কোম্পানি Pfaff-Silberblau-এর অফিসিয়াল অংশীদার এবং মস্কো এবং সেন্ট পিটার্সবার্গে (সেন্ট পিটার্সবার্গ) গুদাম সরঞ্জাম সরবরাহ করে সবচেয়ে কম দামে সময় ফর্কলিফ্টের দাম 258,000 রুবেল, সরঞ্জামগুলি এর ব্যয়ে কেনা হবে নিজস্ব তহবিলকোম্পানি
পূর্বে উল্লিখিত হিসাবে, এই মুহুর্তে, 14 জন লোক বর্তমানে বন্দর নির্দেশের লোডিং অপারেশনে নিযুক্ত রয়েছে। পরিচয়ের কারণে স্বয়ংক্রিয় সরঞ্জামএন্টারপ্রাইজ আনলোডিংয়ে নিযুক্ত কর্মীদের সংখ্যা 4 জনের দ্বারা কমাতে সক্ষম হবে।
13205*12*4 = 633840 ঘষা।
633840*0.26=164798.4 ঘষা।
258,000 * 20% = 51,600 রুবেল।
সারণী 3.1 প্রস্তাবিত পরিমাপ বাস্তবায়নের আগে এবং পরে এন্টারপ্রাইজের খরচের গতিশীলতা দেখায়।
সারণি 3.1 - প্রস্তাবিত পরিমাপ বাস্তবায়নের আগে এবং পরে এন্টারপ্রাইজ খরচের গতিশীলতা
এইভাবে, মোট খরচ JSC "Uraldomnaremont" 747.24 হাজার রুবেল দ্বারা হ্রাস করা হবে।
আসুন মূলধন বিনিয়োগের দক্ষতা গণনা করি। ডিসকাউন্ট রেট গণনা করার সময়, রাশিয়ান ফেডারেশনের কেন্দ্রীয় ব্যাংক কর্তৃক 8.5%, পরিকল্পিত মুদ্রাস্ফীতির হার 7.5% এবং পরিকল্পিত ঝুঁকির স্তরকে বিবেচনায় রেখে আমরা সুদের হারের মাত্রা 20% নেব। 4% এর। প্রকল্প বাস্তবায়নের মেয়াদ ২ বছর।
মূলধন বিনিয়োগের পরিমাণ 258 হাজার রুবেল।
নেট বর্তমান মানের গণনা সারণি 3.2 এ উপস্থাপন করা হয়েছে।
সারণী 3.2 - প্রকল্পের নেট বর্তমান মূল্য, হাজার রুবেল
প্রকল্প লাভজনকতা সূচক:
PI = 1494.48/258= 5.79
প্রকল্পের সহজ পেব্যাক সময়কাল:
পিপি \u003d 258 / (1,494.48 / 2) \u003d 0.35 বছর।
প্রকল্পের ডিসকাউন্টেড পেব্যাক সময়কাল:
DPP = 258/(1141.0355/2) = 0.45 বছর।
সুতরাং, প্রকল্পের পেব্যাক সময়কাল 0.45 বছর, যা প্রস্তাবিত পরিমাপের বাস্তবায়নের কার্যকারিতা নিশ্চিত করে।
বিশেষ এবং সার্বজনীন লোড গ্রিপিং ডিভাইসগুলির ব্যবহার কাজের উত্পাদনশীলতা এবং সুরক্ষা বৃদ্ধি করতে, পরিষেবার জীবনকে উল্লেখযোগ্যভাবে বৃদ্ধি করতে এবং ওভারলোডের সময় পাত্র, জিনিসপত্র এবং চোখ তোলার বিকৃতির ঝুঁকি হ্রাস করতে দেয়। এই ধরনের সরঞ্জাম, পাত্রে উত্তোলন এবং সরানোর জন্য ব্যবহৃত, চারটি প্রধান গ্রুপে বিভক্ত করা যেতে পারে:
- সর্বজনীন কারচুপি সাধারন ক্ষেত্রে(টেক্সটাইল সহ সব ধরনের slings);
- নমনীয় ট্র্যাকশন উপাদান সহ ট্রাভার্স আকারে তৈরি অপসারণযোগ্য লোড-হ্যান্ডলিং ডিভাইস;
- উপরের ফিটিং দ্বারা পাত্রে ক্যাপচার করার জন্য বিশেষ লক সহ ফ্রেম-টাইপ ট্রাভার্স (কার্গো ফ্রেম);
- ম্যানুয়াল, আধা-স্বয়ংক্রিয় এবং স্বয়ংক্রিয় অ্যাকশনের লোড-হ্যান্ডলিং ডিভাইস, যা একটি কন্টেইনার ক্রেনের লোড-হ্যান্ডলিং বডি (কন্টেইনার গ্রিপস) বা একটি রিলোডার।
8000 কেজি লোড ক্ষমতা সহ মিতসুবিশি FD80K ফর্কলিফ্ট ওয়াগন, কনটেইনার, ট্রাক, খোলা এবং বন্ধ গুদামে নিবিড় কাজের জন্য ডিজাইন করা হয়েছে FD60-90 সিরিজের মিত্সুবিশি হেভি লোডারগুলি উচ্চ জ্বালানী দক্ষতা এবং কম শক্তি সহ শক্তিশালী ডিজেল ইঞ্জিন দিয়ে সজ্জিত। স্বয়ংক্রিয় 2-ওয়ে বা 3 গতির ট্রান্সমিশনের সাথে একত্রে নির্গমন। মজবুত চ্যাসিস এবং শক্ত স্টিয়ারিং এক্সেল একটি দীর্ঘ পরিষেবা জীবন নিশ্চিত করে, যেখানে নির্ভরযোগ্যতা এবং চমৎকার সেবাযোগ্যতা কম অপারেটিং খরচ নিশ্চিত করে।
1.2-20 টন ক্ষমতার মিতসুবিশি FD80K লোডার সিরিজটি ব্যতিক্রমীভাবে কমপ্যাক্ট এবং পরিচালনা করা সহজ, কম রক্ষণাবেক্ষণ খরচ সহ। রক্ষণাবেক্ষণ. এটি এমন একটি কোম্পানির জন্য আদর্শ সহকারী যার লক্ষ্য সর্বাধিক উত্পাদনশীলতা এবং লাভজনকতা।
অপারেটর কমপক্ষে 70% সময় গুদামে লোডারে ব্যয় করে, তাই সারা দিন আরাম থাকা অপরিহার্য এবং এরগনোমিক্স এবং কম্পন বিচ্ছিন্নতা লোডারের নকশার মূল চাবিকাঠি। গ্রামার MSG12 হ্যান্ডেলবার FD80K সিরিজের লোডার মডেলগুলিতে মানক, MSG20 হ্যান্ডেলবার একটি বিকল্প হিসাবে উপলব্ধ।
লোডারটির একটি প্রশস্ত লেগরুম রয়েছে, সহজ কমান্ড নিয়ন্ত্রণ প্রদান করা হয়। ডিসপ্লের ডানদিকে রয়েছে ব্যাকলাইট বোতাম, শিফট লিভার এবং ইমার্জেন্সি লিভার। হ্যান্ডব্রেক লিভারটি সংশ্লিষ্ট বোতাম দিয়ে সহজেই চালিত হয়।
লোডারটিকে চরম বাম থেকে চরম ডান অবস্থানে ঘুরানোর জন্য, একটি 3-চাকার মডেলের জন্য স্টিয়ারিং হুইলের 4টি সম্পূর্ণ বাঁক তৈরি করা প্রয়োজন।
নতুন অপ্টিমাইজ করা অ্যান্টি-গ্লেয়ার স্ক্রিন একটি IP54-রেটেড প্রসেসর দিয়ে সজ্জিত, যা স্পষ্ট তথ্য নিশ্চিত করে।
লোডারে নতুন সিরিজ FD80K একটি বৃহত্তর পাওয়ার হাইড্রোলিক বক্স এবং সর্বশেষ অগ্রাধিকার ভালভ ইনস্টল করার মাধ্যমে নতুন স্টিয়ারিং সিস্টেমটিকে ব্যাপকভাবে উন্নত করা হয়েছে।
নতুন হাইড্রোলিক স্টিয়ারিং সিস্টেম লোড নির্বিশেষে হালকা এবং আরও সুনির্দিষ্ট টার্নিং ফোর্স সরবরাহ করে, যা উত্পাদনশীলতাকে ব্যাপকভাবে উন্নত করে।
কন্ট্রোল সিস্টেমের জন্য অগ্রাধিকার ভালভ সহ পাম্প মোটর হল একটি 9 কিলোওয়াট (IP20) জুলি টাইপ সিরিয়াল মোটর। স্টিয়ারিং কলামে 5 এর প্রবণতা রয়েছে, যা স্টিয়ারিংকে সহজ করে তোলে।
সাধারণ অপারেটিং অবস্থার অধীনে অপারেটর ত্রুটি সংশোধন সর্বাধিক করার জন্য লোডার সিস্টেমগুলি টিউন করা হয়।
স্বয়ংক্রিয় কর্নারিং গতি নিয়ন্ত্রণ: নতুন প্রযুক্তিলোডার চালনা করার সময় আপনাকে ট্র্যাকশন মোটরের গতি স্বাধীনভাবে সামঞ্জস্য করতে দেয়। ইলেকট্রনিক সিস্টেম টর্ক কমানো ছাড়াই প্রতিটি মোটরের গতি আলাদাভাবে সামঞ্জস্য করতে পিছনের অ্যাক্সেলের উপর মাউন্ট করা একটি পটেনশিওমিটার ব্যবহার করে, বিশেষ করে যখন কর্নারিং করা হয়। এই সমাধানের সাথে প্রাপ্ত ইলেকট্রনিক ডিফারেনশিয়াল স্টিয়ারিং করার সময় লোডারের সম্পূর্ণ নিরাপত্তা নিশ্চিত করে। থ্রি-হুইল লোডার স্টিয়ারিং করার সময়, মোড় চলাকালীন এবং যখন চাকার ঘূর্ণনের দিক বিপরীত হয়, তখন পটেনশিওমিটার পাওয়ার মডিউলে একটি সংকেত পাঠায়, যা একটি ছোট টার্নিং ব্যাসার্ধ তৈরি করে। পটেনটিওমিটারের কোনো ত্রুটি রিয়েল টাইমে ব্যবহার করে রেকর্ড করা হয় ইলেকট্রনিক সিস্টেম, যা অবিলম্বে জরুরি ব্যবস্থা চালু করে।
স্লো রোলিং অযৌক্তিক: যখন হ্যান্ডব্রেক প্রয়োগ না করে লোডারটিকে ঢালে রেখে দেওয়া হয়, লোডারটি নিচের দিকে গড়িয়ে পড়বে। এটি একটি অ্যালার্ম ট্রিগার করে।
বাঁক নেওয়ার সময় ত্বরান্বিত করতে অক্ষমতা: লোডারটি যখন ঘুরছে, তখন অপারেটর গতি বাড়াতে পারে না।
সীট মাইক্রোসুইচ পরীক্ষা: ট্রাক চলাকালীন অপারেটর সিট ছেড়ে গেলে, বৈদ্যুতিক ব্রেক অবিলম্বে প্রয়োগ করা হয় এবং স্টিয়ারিং ছাড়া সমস্ত ফাংশন অক্ষম করা হয়।
ফর্কলিফ্টের দাম 398,500 রুবেল, সরঞ্জামগুলি কোম্পানির নিজস্ব তহবিলের ব্যয়ে কেনা হয়।
আমরা প্রস্তাবিত পরিমাপ বাস্তবায়ন থেকে সঞ্চয় গণনা করা হবে.
পূর্বে উল্লিখিত হিসাবে, এই মুহুর্তে, 15 জন লোক বর্তমানে রেলপথের লোডিং অপারেশনে নিযুক্ত রয়েছে।
স্বয়ংক্রিয় সরঞ্জাম প্রবর্তনের কারণে, এন্টারপ্রাইজটি 5 জনের দ্বারা আনলোডিংয়ে নিযুক্ত কর্মীদের সংখ্যা হ্রাস করতে সক্ষম হবে।
JSC "Uraldomnaremont" এর একজন কর্মচারীর গড় বেতন 13,205 রুবেল।
এইভাবে, মজুরি তহবিলে সঞ্চয় থাকবে:
13205*12*5 = 792300 ঘষা।
সামাজিক অবদানের সঞ্চয় হবে:
792300 *0.26=205998 ঘষা।
একটি লোডার কেনার কারণে, কোম্পানি অন্যান্য খরচের সাথে সম্পর্কিত অবচয়ের পরিমাণ বৃদ্ধি করবে:
398500 * 20% = 79700 রুবেল।
সারণী 3.3 প্রস্তাবিত পরিমাপ বাস্তবায়নের আগে এবং পরে কোম্পানির খরচের গতিশীলতা দেখায়।
সারণী 3.3 - প্রস্তাবিত পরিমাপ বাস্তবায়নের আগে এবং পরে এন্টারপ্রাইজ খরচের গতিশীলতা
এইভাবে, JSC "Uraldomnaremont" এর মোট খরচ 918.6 হাজার রুবেল দ্বারা হ্রাস পাবে, যা প্রস্তাবিত পরিমাপের বাস্তবায়নের কার্যকারিতা নিশ্চিত করে।
উপসংহার
একটি বাজার অর্থনীতিতে রূপান্তরের জন্য উদ্যোগগুলিকে প্রবর্তনের মাধ্যমে পণ্য ও পরিষেবাগুলির উত্পাদন দক্ষতা এবং প্রতিযোগিতামূলকতা বাড়াতে হবে বৈজ্ঞানিক এবং প্রযুক্তিগত অগ্রগতি, ব্যবস্থাপনা এবং উৎপাদন ব্যবস্থাপনার কার্যকর রূপ, অব্যবস্থাপনা কাটিয়ে উঠা, উদ্যোক্তা বৃদ্ধি, উদ্যোগ ইত্যাদি।
খরচ মূল্য হল প্রধান মূল্য-গঠন এবং মুনাফা তৈরির ফ্যাক্টর, অতএব, এর বিশ্লেষণ একদিকে, সম্পদ ব্যবহারের দক্ষতার একটি সাধারণ মূল্যায়ন দিতে, অন্যদিকে, মুনাফা বৃদ্ধির জন্য মজুদ নির্ধারণ করতে দেয়। এবং উৎপাদনের একটি ইউনিটের দাম কমানো।
খরচ হ্রাস উৎপাদন দক্ষতা বৃদ্ধির ভিত্তি। উৎপাদন খরচ হল একটি একত্রিত কৃত্রিম সূচক যা উৎপাদনের সমস্ত দিককে একটি সাধারণ আকারে চিহ্নিত করে। অর্থনৈতিক কার্যকলাপউদ্যোগ খরচ মূল্য পরিবেশন করা হয় অর্থনৈতিক ফর্মক্ষয়প্রাপ্ত, উত্পাদনের উপাদানগুলির প্রতিদান, সেইসাথে অর্থনৈতিক সূচক এবং মানগুলির একটি সিস্টেম তৈরি করতে: লাভ, লাভজনকতা, দাম। অতএব, এটি অর্থনৈতিক অ্যাকাউন্টিংয়ের প্রক্রিয়ায় একটি গুরুত্বপূর্ণ ভূমিকা পালন করে।
সর্বনিম্ন ব্যয়ে সর্বাধিক প্রভাব প্রাপ্ত করা, শ্রম, উপাদান এবং আর্থিক সংস্থান সংরক্ষণ করা নির্ভর করে কীভাবে এন্টারপ্রাইজ উত্পাদন ব্যয় হ্রাস করার সমস্যাগুলি সমাধান করে।
ফ্যাক্টর বিশ্লেষণে দেখা গেছে যে 2009 সালে OAO Uraldomnaremont-এ পরিষেবার খরচ 2008 এর তুলনায় 5511 হাজার রুবেল কমেছে, যখন 6813 হাজার রুবেল কমেছে। মজুরি তহবিল হ্রাস করে; 374 হাজার রুবেল বৃদ্ধি পেয়েছে। উপাদান ব্যয় বৃদ্ধির কারণে এবং 928 হাজার রুবেল দ্বারা। অন্যান্য খরচ বৃদ্ধি করে। বেতন হ্রাস পরিষেবার ব্যয়ের পরিবর্তনের উপর সবচেয়ে বেশি প্রভাব ফেলেছিল।
2009 সালে বিক্রি হওয়া পণ্যের দাম 0.1511 রুবেল কমেছে। প্রতি ঘষা। বিক্রয়. এটি বিক্রি হওয়া পণ্যগুলির কাঠামোর পরিবর্তনের ফলে ঘটেছে - 0.0751 রুবেল দ্বারা হ্রাস। প্রতি ঘষা। খরচ, ঊর্ধ্বমুখী মূল্য পরিবর্তন - 0.0046 রুবেল দ্বারা। প্রতি ঘষা। খরচ, তবে বিক্রি হওয়া পণ্যের দামের পরিবর্তনের কারণে ব্যয় হ্রাসের দ্বারা সর্বাধিক প্রভাব প্রয়োগ করা হয়েছিল, যা 0.0806 রুবেল দ্বারা ব্যয় হ্রাস করা সম্ভব করেছিল। প্রতি ঘষা। খরচ
এইভাবে, 2008 সালে প্রদত্ত পরিষেবার খরচ 0.0176 রুবেল বৃদ্ধি পেয়েছে। প্রতি ঘষা। বিক্রয়, এবং 2009 সালে 0.1511 রুবেল কমেছে। প্রতি ঘষা। বিক্রয়.
বিশ্লেষণের প্রাপ্ত ফলাফলগুলি দেখায় যে 2009 সালে 2008-এর তুলনায় লাভের মাত্রা বৃদ্ধির কারণে মূল্য স্তর এবং আপেক্ষিক গুরুত্বমোট বিক্রয়ে আরও লাভজনক ধরনের পরিষেবা। 1,176.6 হাজার রুবেল দ্বারা বিক্রি পরিষেবার খরচ কমানো. 6.32% দ্বারা পরিষেবার লাভের মাত্রা বৃদ্ধি করেছে।
খরচ বাঁচানোর জন্য, Uraldomnaremont OJSC বাস্তবায়নের জন্য বেশ কয়েকটি ব্যবস্থা প্রস্তাব করেছে।
সাহিত্য
1. এন্টারপ্রাইজের আর্থিক ও অর্থনৈতিক কার্যক্রমের বিশ্লেষণ এবং ডায়াগনস্টিকস / এডি। পি.পি. তাবুরচাক, ভি.এম. তুমিন এবং এম.এস. সাপ্রিকিন। - রোস্টভ এন / এ: ফিনিক্স, 2006। - 352 পি।
2. বাকানভ, এম.আই. অর্থনৈতিক বিশ্লেষণের তত্ত্ব / M.I. বাকানভ, এ.ডি. শেরমেট। - এম. : অর্থ ও পরিসংখ্যান, 2006। - 416 পি।
3. ব্যাঙ্ক, ভি.আর. আর্থিক বিশ্লেষণ/ ভি.আর. ব্যাঙ্ক, S.V. ব্যাঙ্ক, A.V. তারাসকিন। - এম. : প্রসপেক্ট, 2005। - 158 পি।
4. বেদনেনকো, টি.ই. একটি এন্টারপ্রাইজ / T.E এর প্রতিযোগিতামূলকতা বৃদ্ধির একটি ফ্যাক্টর হিসাবে খরচ ব্যবস্থাপনা বেডনেঙ্কো // পরিচালকের পরামর্শদাতা। - 2008। - নং 2। - P.35-38।
5. ভাসিন, ইউ.পি. উৎপাদন খরচের শ্রেণীবিভাগের প্রশ্নে / Yu.P. ভাসিন // অ্যাকাউন্টিং। - 2007। - নং 4। - P.52।
6. কানকে, এ.এ. এন্টারপ্রাইজের আর্থিক ও অর্থনৈতিক কার্যক্রমের বিশ্লেষণ / A.A. কানকে, আই.পি. কোশেভায়া। - এম. : INFRA-M, 2005. - 288 p.
7. Kerimov, V. ম্যানেজমেন্ট অ্যাকাউন্টিং এবং খরচের শ্রেণীবিভাগ / V. Kerimov পরিচালকের পরামর্শদাতা। - 2008। - নং 14। - P.23-28।
8. সাভিটস্কায়া, জি.ভি. এন্টারপ্রাইজের অর্থনৈতিক কার্যকলাপের বিশ্লেষণ / G.V. সাভিটস্কায়া। - এম. : INFRA-M, 2007. - 425 p.
9. এন্টারপ্রাইজে খরচ ব্যবস্থাপনা / এড. ভি.জি. লেবেদেভ এবং অন্যান্য - সেন্ট পিটার্সবার্গ। : বিজনেস প্রেস, 2007। - 287 পি।
10. এন্টারপ্রাইজে খরচ ব্যবস্থাপনা / এড. জি.এ. ক্রায়ুখিন। - সেন্ট পিটার্সবার্গে. ব্যবসায়িক প্রেস, 2006। - 325 পি।
11. Fedotov, I. এন্টারপ্রাইজ খরচ ব্যবস্থাপনা / I. Fedotov // অর্থনীতি এবং জীবন। - 2006। - নং 21। - P.23।
12. Khotinskaya, G.I. ধারণাগত ভিত্তিখরচ ব্যবস্থাপনা / G.I. খতিনস্কায়া // রাশিয়া এবং বিদেশে ব্যবস্থাপনা। - 2007। - নং 4। - P.18-24।
13. চাংলি, ডি.এফ. এন্টারপ্রাইজে উৎপাদন খরচ পরিচালনার বিষয়ে ডি.এফ. চাংলি, ডি.আই. খিসমাতুলিন // হিসাব নিকাশ। - 2007। - নং 2। – P.67-68।
14. Shchiborsch, K.V. রাশিয়ান উদ্যোগের অর্থনৈতিক কার্যকলাপের বিশ্লেষণ K.V. শিবোর্শ। - এম. : ডিআইএস, 2007। - 320 পি।
15. ইয়ানচেনকো, এস.ভি. অর্থনৈতিক সমস্যা সমাধানে অপারেশনাল বিশ্লেষণের প্রয়োগ S.V. ইয়ানচেনকো কোম্পানির ব্যবস্থাপনা। - 2008। - নং 11। - P.24-27।
সরঞ্জাম মেরামতের খরচ সূত্র ব্যবহার করে গণনা করা হয়:
সরঞ্জামের প্রধান অংশের মেরামতের জটিলতার গ্রুপ:
সরঞ্জাম মেরামতের জটিলতা, ঘষা প্রতি ইউনিট প্রতি মেরামত চক্র জন্য নির্ধারিত প্রতিরোধমূলক রক্ষণাবেক্ষণ এবং ওভারহল রক্ষণাবেক্ষণ সব ধরনের জন্য খরচ। চক্র/ইউনিট প্রতি মেরামত, জটিলতা।
সরঞ্জামের শক্তি অংশ মেরামত করার খরচ বিবেচনায় নেওয়া গুণাঙ্ক; ;
মেরামত চক্রের সময়কাল, বছর/চক্র;
গুণাগুণ উৎপাদনের ধরন ইত্যাদির প্রভাব বিবেচনা করে।
পণ্য প্রতি শক্তি খরচ
বিদ্যুতের খরচ সূত্র ব্যবহার করে গণনা করা হয়:
বার্ষিক বিদ্যুৎ খরচ, kWh/বছর;
1 কিলোওয়াট / ঘন্টা বিদ্যুতের খরচ, রুবেল / কিলোওয়াট ঘন্টা (ডেটা অবশ্যই সেই এন্টারপ্রাইজে নেওয়া উচিত যার জন্য স্নাতক প্রকল্পটি পরিচালিত হচ্ছে);
পণ্যের বার্ষিক আউটপুট, (পিসি/বছর)।
যন্ত্রাংশের উৎপাদনের বার্ষিক আয়তনের জন্য দায়ী বার্ষিক বিদ্যুত খরচের মান অপারেশনের সময়ের আদর্শের উপর ভিত্তি করে গণনা করা হয়:

সরঞ্জামের বৈদ্যুতিক মোটরগুলির মোট ইনস্টল করা শক্তি;
বৈদ্যুতিক মোটর সময় দ্বারা লোড ফ্যাক্টর;
পাওয়ার লোড ফ্যাক্টর;
ইঞ্জিনগুলির একযোগে অপারেশনের সহগ; ;
একাউন্টে বিদ্যুতের ক্ষয়ক্ষতি সহগ উদ্ভিদ নেটওয়ার্ক, ;
পণ্য উত্পাদন i-th অপারেশন জন্য সময়ের আদর্শ;
বৈদ্যুতিক মোটর গড় দক্ষতা;
-ম ক্রিয়াকলাপের জন্য সময় নিয়ম পূরণের সহগ; ;
বার্ষিক রিলিজ প্রোগ্রাম।
সারণি 2 এ বিদ্যুতের খরচ গণনা করার জন্য প্রাথমিক ডেটা সংক্ষিপ্ত করার পরামর্শ দেওয়া হচ্ছে।
টেবিল ২.
বিদ্যুৎ খরচ গণনা করার জন্য ইনপুট ডেটা
টুলিং খরচ
ফিক্সচারের খরচ (সরঞ্জাম) সূত্র দ্বারা গণনা করা হয়:
 , (rub./pcs.-oper.)
, (rub./pcs.-oper.)
ফিক্সচারের এক ইউনিটের বইয়ের মান d-ম মান আকার;
ফিক্সচার মেরামতের খরচ বিবেচনায় নেওয়ার বিষয় d-ম আকার, ;
ফিক্সচার ইউনিটের সংখ্যা d-ম মান আকার;
ফিক্সচার অকুপেন্সি রেট d-ম মান আকার, ![]() ;
;
সরঞ্জাম অবমূল্যায়ন সময়কাল d-ম মান আকার;
![]() .
.
2.1.3.5। প্রাঙ্গণ রক্ষণাবেক্ষণ খরচ
প্রাঙ্গন রক্ষণাবেক্ষণের খরচ সূত্র দ্বারা গণনা করা হয়:
 , (ঘষা/টুকরা - অপেরা)
, (ঘষা/টুকরা - অপেরা)
এলাকা, -ম অপারেশন সঞ্চালনের জন্য, m 2;
এলাকা দখলের হার,
কর্মশালার এলাকার প্রতি 1 মিটার 2 প্রাঙ্গনের রক্ষণাবেক্ষণের জন্য বার্ষিক খরচ (যে এন্টারপ্রাইজের জন্য স্নাতক প্রকল্পটি পরিচালিত হচ্ছে সেখানে ডেটা নিতে হবে)।
তারপরে সমস্ত ব্যবহৃত প্রাঙ্গন রক্ষণাবেক্ষণের মোট খরচ সূত্র দ্বারা গণনা করা হয়
দোকান খরচ.
কর্মশালা রক্ষণাবেক্ষণের খরচ সূত্র দ্বারা নির্ধারিত হয়
যেখানে, С ЗО - প্রধান শ্রমিকদের মজুরি, (ধারা 2.1.3.2 দেখুন।)
কে সি - সহগ যা কর্মশালার খরচ বিবেচনা করে, নিম্নলিখিত সীমার মধ্যে রয়েছে: মেশিনের দোকানগুলির জন্য - 0.4 - 0.6; স্ট্যাম্পিং এবং গ্যালভানিকের জন্য - 0.5 - 0.65; তাপ জন্য - 0.55 - 0.7; ঢালাইয়ের জন্য - 0.6 - 0.75; সমাবেশের জন্য - 0.3 - 0.4।
সমস্ত উপাদান গণনা করার পরে, বর্তমান খরচের মোট পরিমাণ গণনা করা এবং সারণি 3 এ উপস্থাপন করা প্রয়োজন। সারণি 3।
একটি অংশ (পণ্য) তৈরির মোট খরচ
পণ্যের বার্ষিক উত্পাদনের জন্য বর্তমান খরচের পরিমাণ সূত্র অনুসারে প্রযুক্তিগত প্রক্রিয়ার জন্য উভয় বিকল্পের জন্য গণনা করা হয়:
![]() (রুবেল/বছর), যেখানে:
(রুবেল/বছর), যেখানে:
3য় সংস্করণ।- পণ্যের একটি ইউনিট উত্পাদন খরচ, ঘষা.;
- বার্ষিক রিলিজ প্রোগ্রাম, পিসি।
ভূমিকা ……………………………………………………………………………………….২
1. CNC এবং RTK সহ নিয়ন্ত্রণ ব্যবস্থা এবং বৈদ্যুতিক সরঞ্জামগুলির রক্ষণাবেক্ষণ ও মেরামত………………………………6
1.1 CNC সরঞ্জাম পরিচালনার জন্য প্রয়োজনীয়তা…………………………………..6
1.2 রক্ষণাবেক্ষণ ও মেরামতের কাজের জন্য পরিকল্পনা………...9
1.3 রক্ষণাবেক্ষণ ও মেরামত কাজের সংস্থা………….২১
2. সিএনসি সরঞ্জামগুলির মেরামত কাজের সময় এবং অপারেশনের নিয়মগুলি বাস্তবায়নের উপর নিয়ন্ত্রণ…………………………………………………..22
2.1 অপারেটিং নিয়ম বাস্তবায়নের উপর নিয়ন্ত্রণ………………………….২২
2.2 গুণমান নিয়ন্ত্রণ এবং মেরামতের সময় ……………….২৩
3. অর্থনৈতিক অংশ………………………………………………………….২৪
3.1 পরিকল্পিত সময়ের জন্য রক্ষণাবেক্ষণ ও মেরামত কার্যক্রমের কাজের সমাপ্ত পরিধির শ্রম তীব্রতার গণনা………………………………24
3.1.1 রক্ষণাবেক্ষণের জন্য শ্রমের তীব্রতার গণনা……………………………….24
3.1.2 মেরামতের কাজের জন্য শ্রমের তীব্রতার গণনা……………………………………….25
3.2 শ্রমের প্রয়োজনের গণনা……………………………………….২৮
3.3 বেতনের হিসাব……………………………………………….30
3.4 সরঞ্জাম মেরামতের জন্য উপকরণ এবং খুচরা যন্ত্রাংশের খরচ নির্ধারণ করা ………………………………………………………………………….32
3.5 CNC এর সাথে রক্ষণাবেক্ষণ ও মেরামতের কার্যক্রমের বার্ষিক খরচ নির্ধারণ করা ……………………………………………………………………………………………….৩৩
4. নিয়ন্ত্রণ ব্যবস্থার রক্ষণাবেক্ষণ ও মেরামতের জন্য প্রযুক্তিগত এবং অর্থনৈতিক সূচক এবং CNC সরঞ্জাম গোষ্ঠীর বৈদ্যুতিক অংশ ……………………………………………………………………… …………………..৩৫
সাহিত্য……………………………………………………………………….৩৬
ভূমিকা
পিছনে গত বছরগুলোউল্লেখযোগ্যভাবে অটোমেশন স্তর বৃদ্ধি সিরিজ উত্পাদনসংখ্যাসূচক নিয়ন্ত্রণ সহ মেশিন টুলের ব্যাপক ব্যবহারের কারণে যান্ত্রিক প্রকৌশলে। যান্ত্রিক প্রকৌশলের অনেক শাখায় এই জাতীয় মেশিনগুলি পরিচালনা করার অভিজ্ঞতা দৃঢ়ভাবে দেখিয়েছে যে সিএনসি মেশিনগুলি প্রবর্তনের জন্য প্রয়োজনীয় সাংগঠনিক এবং প্রযুক্তিগত ব্যবস্থাগুলির একটি নির্দিষ্ট সেট বাস্তবায়ন করার সময় এবং তাদের ক্ষমতার সর্বোত্তম ব্যবহারের সাথে, এই মেশিনগুলি তুলনামূলকভাবে উল্লেখযোগ্য সুবিধা প্রদান করে। সার্বজনীন বেশী
সিএনসি ইলেকট্রনিক ডিভাইসগুলির প্রজন্ম পরিবর্তিত হয়েছে, তাদের ক্ষমতাগুলি মৌলিকভাবে পরিবর্তিত হয়েছে, যা নিয়ন্ত্রণ বস্তুর নকশা এবং কার্যকারিতার উপর একটি ছাপ ফেলেছে - একটি ধাতব-কাটিং মেশিন। এটি, ঘুরে, CNC ডিভাইসের বিকাশকারীদের জন্য নতুন চ্যালেঞ্জ তৈরি করেছে। এই ধরনের আন্তঃনির্ভরশীল বিকাশের ফলস্বরূপ, অত্যন্ত উন্নত সিএনসি ডিভাইসগুলি উত্থিত হয়েছিল, একটি কম্পিউটারের কাঠামো অনুসারে তৈরি হয়েছিল এবং একটি উচ্চ-কার্যক্ষমতাও তৈরি করেছিল। প্রযুক্তিগত সরঞ্জাম CNC সহ, প্রযুক্তিগত মডিউল, স্বয়ংক্রিয় প্রযুক্তিগত কোষ, স্বয়ংক্রিয় লাইন, স্বয়ংক্রিয় বিভাগ ইত্যাদি সহ।
প্রযুক্তির সমস্ত ক্ষেত্রে অগ্রগতি পণ্যের পরিসর কিছুটা বাড়িয়েছে, তাদের অপ্রচলিততাকে ত্বরান্বিত করেছে। মেশিন এবং পণ্যের ধরন এবং আকারের সংখ্যা এখন নাটকীয়ভাবে বৃদ্ধি পেয়েছে। তাদের গুণমান এবং নির্ভরযোগ্যতার জন্য প্রয়োজনীয়তা বৃদ্ধি পেয়েছে, এবং এটি একটি বৃহত্তর সংখ্যক পরীক্ষামূলক, পরীক্ষামূলক এবং বিশেষায়িত মেশিন তৈরির জন্য প্রয়োজনীয় হয়ে উঠেছে। এর ফলশ্রুতি ছিল মোট উৎপাদনের পরিমাণে একক ও ক্ষুদ্র-আকারের উৎপাদনের শেয়ার বৃদ্ধি।
মেশিন টুলে সিএনসি সিস্টেমের ব্যবহার মেশিনের সময় বাড়ানো এবং স্বয়ংক্রিয়ভাবে স্বয়ংক্রিয়ভাবে স্বয়ংক্রিয়ভাবে ছোট আকারের উৎপাদনের সবচেয়ে কার্যকর উপায়, যা এর উচ্চ প্রযুক্তিগত এবং অর্থনৈতিক দক্ষতা নিশ্চিত করে এবং প্রক্রিয়াকরণ প্রোগ্রামগুলির কেন্দ্রীভূত প্রস্তুতি সংগঠিত করার অনুমতি দেয় যা সহজেই অনুলিপি করা যায় এবং একটি কেন্দ্র থেকে স্থানান্তর করা যায়। যে কোন কারখানায়। বৈজ্ঞানিক ও প্রযুক্তিগত অগ্রগতি বিশেষজ্ঞদের প্রশিক্ষণের স্তরের উপর বর্ধিত প্রয়োজনীয়তা আরোপ করে, বিশেষ করে নতুন প্রযুক্তি সম্পর্কিত পেশাগুলিতে।
সিএনসি মেশিনগুলি ব্যবহারের অভিজ্ঞতা দেখিয়েছে যে তাদের ব্যবহারের দক্ষতা বৃদ্ধির নির্ভুলতার সাথে বৃদ্ধি পায়, মাল্টি-টুল, ওয়ার্কপিসগুলির মাল্টি-অপারেশনাল প্রক্রিয়াকরণের জন্য প্রক্রিয়াকরণ শর্তগুলিকে এক স্টপ থেকে জটিল করে তোলে। সিএনসি মেশিনে মেশিন করার বড় সুবিধা হল যে কায়িক শ্রমের ভূমিকা উল্লেখযোগ্যভাবে হ্রাস পেয়েছে, যোগ্য সাধারণ-উদ্দেশ্যযুক্ত মেশিন অপারেটরদের প্রয়োজনীয়তা হ্রাস পেয়েছে এবং ধাতব কাজের দোকানে শ্রমিকদের গঠন পরিবর্তন হচ্ছে। স্বয়ংক্রিয় অবস্থানের কারণে স্থানাঙ্ক সেট করার সময় অপারেটরের ত্রুটিগুলি দূর করার সময় অপারেটরের কাজগুলিকে ব্যাপকভাবে সরলীকৃত করা হয় এবং মেশিনে অংশ ইনস্টল করা, মেশিন থেকে এটি অপসারণ করা এবং সরঞ্জামগুলি পরিবর্তন করা।
সিএনসি সরঞ্জাম ছাড়া আধুনিক উত্পাদন কল্পনা করা যায় না। সিএনসি মেশিন টুলের সংখ্যা ক্রমাগত বাড়ছে, সংখ্যাসূচক নিয়ন্ত্রণ নিজেই বিকাশ করছে এবং দ্রুত পরিবর্তিত হচ্ছে, যা এটির সাথে সজ্জিত সরঞ্জামগুলির প্রযুক্তিগত ক্ষমতা প্রসারিত করা, প্রক্রিয়াকরণের সঠিকতা উন্নত করা এবং প্রক্রিয়াকরণের সময় হ্রাস করা সম্ভব করেছে।
CNC মেশিনের ক্রমাগত ক্রমবর্ধমান নির্ভরযোগ্যতাকে CNC মেশিনের প্রয়োগের সুযোগও প্রসারিত করা উচিত, যা অপারেটিং খরচ কমায়, ডাউনটাইম হ্রাস করে এবং শেষ পর্যন্ত প্রয়োজনীয় মেশিনের সংখ্যা হ্রাস করে। প্রযুক্তিগত প্রক্রিয়াআজ উৎপাদনে কম্পিউটার প্রযুক্তির ব্যাপক প্রবর্তনের সাথে অঙ্গাঙ্গীভাবে জড়িত। হাজার হাজার সিএনসি মেশিন মেশিন-বিল্ডিং প্ল্যান্টে কাজ করে। তাদের ভিত্তিতে, উত্পাদন সিস্টেম এবং কম্পিউটার-নিয়ন্ত্রিত বিভাগ তৈরি করা হয়।
ক্রমবর্ধমান উত্পাদন দক্ষতা এবং পণ্যের গুণমান মূলত মেশিন তৈরির দ্বারা নির্ধারিত হয় যা জটিল অটোমেশনের অনুমতি দেয়। প্রযুক্তিগত প্রক্রিয়ামেকানিক্যাল ইঞ্জিনিয়ারিং এ। ইন্টিগ্রেটেড অটোমেশন মৌলিক এবং সহায়ক ক্রিয়াকলাপের জন্য স্ব-নিয়ন্ত্রিত মেশিনের ব্যবহার, সেইসাথে উত্পাদন প্রক্রিয়া পরিকল্পনা, সংগঠিত এবং নিয়ন্ত্রণের জন্য কম্পিউটার প্রযুক্তির ব্যবহার জড়িত। ইন্টিগ্রেটেড স্বয়ংক্রিয় উত্পাদন মেশিন সিস্টেম ব্যবহার দ্বারা চিহ্নিত করা হয়.
জটিল যান্ত্রিকীকরণ এবং উত্পাদনের স্বয়ংক্রিয়করণ বাস্তবায়ন উত্পাদন খাতে কাজের অবস্থার উল্লেখযোগ্যভাবে উন্নতি করতে পারে। সামাজিক উৎপাদনের দক্ষতা বৃদ্ধি কেবলমাত্র এটিকে স্বয়ংক্রিয় এবং যান্ত্রিকীকরণের মাধ্যমে, সংখ্যাসূচক প্রোগ্রাম নিয়ন্ত্রণ এবং শিল্প কাজের সাথে উচ্চ-কার্যক্ষমতা সম্পন্ন মেশিন টুল দিয়ে সজ্জিত করা সম্ভব।
সিএনসি মেশিন দ্বারা উত্পাদিত পণ্যের সংখ্যা বাড়ানোর ইচ্ছা, যান্ত্রিক প্রকৌশলে পণ্যের টার্নওভারকে ত্বরান্বিত করা এবং মেশিন অপারেটরদের ঘাটতি এড়াতে নমনীয় উত্পাদন মডিউলগুলির উত্থান ঘটিয়েছে এবং নমনীয়। উৎপাদন ব্যবস্থা, যা মাল্টি-অপারেশন সিএনসি মেশিনের সংমিশ্রণ, রোবোটিক যানবাহনএবং microelectric কন্ট্রোল সিস্টেম, শাখা এলাকা নমনীয় গঠন. নমনীয় উত্পাদন মডেল এবং সিস্টেমগুলির ব্যবহারের জন্য ধন্যবাদ, সরঞ্জামগুলির রাউন্ড-দ্য-ক্লক ব্যবহারের সমস্যা সমাধান করা হচ্ছে এবং "মানবহীন প্রযুক্তি" এর ব্যবহারিক বাস্তবায়নের সুযোগগুলি উন্মুক্ত হচ্ছে।
সারণী 1 - প্রাথমিক তথ্য
| মেশিনের ধরন এবং মডেল | নিয়ন্ত্রণ ব্যবস্থার ধরন | কমিশনিং সময় | কাজের স্থানান্তরের সংখ্যা | সরঞ্জামের ওজন, কেজি | বৈদ্যুতিক ড্রাইভ মোটর শক্তি, কিলোওয়াট | নির্ভুলতার শ্রেণী (গুণ) | প্রধান বৈশিষ্ট্য | মেরামতের জটিলতার বিভাগ | |||
| ওয়ার্কপিসের বৃহত্তম ব্যাস, মিমি | মেশিন টেবিলের দৈর্ঘ্য মিমি বা অন্যান্য ডেটাতে | রমেহ | Relec-trotech | রিইলেক্ট্রন | |||||||
| 16B16T1 | ইলেকট্রনিক্স NTs-31 | 6.00 | 2 | 2350 | 4.2 | পৃ | 320 | - | 15 | 16 | 27 |
| 2A459AF4 | সাইজ-4 | 5.00 | 3 | 19000 | 14 | এইচ | - | টেবিলের প্রস্থ - 1000 | 27 | 21 | 10 |
| IP500-PMF4 | "বশ" (CNC) বা "মাইক্রো-8" | 7.01 | 2 | 10000 | 14 | পৃ | - | 500 | 28 | 36 | 27 |
| UFS-32P | STsP-5A | 3.01 | 2 | 86000 | 15 | এইচ | - | Ф2800 | 43 | 48 | 20 |
| МН600R | TNC-125 | 2.01 | 2 | 1900 | 5.3 | পৃ | - | F720 | 14 | 64 | 21 |
| 500/04 | GNC600-1 | 7.01 | 2 | 18000 | 18.5 | পৃ | - | 2000x630 | 34 | 45 | 27 |
| 16K20F3S18 | 2U22-62 | 11.01 | 2 | 4050 | 11 | পৃ | - | 500 | 10 | 27 | 21 |
1. নিয়ন্ত্রণ ব্যবস্থা এবং CNC সরঞ্জামের বৈদ্যুতিক অংশগুলির রক্ষণাবেক্ষণ ও মেরামত
1.1 সিএনসি সরঞ্জাম পরিচালনার জন্য প্রয়োজনীয়তা
মেশিনের দোকানের জন্য সাধারণ এলাকায় উচ্চ নির্ভুলতা CNC সরঞ্জাম, ক্লাস B এবং A ইনস্টল করার অনুমতি নেই। এটি তাপীয় ধ্রুবক কক্ষে ইনস্টল করা হয়, যেখানে তাপমাত্রা 200 ± 10 এবং আর্দ্রতা 30 ÷ 60 শতাংশের মধ্যে বজায় রাখা হয়। ক্লাস N এবং P এর মেশিন টুলগুলি মেশিনের দোকানে (বা পৃথক এলাকায়) কম্পন সৃষ্টি করে বা কম্পন-বিচ্ছিন্ন বেস দ্বারা সুরক্ষিত সরঞ্জাম থেকে পর্যাপ্ত দূরত্বে ইনস্টল করা হয়। ওয়াটার হিটিং রেডিয়েটারগুলিকে ইনস্টল করা যন্ত্রপাতি থেকে কমপক্ষে 1 মিটার দূরে সরিয়ে ফেলতে হবে এবং অবশ্যই তাপ-অন্তরক পর্দা দিয়ে আবৃত করতে হবে। প্রাঙ্গনে উত্তোলন এবং পরিবহন ব্যবস্থার সাথে সজ্জিত করা আবশ্যক। ঘনত্বে কোন কস্টিক গ্যাস এবং বাষ্প থাকা উচিত নয় যা ধাতুগুলির ক্ষয় সৃষ্টি করে।
প্রাঙ্গনের জন্য অন্যান্য প্রয়োজনীয়তাগুলি সাধারণ এবং উচ্চ নির্ভুলতার প্রচলিত সরঞ্জামগুলির মতোই।
দোকানগুলিতে ইনস্টল করা CNC সরঞ্জামগুলি দোকানের প্রধানদের হাতে রয়েছে, যারা এর সুরক্ষার জন্য, অপারেটিং নিয়মগুলি বাস্তবায়নের জন্য এবং নির্ধারিত রক্ষণাবেক্ষণ ও মেরামতের সময়োপযোগীতার জন্য সম্পূর্ণরূপে দায়ী৷
সিএনসি সরঞ্জামগুলির সঠিক পরিচালনার নিয়ন্ত্রণ উত্পাদন কর্মশালার ফোরম্যান এবং মেকানিক্সের উপর নির্ভর করে।
উত্পাদন ফোরম্যানরা অপারেটিং নিয়ম অনুসারে উত্পাদন কর্মীদের দ্বারা দৈনিক রক্ষণাবেক্ষণের কার্যকারিতা নিরীক্ষণ করতে বাধ্য: সময়মত তৈলাক্তকরণ, চিপ অপসারণ এবং সরঞ্জাম পরিষ্কার করা, শিফট থেকে শিফটে সরঞ্জাম স্থানান্তর করার জন্য প্রতিষ্ঠিত পদ্ধতির সাথে সম্মতি, সাধারণ পরিচ্ছন্নতা বজায় রাখা। রুম
দোকানের মেকানিক নির্ধারিত রক্ষণাবেক্ষণের জন্য সময়মত সরঞ্জাম অপসারণ নিশ্চিত করে এবং CNC সরঞ্জামের অপারেশন লগে এন্ট্রি পরীক্ষা করে।
এন্টারপ্রাইজের সমস্ত পরিষেবার জন্য অপারেশনের নিয়মগুলির সাথে সম্মতি বাধ্যতামূলক।
CNC মেটাল কাটিং মেশিন, নির্ভুলতা শ্রেণী নির্বিশেষে, শুধুমাত্র মেশিনের প্রযুক্তিগত উদ্দেশ্য অনুযায়ী এবং মেশিন দ্বারা অনুমোদিত লোডের সীমার মধ্যে ব্যবহার করা উচিত।
বি এবং এ শ্রেণীর সিএনসি মেশিনগুলিতে, শুধুমাত্র নির্মাতাদের ম্যানুয়ালগুলিতে নির্দেশিত ধরণের কাজ করা যেতে পারে। নির্দেশিকাগুলির অকাল পরিধান বা তাদের উপর scuffing গঠন এড়াতে, এটি এমন অংশগুলি প্রক্রিয়া করা নিষিদ্ধ যার ওজন নির্দেশিকা ম্যানুয়ালটিতে উল্লেখিত অনুমোদিত ওজনের চেয়ে বেশি।
রেল এবং স্টোরেজের জন্য সরবরাহ করা হয়নি এমন অন্যান্য জায়গায় অংশ এবং সরঞ্জাম রাখা নিষিদ্ধ।
টুল বা অ্যাডাপ্টার ইনস্টল করার আগে, তাদের টেপারড শ্যাঙ্ক এবং মেশিনের স্পিন্ডেল এবং কুইলসের টেপারড সকেটগুলি অবশ্যই পরীক্ষা করে মুছে ফেলতে হবে। ক্ষতিগ্রস্থ সরঞ্জাম এবং আনুষাঙ্গিক ব্যবহার করা কঠোরভাবে নিষিদ্ধ (স্ক্র্যাচ, নিক, চিহ্ন)।
শুধুমাত্র যোগ্য অ্যাডজাস্টার যারা উপযুক্ত প্রশিক্ষণ এবং শংসাপত্রের মধ্য দিয়ে গেছে তাদের সিএনসি সরঞ্জাম এবং ডিভাইস সেট আপ করার অনুমতি দেওয়া যেতে পারে। মেরামতের কাজ সেই ব্যক্তিদের জন্য অনুমোদিত যারা সরঞ্জামের নকশা এবং প্রযুক্তিগত বৈশিষ্ট্য এবং প্রযুক্তিগত অপারেশনের নিয়মগুলি অধ্যয়ন করেছেন, যাদের উপযুক্ত দক্ষতা গ্রুপবৈদ্যুতিক ইনস্টলেশনের সাথে কাজ করার সময় নিরাপত্তার বিষয়ে, যারা বিশেষ নির্দেশের মধ্য দিয়ে গেছে, তারা কারখানার যোগ্যতা কমিশনের পরীক্ষায় উত্তীর্ণ হয়েছে, যার মধ্যে অবশ্যই CNC সরঞ্জামগুলির রক্ষণাবেক্ষণ ও মেরামতের জন্য পরীক্ষাগারের ইঞ্জিনিয়ারদের অন্তর্ভুক্ত থাকতে হবে।
Pm = (K1 + K2) K3 K4, (1)
যেখানে K1 - ওজন বৈশিষ্ট্য প্রতিফলিত সহগ;
K2 - সহগ, প্রধান আন্দোলনের ড্রাইভের শক্তির উপর নির্ভর করে;
K3 - সরঞ্জামের নির্ভুলতা শ্রেণীর বৈশিষ্ট্যযুক্ত গুণাঙ্ক;
K4 - কার্যকারী স্থানাঙ্কের সংখ্যা বৈশিষ্ট্যযুক্ত সহগ।
টেবিল 2, 3, 4, 5 অনুসারে ম্যানুয়াল (পাসপোর্ট) ব্যবহার করে আমরা K1, K2, K3, K4 মেশিনগুলির জন্য খুঁজে পাই।
Pm = (6.1 + 6.6) 1.1 1.1 ≈ 15
K1 = 9.5; K2 = 12.8; K3 = 1; K4 \u003d 1.2
Pm = (9.5 + 12.8) 1 1.2 ≈ 27
IP500 - PMF4
K1 = 8.4; K2 = 12.8; K3 = 1.1; K4 = 1.2
Pm = (8.4 + 12.8) 1.1 1.2 ≈ 28
K1 = 25.4; K2 = 12.8; K3 = 1; K4 = 1.4
Рm = (25.5 + 12.8) 1 1.4 ≈ 43
K1 = 6.1; K2 = 6.6; K3 = 1.1; K4 = 1.1
Pm = (6.1 + 6.6) 1.1 1.1 ≈ 14
K1 = 9.5; K2 = 14.6; K3 = 1.1; K4 = 1.3
Pm = (9.5 + 14.6) 1.1 1.3 ≈ 34
K1 = 6.7; K2 = 11.1; K3 = 1.1; K4 = 1.2
Pm = (6.7 + 11.1) 1.1 1.2 ≈ 10
সারণী 1 এ ফলাফল রেকর্ড করুন
1.2 CNC সরঞ্জাম রক্ষণাবেক্ষণ ও মেরামতের জন্য পরিকল্পনা
অনুসারে মডেল সংস্থাশিল্পে পরিচালিত কাঠামো, 100 টিরও বেশি CNC সরঞ্জাম সহ উদ্যোগে, এই মেশিনগুলির মেরামত এবং রক্ষণাবেক্ষণের জন্য বিশেষ পরীক্ষাগারগুলি সংগঠিত হয়। তারা স্বাধীন কাঠামোগত ইউনিট এবং প্রধান মেকানিকের কাছে রিপোর্ট করে। সিএনসি সিস্টেমের রক্ষণাবেক্ষণের 100 ইউনিটের কম প্রতিষ্ঠানে, ওভারহল রক্ষণাবেক্ষণ, ব্যর্থতা এবং ব্যর্থতা দূর করা, প্রযুক্তিগত নির্দেশিকা এবং সরঞ্জাম রক্ষণাবেক্ষণের নিয়মগুলির সাথে সম্মতির অবিচ্ছিন্ন পর্যবেক্ষণ, কারণগুলির বিশ্লেষণ, খুচরা যন্ত্রাংশ এবং উপাদানগুলির জন্য অনুরোধ তৈরি করা ইত্যাদি .
নির্ধারিত প্রতিরোধমূলক রক্ষণাবেক্ষণের সময়, CNC সরঞ্জামগুলির রক্ষণাবেক্ষণ ও মেরামতের জন্য বাধ্যতামূলক নকশা, প্রযুক্তিগত, উপাদান এবং সাংগঠনিক প্রস্তুতি সম্পন্ন করা হয়।
নকশা প্রস্তুতি পরিবর্তনযোগ্য পরিধান অংশের কাজের অঙ্কন উন্নয়নে গঠিত।
প্রযুক্তিগত প্রস্তুতির মধ্যে রয়েছে বিকাশের জন্য প্রযুক্তিগত প্রক্রিয়াগুলির প্রস্তুতি, সিএনসি সরঞ্জামগুলির সমাবেশ, পাশাপাশি একটি ত্রুটিপূর্ণ বিবৃতি তৈরি করা। ত্রুটিপূর্ণ বিবৃতি একটি নির্বাহী প্রযুক্তিগত বিবৃতি এবং প্রধান এবং বর্তমান মেরামতের সময় সংকলিত হয়। একটি প্রাথমিক ত্রুটিপূর্ণ বিবৃতি একটি নির্ধারিত মেরামতের আগে সঞ্চালিত রক্ষণাবেক্ষণের সময় সংকলিত হয়।
মেরামত কাজের প্রস্তুতি সময়মত প্রাপ্তি বা জীর্ণ জিনিসগুলির জন্য অতিরিক্ত উপাদান এবং যন্ত্রাংশ, প্রয়োজনীয় সরঞ্জাম এবং ফিক্সচারের বিধান, সেইসাথে উপকরণ এবং ক্রয়কৃত উপাদানগুলির সরবরাহ করে।
একটি পিপিআর সময়সূচী বিকাশ করার সময়, সমস্ত মেরামত কার্যক্রমের পরিকল্পনা করা হয়। সময়সূচীর মূল উদ্দেশ্য হল প্রতিরোধমূলক মেরামত এবং পরিদর্শনের ব্যবস্থায় সরঞ্জামের দক্ষ ব্যবহার নিশ্চিত করা। বার্ষিক পরিকল্পিত সময়সূচী রক্ষণাবেক্ষণের উদ্দেশ্যে সরঞ্জামগুলির মেরামত চক্রের কাঠামো এবং সময়কালের ভিত্তিতে সংকলিত হয়। মেরামত চক্রের কাঠামো দুটি ওভারহলের মধ্যে সময়ের মধ্যে সিস্টেমের রক্ষণাবেক্ষণ এবং মেরামতের কাজের একটি নির্দিষ্ট ক্রম অনুসারে একটি তালিকা।
নির্ধারিত প্রতিরোধমূলক রক্ষণাবেক্ষণের সিস্টেম রক্ষণাবেক্ষণ কাজের সময় প্রদান করে, যা কার্যকরীভাবে সরঞ্জাম দ্বারা কাজ করা ঘন্টার সংখ্যার উপর নির্ভর করে। মেশিনের অপারেটিং সময়টি কাজ করার সময় হিসাবে নেওয়া হয়, যখন সরঞ্জামের প্রক্রিয়াগুলি গতিশীল থাকে এবং র্যাকের রেডিও উপাদানগুলি কাজ করে। অতএব, ব্যবহার করতে আদর্শ নিয়মসময়, একটি প্রয়োজনীয় শর্ত হল সিএনসি মেশিন এবং রোবটগুলির অপারেটিং সময়ের সঠিক অ্যাকাউন্টিংয়ের সংগঠন।
মেরামতের কাজের সময়সূচী ওয়ার্কশপের সাথে সমন্বিত হয় এবং প্রধান মেকানিক দ্বারা অনুমোদিত হয়, কিছু ক্ষেত্রে প্রধান প্রকৌশলী। একটি মেরামত পরিমাপের সাথে অন্য মেরামতের পরিমাপের সাথে মেরামত বা প্রতিস্থাপনের জন্য নির্ধারিত কাজ স্থগিত করা অবশ্যই প্রাসঙ্গিক আইন দ্বারা প্রযুক্তিগতভাবে ন্যায়সঙ্গত হতে হবে এবং প্রধান প্রকৌশলী দ্বারা অনুমোদিত হতে হবে।
রক্ষণাবেক্ষণের মধ্যে রয়েছে মাসিক এবং পর্যায়ক্রমিক পরিদর্শন, প্রতিরোধমূলক পরীক্ষা, নিয়ন্ত্রণ ব্যবস্থা পরিষ্কার করা, ড্রাইভ নিয়ন্ত্রণ সার্কিট পরীক্ষা করা, বোর্ড এবং সংযোগকারীগুলির প্রতিরোধমূলক রক্ষণাবেক্ষণ, সেইসাথে এলোমেলোভাবে ব্যর্থ হওয়া অংশ, ব্লক, অটোমেশন উপাদান, বৈদ্যুতিক ড্রাইভ এবং নিয়ন্ত্রণ ব্যবস্থা প্রতিস্থাপন বা পুনরুদ্ধারের কাজ। , পরিকল্পিত কাজের 30% পর্যন্ত সম্পাদিত।
মেশিনের মেরামত চক্রের কাঠামো এবং রক্ষণাবেক্ষণ চক্রের কাঠামো (দুই ধরনের কাঠামো সহ) নির্ভুলতার গুণমান এবং সারণী 2 অনুসারে মেশিনের ভর বিভাগের উপর নির্ভর করে, মেরামতের সময়কাল নির্ধারণের জন্য পরীক্ষামূলক সূত্রগুলি অবিলম্বে দেওয়া হয়। চক্র এবং তাদের অংশ।
টেবিল 2 - মেশিন এবং রক্ষণাবেক্ষণ চক্রের মেরামত চক্রের গঠন
| সঠিকতা শ্রেণী | মেশিনের ওজন, টন | মেরামত সাইকেল কাঠামো | TCR-তে বর্তমান মেরামতের সংখ্যা | নির্ধারিত মেরামতের সংখ্যা | মাসের মধ্যে সময়কাল | ||
| টিএমআর | টিসিআর | আন্তঃমেরামত সময়কাল TCr | আন্তঃপরীক্ষার সময়কাল Tmo | ||||
| এইচ | 10 থেকে | কে-টিআর-টিআর-টিআর-টিআর-কে | 4 | 1 | 5 | ||
| St.10 থেকে 100 | কে-টিআর-টিআর-টিআর-টিআর-টিআর-কে | 5 | 2 | 12 | |||
| P, V, A, S | 10 থেকে | কে-টিআর-টিআর-টিআর-টিআর-টিআর-টিআর-টিআর-টিআর-টিআর-কে | 8 | 1 | 9 | ||
| St.10 থেকে 100 | 8 | 2 | 18 | ||||
ছক 6 নোট করুন:
Tcr - বছরের মধ্যে মেরামত চক্রের সময়কাল
Tmr - মাসগুলিতে ওভারহল পিরিয়ডের সময়কাল
Tmo - মাসের মধ্যে আন্তঃ-পরীক্ষার সময়কাল
বছরের মধ্যে মেরামত চক্রের সময়কাল (Tcr) সূত্র দ্বারা নির্ধারিত হয়:
Ttst \u003d কিমি Kt Ki Kks Kv, (2)
যেখানে 16800 হল নামমাত্র মেরামতের চক্র CNC মেশিনের কাজের সময়, ঘন্টা;
Top.year - বছরের জন্য মেশিনের অপারেটিং সময়, ঘন্টা
মেরামত চক্রের সময়কাল গণনার জন্য সহগগুলির মান সারণি 7 এ দেখানো হয়েছে ( নির্দেশিকাকোর্স এবং ডিপ্লোমা ডিজাইনের জন্য)।
প্রতি বছর অপারেশনাল সময় (Top.year) সূত্র দ্বারা নির্ধারিত হয়:
শীর্ষ বছর = F eff Kz ![]() (3)
(3)
যেখানে ফেফ হল সরঞ্জামের বার্ষিক অপারেটিং সময়ের কার্যকর (বাস্তব) তহবিল;
Kz - মেশিন লোড ফ্যাক্টর (0.85);
a - উৎপাদনের প্রকারের সাথে পরিবর্তনের জন্য অতিরিক্ত ক্ষতির গুণাঙ্ক (0.08);
পোস্ট - কর্মক্ষেত্র এবং বিশ্রামের রক্ষণাবেক্ষণে ব্যয় করা সময়ের শতাংশ।
ফেফ 16B16T1 = 4015;
ফেফ 2A459AF4 = 5960;
Fef IP500-PMF4 = 4015;
ফেফ UFS-32P = 4015;
ফেফ МН600Р = 4015;
ফেফ С500/04 = 4015;
ফেফ 16K20F3S18 = 4015।
প্রতি বছর অপারেটিং সময় নির্ধারণ করা যাক, ঘন্টায় Top.year, সূত্র অনুযায়ী (3):
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
শীর্ষ বছর = 5960 0.85 ![]() = 4357;
= 4357;
IP500 - PMF4
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
শীর্ষ বছর = 4015 0.85 ![]() = 2935;
= 2935;
আসুন মেরামত চক্রের সময়কাল নির্ধারণ করি, Тcr বছরে, সূত্র অনুসারে (2):
Тcr = 0.75 1.5 1 1 1 = 6.4;
Тcr = 0.75 1 1 1.35 1 = 3.91;
IP500 - PMF4
Тcr = 0.75 1.5 1 1.35 1 = 6.4;
Тcr = 0.75 1 1 1.35 1 = 5.8;
Тcr = 0.75 1.5 1 1 1 = 6.4;
Тcr = 0.75 1.5 1 1.35 1 = 8.7;
Тcr = 0.75 1.5 1 1 1 = 6.4;
ওভারহল পিরিয়ডের সময়কাল, মাসে Tmr এবং মাসে আন্তঃ-পরিদর্শন সময় Tmo, (সারণী 6, কোর্স এবং ডিপ্লোমা ডিজাইনের জন্য নির্দেশিকা):
টিএমপি = = = 8.5;
Тmo = = = 4.3;
টিএমপি = = = 7.8;
Тmo = = = 2.6;
IP500 - PMF4
টিএমপি = = = 11.6;
Тmo = = = 5.8;
টিএমপি = = = 11.6;
Тmo = = = 3.9;
টিএমপি = = = 8.5;
Тmo = = = 4.3;
টিএমপি = = = 11.6;
Тmo = = = 3.9;
টিএমপি = = = 8.5;
Тmo = = = 4.3;
পরিকল্পনার কাঠামো - মেরামত চক্রের জন্য সময়সূচী হল ওভারহল বা যন্ত্রপাতি চালু করা এবং প্রথম ওভারহোলের মধ্যে সময়সীমার মধ্যে নির্ধারিত রক্ষণাবেক্ষণের জন্য মেরামত কাজের একটি তালিকা এবং ক্রম।
সারণী 3 - পরিকল্পনা - মেশিন 16B16T1 এর মেরামত চক্রের জন্য সময়সূচী
| জুন 2000 কমিশনিং | মেরামত কাজের ধরন | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | TP6 | O7 | TP7 | O8 | TP8 | O9 | প্রতি |
| মাস | এক্স | III | VII | XII | IV | IX | আমি | VI | এক্স | III | VII | XII | IV | IX | আমি | VI | এক্স | III | |
| বছর | 2000 | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | |||||||||||
টেবিল 4 - সময়সূচীমেশিন 2A459AF4 এর মেরামত চক্রের জন্য
| কমিশনিং মে 2000 | রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | প্রতি | O1 | TP1 | O2 | TP2 | O3 | TP3 |
| মাস | অষ্টম | আমি | IV | IX | XII | ভি | অষ্টম | আমি | IV | IX | XII | ভি | অষ্টম | আমি | IV | IX | XII | ভি | |
| বছর | 2000 | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | ||||||||||||
সারণি 5 - IP500-PMF4 মেশিনের মেরামত চক্রের জন্য সময়সূচী
| রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | TP6 | O7 | TP7 | O8 | TP8 | O9 | প্রতি | |
| মাস | আমি | VII | আমি | VII | আমি | VII | আমি | VII | আমি | VII | আমি | VII | আমি | VII | আমি | VII | আমি | VII | |
| বছর | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 | ||||||||||
সারণি 6 - UFS-32P মেশিনের মেরামত চক্রের জন্য সময়সূচী
| কমিশনিং মার্চ 2001 | রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | প্রতি |
| মাস | VII | III | VII | III | VII | III | VII | III | VII | III | VII | III | |
| বছর | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | ||||||
সারণি 7 - MH600R মেশিনের মেরামত চক্রের জন্য পরিকল্পনা-সূচি
| ফেব্রুয়ারি 2001 কমিশনিং | রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | TP6 | O7 | TP7 | O8 | TP8 | O9 | প্রতি |
| মাস | VI | একাদশ | III | অষ্টম | XII | ভি | IX | ২ | VI | একাদশ | III | অষ্টম | XII | ভি | IX | ২ | VI | একাদশ | |
| বছর | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | ||||||||||||
সারণি 8 - C500 / 04 মেশিনের মেরামত চক্রের জন্য সময়সূচী
| কমিশনিং জুলাই 2001 | রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | TP6 | O7 | TP7 | O8 | TP8 | O9 | প্রতি |
| মাস | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | একাদশ | VII | |
| বছর | 2001 | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | 2009 | 2010 | |||||||||
সারণী 9 - মেশিন 16K20F3S18 এর মেরামত চক্রের জন্য পরিকল্পনা-সূচী
| কমিশনিং নভেম্বর 2001 | রেমের প্রকার। কাজ করে | O1 | TP1 | O2 | TP2 | O3 | TP3 | O4 | TP4 | O5 | TP5 | O6 | TP6 | O7 | TP7 | O8 | TP8 | O9 | প্রতি |
| মাস | III | অষ্টম | XII | ভি | IX | ২ | VI | একাদশ | III | অষ্টম | XII | ভি | IX | ২ | VI | একাদশ | III | অষ্টম | |
| বছর | 2002 | 2003 | 2004 | 2005 | 2006 | 2007 | 2008 | ||||||||||||
এই সরঞ্জামের নির্ভরযোগ্যতা উন্নত করার জন্য যুক্তিযুক্ত অপারেশন এবং দিকনির্দেশের সময়মত রক্ষণাবেক্ষণ।
প্রতিরোধমূলক রক্ষণাবেক্ষণ সিস্টেম (পিপিআর) এর প্রয়োজনীয়তা অনুসারে মেরামত কাজ এবং রক্ষণাবেক্ষণের সংগঠন সিএনসি সরঞ্জামগুলির নিরাপদ অপারেশনের সম্ভাবনা বাড়ায়, মেরামত কাজের প্রাথমিক প্রস্তুতি এবং স্বল্পতম সময়ে তাদের সম্পূর্ণ করার অনুমতি দেয়, যা দক্ষতা বাড়ায়। এই উচ্চ কর্মক্ষমতা এবং ব্যয়বহুল সরঞ্জাম ব্যবহার করে. সিএনসি সরঞ্জামগুলির প্রতিরোধমূলক রক্ষণাবেক্ষণের সময়সূচী হল প্রয়োজনীয় প্রতিরোধমূলক রক্ষণাবেক্ষণের পরিমাণ এবং ফ্রিকোয়েন্সি নির্ধারণের ভিত্তি, যা সরঞ্জামগুলির কার্যকারিতা বজায় রাখার জন্য প্রদত্ত।
একটি PPR সময়সূচী আঁকতে, প্রতিটি মেশিনের সময়সূচী থেকে, আমরা পরিকল্পিত সময়ের (বছর) মধ্যে পড়ে যান্ত্রিক এবং জলবাহী অংশগুলির জন্য মেরামত ব্যবস্থা নির্বাচন করি এবং 2005 এর জন্য মেরামত ব্যবস্থার একটি তালিকা পাই।
সারণী 10 - 2005 এর জন্য মেরামত কার্যক্রমের তালিকা
| সরঞ্জাম মডিউল | ইনস্টলেশন সময় মাস, বছর | |||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||
| 16B16T1 | 6.2000 | 12.2004 | O7 | TP7 | ||||||||||
| 2A459AF4 | 5.2000 | 5.2004 | TP1 | O2 | TP2 | O3 | ||||||||
| IP500-PMF4 | 7.2001 | 7.2004 | O4 | TP4 | ||||||||||
| UFS-32P | 3.2001 | 3.2004 | TP4 | O5 | ||||||||||
| МН600R | 2.2001 | 11.2004 | O6 | TP6 | O7 | |||||||||
| 500/04 | 7.2001 | 7.2004 | TP4 | O5 | ||||||||||
| 16K20F3S18 | 11.2001 | 11.2004 | O5 | TP5 | O6 | |||||||||
বৈদ্যুতিক অংশ এবং নিয়ন্ত্রণ ব্যবস্থা, একটি নিয়ম হিসাবে, মেশিনের অপারেটিং সময়ের প্রতি 500 ঘন্টা পরিসেবা করা হয়, এবং এটি মনে রেখে, PPR সময়সূচী সারণি 11 এ দেখানো ফর্মটি গ্রহণ করবে।
সারণী 11 - কন্ট্রোল সিস্টেম এবং মেশিন টুলের বৈদ্যুতিক অংশ রক্ষণাবেক্ষণের জন্য 2005 এর জন্য পিপিআর সময়সূচী
| সরঞ্জাম মডিউল | ইনস্টলেশন সময় মাস, বছর | পূর্ববর্তী মেরামতের ইভেন্টের সময় | পরিকল্পিত সময়ের জন্য মেরামত কাজের তালিকা (মাস দ্বারা) | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||
| 16B16T1 | 6.2000 | 12.2004 | ও | ও | O7 | ও | ও | TP7 | ও | ও | ||||
| 2A459AF4 | 5.2000 | 5.2004 | TP1 | ও | ও | O2 | ও | ও | ও | ও | ও | TP2 | ও | O3 |
| IP500-PMF4 | 7.2001 | 7.2004 | O4 | ও | ও | TP4 | ও | ও | ও | ও | ||||
| UFS-32P | 3.2001 | 3.2004 | ও | TP4 | ও | O5 | ও | ও | ও | ও | ||||
| МН600R | 2.2001 | 11.2004 | ও | ও | O6 | ও | ও | TP6 | ও | ও | O7 | |||
| 500/04 | 7.2001 | 7.2004 | ও | ও | ও | TP4 | ও | ও | O5 | ও | ||||
| 16K20F3S18 | 11.2001 | 11.2004 | ও | ও | O5 | ও | ও | TP5 | ও | ও | O6 | |||
1.3 সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের সংস্থা
রক্ষণাবেক্ষণ ও মেরামতের কাজ দলগুলি দ্বারা পরিচালিত হয়, শ্রমের এই জাতীয় সংস্থা উচ্চ ফলাফল অর্জনে অবদান রাখে, কাজের সময় ক্ষতি এবং অনুৎপাদনশীল ব্যয় হ্রাস করে, শ্রম উত্পাদনশীলতা বৃদ্ধি করে ইত্যাদি।
সরঞ্জাম রক্ষণাবেক্ষণের জন্য কর্মীদের সংখ্যা নির্ধারণের ভিত্তি হল শ্রমের তীব্রতার পরিপ্রেক্ষিতে পরিকল্পিত পরিমান কাজের পরিমাণ যা তাদের জন্য নির্ধারিত CNC মেশিনের এই গ্রুপের জন্য দায়ী।
প্রোগ্রাম ম্যানেজমেন্ট সিস্টেম বজায় রাখার জটিলতার ভিত্তিতে কর্মীদের পেশাদার এবং যোগ্য রচনা নির্ধারণ করা হয়।
শ্রমের যৌক্তিক সংগঠন একটি সামগ্রিক পদ্ধতির ব্যবহার জড়িত, যেখানে বৈদ্যুতিক এবং ইলেকট্রনিক অংশগুলি নতুন বা প্রাক-মেরামতগুলির সাথে প্রতিস্থাপিত হয়, যা ব্যর্থতার পরে পরিষেবাকৃত সরঞ্জামগুলির পুনরুদ্ধারের সময়কে উল্লেখযোগ্যভাবে হ্রাস করে। রক্ষণাবেক্ষণ এবং মেরামতের অভিজ্ঞতা সঞ্চয়ের সাথে, এটি নির্মূলের কারণ এবং পদ্ধতিগুলি নির্দেশ করে, সবচেয়ে উল্লেখযোগ্য ত্রুটি এবং ব্যর্থতাগুলি দূর করার জন্য নির্দেশাবলী বিকাশ এবং প্রস্তুত করার পরিকল্পনা করা হয়েছে।
কাজের উচ্চ-মানের কর্মক্ষমতা নিশ্চিত করার প্রধান শর্ত হল কর্মক্ষেত্রের যুক্তিসঙ্গত সংগঠন, যা প্রযুক্তিগত পাসপোর্ট, বৈদ্যুতিক ডায়াগ্রাম, পরিসেবা করা সরঞ্জাম এবং প্রাসঙ্গিক স্পেসিফিকেশনের উপলব্ধতা প্রদান করে। আলোকসজ্জা এবং স্যানিটারি এবং স্বাস্থ্যকর প্রয়োজনীয়তার প্রয়োজনীয়তাও দেওয়া হয়।
2. সিএনসি সরঞ্জাম (রোবোটিক লাইন) পরিচালনার জন্য নিয়ম বাস্তবায়নের উপর নিয়ন্ত্রণ
2.1 অপারেটিং নিয়মের সাথে সম্মতি পর্যবেক্ষণ করা
সরঞ্জাম পরিচালনার নিয়ম বাস্তবায়নের উপর নিয়ন্ত্রণ দোকানের মেকানিকের মেরামত পরিষেবার কর্মীদের উপর অর্পণ করা হয়। সিএনসি সরঞ্জাম মেরামত এবং রক্ষণাবেক্ষণের জন্য পরীক্ষাগারের কর্মীদের দ্বারা নির্বাচনী নিয়ন্ত্রণ করা হয়।
অপারেশনের নিয়ম (5 পৃ. 42-48) বাস্তবায়নের দায়িত্ব সাইটের ফোরম্যান এবং ওয়ার্কশপের প্রধানের উপর বর্তায়।
অপারেটিং নিয়মগুলি ম্যানুয়ালগুলিতে উল্লিখিত প্রয়োজনীয়তার ভিত্তিতে পরীক্ষাগার দ্বারা তৈরি করা হয়।
নিয়ন্ত্রণ অন্তর্ভুক্ত:
কর্মশালা দ্বারা সরঞ্জাম পরিচর্যার গুণমান পরীক্ষা করা হচ্ছে (সরঞ্জাম পরিচ্ছন্নতা, সময়মত তৈলাক্তকরণ, তেল পরিচ্ছন্নতা নিয়ন্ত্রণ ইত্যাদি);
অকাল সরঞ্জাম ব্যর্থতার কারণ খুঁজে বের করা;
অপারেশন লগে প্রবেশ করা প্রয়োজনীয়তা এবং মন্তব্যের পরিপূর্ণতা পরীক্ষা করা হচ্ছে।
অপারেশনের নিয়ম লঙ্ঘন সনাক্তকরণের ক্ষেত্রে, পরীক্ষাগার কর্মী অপারেশন লগে মন্তব্য লেখেন এবং দোকানের ব্যবস্থাপনাকে এটি রিপোর্ট করেন।
অপারেশনের নিয়মগুলি বারবার লঙ্ঘনের ক্ষেত্রে, প্রধান প্রকৌশলীর মাধ্যমে পরীক্ষাগার প্রশাসনিক এবং গ্রহণের জন্য অপারেশনের নিয়ম লঙ্ঘনের স্থান সম্পর্কে অর্থনৈতিক ব্যবস্থাদোকান ম্যানেজারের কাছে। এবং এমন ক্ষেত্রে যেখানে অপারেটিং নিয়ম লঙ্ঘন গুরুতর দুর্ঘটনার কারণ হতে পারে, প্রধান মেকানিকের সরঞ্জামগুলি বন্ধ করার নির্দেশ দেওয়ার অধিকার রয়েছে।
2.2 গুণমান নিয়ন্ত্রণ এবং মেরামতের সময়
বর্তমান মেরামত এবং overhauls মান নিয়ন্ত্রণ পরীক্ষাগার এবং OGM দ্বারা বাহিত হয়.
রক্ষণাবেক্ষণের সময় এবং সমস্ত ধরণের মেরামতের উপর নিয়ন্ত্রণ, সেইসাথে ওয়ার্কশপ এবং ল্যাবরেটরির (শিল্প স্ট্যান্ডার্ডের ধারা 2 এর প্রয়োজনীয়তা অনুসারে) পরবর্তী ইভেন্টের জন্য সময়মত প্রস্তুতির যাচাইকরণের ব্যুরোকে বরাদ্দ করা হয়েছে। পিপিআর ওজিএম।
PPR সময়সূচীর অসময়ে পূর্ণতা বা পরবর্তী মেরামতের জন্য সরঞ্জামের অসময়ে প্রস্তুতির সমস্ত ক্ষেত্রে প্রধান মেকানিকের কাছে লিখিতভাবে রিপোর্ট করা হয়।
3 অর্থনৈতিক অংশ
3.1 পরিকল্পিত সময়ের জন্য রক্ষণাবেক্ষণ এবং মেরামত কার্যক্রমের শ্রম তীব্রতার গণনা
প্রস্তুত পিপিআর সময়সূচীর ভিত্তিতে, পরিকল্পিত কাজের পরিধি শ্রমের তীব্রতার পরিপ্রেক্ষিতে নির্ধারিত হয়, যা পরিকল্পিত সময়ের জন্য (বছর) সরঞ্জাম রক্ষণাবেক্ষণ ও মেরামতের জন্য।
3.1.1 রক্ষণাবেক্ষণের জন্য শ্রম তীব্রতার গণনা (TR এবং K)
কন্ট্রোল সিস্টেম ইলেকট্রনিক্স এনটি - 31 এবং মেশিন 16B16T1 এর বৈদ্যুতিক অংশের বর্তমান মেরামতের (TR7) জটিলতা টেবিল 12 এ দেখানো হয়েছে
সারণী 12 - 16B16T1 মেশিনের রক্ষণাবেক্ষণের জন্য শ্রমের তীব্রতার গণনা (TR)
| অপারেশনের নাম (কার্ড 9, 11) | কাজের পদমর্যাদা | সময়ের আদর্শ মানুষ/ঘ |
| কন্ট্রোল প্যানেল সরানো হচ্ছে | 4 | 2.20 |
| বৈদ্যুতিক ড্রাইভের dismantling | 4 | 9.25 |
| বৈদ্যুতিক সরঞ্জাম ভেঙে ফেলা | 4 | 14.30 |
| ধুলো এবং ময়লা থেকে মেশিনের বৈদ্যুতিক সরঞ্জাম পরিষ্কার করা | 2 | 5.75 |
| মেশিন বৈদ্যুতিক সরঞ্জাম মলত্যাগ | 4 | 6.8 |
| কন্ট্রোল প্যানেল মেরামত | 4 | 5.85 |
| বৈদ্যুতিক সরঞ্জাম মেরামত | 4 | 4.50 |
| কন্ট্রোল প্যানেল ইনস্টলেশন | 4 | 4.30 |
| বৈদ্যুতিক ড্রাইভ ইনস্টলেশন | 4 | 25.30 |
| বৈদ্যুতিক সরঞ্জাম ইনস্টলেশন | 4 | 18.50 |
| বৈদ্যুতিক সরঞ্জাম নিয়ন্ত্রণ | 4 | 9.20 |
| পাওয়ার সাপ্লাই প্রতিস্থাপন | 5 | 0.30 |
| প্রসেসর প্রতিস্থাপন | 4 | 0.20 |
| অ্যাডাপ্টার প্রতিস্থাপন | 4 | 0.20 |
| সিস্টেম ইনস্টলেশন | 4 | 0.40 |
| মোট: | 107.05 |
বাকি সরঞ্জামগুলির জন্য, গণনাটি একইভাবে করা হয়:
Ttr 2A459AF4 (কার্ড 23, 24) = 161.2;
Ttr IR500 - PMF4 (কার্ড 33, 35) = 100;
Ttr UFS - 32P (কার্ড 33, 35) = 185.5;
Тtr МН600Р (কার্ড 33, 35) = 185.5;
Ttr С500/04 (কার্ড 33, 35) = 171.1
3.1.2 রক্ষণাবেক্ষণের জন্য শ্রম তীব্রতার গণনা (TO)
রক্ষণাবেক্ষণ অনুযায়ী বাহিত হয় পিপিআর সময়সূচীমেরামতের মধ্যে।
এই কাজের জন্য শ্রম ইনপুট (Tto):
ক) কন্ট্রোল সিস্টেম, বিড়াল 22
16B16T1 সময়ের আদর্শ হল 18.2
কুভ = = 2.94;
বার্ষিক শ্রমের তীব্রতা \u003d 18.2 2.94 \u003d 53.5 জন / ঘন্টা;
2A459AF4 সময়ের হার হল 23.5
কুভ = = 4.36;
বার্ষিক শ্রম ইনপুট = 23.5 4.36 = 102.5 মানুষ/ঘন্টা;
IR500 – PMF4 টাইম নর্ম 40
কুভ = = 2.94;
UFS - 32P সময়সীমা 33.3
কুভ = = 2.94;
С500/04 সময়ের আদর্শ 33.3
কুভ = = 2.94;
বার্ষিক শ্রম ইনপুট = 33.3 2.94 = 97.9 ব্যক্তি/ঘন্টা;
16K20F3S18 সময়ের হার 40
কুভ = = 2.94;
বার্ষিক শ্রম ইনপুট = 40 2.94 = 117.6 ব্যক্তি/ঘন্টা;
খ) বৈদ্যুতিক অংশ:
16B16T1 সময়সীমা 11.26, কার্ড 11 খ
বার্ষিক শ্রম ইনপুট = 11.26 2.94 = 33.1 ব্যক্তি/ঘন্টা;
Tto \u003d 53.5 + 33.1 \u003d 86.6 জন/ঘণ্টা।
2A459AF4 সময়ের হার 84.33, কার্ড 16 v
বার্ষিক শ্রম ইনপুট = 84.33 4.36 = 367.7 মানুষ/ঘণ্টা;
Tto \u003d 102.5 + 367.7 \u003d 470.2 জন/ঘণ্টা।
IR500 - PMF4 সময়ের আদর্শ 30.7, মানচিত্র 18 খ
বার্ষিক শ্রম ইনপুট = 30.7 2.94 = 90.3 মানুষ/ঘন্টা;
Tto \u003d 117.2 + 90.3 \u003d 207.5 জন/ঘণ্টা।
UFS - 32P সময়সীমা 47.31, কার্ড 18 গ্রাম
বার্ষিক শ্রমের তীব্রতা = 47.31 2.94 = 139.1 ব্যক্তি/ঘণ্টা;
Tto \u003d 97.9 + 139.1 \u003d 237 জন / ঘন্টা।
МН600Р সময়ের আদর্শ 26.15, মানচিত্র 18 ক
বার্ষিক শ্রম ইনপুট = 26.15 2.94 = 76.88 মানুষ/ঘন্টা;
Tto \u003d 97.9 + 76.88 \u003d 174.88 জন/ঘণ্টা।
S500/04 সময়সীমা 39.42, কার্ড 18
বার্ষিক শ্রম ইনপুট = 39.42 2.94 = 115.9 ব্যক্তি/ঘন্টা;
Tto \u003d 117.6 + 115.9 \u003d 233.5 জন/ঘণ্টা।
16K20F3S18 সময়সীমা 15.59, কার্ড 11 ইঞ্চি
বার্ষিক শ্রম ইনপুট = 15.59 2.94 = 45.8 মানুষ/ঘন্টা;
Tto \u003d 117.6 + 45.8 \u003d 163.4 জন/ঘণ্টা।
সরঞ্জাম ইনস্টলেশন (ইউ) জন্য শ্রম তীব্রতা গণনা
PPR সময়সূচী অনুযায়ী পরিকল্পিত শ্রম তীব্রতা
এইভাবে নির্ধারিত মেরামত কার্যক্রম এবং স্থির সরঞ্জামের রক্ষণাবেক্ষণের জটিলতার ডেটা সারণি 13 এ সংক্ষিপ্ত করা হয়েছে।
সারণী 13 - মেরামত কার্যক্রমের পরিকল্পিত শ্রম তীব্রতা এবং নিয়ন্ত্রণ ব্যবস্থার রক্ষণাবেক্ষণ এবং 2005 এর জন্য সরঞ্জামের বৈদ্যুতিক অংশ
| সরঞ্জাম মডেল | নিয়ন্ত্রণ ব্যবস্থা | কমিশনিং সময় মাস বছর | রেমের সংখ্যা। ইউনিট | পরিকল্পিত শ্রমের তীব্রতা, মানুষ/ঘণ্টা | ||||||
| পুনঃ | ইঁদুর | Tto | মানচিত্র | Ttr | মানচিত্র | টাকা | মানচিত্র | |||
| 16B16T1 | ইলেকট্রনিক্স NTs-31 | 6.00 | 27 | 16 | 86.6 | 22 w 11 খ | 107.5 | 9 11 | - | - |
| 2A459AF4 | সাইজ-4 | 5.00 | 10 | 21 | 407.2 | 22 in 16 in | 161.2 | 23 24 | - | - |
| IP500-PMF4 | "বশ" (CNC) বা "মাইক্রো-8" | 7.01 | 27 | 36 | 207.5 | 22 এবং 18 খ | 100 | 33 35 | - | - |
| UFS-32P | STsP-5A | 3.01 | 20 | 48 | 237 | 22 ডি 18 গ্রাম | 185.5 | 33 35 | - | - |
| МН600R | TNC-125 | 2.01 | 21 | 64 | 174.78 | 22 d 18 ক | 185.5 | 33 35 | - | - |
| 500/04 | GNC600-1 | 7.01 | 27 | 45 | 233.5 | 22 এবং 18 ইঞ্চি | 100.0 | 33 35 | - | - |
| 16K20F3S18 | 2U22-62 | 11.01 | 21 | 27 | 163.4 | 22 এবং 11 ইঞ্চি | 171.1 | 9 11 | - | - |
| মোট | 153 | 257 | 1572.9 | 1010.4 | - | - | ||||
উপস্থাপিত সারণী 13-এ, পরিকল্পিত শ্রমের তীব্রতা হবে, অ্যাকাউন্টে নিয়ে সম্ভাব্য ব্যর্থতাএবং অপরিকল্পিত কাজ চালানোর উদীয়মান প্রয়োজন, আমরা 1.3 দ্বারা গুণ করি।
Тppr = (1572.9 + 1010.4) 1.3 = 3358.3 h।
3.2 শ্রমের প্রয়োজনে গণনা
পরিসেবা কর্মীদের সংখ্যা নির্ধারণের ভিত্তি হল শ্রমের তীব্রতা (সারণী 14) পরিপ্রেক্ষিতে কাজের পরিকল্পিত সুযোগ এবং পরিকল্পনার সময়কালের (বছর) কার্যকর কাজের সময় তহবিল।
সারণী 14 - 2005 এর কাজের সময়ের ভারসাম্য
| গণনার উপাদান | সময় | ||
| দিন | ঘড়ি | % থেকে Ftabel | |
| 1 ক্যালেন্ডার সময় | 365 | - | |
| 2 কার্যদিবস | 249 | 2032 | 100 |
| সারাদিনের ক্ষতি: | |||
| 3 নিয়মিত এবং অতিরিক্ত ছুটি | 24 | 142 | 9.3 |
| 4 জনসাধারণের দায়িত্ব পালন | 2 | 16 | 0.78 |
| 5 মাতৃত্বকালীন ছুটি | 0 | 0 | 0 |
| 6 পড়াশুনা কারণে ছুটি | 3 | 24 | 1.03 |
| 7 অসুস্থ ছুটি | 4 | 32 | 1.57 |
| ইন্ট্রা-শিফ্ট ক্ষতি: | |||
| 8 টিনএজার এবং বুকের দুধ খাওয়ানো মায়েদের জন্য ছোট কাজের সময় | 0 | 0 | 0 |
| মোট ক্ষতি: | 33 | 256 | |
| 9 কার্যকরী কাজের সময় তহবিল: | 224 | 1791.8 | |
আমরা কাজের সময়ের বার্ষিক কার্যকর তহবিল নির্ধারণ করি, ঘন্টায়:
ফেফ = Ftab ,(4)
যেখানে Ftab হল কাজের সময়, ঘন্টার কর্মীদের তহবিল
ভারসাম্য অনুযায়ী প্রতি বছর কাজের সময়ের ক্ষতির শতাংশ।
ফেফ = 2032 = 1774.95
পরিকল্পিত কাজের উত্পাদনের জন্য শ্রমিকের সংখ্যার গণনা সূত্র দ্বারা নির্ধারিত হয়:
সার্ভিস এবং rem = ,(5)
যেখানে Тppr বার্ষিক রুটিন রক্ষণাবেক্ষণের শ্রমের তীব্রতা, মানুষ/ঘণ্টায়;
Квн হল নিয়ম পূরণের সহগ (1.1)।
সার্ভিস এবং rem ==১.৭২ জন,
3.3 বেতনের হিসাব
রুবেলে পরিকল্পিত বার্ষিক মজুরি তহবিল (ZPgod)। আসন্ন কাজের ভলিউম (Tppr), কাজের এই পরিমাণের জন্য গড় ঘণ্টার হার এবং সূত্র অনুসারে ট্যারিফের সাথে সংশ্লিষ্ট সারচার্জের ভিত্তিতে সরঞ্জাম পরিষেবা প্রদানকারী কর্মীরা নির্ধারিত হয়:
ZPyear \u003d ZPtarif hgen, (6)
যেখানে ЗПtarif - অতিরিক্ত অর্থ প্রদান ছাড়াই সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের কাজের জন্য উপার্জনের পরিমাণ, ঘষা।
ট্যারিফে অতিরিক্ত অর্থপ্রদানের htotal সহগ;
h= Kpr Kryon. coefficient Kb`, (7)
যেখানে Kpr প্রিমিয়ামের আকারের উপর নির্ভর করে একটি সহগ (1.5);
ক্রিয়ন। গুণাঙ্ক - 15 শতাংশ (1.15) এর বেল্ট ভাতা বিবেচনায় নেওয়া সহগ;
Kb` - ভারসাম্য দ্বারা নির্ধারিত প্রতি বছর কাজের সময় হারানোর সহগ (অসুস্থতার কারণে অনুপস্থিতি এবং গর্ভাবস্থা এবং প্রসবের কারণে সময় নষ্ট হওয়া বাদ দিয়ে) টেবিল 14
b = 12.68 - 0 -1.57 = 11.11
htotal = 1.5 1.15 1.11 = 1.91
ট্যারিফ মজুরি (ZPtariff) নির্ধারণ করতে, আপনাকে এই কাজের জন্য গড় সহগ খুঁজে বের করতে হবে, এই সূচকটি আসন্ন কাজের জটিলতাকে চিহ্নিত করে এবং সূত্র অনুসারে গাণিতিক ওজনযুক্ত গড় দ্বারা নির্ধারিত হয়:
 , (8)
, (8)
যেখানে TPPR হল PPR সময়সূচী অনুযায়ী রক্ষণাবেক্ষণ কাজের মোট শ্রম তীব্রতা, ঘন্টা;
সিটি - ট্যারিফ সহগসংশ্লিষ্ট পদমর্যাদা।
কন্ট্রোল সিস্টেমের রক্ষণাবেক্ষণ ও মেরামতের জন্য গড় স্রাব এবং Ktsr এবং মেশিন 16B16T1 এর বৈদ্যুতিক অংশের জন্য প্রাথমিক ডেটা টেবিল 15 এ দেওয়া হয়েছে
সারণী 15 - কন্ট্রোল সিস্টেম এবং মেশিনের বৈদ্যুতিক অংশ 16B16T1 রক্ষণাবেক্ষণ ও মেরামতের জন্য প্রাথমিক তথ্য
| কাজের পদমর্যাদা | 1 | 2 | 3 | 4 | 5 | 6 | |
| ট্যারিফ সহগ | 1,0-1,08 | 1,08-1,96 | 1,18-2,15 | 1,34-2,44 | 1,54-2,77 | 1,78-3,24 | |
| গৃহীত সিটি | 1 | 1,1 | 1,23 | 1,35 | 1,51 | 1,67 | |
| মেরামত ব্যবস্থা বাস্তবায়নের জটিলতা এবং নিয়ন্ত্রণ ব্যবস্থার রক্ষণাবেক্ষণ এবং মেশিনের বৈদ্যুতিক অংশ 16B16T1 | মানচিত্র 9 | 5.75 | 91.0 | 9.20 | |||
| মানচিত্র 11 | 1.5 | ||||||
| মানচিত্র 22Zh | 14.11 | 24.70 | 14.26 | ||||
| মানচিত্র 12B | 3.50 | 3.99 | 25.10 | ||||
| মোট (ব্যক্তি/ঘণ্টা) | 19.86 | 28.20 | 110.75 | 34.30 | |||
এইভাবে:
Ktsr = = = 1.34;
গড় র্যাঙ্ক = = = 3.83;
ঘন্টা জেনে ট্যারিফ হারপ্রথম বিভাগের মধ্যে, এন্টারপ্রাইজে অভিনয় করে এবং একটি নির্দিষ্ট সময়ের জন্য Ktsr (সারণী 15), রুবেলে ZPgod বার্ষিক মজুরি নির্ধারণ করা সম্ভব। সূত্র অনুযায়ী:
Zpyear \u003d (Ktsr বিভাগের Sch1) Tppr htot, (9)
Zpgod \u003d (1.34 বিভাগের Sch1) 3358.3 1.91,
Sch1discharge = = 3.6;
ZPyear = (3.6 1.34) 3358.3 1.91 = 30942.84
3.4 রক্ষণাবেক্ষণ ও মেরামতের জন্য উপকরণ, খুচরা যন্ত্রাংশ এবং ক্রয়কৃত উপাদানের মূল্য নির্ধারণ করা
মেরামত কাজের প্রস্তুতি এবং সরঞ্জাম পরিচালনার সময় উদীয়মান ব্যর্থতা দূর করা উপকরণ, খুচরা যন্ত্রাংশ এবং ক্রয়কৃত উপাদানগুলির সময়মত প্রাপ্তির জন্য সরবরাহ করে। তাদের প্রয়োজনীয়তা বিগত সময়ের জন্য প্রকৃত খরচ, সরঞ্জামের অবস্থা এবং এর আসন্ন লোডের অধ্যয়নের ভিত্তিতে নির্ধারিত হয়।
প্রয়োজনীয় খুচরা যন্ত্রাংশের জন্য অনুরোধের ভিত্তি হওয়া উচিত রক্ষণাবেক্ষণ এবং মেরামত করার প্রক্রিয়ায় সংকলিত ত্রুটিগুলির তালিকা এবং অপারেশন লগ থেকে নেওয়া পরিসংখ্যানগত ডেটা।
মেরামতের জন্য প্রয়োজনীয় CNC সরঞ্জামগুলির খুচরা যন্ত্রাংশগুলি শিল্প তহবিল বা চুক্তির অধীনে, বা সরঞ্জামগুলি পরিচালনাকারী এন্টারপ্রাইজ দ্বারা তাদের উত্পাদনের মাধ্যমে বা একটি আঞ্চলিক উদ্যোগ থেকে কেনার মাধ্যমে হয় কেন্দ্রীভূত বিতরণের মাধ্যমে সরবরাহ করা হয়।
খুচরা যন্ত্রাংশের নামকরণ, তাদের জন্য আবেদন, ন্যূনতম স্টক পরীক্ষাগার দ্বারা প্রতিষ্ঠিত হয় এবং PDB OGM দ্বারা নিয়ন্ত্রিত হয়।
প্রতি বছর খরচের হার (শিল্পের মান OST 92-0281-73 অনুসারে সেট) এই যন্ত্রাংশ, খুচরা যন্ত্রাংশ এবং রেডিও উপাদানগুলির সংখ্যার শতাংশ হিসাবে নেওয়া হয়।
গুদামে সংরক্ষিত প্রয়োজনীয় উপাদান, উপকরণ এবং খুচরা যন্ত্রাংশের সংখ্যা দেড় বছরের প্রয়োজনের বেশি হওয়া উচিত নয়।
CNC সরঞ্জাম রক্ষণাবেক্ষণ ও মেরামতের মোট খরচের কত অংশ সামগ্রী এবং খুচরা যন্ত্রাংশের উপর পড়ে এবং মেরামতকারীদের মোট বেতনের কত শতাংশ তা কোম্পানির স্পষ্ট করা উচিত। যদি এই জাতীয় ডেটা পাওয়া কঠিন হয় তবে মেরামতের এক ইউনিটে এই ব্যয়গুলি কতটা পড়ে তা সন্ধান করুন।
টার্ম পেপারে, এই খরচগুলি বার্ষিক বেতনের (শিপিং এবং স্টোরেজ খরচ সহ) 20 থেকে 55 শতাংশ বা তার বেশি পরিসরে নেওয়া যেতে পারে।
3.5 CNC সরঞ্জামগুলির একটি গ্রুপের জন্য রক্ষণাবেক্ষণ এবং মেরামত কার্যক্রমের জন্য বার্ষিক খরচের গণনা
সরঞ্জাম রক্ষণাবেক্ষণ এবং পরিষেবার জন্য আনুমানিক খরচ টেবিল 16 এ উপস্থাপন করা হয়েছে।
সারণী 16 - সরঞ্জাম রক্ষণাবেক্ষণ এবং পরিষেবার জন্য আনুমানিক খরচ
| খরচ আইটেম নাম | রুবেল মধ্যে পরিমাণ |
| 1. উপকরণ, উপাদান, খুচরা যন্ত্রাংশ | 9282.85 |
| 2. সমন্বয় এবং মেরামতের জন্য মৌলিক বেতন | 27922.59 |
| 3. অতিরিক্ত বেতন | 3020.25 |
| 4. পেনশন তহবিল, সামাজিক বীমা, ইত্যাদিতে অবদান। | 11015.65 |
| 5. সাধারণ উৎপাদন খরচ (মূল বেতনের 350% ¸ 870%) | 97729.07 |
| মোট: | 148970.41 |
সারণী 16 পূরণ করার জন্য ব্যাখ্যা:
উৎপাদন খরচ = 30942.84 0.3 = 9282.85;
ZPosnov \u003d Avgav Tmpr ή \u003d 4.82 3358.3 1.5 1.15 \u003d 27922.58;
ZPdop \u003d ZPyear - ZPosn \u003d 30942.84 - 27922.59 \u003d 3020.25;
কর্তন = ![]() = 30942.84 0.356 = 11015.65;
= 30942.84 0.356 = 11015.65;
সাধারণ খরচ = 27922.59 3.5 = 97729.07।
কন্ট্রোল সিস্টেম এবং সিএনসি সরঞ্জাম গ্রুপের বৈদ্যুতিক অংশের রক্ষণাবেক্ষণ ও মেরামতের জন্য 4 প্রযুক্তিগত এবং অর্থনৈতিক সূচক
সারণি 17 - নিয়ন্ত্রণ ব্যবস্থার রক্ষণাবেক্ষণ ও মেরামতের জন্য প্রযুক্তিগত এবং অর্থনৈতিক সূচক এবং CNC সরঞ্জাম গোষ্ঠীর বৈদ্যুতিক অংশ
| সূচক | পরিমাপের একক | পরিমাণ |
| 1. সামঞ্জস্য এবং সরঞ্জাম একটি গ্রুপ মেরামত কাজের সুযোগ | মেরামত ইউনিট ব্যক্তি/ঘণ্টা ঘষা। | 410 3358.3 148970.41 |
| 2. কর্মচারীর সংখ্যা | মানুষ | 2 |
| 3. সাধারণ বেতন | ঘষা. | 30942.84 |
| 4. গড় বেতন | ঘষা. | 1289.29 |
| 5. মেরামতের জটিলতার একটি ইউনিটের খরচ | ঘষা. | 363.3 |
| 6. কাজের গড় বিভাগ | 3.84 |
উপসংহার: একদল সরঞ্জামের মেরামত ব্যবস্থা বাস্তবায়নের জন্য ব্যয়ের পরিমাণ নির্ধারণের জন্য আমার দ্বারা করা গণনায়, পরিমাণগুলি 148970.41 পরিমাণে নির্ধারিত হয়
মোট শ্রম তীব্রতা 3358.3;
সংখ্যা প্রয়োজন 2 জন;
বার্ষিক মজুরি তহবিল 30942.84 পরিমাণে নির্ধারিত হয়;
গড় মাসিক বেতন 363.3;
গড় কাজের গ্রেড 3.84।
সাহিত্য
1 CNC মেশিনের রক্ষণাবেক্ষণ ও মেরামতের যৌক্তিক ব্যবস্থা - M: ENIMS, 1979
2 ইউনিফাইড পিপিআর সিস্টেম - এম: ENIMS, ষষ্ঠ সংস্করণ মেকানিক্যাল ইঞ্জিনিয়ারিং, 1967।
4 Nefedov N.A. ইঞ্জিনিয়ারিং টেকনিক্যাল স্কুলে ডিপ্লোমা ডিজাইন - এম: ভি.এস.এইচ., 1986।
5 সেন্ট্রাল ব্যুরো অফ লেবার স্ট্যান্ডার্ডস অফ লেবার অ্যান্ড সোশ্যাল স্টেট কমিটির। আরএফ ইস্যু মডেল বর্ধিত নিয়মসিএনসি মেশিন মেরামতের কাজ করার সময় (মেরামতের প্রকার অনুসারে) ”- এম: ইকোনমিক্স, 1989।
6 মার্গোলিন আর.ভি. প্রোগ্রাম কন্ট্রোল এবং ইন্ডাস্ট্রিয়াল রোবট সহ মেশিন টুলের অপারেশন এবং সমন্বয় - এম: ম্যাশিনোস্ট্রোয়েনি, 1991।
7 সেন্ট্রাল ব্যুরো অফ লেবার স্ট্যান্ডার্ডস অফ লেবার অ্যান্ড সোশ্যাল স্টেট কমিটির। রাশিয়ান ফেডারেশনের সমস্যাগুলির জন্য, সিএনসি মেশিন এবং রোবোটিক ম্যানিপুলেটরগুলির রক্ষণাবেক্ষণের জন্য আদর্শ সময়ের মান - এম: ইকোনমিক্স, 1990।
8 ETKS কাজ এবং কর্মীদের পেশা। ইস্যু 1 এবং 2 ইউএসএসআর স্টেট কমিটি ফর লেবার অ্যান্ড সোশ্যাল অ্যাফেয়ার্স এবং 16.01.83 নং 17/2-54 এবং 01.31.85 নং 31/3-30 তারিখের অল-ইউনিয়ন সেন্ট্রাল কাউন্সিল অফ ট্রেড ইউনিয়নের ডিক্রি দ্বারা অনুমোদিত .
বর্তমান মেরামত, সামঞ্জস্য ও সরঞ্জামের রক্ষণাবেক্ষণ, অবমূল্যায়ন এবং অনুরূপ প্রকৃতির অন্যান্য ব্যয়ের জন্য শক্তি, সহায়ক এবং জ্বালানী এবং লুব্রিকেন্টের খরচ সমন্বিত উত্পাদন ব্যয়ের গণনার একটি নিবন্ধ।
RSEO \u003d (ZPo + RN + ZPd) *,
যেখানে কে RSEO সরঞ্জামের রক্ষণাবেক্ষণ এবং পরিচালনার জন্য ব্যয়ের সহগ।
কে গ্রহণ করুন RSEO = 90-120%.
মৌলিক বিকল্প
RSEO=(31603.76+316037,6
নকশা বিকল্প
RSEO=(31603.76+316037,6 +52146.20)*(90/100)=359808.804 আর
যন্ত্রপাতি এবং সরঞ্জামের অবচয় সারণি 10 এ গণনা করা হয়েছে।
অবচয় হার সূত্র ব্যবহার করে গণনা করা হয়:
যেখানে, Tn হল স্ট্যান্ডার্ড অপারেটিং লাইফ (উপযোগী জীবন)।
লেদ 16K20 এর জন্য:
এ=100/10=10% (Tn=10 বছর)
মেশিন 16K20 + A1406 এর জন্য:
এ=100/12=8.33% (Tn=12 বছর)
316M গ্রাইন্ডিং মেশিনের জন্য:
এ=100/7=14.2% (Tn=7 বছর)
মেশিন 16K20 + OKS1252 এর জন্য:
এ=100/12=8.33% (Tn=12 বছর)
সারণী 10 সরঞ্জাম এবং জায় জন্য অবচয় কাটার গণনা
|
নাম |
পরিমাণ |
খরচ, ঘষা. |
অবচয় গ্রুপ / দরকারী জীবন |
অবচয় |
|||||||
|
ইউনিট |
সাধারণ |
আদর্শ,% |
পরিমাণ, ঘষা। |
||||||||
|
মৌলিক বিকল্প |
|||||||||||
|
লেদ 16K20 |
3 00000 | ||||||||||
|
আধা-স্বয়ংক্রিয়16 K20+A1406 |
3 50000 | ||||||||||
|
নাকাল মেশিন 316M |
40 0000 | ||||||||||
|
মোট |
মোট | ||||||||||
|
নকশা বিকল্প |
|||||||||||
|
লেদ 16K20 |
3 00000 | ||||||||||
|
আধা-স্বয়ংক্রিয় 16K20+OKS1252 |
345 000 | ||||||||||
|
নাকাল মেশিন 316M |
40 0000 | ||||||||||
|
মোট |
মোট | ||||||||||
2.2.5 ওভারহেড খরচ গণনা
সাধারণ উৎপাদন খরচ হল উৎপাদন রক্ষণাবেক্ষণ, সংগঠিত এবং পরিচালনার খরচ (প্রধান, সহায়ক, পরিষেবা)।
এর মধ্যে রয়েছে: যন্ত্রপাতি ও সরঞ্জামের রক্ষণাবেক্ষণ ও পরিচালনার খরচ; উৎপাদনে ব্যবহৃত সম্পত্তির অবচয় এবং মেরামতের খরচ; গরম, আলো এবং প্রাঙ্গনের রক্ষণাবেক্ষণের জন্য খরচ; প্রাঙ্গনের জন্য ভাড়া; উৎপাদন রক্ষণাবেক্ষণে নিয়োজিত শ্রমিকদের পারিশ্রমিক; অন্যান্য অনুরূপ খরচ
ODA \u003d (Zpo + RN + ZPd) *,
কোথায়, কে def - ওভারহেড খরচ সহগ।
কে গ্রহণ করুন def = 130-250%
ODA(b)=(31603.76+316037,6
ODA(n)=(31603.76+316037,6 +52146.20)*(130/100)=519723.82 আর
2.2.6 বেস এবং নকশা বিকল্পের কর্মশালার খরচ গণনা
খরচ মূল্য হল পণ্য বা পরিষেবাগুলির উত্পাদন এবং বিক্রয় (বিক্রয়) জন্য এন্টারপ্রাইজের দ্বারা ব্যয় করা সমস্ত খরচ (খরচ)।
খরচের আরও সম্পূর্ণ সংজ্ঞা:
"মূল্য মূল্য হল প্রাকৃতিক সম্পদ, কাঁচামাল, উপকরণ, জ্বালানী, শক্তি, উৎপাদন প্রক্রিয়ায় ব্যবহৃত স্থায়ী সম্পদের মূল্যায়ন (কাজ, পরিষেবা), শ্রম সম্পদএবং এর উৎপাদন ও বিক্রয়ের জন্য অন্যান্য খরচ
খরচের ধরন
খরচ গঠনের পর্যায় অনুসারে, বিক্রয়ের জন্য পণ্যের প্রস্তুতির ডিগ্রির উপর নির্ভর করে, খরচের মূল্য প্রযুক্তিগত, কর্মশালা, উত্পাদন এবং সম্পূর্ণ (বাণিজ্যিক)।
উৎপাদন খরচ হল এই ধরনের পণ্যের উৎপাদনের জন্য এন্টারপ্রাইজের (অ্যাসোসিয়েশন) মোট খরচ। এটি কর্মশালার খরচ এবং সাধারণ কারখানা খরচ নিয়ে গঠিত।
ব্যক্তিগত এবং শিল্প-গড় খরচের মধ্যে পার্থক্য করা প্রয়োজন। বেশ কয়েকটি কারখানায় একটি নির্দিষ্ট ধরণের পণ্য উত্পাদনের শর্তে, প্রতিটি পৃথক প্রস্তুতকারকের উত্পাদনের মোট ব্যয় একটি পৃথক ব্যয় হিসাবে নেওয়া হয়। ব্যক্তিগত খরচ উত্পাদন, অটোমেশন এবং যান্ত্রিকীকরণ, বিশেষীকরণ এবং ঘনত্বের সংগঠনের স্তরকে প্রতিফলিত করে, যা একই শিল্পের বিভিন্ন উদ্যোগে একই নয়। এই ধরনের পণ্যের গড় শিল্প খরচ শিল্পের গড় প্রযুক্তি, উৎপাদন সংগঠন, শ্রম উৎপাদনশীলতা এবং উপাদান সম্পদের প্রগতিশীল ব্যবহারের হারকে প্রতিফলিত করে।
খরচ মূল্য পরিকল্পনা এবং রিপোর্ট করা যেতে পারে. উত্পাদনের পরিকল্পিত ব্যয় কাঁচামাল, উপকরণ, জ্বালানী, শক্তি, পরিবহন এবং সংগ্রহের খরচ, কাজের সময়, সরঞ্জাম ব্যবহারের জন্য প্রযুক্তিগত নিয়ম এবং ব্যয়ের ক্ষেত্রে কঠোর অর্থনীতির ব্যবহারের জন্য প্রগতিশীল নিয়মের ভিত্তিতে গণনা করা হয়। উত্পাদন পরিচালনা এবং বজায় রাখা। উৎপাদনের রিপোর্টিং খরচ উৎপাদন এবং পণ্য বিক্রয়ের প্রকৃত খরচ দ্বারা নির্ধারিত হয়। প্রকৃত খরচ পরিকল্পনার চেয়ে কম বা বেশি হতে পারে।
টেবিল 11 কর্মশালার খরচ
|
খরচ আইটেম নাম |
পরিমাণ, ঘষা। |
|
|
মৌলিক বিকল্প |
নকশা বিকল্প |
|
|
1. উপাদান খরচ বিয়োগ ফেরতযোগ্য বর্জ্য | ||
|
2.বিদ্যুতের খরচ |
40019,88 |
|
|
3. জেলা ভাতা সহ মৌলিক বেতন | ||
|
4. অতিরিক্ত বেতন | ||
|
5. সামাজিক প্রয়োজনের জন্য ছাড় | ||
|
6.আরএসইএ | ||
|
7.OPA, মোট | ||
|
সহ - অবচয় কাটা | ||
|
মোট দোকান খরচ (দোকান) | ||