সরাসরি মুদ্রণ চিহ্নিতকরণের জন্য প্রিন্টারের পরিবর্তন। পাইকারি মূল্যে মুদ্রণের জন্য ভোগ্য সামগ্রী
AT সাম্প্রতিক সময়েআমি এটা সহজ করার উপায় খুঁজছিলাম মুদ্রিত সার্কিট বোর্ড. প্রায় এক বছর আগে, আমি একটি আকর্ষণীয় নিবন্ধ দেখেছিলাম যা মোটা উপকরণ সহ মুদ্রণের জন্য একটি এপসন ইঙ্কজেট প্রিন্টার পরিবর্তন করার প্রক্রিয়া বর্ণনা করেছে। তামার টেক্সটোলাইটে। নিবন্ধটি Epson C84 প্রিন্টারের সমাপ্তি বর্ণনা করেছে, তবে, আমার কাছে একটি Epson C86 প্রিন্টার ছিল, কিন্তু কারণ আমি মনে করি Epson প্রিন্টারের মেকানিক্স সবার জন্য একই রকম, তাই আমি আমার প্রিন্টার আপগ্রেড করার চেষ্টা করার সিদ্ধান্ত নিয়েছি। এই নিবন্ধে, আমি যতটা সম্ভব বিস্তারিতভাবে বর্ণনা করার চেষ্টা করব, ধাপে ধাপে, তামা-ধাতুপট্টাবৃত টেক্সটোলাইটে মুদ্রণের জন্য প্রিন্টার আপগ্রেড করার প্রক্রিয়া।
প্রয়োজনীয় উপকরণ:
- ঠিক আছে, অবশ্যই, আপনার নিজেরই Epson C80 ফ্যামিলি প্রিন্টার লাগবে।
- অ্যালুমিনিয়াম বা ইস্পাত উপাদানের একটি শীট
- ক্ল্যাম্প, বোল্ট, বাদাম, ওয়াশার
- পাতলা পাতলা কাঠের একটি ছোট টুকরা
- ইপোক্সি বা সুপারগ্লু
- কালি (পরে আরও)
টুল:
- একটি কাটা চাকা সহ গ্রাইন্ডার (ড্রেমেল, ইত্যাদি) (আপনি একটি ছোট বানর চেষ্টা করতে পারেন)
- বিভিন্ন স্ক্রু ড্রাইভার, রেঞ্চ, ষড়ভুজ
- ড্রিল
- গরম এয়ার বন্দুক
ধাপ 1. প্রিন্টার বিচ্ছিন্ন করুন
আমি প্রথম জিনিসটি পিছনের কাগজের আউটপুট ট্রেটি সরিয়ে ফেললাম। এর পরে, আপনাকে সামনের ট্রে, পাশের প্যানেলগুলি এবং তারপরে মূল অংশটি সরাতে হবে।
নীচের ফটোগুলি প্রিন্টারটি বিচ্ছিন্ন করার বিশদ প্রক্রিয়া দেখায়:



ধাপ 2. প্রিন্টারের অভ্যন্তরীণ উপাদানগুলি সরান৷
প্রিন্টার কেস মুছে ফেলার পরে, প্রিন্টারের কিছু অভ্যন্তরীণ উপাদান অপসারণ করা প্রয়োজন। প্রথমত, আপনাকে কাগজ ফিড সেন্সরটি অপসারণ করতে হবে। ভবিষ্যতে, আমাদের এটির প্রয়োজন হবে, তাই এটি অপসারণের সময় এটির ক্ষতি করবেন না।

তারপর, এটা কেন্দ্রীয় চাপ rollers অপসারণ করা প্রয়োজন, কারণ. তারা PCB খাওয়ানোর সাথে হস্তক্ষেপ করতে পারে। নীতিগতভাবে, সাইড রোলারগুলিও সরানো যেতে পারে।

এবং পরিশেষে, আপনাকে প্রিন্ট হেড পরিষ্কার করার প্রক্রিয়াটি অপসারণ করতে হবে। প্রক্রিয়াটি latches দ্বারা অনুষ্ঠিত হয় এবং খুব সহজভাবে সরানো হয়, কিন্তু অপসারণ করার সময়, খুব সতর্কতা অবলম্বন করুন, কারণ। এতে বিভিন্ন টিউব রয়েছে।


প্রিন্টার বিচ্ছিন্ন করা সম্পূর্ণ। এবার শুরু করা যাক তার ‘উত্তোলন’।
ধাপ 3: প্রিন্টহেড প্ল্যাটফর্মটি সরান

আমরা প্রিন্টার আপগ্রেড করার প্রক্রিয়া শুরু করি। কাজের সঠিকতা এবং প্রতিরক্ষামূলক সরঞ্জামের ব্যবহার প্রয়োজন (চোখ অবশ্যই সুরক্ষিত থাকতে হবে!)
প্রথমে আপনাকে রেলটি খুলতে হবে, যা দুটি বোল্ট দিয়ে স্ক্রু করা হয়েছে (উপরের ছবিটি দেখুন)। আনস্ক্রুড? আমরা এটি একপাশে রেখেছি, আমাদের এখনও এটির প্রয়োজন হবে।

এখন মাথা পরিষ্কার করার পদ্ধতির কাছে 2টি বোল্ট লক্ষ্য করুন। আমরা তাদের স্ক্রুও খুলে ফেলি। যাইহোক, বাম দিকে এটি একটু ভিন্নভাবে করা হয়, যেখানে আপনি ফাস্টেনারগুলি কেটে ফেলতে পারেন।
মাথার সাথে পুরো প্ল্যাটফর্মটি অপসারণ করতে, প্রথমে, সাবধানে সবকিছু পরীক্ষা করুন এবং একটি মার্কার দিয়ে সেই জায়গাগুলি চিহ্নিত করুন যেখানে ধাতু কাটার প্রয়োজন হবে। এবং তারপরে হ্যান্ড পেষকদন্ত দিয়ে ধাতুটি সাবধানে কাটুন (ড্রেমেল, ইত্যাদি)



ধাপ 4: প্রিন্ট হেড পরিষ্কার করা
এই পদক্ষেপটি ঐচ্ছিক, কিন্তু যেহেতু প্রিন্টারটি সম্পূর্ণভাবে বিচ্ছিন্ন হয়ে গেছে, তাই এখনই প্রিন্ট হেডটি পরিষ্কার করা ভাল। তাছাড়া এতে জটিল কিছু নেই। এই উদ্দেশ্যে, আমি সাধারণ কানের লাঠি এবং গ্লাস ক্লিনার ব্যবহার করেছি।

ধাপ 5: প্রিন্টহেড প্ল্যাটফর্ম ইনস্টল করা অংশ 1
সবকিছু বিচ্ছিন্ন এবং পরিষ্কার করার পরে, টেক্সটোলাইটে মুদ্রণের জন্য প্রয়োজনীয় ছাড়পত্র বিবেচনা করে প্রিন্টারটি একত্রিত করার সময় এসেছে। অথবা, জিপাররা যেমন বলে, "উত্তোলন" (অর্থাৎ উত্তোলন)। উত্তোলনের পরিমাণ সম্পূর্ণরূপে নির্ভর করে আপনি যে উপাদানটি মুদ্রণ করতে যাচ্ছেন তার উপর। প্রিন্টারের আমার পরিবর্তনে, আমি এটির সাথে সংযুক্ত টেক্সোলাইট সহ একটি ইস্পাত উপাদান ফিডার ব্যবহার করার পরিকল্পনা করেছি। উপাদান সরবরাহ প্ল্যাটফর্মের (স্টিল) পুরুত্ব ছিল 1.5 মিমি, ফয়েল টেক্সটোলাইটের বেধ, যেখান থেকে আমি সাধারণত বোর্ড তৈরি করি, তাও 1.5 মিমি। যাইহোক, আমি সিদ্ধান্ত নিয়েছি যে মাথাটি উপাদানটির উপর খুব বেশি চাপ দেওয়া উচিত নয়, তাই আমি ফাঁকের জন্য প্রায় 9 মিমি বেছে নিয়েছি। তদুপরি, কখনও কখনও আমি ডাবল-পার্শ্বযুক্ত টেক্সটোলাইটে মুদ্রণ করি, যা একক-পার্শ্বযুক্ত থেকে কিছুটা পুরু।

লিফটের স্তর নিয়ন্ত্রণ করা আমার পক্ষে সহজ করার জন্য, আমি ওয়াশার এবং বাদাম ব্যবহার করার সিদ্ধান্ত নিয়েছি, যার পুরুত্ব আমি একটি ক্যালিপার দিয়ে পরিমাপ করেছি। এছাড়াও, আমি তাদের জন্য কিছু লম্বা বোল্ট এবং নাট কিনেছি। আমি ফ্রন্ট ফিড সিস্টেম দিয়ে শুরু.
ধাপ 6 প্রিন্টহেড প্ল্যাটফর্ম ইনস্টল করা অংশ ২

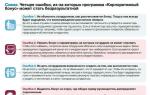
প্রিন্ট হেড প্ল্যাটফর্ম ইনস্টল করার আগে, ছোট জাম্পার তৈরি করা আবশ্যক। আমি এগুলি কোণ থেকে তৈরি করেছি, যা আমি 2 অংশে বিভক্ত করেছি (উপরের ছবি দেখুন)। অবশ্যই, আপনি তাদের নিজের তৈরি করতে পারেন।



পরে, আমি প্রিন্টারে ড্রিলিং করার জন্য গর্তগুলি চিহ্নিত করেছি। নীচের গর্তগুলি চিহ্নিত করা এবং ড্রিল করা সহজ। তারপর, অবিলম্বে জায়গায় বন্ধনী screwed.

পরবর্তী ধাপটি প্ল্যাটফর্মের উপরের গর্তগুলি চিহ্নিত করা এবং ড্রিল করা, এটি করা কিছুটা কঠিন, কারণ। সবকিছু একই স্তরে হওয়া উচিত। এটি করার জন্য, আমি প্রিন্টারের বেস সহ প্ল্যাটফর্মের ডকিং পয়েন্টে কয়েকটি বাদাম রাখি। একটি স্তর ব্যবহার করে, নিশ্চিত করুন যে প্ল্যাটফর্মটি সমান। আমরা গর্তগুলি চিহ্নিত করি, ড্রিল করি এবং বোল্ট দিয়ে শক্ত করি।


ধাপ 7 প্রিন্ট হেড ক্লিনিং মেকানিজম উত্তোলন
যখন প্রিন্টারটি মুদ্রণ শেষ করে, তখন মাথা পরিষ্কার করার পদ্ধতিতে মাথাটি "পার্ক করা" হয় যেখানে মাথার অগ্রভাগগুলি শুকিয়ে যাওয়া এবং আটকে যাওয়া থেকে রক্ষা করার জন্য পরিষ্কার করা হয়। এই মেকানিজমটাও একটু বাড়াতে হবে।
আমি দুটি কোণার সাহায্যে এই প্রক্রিয়াটি ঠিক করেছি (উপরের ছবিটি দেখুন)।
ধাপ 8: ফিড সিস্টেম
এই পর্যায়ে, আমরা সরবরাহ ব্যবস্থার উত্পাদন প্রক্রিয়া এবং উপাদান সরবরাহ সেন্সর ইনস্টলেশন বিবেচনা করব।

ফিড সিস্টেম ডিজাইন করার সময়, প্রথম সমস্যাটি একটি উপাদান ফিড সেন্সর ইনস্টলেশন ছিল। এই সেন্সর ছাড়া, প্রিন্টার কাজ করবে না, কিন্তু কোথায় এবং কিভাবে এটি ইনস্টল করতে? কাগজটি প্রিন্টারের মধ্য দিয়ে যাওয়ার সময়, এই সেন্সরটি প্রিন্টার কন্ট্রোলারকে বলে যখন কাগজের উপরের অংশটি চলে যায় এবং এই ডেটার উপর ভিত্তি করে, প্রিন্টার কাগজের সঠিক অবস্থানটি গণনা করে। ফিড সেন্সর একটি ইমিটিং ডায়োড সহ একটি প্রচলিত ফটো সেন্সর। কাগজ পাস করার সময় (আমাদের ক্ষেত্রে উপাদান), সেন্সরের মরীচি বাধাপ্রাপ্ত হয়।
সেন্সর এবং ফিড সিস্টেমের জন্য, আমি প্লাইউড থেকে একটি প্ল্যাটফর্ম তৈরি করার সিদ্ধান্ত নিয়েছি।

আপনি উপরের ফটোতে দেখতে পাচ্ছেন, প্রিন্টারের সাথে ফিডটি ফ্লাশ করার জন্য আমি প্লাইউডের বেশ কয়েকটি স্তর একসাথে আঠালো করে দিয়েছি। প্ল্যাটফর্মের দূরের কোণে, আমি ফিড সেন্সরটি ঠিক করেছি যার মাধ্যমে উপাদানটি পাস হবে। পাতলা পাতলা কাঠ, আমি সেন্সর সন্নিবেশ একটি ছোট কাটা তৈরি.


পরবর্তী কাজ ছিল গাইড তৈরির প্রয়োজন। এর জন্য আমি অ্যালুমিনিয়াম কোণগুলি ব্যবহার করেছি, যা আমি পাতলা পাতলা কাঠের সাথে আঠালো। এটি গুরুত্বপূর্ণ যে সমস্ত কোণ স্পষ্টভাবে 90 ডিগ্রি এবং গাইডগুলি একে অপরের সাথে কঠোরভাবে সমান্তরাল। একটি ফিড উপাদান হিসাবে, আমি একটি অ্যালুমিনিয়াম শীট ব্যবহার করেছি, যার উপর তামা-ধাতুপট্টাবৃত টেক্সটোলাইট স্থাপন করা হবে এবং মুদ্রণের জন্য স্থির করা হবে।


আমি একটি অ্যালুমিনিয়াম শীট থেকে উপাদান ফিড শীট তৈরি. আমি শীটের আকার প্রায় A4 বিন্যাসের সমান করার চেষ্টা করেছি। পেপার ফিড সেন্সর এবং সামগ্রিকভাবে প্রিন্টারের ক্রিয়াকলাপ সম্পর্কে ইন্টারনেটে কিছুটা পড়ার পরে, আমি খুঁজে পেয়েছি যে প্রিন্টারটি সঠিকভাবে কাজ করার জন্য, উপাদান ফিড শীটের কোণে একটি ছোট কাটআউট তৈরি করা প্রয়োজন তাই যে সেন্সর ফিড রোলারগুলি ঘুরতে শুরু করার একটু পরে কাজ করে। কাটার দৈর্ঘ্য প্রায় 90 মিমি ছিল।

সবকিছু হয়ে যাওয়ার পরে, আমি ফিড শীটে কাগজের একটি নিয়মিত শীট ঠিক করেছি, কম্পিউটারে সমস্ত ড্রাইভার ইনস্টল করেছি এবং করেছি পরীক্ষা মুদ্রণএকটি নিয়মিত শীটে।
ধাপ 9: কালি কার্টিজ রিফিল করুন

প্রিন্টার পরিবর্তনের শেষ অংশটি কালিতে নিবেদিত। প্রচলিত এপসন কালি প্রিন্টেড সার্কিট বোর্ডের এচিং এর সময় ঘটে এমন রাসায়নিক প্রক্রিয়াগুলির প্রতিরোধী নয়। অতএব, বিশেষ কালি প্রয়োজন, তাদের মিস প্রো হলুদ কালি বলা হয়। যাইহোক, এই কালি অন্যান্য প্রিন্টার (নন-এপসন) জন্য উপযুক্ত নাও হতে পারে, কারণ। অন্যান্য ধরনের প্রিন্টহেড সেখানে ব্যবহার করা যেতে পারে (এপসন একটি পাইজোইলেকট্রিক প্রিন্টহেড ব্যবহার করে)। অনলাইন স্টোর inksupply.com-এর রাশিয়ায় ডেলিভারি রয়েছে।

কালি ছাড়াও, আমি নতুন কার্তুজ কিনেছি, যদিও আপনি অবশ্যই পুরানোগুলি ব্যবহার করতে পারেন যদি আপনি সেগুলি ভালভাবে ধুয়ে ফেলেন। স্বাভাবিকভাবেই, কার্তুজগুলি পুনরায় পূরণ করতে, আপনার একটি সাধারণ সিরিঞ্জেরও প্রয়োজন হবে। এছাড়াও, আমি প্রিন্টার কার্টিজ রিসেট করার জন্য একটি বিশেষ ডিভাইস কিনেছি (ছবিতে নীল)।
ধাপ 10। পরীক্ষা

এখন মুদ্রণ পরীক্ষায় এগিয়ে যাওয়া যাক। ঈগল ডিজাইন প্রোগ্রামে, আমি বিভিন্ন পুরুত্বের ট্র্যাক সহ বেশ কয়েকটি মুদ্রণযোগ্য তৈরি করেছি।


আপনি উপরের ফটোগুলি থেকে প্রিন্টের গুণমান বিচার করতে পারেন। নীচে প্রিন্টের একটি ভিডিও রয়েছে:
ধাপ 11 এচিং
এই পদ্ধতিতে তৈরি এচিং বোর্ডগুলির জন্য, শুধুমাত্র ফেরিক ক্লোরাইডের একটি সমাধান উপযুক্ত। অন্যান্য এচিং পদ্ধতি (কপার সালফেট, হাইড্রোক্লোরিক অ্যাসিড, ইত্যাদি) মিস প্রো হলুদ কালি ক্ষয় করতে পারে। ফেরিক ক্লোরাইড দিয়ে এচিং করার সময়, হিট বন্দুক দিয়ে প্রিন্ট করা সার্কিট বোর্ডকে গরম করা ভাল, এটি এচিং প্রক্রিয়ার গতি বাড়ায় এবং আরও অনেক কিছু। কম কালি স্তর "খায় দূরে"।

হিটিং এর তাপমাত্রা, অনুপাত এবং সময়কাল পরীক্ষামূলকভাবে নির্বাচিত হয়।


বাড়িতে মুদ্রিত সার্কিট বোর্ড তৈরির সবচেয়ে সহজ, সবচেয়ে সাশ্রয়ী এবং সবচেয়ে কার্যকর পদ্ধতি হল তথাকথিত "লেজার-আয়রন" (বা LUT)। এই পদ্ধতির বর্ণনাটি সংশ্লিষ্ট কীওয়ার্ডগুলি দ্বারা সহজেই পাওয়া যেতে পারে, তাই আমরা এটিতে বিস্তারিতভাবে চিন্তা করব না, আমরা কেবলমাত্র নোট করব যে সহজতম সংস্করণে, যা প্রয়োজন তা হল অ্যাক্সেস লেজার প্রিন্টারএবং সবচেয়ে সাধারণ লোহা (সার্কিট বোর্ড এচিং করার জন্য সাধারণ উপকরণ গণনা করা হয় না)। সুতরাং, বিকল্প এই পদ্ধতিনা?
বৈচিত্র্যের বিকাশ বৈদ্যুতিক যন্ত্রব্যবহৃত, উদাহরণস্বরূপ, মনিটর পরীক্ষা করার সময়, আমরা বিভিন্ন মাউন্টিং পদ্ধতি ব্যবহার করেছি বৈদ্যুতিক যন্ত্রপাতি. একই সময়ে, মুদ্রিত সার্কিট বোর্ডগুলি সর্বদা ব্যবহার করা হত না, যেহেতু একটি একক অনুলিপিতে প্রোটোটাইপ এবং ডিভাইস তৈরি করার সময় (এবং প্রায়শই এটি উভয়ই পরিণত হয়), অনিবার্য ত্রুটি এবং পরিবর্তন সাপেক্ষে, এটি প্রায়শই আরও লাভজনক এবং আরও বেশি হয়। কারখানায় তৈরি প্রোটোটাইপিং বোর্ডগুলি ব্যবহার করার জন্য সুবিধাজনক, টেফলন অন্তরণে একটি পাতলা আটকে থাকা তারের সাথে তারের কাজ করা। একই ভাবেএমনকি সবচেয়ে বিখ্যাত কোম্পানিতে, যা সনি থেকে AIBO খেলনা রোবটের প্রোটোটাইপ দ্বারা প্রদর্শিত হয়।
দোকানে তুলনামূলকভাবে সস্তায় ডাবল-পার্শ্বযুক্ত টিনযুক্ত এমনকি ধাতুপট্টাবৃত ছিদ্র এবং জাম্পারগুলিতে একটি প্রতিরক্ষামূলক মুখোশ, খুব উচ্চ মানের ব্রেডবোর্ড বিক্রি হয়।

নোট করুন যে এই ধরনের breadboards ছাড়া অনুমতি বিশেষ প্রচেষ্টাএকটি উচ্চ মাউন্টিং ঘনত্ব অর্জন করতে, যেহেতু পরিবাহী ট্র্যাকের তারের যত্ন নেওয়ার দরকার নেই। যাইহোক, উদাহরণস্বরূপ, পাওয়ার ব্লক তৈরি করার সময় এবং অ-মানক পিন স্পেসিং বা তাদের জ্যামিতি সহ উপাদানগুলি ব্যবহার করার সময়, সেইসাথে পৃষ্ঠ-মাউন্ট করা উপাদানগুলি ব্যবহার করার সময় (যা আমরা এখনও করি না), রেডিমেড প্রোটোটাইপিং ব্যবহার করা কঠিন হয়ে পড়ে। বোর্ড
প্রোটোটাইপিং বোর্ডের বিকল্প হিসাবে, আমরা পরিবাহী প্যাড এবং উল্লিখিত LUT পদ্ধতির মধ্যে ফাঁকে ফয়েল কাটার পদ্ধতিগুলি ব্যবহার করেছি। প্রথম পদ্ধতিটি শুধুমাত্র সবচেয়ে সহজ ওয়্যারিং বিকল্পের ক্ষেত্রে প্রযোজ্য, তবে একটি ধারালো ছুরি এবং একটি শাসক ব্যতীত এটির কোন কিছুই প্রয়োজন হয় না। LUT পদ্ধতিটি সাধারণত ভাল ফলাফল দেয়, তবে কিছু বৈচিত্র্য কাঙ্ক্ষিত ছিল। আমরা ব্যবহার পদ্ধতিটিকে খুব শ্রমসাধ্য বলে মনে করেছি এবং কস্টিক রাসায়নিকের ব্যবহার প্রয়োজন, যা বাড়িতে সর্বদা গ্রহণযোগ্য নয়। কেসটি আমাদের অন্য একটি উপায় সম্পর্কে শিখতে দেয় - ফয়েল-ক্লাড ফাইবারগ্লাসে একটি টেমপ্লেটের সরাসরি ইঙ্কজেট মুদ্রণের পদ্ধতি সম্পর্কে (অনুসন্ধানের জন্য কীওয়ার্ড ইংরেজী ভাষা- সরাসরি PCB ইঙ্কজেট প্রিন্টিং)।
পদ্ধতিটি নিম্নলিখিত ধাপে বিভক্ত:
- যথাযথ সীলমোহর পিগমেন্টেড
- মুদ্রিত টেমপ্লেটের তাপীয় ফিক্সিং। এই ক্ষেত্রে, কালি এচিং দ্রবণ প্রতিরোধী হয়ে ওঠে।
- মুদ্রিত সার্কিট বোর্ড থেকে কালি অপসারণ।
এছাড়াও একটি বিকল্প আছে:
- সাধারণভাবে মুদ্রণ যেকোনোপ্রিন্ট করা সার্কিট বোর্ড টেমপ্লেট কালি সরাসরি ফয়েল ফাইবারগ্লাসে, একটি নিয়ম হিসাবে, একটি পরিবর্তিত ইঙ্কজেট প্রিন্টার ব্যবহার করে।
- একটি লেজার প্রিন্টার/কপিয়ার থেকে পাউডার করা টোনার স্থির ভেজা কালিতে স্প্রে করা হয় এবং অতিরিক্ত টোনার অপসারণ করা হয়।
- মুদ্রিত টেমপ্লেটের তাপীয় ফিক্সিং। এটি টোনারকে ফিউজ করে এবং নিরাপদে ফয়েলের সাথে লেগে থাকে।
- স্বাভাবিক উপায়ে ফয়েলের প্যাটার্নবিহীন অংশের খোদাই করা, উদাহরণস্বরূপ, ফেরিক ক্লোরাইড III ব্যবহার করে।
- মুদ্রিত সার্কিট বোর্ড থেকে কেক করা টোনার সরানো হচ্ছে।
পাউডার টোনারের সাথে কাজ করতে অনিচ্ছার কারণে আমরা দ্বিতীয় বিকল্পটি বিবেচনা করিনি, যা দুর্ঘটনাজনিত ভুল আন্দোলন বা হাঁচি দিয়ে চারপাশের সবকিছুকে দাগ দিতে পারে। বাস্তবায়িত সমস্ত সরাসরি ইঙ্কজেট টেমপ্লেট প্রিন্টিং পদ্ধতি যা আমরা খুঁজে পেয়েছি ব্যবহৃত Epson ইঙ্কজেট প্রিন্টার। এছাড়াও, কালির ধরন, বা বরং সেগুলিতে ব্যবহৃত রঞ্জকের ধরণ - রঙ্গক, আমরা এই প্রস্তুতকারকের প্রিন্টারের সাথে অবিচলিতভাবে যুক্ত, তাই আমরা ইপসন ক্যাটালগ থেকে একটি উপযুক্ত প্রিন্টারের সন্ধান শুরু করেছি। দৃশ্যত, এপসনের কাছে এমন মডেল রয়েছে যা মিডিয়াতে 2.4 মিমি পুরু পর্যন্ত মুদ্রণ করতে পারে (এবং শুধুমাত্র সিডি / ডিভিডি নয়), উদাহরণস্বরূপ, এপসন স্টাইলাস ফটো R800, কিন্তু এই মডেলটি আর উত্পাদিত হয় না, কিন্তু আমরা আধুনিক অ্যানালগগুলি থেকে কিছু ব্যবহার করা সম্ভব হবে কিনা তা আগে থেকেই জানতাম না (স্পষ্টতই সস্তা নয়)। ফলস্বরূপ, এটি ব্যবহার করে এমন সস্তা মডেলের সন্ধান করার সিদ্ধান্ত নেওয়া হয়েছিল রঙ্গক কালি. মডেল পাওয়া গেল- Epson Stylus S22। এই প্রিন্টারটি সমস্ত ইপসন প্রিন্টারের মধ্যে সবচেয়ে সস্তা হিসাবে প্রমাণিত হয়েছিল - এর দাম ছিল 1500 রুবেলেরও কম, তারপরে, তবে, এটি লক্ষণীয়ভাবে বৃদ্ধি পেয়েছে: মস্কোর খুচরোতে (রুবেলের সমতুল্য টুলটিপে রয়েছে) - N / A (0) .

একটি সারসরি পরিদর্শন প্রিন্টারের ডিজাইনে উল্লেখযোগ্য পরিবর্তনের প্রয়োজনীয়তা প্রকাশ করেছে, কারণ এটি নমনীয় মিডিয়াতে মুদ্রণের জন্য প্রদান করে যখন এটি উপরের লোডিং ট্রে থেকে আউটপুট ট্রেতে চলে যায়। নীচে বর্ণিত অনুক্রমিক পরিবর্তনটি বেশ কয়েকটি পুনরাবৃত্তি থেকে সংশ্লেষিত হয়েছিল, যেহেতু পরবর্তী সমাবেশের পরে দেখা গেল যে ডিজাইনে কিছু পরিবর্তন করা দরকার। অতএব, এই প্রক্রিয়ার বর্ণনায় ছোটখাটো ভুলত্রুটির সম্ভাবনা উড়িয়ে দেওয়া যায় না। পরিবর্তনের দুটি প্রধান লক্ষ্য রয়েছে। প্রথমত, বাঁক এবং উচ্চতা পার্থক্য ছাড়া একটি সরল রেখা নিশ্চিত করতে, মিডিয়া সরবরাহ, যার জন্য আপনাকে পরিবর্তন করতে হবে, কিন্তু আসলে ইনপুট এবং আউটপুট ট্রে পুনরায় তৈরি করুন। দ্বিতীয়ত, মোটা উপকরণে মুদ্রণ করার ক্ষমতা প্রদান করতে - 2 মিমি পর্যন্ত, যার জন্য এটি প্রিন্ট হেড এবং তার গাইড স্লাইড দিয়ে সমাবেশ বাড়াতে হবে। তাই:
1. পিছনের দেয়ালে দুটি স্ক্রু খুলে ফেলুন এবং কেসিংটি সরিয়ে ফেলুন, যার সাহায্যে এটি এখনও নীচে আটকে আছে তা ছেড়ে দিন।

2. প্রধান বোর্ড থেকে কন্ট্রোল প্যানেল তারের সংযোগ বিচ্ছিন্ন করুন, নিয়ন্ত্রণ প্যানেল সুরক্ষিত দুটি স্ব-ট্যাপিং স্ক্রু খুলে ফেলুন,

কন্ট্রোল প্যানেল থেকে কেবলটি ছেড়ে দিন এবং এটিকে একপাশে সেট করুন। এটি এখনও দরকারী, মামলার আবরণ অসদৃশ.
3. পেপার ফিড ইউনিটের 4টি স্ক্রু খুলে ফেলুন, ক্যারেজ মোটরে যাওয়া তারগুলি ছেড়ে দিন, ফিড রোলার গিয়ার লক টিপুন, ফিড রোলার স্ট্যান্ড এবং পুরো ফিড ইউনিটটি সরিয়ে ফেলুন, পেপার সাইড ক্ল্যাম্পটি সরিয়ে দিন - এই অংশগুলি আর থাকবে না দরকারী হতে




4. শোষক প্যাড ট্রেতে এবং পাওয়ার সাপ্লাইতে সেলফ-ট্যাপিং স্ক্রু খুলে ফেলুন, ট্রে থেকে ড্রেন হোস এবং প্রধান বোর্ডে PSU থেকে তারের সংযোগ বিচ্ছিন্ন করুন, শোষক প্যাড ট্রে এবং PSU সরিয়ে দিন। তাদের একপাশে রাখুন - এখনও দরকারী।



5. আউটগোয়িং শীট টিপে রোলার দিয়ে স্ট্রিপের দুটি স্ব-ট্যাপিং স্ক্রু খুলে ফেলুন, এই সমাবেশটি সরিয়ে ফেলুন এবং এটিকে "অতিরিক্ত" অংশ সহ একটি স্তূপে নিয়ে যান।

6. ডানদিকে, সেলফ-ট্যাপিং স্ক্রু এবং স্ক্রুটি খুলুন যা স্লেজটিকে সুরক্ষিত করে যার সাথে প্রিন্ট হেড চলে।

স্লেজ চাপা স্প্রিং সরান।

ক্যারেজ রুলার স্প্রিং (স্ট্রোক সহ টেপ) এবং শাসক নিজেই সরান।

প্রধান বোর্ড সুরক্ষিত দুটি স্ক্রু খুলুন,

এবং এটি স্লাইড থেকে দূরে টিপুন (কাগজ সেন্সর থেকে সতর্ক থাকুন!) মূল বোর্ডের নীচে অবস্থিত স্লেজটিকে সুরক্ষিত করার জন্য স্ক্রুটি খুলুন।

বাম দিকে, স্লেজ সুরক্ষিত করার জন্য স্ব-ট্যাপিং স্ক্রু খুলে ফেলুন।

প্রধান বোর্ড থেকে ফিড মোটর সংযোগকারী (J7) সংযোগ বিচ্ছিন্ন করুন।

স্লেজের বাম দিকে স্প্রিং সংযোগ বিচ্ছিন্ন করুন।

প্রিন্ট ক্যারেজ এবং প্রধান বোর্ড সহ স্লাইড সমাবেশ সরান।

7. বাম দিকে, ব্রোচ শ্যাফ্ট লকের স্ব-ট্যাপিং স্ক্রু খুলে ফেলুন,

খাদ এবং তার ধারক অপসারণ.

8. ব্রোচের শুরুতে সমস্ত অতিরিক্ত গাইডগুলি সরান, যা ল্যাচগুলির সাথে সংযুক্ত।

9. ধাতু এবং সুই ফাইলের জন্য একটি হ্যাকসো থেকে একটি ব্লেড ব্যবহার করে, পাশের র্যাকের নীচে, ফিড ট্রে এবং ফিড শ্যাফ্টের নীচে একটি জানালা কেটে দিন। নীচে বিদ্যমান খাঁজ এবং গর্ত ব্যবহার করা সুবিধাজনক। একটি ছুরি দিয়ে burrs বন্ধ কাটা, করাত অপসারণ।

10. এখন আপনাকে একটি সরাসরি ফিড ট্রে তৈরি করতে হবে। এটি করার জন্য, আপনি ইনপুট ট্রেতে অ্যালুমিনিয়াম কর্নার 10 বাই 10 মিমি 250 মিমি লম্বা দুটি টুকরো এবং আসল কাগজ সমর্থনের অংশ ব্যবহার করতে পারেন (আপনি উপযুক্ত আকারের যে কোনও কঠোর প্লেট ব্যবহার করতে পারেন)। নীচের ফটোতে দেখানো হিসাবে কোণগুলি M3 কাউন্টারসাঙ্ক স্ক্রু দিয়ে সংযুক্ত করা হয়েছে। প্রিন্টার কেসের উল্লম্ব সমতলগুলিতে, যার সাথে কোণগুলি সংযুক্ত রয়েছে, খাঁজগুলি কেটে ফেলতে হবে যাতে ইনপুট ট্রেটিকে কিছুটা উপরে এবং নীচে সরানো যায় যাতে এটির অবস্থান ঠিক থাকে।






ডান কোণে, আপনাকে উল্লম্ব কোণটি কেটে ফেলতে হবে, অন্যথায় ডান চাপ রোলারটি এটির বিরুদ্ধে বিশ্রাম নেবে। এছাড়াও প্যালেটে আপনাকে কাগজের সেন্সরের বিপরীতে একটি খাঁজ কাটাতে হবে (যদিও, দৃশ্যত, আপনি এটি করতে পারবেন না)।

এবং কাগজের সেন্সরের অ্যান্টেনার উপর টিউবের একটি টুকরো রাখুন, যার ফলে এটিকে কিছুটা লম্বা করুন।

11. ফিড শ্যাফ্ট পজিশন সেন্সর (একটি স্ক্রু) সংযোগ বিচ্ছিন্ন করুন, সেন্সর হাউজিংয়ের স্টপারটি কেটে ফেলুন এবং যতটা সম্ভব নীচে স্লাইড করে এটি ঠিক করুন।

পরবর্তী সমাবেশের সময়, পরীক্ষা করুন যে স্ট্রোক সহ ডিস্কটি সেন্সর স্লটের মাঝখানে স্থাপন করা হয়েছে এবং এর প্রান্তগুলি স্পর্শ করে না।
12. স্লেজের তিনটি সংযুক্তি পয়েন্টের নীচে, a রাখুন দুই 4 মিমি প্রতিটি 1 মিমি পুরু একটি গর্ত সঙ্গে washers. দুটি জায়গায় প্রশস্ত ওয়াশার ব্যবহার করার সময়, তাদের ফাইল করা প্রয়োজন যাতে তারা শরীরের উপাদানগুলির বিরুদ্ধে বিশ্রাম না করে।


13. চাপ রোলারগুলি সরান, একটি গরম বায়ু বন্দুক বা অন্য গরম করার পদ্ধতির সাহায্যে মধ্যবর্তী স্তরগুলির সংকোচন সহ একটি তাপ-সঙ্কুচিত নলের 2-3 স্তর (রোলারগুলির কেন্দ্রীয় জোড়ায় কমপক্ষে 3 স্তর) রাখুন। একটি ফাইলের সাহায্যে, রোলারগুলির জন্য খাঁজগুলি গভীর করুন যাতে তারা অবাধে ঘোরে। হোল্ডার মধ্যে রোলার সন্নিবেশ.

14. পার্ক করা অবস্থানে, সেইসাথে অগ্রভাগগুলি পরিষ্কার করার এবং নতুন কার্তুজগুলি শুরু করার প্রক্রিয়াতে, একটি রাবার গ্যাসকেট সহ একটি প্যাড প্রিন্ট হেডের নীচের পৃষ্ঠের বিরুদ্ধে চাপানো হয়, যেখানে অগ্রভাগগুলি অবস্থিত। নীচে থেকে, একটি টিউব প্যাডের সাথে সংযুক্ত, ভ্যাকুয়াম পাম্পে যাচ্ছে। পরিষ্কার করার সময়, পাম্প কার্টিজ থেকে কালি চুষে নেয় এবং স্টোরেজের সময়, অগ্রভাগগুলি কালি শুকানোর থেকে সুরক্ষিত থাকে। অতএব, এটি নিশ্চিত করা গুরুত্বপূর্ণ যে রাবার সীলটি মাথার সাথে মসৃণভাবে ফিট করে, তবে স্লেজ এবং প্রিন্ট হেডের ঊর্ধ্বমুখী নড়াচড়ার কারণে এই শর্তটি পূরণ নাও হতে পারে। এটা crib মধ্যে বালিশ ভ্রমণ বৃদ্ধি করা প্রয়োজন। এটি করার জন্য, আপনাকে পাম্পটি সরিয়ে ফেলতে হবে বা কমপক্ষে সরাতে হবে - দুটি স্ক্রু খুলে ফেলুন এবং দুটি ল্যাচ চেপে বের করুন।


তারপরে বালিশের বিছানাকে শক্ত করে এমন স্প্রিংটি সরিয়ে দিন, বিছানা-বালিশের সমাবেশটি সরিয়ে দিন এবং বালিশ থেকে প্রসারিত টিউবটি সংযোগ বিচ্ছিন্ন করুন। এর পরে, একটি ছুরি দিয়ে প্রায় 1.5 মিমি কাটা সঠিক জায়গাশরীরের প্যাড এবং cribs বিভাগ, প্যাড উল্লম্ব স্ট্রোক বৃদ্ধি. তারপর গিঁট ফিরে একত্রিত করুন। যেহেতু নন-অরিজিনাল কার্তুজ ব্যবহার করার সময়, স্বয়ংক্রিয় অগ্রভাগ পরিষ্কার করা এবং কার্টিজ প্রাথমিককরণ অদ্ভুত ফলাফলের দিকে পরিচালিত করে, আমরা প্যাড থেকে পাম্পটি সংযোগ বিচ্ছিন্ন করার সিদ্ধান্ত নিয়েছি, যার জন্য আমরা একটি টিউবিং এবং একটি টি ব্যবহার করেছি। অতিরিক্ত কালি অপসারণ করতে বা ম্যানুয়ালি প্যাড ধোয়ার সময়, আপনি টি-এর সাথে একটি সিরিঞ্জ সংযোগ করতে পারেন, অথবা আপনার আঙুল দিয়ে এর আউটলেটটি কেবল ক্ল্যাম্প করতে পারেন এবং, ফিড শ্যাফ্টটি পিছনে স্ক্রোল করে (বাম দিকে সামনের গিয়ার দ্বারা), প্রিন্টার ব্যবহার করুন। পাম্প
15. প্রিন্টারটি একত্রিত করুন বিপরীত ক্রম. ফিড শ্যাফ্ট ইনস্টল করার সময়, সাবধানে চিপস এবং ধুলোর আসনগুলি পরিষ্কার করুন এবং তাদের এবং শ্যাফ্টের সংশ্লিষ্ট অঞ্চলগুলিতে গ্রীসের একটি স্তর প্রয়োগ করুন। রোলার ইনস্টল করার পরে, আপনাকে ফিড ট্রে সামঞ্জস্য করতে হবে। কেসের পাশের দেয়ালে ট্রেটিকে সুরক্ষিত করার স্ক্রুগুলি আলগা করে, উপযুক্ত আকারের একটি শক্ত প্লেট ব্যবহার করে (উদাহরণস্বরূপ, ফাইবারগ্লাসের টুকরো), আপনাকে ফিড ট্রে থেকে ফিড বরাবর প্লেটের নড়াচড়া নিশ্চিত করতে হবে। খাদ এবং আউটপুট ট্রে মধ্যে খাদ বরাবর সমান, উচ্চতা পার্থক্য ছাড়া. এছাড়াও আপনাকে নিশ্চিত করতে হবে যে ফিড ট্রের গাইডগুলি ফিড শ্যাফ্টের সাথে কঠোরভাবে সমান্তরাল এবং লম্ব। ফিড ট্রেটির এমন অবস্থান খুঁজে পাওয়ার পরে, স্ক্রুগুলিকে শক্ত করা উচিত এবং বার্নিশের একটি ফোঁটা দিয়ে বাদামের পাশে এটি ঠিক করার পরামর্শ দেওয়া হচ্ছে। তারপর বিল্ডিং চালিয়ে যান। ডানদিকে, স্লেজটি উপরের দিকে স্থানান্তরের কারণে, বা বরং, মাউন্টিং গর্তটি কেস র্যাকের গর্তের সাথে মিলবে না - আপনি গর্তটি ফাইল করতে পারেন এবং একটি স্ক্রু দিয়ে স্লেজটি ঠিক করতে পারেন, বা আপনি এটিকে রেখে দিতে পারেন এটাই.

শোষণকারী প্যাডের ট্রেটি, আগে তার ডান পোস্টটি ছোট করে, আমরা তার আসল জায়গায় ইনস্টল করেছি, গরম আঠা দিয়ে দুটি পয়েন্টে এটি ঠিক করেছি। পাওয়ার সাপ্লাই তার আসল অবস্থানে ফিট করেনি, তাই আমরা প্রিন্টার ফ্রেমের বাম স্ট্যান্ডে প্লাস্টিকের টাই দিয়ে এটি ঠিক করার চেয়ে ভাল কিছু খুঁজে পাইনি। আমরা PSU এর আইলেটে কন্ট্রোল প্যানেলটি স্ক্রু করেছি।


আসল আউটপুট ট্রে আউটপুটকে খিঁচিয়ে দেয়, তাই একটি মসৃণ অনুভূমিক আউটপুট নিশ্চিত করার জন্য এটি আপগ্রেড করা প্রয়োজন। এটি করার জন্য, ট্রেটির নীচে 3 সেন্টিমিটারের চেয়ে কম উঁচু কিছু রাখুন এবং ট্রেতে কয়েকটি পুরু ম্যাগাজিন বা কাগজের স্তুপ রাখুন। যাইহোক, কিছুক্ষণ পরে, আমরা একটি নন-ওয়ার্কিং ডিভিডি প্লেয়ারের কেসিং থেকে তৈরি একটি ট্রে দিয়ে এই নকশাটি প্রতিস্থাপন করেছি। এটিকে ট্রেতে পরিণত করার জন্য কেসিংয়ের সাথে কী করা দরকার তা ফটোগ্রাফ থেকে স্পষ্ট, তবে, এখানে প্রত্যেকে তাদের কল্পনা এবং উন্নত উপাদান ব্যবহার করতে পারে।


ফলাফল:


স্লেজটি খ পর্যন্ত স্থানান্তর করুন সম্পর্কিতউপরে বর্ণিত একটি বড় মান কিছু অসুবিধা সঙ্গে যুক্ত. সমস্যা ক্ষেত্রগুলি হল অন্তত ফিড শ্যাফ্ট পজিশন সেন্সর, ক্যারেজ রুলারের ডান বন্ধনী এবং পার্কিং অ্যাসেম্বলি। হয়তো অন্য কিছু। ফলস্বরূপ, যে উপাদানটির উপর পরিবর্তিত প্রিন্টারটি মুদ্রণ করতে পারে তার বেধ প্রায় 2 মিমি বা একটু বেশি, তাই, টেক্সটোলাইট 1.5 মিমি পুরু সহ, সাবস্ট্রেটটি 0.5 মিমি এর বেশি পুরু হওয়া উচিত নয়, যদিও এটি যথেষ্ট কঠোর হওয়া উচিত। মুদ্রিত সার্কিট বোর্ডের জন্য ফাঁকা স্থানান্তর করতে। একটি উপযুক্ত এবং সাশ্রয়ী মূল্যের উপাদান পুরু কার্ডবোর্ড হিসাবে পরিণত হয়েছে, উদাহরণস্বরূপ, কাগজপত্রের জন্য একটি ফোল্ডার থেকে। লাইনারটি অবশ্যই ইনপুট ট্রেটির প্রস্থের সাথে কাটা উচিত, কারণ যেকোন অনুভূমিক বিভ্রান্তি মুদ্রণের সঠিকতাকে প্রভাবিত করবে। আমাদের ক্ষেত্রে, সাবস্ট্রেটটি 216.5 বাই 295 মিমি আকারে পরিণত হয়েছে। আসল ফিড ইউনিট ব্যবহার করা যাবে না, তাই লাইনারটিকে অবশ্যই চাপ রোলারের অধীনে ম্যানুয়ালি খাওয়াতে হবে, তবে কাগজের সেন্সরটি সক্রিয় করা উচিত নয়। এই কারণে, কাগজের সেন্সরের অ্যান্টেনার জন্য সাবস্ট্রেটে একটি কাটআউট তৈরি করা প্রয়োজন, আমাদের ক্ষেত্রে ডান প্রান্ত থেকে 65 মিমি দূরত্বে, 40 মিমি গভীর এবং 10 মিমি প্রশস্ত। এই ক্ষেত্রে, কাটআউটের নীচে থেকে 6 মিমি দূরত্বে মুদ্রণ শুরু হয়, অর্থাৎ, প্রিন্টার সনাক্ত করা মিডিয়ার প্রান্তের 6 মিমি আগে। কেন এমন হল, আমরা জানি না। সাবস্ট্রেটের খালি জায়গাগুলি ঠিক করতে, ডবল-পার্শ্বযুক্ত আঠালো টেপ ব্যবহার করা সুবিধাজনক। চিমটি রোলারগুলি ফিড রোলারের বিপরীতে লাইনারটিকে খুব জোরে চাপ দেয়, তাই একটি মসৃণ প্রিন্ট ফিড নিশ্চিত করতে রোলারগুলি অবশ্যই ওয়ার্কপিসের মধ্যে বা বাইরে চলে যাবে না। এই অবস্থাটি নিশ্চিত করার জন্য, আগে, পরে এবং সম্ভবত ওয়ার্কপিসের পাশ থেকে, আপনাকে একই বেধের সাথে উপাদানটিকে আঠালো করতে হবে। এটি সিরিয়াল এবং/অথবা ডুপ্লেক্স প্রিন্টিংয়ের জন্য ওয়ার্কপিসকে অবস্থান করা সহজ করে তুলবে।
আসল কার্তুজগুলি খুব দ্রুত শেষ হয়ে যায়, তবে সাধারণভাবে, ফলাফলগুলি ব্যবহার করে আসল কালিখুব হতে পরিণত ভাল. যাইহোক, রিফিলযোগ্য কার্তুজ এবং সামঞ্জস্যপূর্ণ কালি কেনার সিদ্ধান্ত নেওয়া হয়েছিল।


আত্মা এতে বিশ্রাম নেয়নি, তাদের মধ্যে পলিমার উপাদানের বিষয়বস্তু বাড়ানোর জন্য কালি সংশোধন করার চেষ্টা করা হয়েছিল। এই পরীক্ষাগুলির ফলস্বরূপ, কালো কালির অগ্রভাগগুলি 90% দ্বারা আটকে ছিল, ম্যাজেন্টা সহ - 50% দ্বারা, একটি অগ্রভাগ "হলুদ" সারিতে কাজ করেনি এবং শুধুমাত্র সায়ান কালি অগ্রভাগগুলি সম্পূর্ণরূপে চালু ছিল। যাইহোক, টেমপ্লেট মুদ্রণের জন্য একটি রঙই যথেষ্ট। যেহেতু ম্যাজেন্টা কালি সর্বোত্তম ফলাফল দেখিয়েছিল, তারাই সায়ান কালি কার্টিজে ভরেছিল।
1. workpiece পৃষ্ঠ প্রস্তুত. যদি এটি তুলনামূলকভাবে পরিষ্কার হয়, তবে এটি অ্যাসিটোন দিয়ে ডিগ্রীজ করার জন্য যথেষ্ট। অন্যথায়, ডিগ্রীজ করুন, একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম স্পঞ্জ দিয়ে পরিষ্কার করুন, এবং, একটি অক্সাইড স্তর তৈরি করতে, 180 ডিগ্রি সেলসিয়াস তাপমাত্রায় 15-20 মিনিটের জন্য একটি ওভেনে রাখুন। তারপর ঠাণ্ডা করুন এবং অ্যাসিটোন দিয়ে ডিগ্রীজ করুন।
2. ডবল-পার্শ্বযুক্ত আঠালো টেপ এবং অক্জিলিয়ারী টেক্সোলাইট স্ক্র্যাপ ব্যবহার করে, সাবস্ট্রেটের উপর ওয়ার্কপিস ঠিক করুন।
3. টেমপ্লেটটিকে বিশুদ্ধ রঙে রূপান্তর করুন যা মুদ্রণের সময় ব্যবহার করা হবে। আমাদের ক্ষেত্রে, নীল রঙে (RGB = 0, 255, 255)। একটি পরীক্ষার মুদ্রণ করুন (আপনি সম্পূর্ণ টেমপ্লেটটি মুদ্রণ করতে পারবেন না, তবে শুধুমাত্র সামগ্রিক পয়েন্টগুলি, যেমন কোণগুলি), প্রয়োজনে, মুদ্রণের জন্য ব্যবহৃত প্রোগ্রামে, টেমপ্লেটের অবস্থান সংশোধন করুন, অ্যাসিটোন দিয়ে পূর্ববর্তী ফলাফলটি ধুয়ে ফেলুন, প্রয়োজনে সংশোধন পদ্ধতি পুনরাবৃত্তি করুন।

4. খালি জায়গায় টেমপ্লেট প্রিন্ট করুন। নিম্নলিখিত সেটিংস দিয়ে সেরা ফলাফল পাওয়া যায়:


5. ওয়ার্কপিসটি 5 মিনিটের জন্য বাতাসে শুকিয়ে নিন, আপনি এটির গতি বাড়াতে একটি হেয়ার ড্রায়ার ব্যবহার করতে পারেন। তারপরে সাবস্ট্রেট থেকে ওয়ার্কপিসটি আলাদা করুন এবং সর্বোচ্চ 200 ডিগ্রি সেলসিয়াসে 15 মিনিট (ওভেন চালু করার সময়) জন্য ওভেনে প্রাথমিক ফিক্সিং করুন। ওয়ার্কপিস ঠান্ডা করুন।
6. দ্বিতীয় স্তরের সুনির্দিষ্ট অবস্থানের জন্য, আপনি ভবিষ্যতের বোর্ডের মাউন্টিং পয়েন্টগুলিতে, উদাহরণস্বরূপ, 1 মিমি ব্যাসের বেশ কয়েকটি ছোট ব্যাসের গর্ত ড্রিল করতে পারেন। দ্বিতীয় স্তর আপ জন্য পৃষ্ঠ সঙ্গে workpiece ঠিক করুন, যখন দ্বি-পার্শ্বযুক্ত আঠালো টেপ প্রথম স্তর সম্পূর্ণরূপে আঁকা এলাকায় glued করা আবশ্যক। যদি ওয়ার্কপিসটি সামনে এবং পিছনে দুটি প্লেটের মধ্যে শক্তভাবে আঁকড়ে থাকে তবে ডবল-পার্শ্বযুক্ত আঠালো টেপের প্রয়োজন নেই। অ্যাসিটোন দিয়ে ওয়ার্কপিস ডিগ্রীজ করুন।
7. অবস্থান এবং মুদ্রণ - ধাপ 3 এবং 4 পুনরাবৃত্তি করুন।

8. ওয়ার্কপিসটি 5 মিনিটের জন্য বাতাসে শুকিয়ে নিন, আপনি এটির গতি বাড়াতে একটি হেয়ার ড্রায়ার ব্যবহার করতে পারেন। তারপরে সাবস্ট্রেট থেকে ওয়ার্কপিসটি আলাদা করুন, স্ট্যান্ডে এটি ঠিক করুন, উদাহরণস্বরূপ, কাগজের ক্লিপ দিয়ে তৈরি, এটি একটি ওভেনে রাখুন এবং 210 ডিগ্রি সেলসিয়াসে সর্বোচ্চ 15 মিনিটের জন্য (ওভেন চালু করার সময়) এটি ঠিক করুন। ওয়ার্কপিস ঠান্ডা করুন।



9. ওয়ার্কপিসটি পরীক্ষা করুন, একটি জলরোধী মার্কার দিয়ে সন্দেহজনকভাবে পাতলা কালি (উদাহরণস্বরূপ, গর্তের কাছাকাছি বা ধুলোর কণার কাছাকাছি) দিয়ে স্থানগুলিতে রঙ করুন। ওয়ার্কপিস এচ করুন। ওয়ার্কপিসের পৃষ্ঠটি পাত্রের নীচ থেকে দূরত্ব বজায় রাখার জন্য, আপনি গর্তে টুথপিকগুলি প্রবেশ করাতে পারেন (দ্বিতীয় স্তরটি স্থাপন করতে 1 মিমি ব্যাস ব্যবহৃত হয়), যাতে তীক্ষ্ণ ডগাটি 1.5-2 মিমি বেরিয়ে আসে। , এবং মোটা এক একই উচ্চতা বন্ধ কামড়ানো হয়. এচিং করার সময়, পর্যায়ক্রমে বোর্ডটি ঘুরিয়ে দিন এবং প্রস্তুতি পরীক্ষা করুন।


অ্যাসিটোন দিয়ে কালি ধুয়ে ফেলুন।


গুরুত্বপূর্ণ নোট.
1. কালি যাতে এচিং দ্রবণে প্রতিরোধী হয়ে ওঠে তার জন্য, এটিকে প্রায় 15 মিনিটের জন্য (ওভেন চালু করার সময়) সর্বোচ্চ 210 ডিগ্রি সেলসিয়াস তাপমাত্রায় (পরে অবস্থিত একটি থার্মোকল ব্যবহার করে প্রাপ্ত) রাখতে হবে। ওয়ার্কপিসে)। ব্যবধানটি সংকীর্ণ, যেহেতু এটি 5-10 ডিগ্রি সেলসিয়াস অতিক্রম করলে, টেক্সোলাইটটি ভেঙে পড়তে শুরু করে, যখন এটি নামিয়ে দেওয়া হয়, তখন কালিটি একটি এচিং দ্রবণ দিয়ে ধুয়ে ফেলা হয়। একটি নির্দিষ্ট ক্ষেত্রে সঠিক শর্তগুলি অবশ্যই অভিজ্ঞতামূলকভাবে নির্বাচন করা উচিত। নিয়ন্ত্রণের জন্য, আপনি একটি তুলো swab সঙ্গে পরীক্ষা ব্যবহার করতে পারেন। যদি জলে ভেজা একটি তুলো সহজেই কালি ধুয়ে ফেলে, তবে আপনাকে তাপমাত্রা বাড়াতে হবে, যদি এটি ধুয়ে না যায়, বা কেবল সামান্য দাগ পড়ে, তবে এচিং দ্রবণটির প্রতিরোধ ক্ষমতা অর্জন করা হয়েছে। এমনকি যদি অ্যাসিটোন দিয়ে আর্দ্র করা তুলো দিয়ে কালি ধুয়ে ফেলা কঠিন হয়, তবে এচিং দ্রবণটির প্রতিরোধ খুব ভাল। এইভাবে আপনি কালি এবং ফিউজিং অবস্থা নির্বাচন করতে পারেন যা আপনাকে সেরা ফলাফল দেয়। এটি লক্ষ করা উচিত যে আমরা একটি বৈদ্যুতিক গ্রিল ওভেন ব্যবহার করেছি, শুধুমাত্র উপরের গরম করার উপাদানটি চালু করেছি এবং যখন কালি শেষ পর্যন্ত স্থির করা হয়েছিল, ওভেন থার্মোস্ট্যাটটি 220 ডিগ্রি সেলসিয়াসে সেট করা হয়েছিল।
2. প্রিন্টিং প্রজননযোগ্যতা প্রায় 0.1 মিমি পর্যন্ত পৌঁছায়, তাই প্রয়োজন হলে, আপনি টেমপ্লেটের প্রথম দিকে এটিকে দ্বিতীয়বার প্রিন্ট করতে পারেন, একটি গরম বায়ু বন্দুক (অ্যাডজাস্টেবল তাপমাত্রা সহ) বা একটি গৃহস্থালী হেয়ার ড্রায়ার দিয়ে সরাসরি সাবস্ট্রেটে শুকানোর মাধ্যমে। সর্বোচ্চ তাপমাত্রা সেট করুন। শুকানোর প্রয়োজন যাতে চাপ রোলারগুলি আগের স্তরটি লুব্রিকেট না করে।
3. দুই পক্ষের উত্পাদন ক্রমানুসারে করা যেতে পারে। প্রথম, প্রথম দিকটি মুদ্রণ করুন এবং ঠিক করুন, এবং দ্বিতীয় দিকে ফয়েল রক্ষা করুন, উদাহরণস্বরূপ, এক্রাইলিক পেইন্টএকটি বেলুন থেকে। প্রথম দিকটি খোদাই করুন, অ্যাসিটোন দিয়ে দ্বিতীয় দিক থেকে সুরক্ষা সরান, দ্বিতীয় দিকটি মুদ্রণ করুন এবং ঠিক করুন, কালি দিয়ে প্রথমটিকে সুরক্ষিত করুন, দ্বিতীয় দিকটি খোদাই করুন এবং প্রথমটি থেকে সুরক্ষাটি সরান৷
4. আপনাকে নিম্নরূপ প্রিন্ট করতে হবে: প্রথমে প্রিন্টের কাজটি পাঠান, প্রিন্টার রিপোর্ট না হওয়া পর্যন্ত অপেক্ষা করুন যে কোনও কাগজ নেই, তারপরে চাপ রোলারগুলির নীচে নির্দিষ্ট ওয়ার্কপিস দিয়ে সাবস্ট্রেটটিকে সাবধানে স্লাইড করুন, সামনে গিয়ার দিয়ে ফিড রোলারটি স্ক্রোল করুন বাম, এবং তারপর মুদ্রণ চালিয়ে যেতে বোতাম টিপুন। যদি মুদ্রণ সেশনের মধ্যে ছোট বিরতি থাকে, তাহলে প্রিন্টার একটি সংক্ষিপ্ত পরিচ্ছন্নতার পদ্ধতি সম্পাদন করবে না, তাই আপনি প্রথমে ফাঁকা দিয়ে সাবস্ট্রেট লোড করতে পারেন এবং তারপরে প্রিন্ট কাজ পাঠাতে পারেন।
5. বিশেষ পরিচ্ছন্নতা অবশ্যই পালন করা উচিত, কারণ ওয়ার্কপিসে ভেজা কালিতে যে কোনও ধুলো পড়ে থাকলে তা ত্রুটির কারণ হতে পারে।
বেশ কয়েকটি দ্বি-পার্শ্বযুক্ত মুদ্রিত সার্কিট বোর্ড এইভাবে তৈরি করা হয়েছিল, এবং যদিও ট্র্যাকগুলি এ 0.5 মিমি এর চেয়ে বেশি ব্যবহার করা হয়নি, 0.25 মিমি প্রস্থের ট্র্যাক পাওয়ার সম্ভাবনা পরীক্ষার এলাকায় প্রদর্শিত হয়েছিল এবং এটি স্পষ্টতই এই পদ্ধতির সীমা নয়।

পুনশ্চ. 0.25 মিমি ট্র্যাক সহ একটি দ্বি-পার্শ্বযুক্ত বোর্ডের একটি উদাহরণ (ডিজাইন করার সময়, ট্র্যাকের প্রস্থ এবং ফাঁকগুলির জন্য 0.25 মিমি-এর মানদণ্ড নির্ধারণ করা হয়েছিল, কিন্তু ম্যানুয়াল ফাইন-টিউনিংয়ের মাধ্যমে, ট্র্যাকের মধ্যে দূরত্ব বৃদ্ধি করা হয়েছিল। যতটা সম্ভব)। মনে রাখবেন যে দ্বি-পার্শ্বযুক্ত বোর্ড তৈরিতে, দৃশ্যত, এটি ক্রমানুসারে পাশগুলি মুদ্রণ এবং খোদাই করা আরও নির্ভরযোগ্য। পাশ 1:

সাইড 2:

তিন ধরনের ত্রুটি দেখা যায়:
1. রৈখিক বিকৃতি, যা দৃশ্যত এই কারণে ঘটে যে একদিকে দ্রুত দুই-পাস মোডে মুদ্রিত হয়েছিল, এবং অন্যটি ধীর একক-পাস মোডে। অর্থাৎ, একই মোডে উভয় দিক প্রিন্ট করা ভাল।
2. জায়গায়, কালি ছড়ানোর কারণে ট্র্যাকগুলি সামান্য প্রশস্ত হয়। পৃষ্ঠটি সাবধানে প্রস্তুত করে এই ত্রুটিটি এড়ানো যেতে পারে - অ্যাসিটোনে ভিজিয়ে এক টুকরো কাপড় দিয়ে ডিগ্রীজ করুন, তারপরে একটি শুকনো তুলো দিয়ে ভালভাবে মুছুন।
3. ট্র্যাকের এক প্রান্ত থেকে এবং প্যাডগুলি লক্ষণীয়ভাবে আরও বেশি খোদাই করা হয়েছিল। এটি অত্যধিক গরমের কারণে ঘটেছিল, যার ফলস্বরূপ কালিটি খুব গাঢ় হয়ে ওঠে এবং খোসা ছাড়তে শুরু করে। এর মানে হল যে গরম করার অভিন্নতা সাবধানে নিরীক্ষণ করা প্রয়োজন (ওভেনে এমন একটি জায়গা বেছে নিন যেখানে উত্তাপটি আরও অভিন্ন হয়) এবং কোনও ক্ষেত্রেই অতিরিক্ত গরম করার অনুমতি দেবেন না - কালিটি লক্ষণীয়ভাবে গাঢ় হওয়া উচিত, তবে একটি গাঢ় ধূসর আভা অর্জন করবে না।
যাইহোক, এই ত্রুটিগুলি গুরুতর হতে পারেনি, এবং ফলস্বরূপ, কোনও তারের সংশোধন ছাড়াই, আমরা একটি সম্পূর্ণ কার্যকরী ডিভাইস পেয়েছি।

নিবন্ধটি Epson 3880 প্রিন্টার থেকে একটি ফ্ল্যাটবেড প্রিন্টার তৈরির প্রক্রিয়া বর্ণনা করে
1) প্রিন্টার প্রস্তুত করা হচ্ছে।
1.1) কি প্রয়োজন হবে?
1. স্ক্রু ড্রাইভারের একটি সেট (বৈদ্যুতিক স্ক্রু ড্রাইভার, সুবিধার জন্য স্ক্রু ড্রাইভার)
2. কোণ পেষকদন্ত (বুলগেরিয়ান)
3. ড্রিল, ধাতু ড্রিলস
4. প্লায়ার্স।
প্রিন্টার disassembly
আমরা প্রিন্টারটিকে একটি টেক্সটাইলে রূপান্তরের জন্য প্রস্তুত করা শুরু করব যাতে ডিভাইসটি সম্পূর্ণ বিচ্ছিন্ন করা হয়।
আমাদের এই Epson Stylus Pro 3880 আছে
প্রথমে, প্রিন্টারের পুরো প্লাস্টিকের আবরণটি সরিয়ে ফেলুন।
কন্ট্রোল প্যানেলটি সরান এবং তারের সংযোগ বিচ্ছিন্ন করুন। 
আমরা পার্শ্ব প্লাস্টিকের আস্তরণের অপসারণ, তারা latched হয়। 

সামনের প্লাস্টিকের প্যানেলটি সরানো হচ্ছে 
শীর্ষ কেস অপসারণ
কাগজ ফিড ট্রে অপসারণ


বর্জ্য কালি ট্যাঙ্ক সেন্সর সংযোগ বিচ্ছিন্ন করুন
(ডাইপার), আমাদের আর দরকার হবে না 
সমস্ত সামনে কাগজ আউটপুট ট্রে অপসারণ 





পিছনের কেস অপসারণ



কাগজ ফিড মোটর খুলুন এবং সরান 
আমরা পেপার পিক-আপ রোলার সুরক্ষিত করার জন্য বন্ধনীগুলি খুলে ফেলি 



পেপার ফিড ইউনিট সুরক্ষিত স্ক্রু আলগা 


এবং আমরা এটি বন্ধ করা 
প্রতিরক্ষামূলক প্লাস্টিক প্যানেল অপসারণ 


তাদের অধীনে আমরা ফরম্যাটার বোর্ড এবং পাওয়ার সাপ্লাইয়ের জন্য একটি বগি দেখতে পাই 
উপরের বগির কভার সরানো হচ্ছে 
এবং ফরম্যাটার বোর্ড থেকে সমস্ত সংযোগকারী এবং তারের সংযোগ বিচ্ছিন্ন করুন 

প্রিন্টার পরিবর্তন
প্রথমে আপনাকে সমস্ত অপ্রয়োজনীয় উপাদান এবং অংশগুলি সরিয়ে ফেলতে হবে।
কাগজের ফিড প্রক্রিয়াটি সম্পূর্ণরূপে অপসারণ করা প্রয়োজন, আপনি এটির জন্য বিশেষভাবে দুঃখিত বোধ করতে পারবেন না, আমাদের আর এটির প্রয়োজন হবে না।












এবং আমরা এটি বন্ধ করা


প্লাস্টিক প্যানেল অপসারণ

এবং কাগজ ফিড শ্যাফ্ট, সেইসাথে এনকোডার ডিস্ক ড্রাইভ শ্যাফ্ট




নীচে দেখুন

আমাদের আর পেপার ফিড শ্যাফ্টের প্রয়োজন নেই, তবে এনকোডার ড্রাইভ শ্যাফ্টটিকে রিটেইনিং রিংয়ের ঠিক পিছনে কেটে ফেলতে হবে এবং জায়গায় রাখতে হবে, তাই স্প্রিং ওয়াশার এবং রিটেইনিং রিং হারাবেন না।


আমরা সামনের কাগজের ট্রেগুলির মেকানিজমের বন্ধনটিও সরিয়ে ফেলব, এটি সত্যিই হস্তক্ষেপ করে না, তবে আমাদের এটিরও প্রয়োজন হবে না।



এখন আমরা প্রিন্টারটিকে তার পাশে ঘুরিয়ে দিই যাতে প্রিন্ট হেডে অ্যাক্সেস থাকে। আমরা একটি প্লাস্টিকের কভারে আগ্রহী, যার অধীনে অপটোকপলার রয়েছে


তাদের মধ্যে দুটি আছে। আমাদের যেটি ছোট তা সরাতে হবে



অপসারিত অপটোকপলার আর প্রয়োজন নেই

এখন আপনাকে কেসটি সংযুক্ত করতে হবে, যাতে প্রিন্টারের শীর্ষে মাদারবোর্ড এবং পাওয়ার সাপ্লাই রয়েছে, যাতে ভবিষ্যতে এটি টেবিলের চলমান অংশের উত্তরণে হস্তক্ষেপ না করে।


এটি করার জন্য, শরীরের উপরের অংশটি নিন এবং এটি জায়গায় প্রয়োগ করার পরে, বোল্টগুলির জন্য গর্তগুলি চিহ্নিত করুন এবং ড্রিল করুন।


কেস কভার উপর স্ক্রু



এটা এই মত চালু করা উচিত

আমরা নীচের অংশটি ইনস্টল করি এবং সংযোগকারী এবং তারগুলি সংযুক্ত করি



আপাতত, আপনি স্ক্রুগুলিকে আঁটসাঁট করতে পারবেন না, যেহেতু আমাদের এখনও টেবিল কন্ট্রোল বোর্ডের সাথে সংযোগ করার জন্য ফর্ম্যাটারে অ্যাক্সেসের প্রয়োজন।
ধাতু ক্রস সরান. এটি টেবিলের চলমান অংশের উত্তরণেও হস্তক্ষেপ করবে।



প্রিন্টার বেডের নীচে আরেকটি ধাতব ক্রস সদস্য টেবিলে হস্তক্ষেপ করবে, তাই এটি অপসারণ করতে আমাদের একটি গ্রাইন্ডার ব্যবহার করতে হবে






কেসের নীচের প্লাস্টিকের অংশ থেকে আমরা আমাদের প্রিন্টারের জন্য পা তৈরি করি। তাদের মধ্যে একটি বর্জ্য কালি (ডাইপার) জন্য একটি ধারক থাকবে


পায়ের প্রস্থ কেসের সামনের প্লাস্টিকের প্যানেলের চেয়ে প্রশস্ত হওয়া উচিত নয়






টেবিল নিয়ন্ত্রণ বোর্ড সংযোগ
আমাদের প্রিন্টারের পরিবর্তন প্রায় শেষ হওয়ার পরে, আমাদের টেবিল কন্ট্রোল বোর্ড সংযোগ করতে হবে

টেবিল কন্ট্রোল বোর্ডের জন্য ইনস্টলেশন কিটে সংযোগকারীর সাথে দুটি তার এবং দুটি তার রয়েছে।
এর তারের সঙ্গে শুরু করা যাক. আমরা কন্ট্রোল বোর্ড এবং মাদারবোর্ডের সাথে সংযোগ করি


CN54 চিহ্নিত সংযোগকারীটি প্রিন্টারের মাদারবোর্ডের সংযোগকারীর সাথে সংযুক্ত, এটিও CN54 চিহ্নিত। তারের ব্লক মাদারবোর্ডে সংযোগকারীর সাথে মাপসই করে না, তবে সংযোগকারীটিকে সাবধানে আনবেন্ড করা এবং তারের সাথে সংযোগ করা ভীতিজনক নয়।
গুরুত্বপূর্ণ !
মাদারবোর্ডে, সংযোগকারীর 4টি পিন রয়েছে এবং তারটিতে 3টি রয়েছে৷ ছবির মতো আমাদের তারটি সংযোগ করতে হবে, যাতে সংযোগকারীর ডান পিনটি অব্যবহৃত থাকে


এবং প্রিন্টার মাদারবোর্ডে। সংযোগকারীটিও CN53 লেবেলযুক্ত। এখানে আর কোন সমস্যা নেই, ব্লকটি মাদারবোর্ডের সংযোগকারীর সাথে ফিট করে। এখানেও, সংযোগকারীর সঠিক যোগাযোগ অব্যবহৃত থাকা উচিত।

এটি দুটি loops সংযোগ অবশেষ

তাদের মধ্যে একটি CN49 চিহ্নিত টেবিল নিয়ন্ত্রণ বোর্ডের সংযোগকারীর সাথে সংযুক্ত। প্রিন্টার মাদারবোর্ডে, এই তারটি CN49 লেবেলযুক্ত একটি সংযোগকারীর সাথে সংযুক্ত

পিএফ সেন্সর চিহ্নিত টেবিলের কন্ট্রোল বোর্ডে সংযোগকারীর সাথে সংযুক্ত দ্বিতীয় তারটি এনকোডার ডিস্কের অপটোকপলারের সংযোগকারীর সাথে সংযুক্ত।



এই সেন্সরে যে নেটিভ প্রিন্টার ক্যাবলটি যায় তা সম্পূর্ণ অপসারণ করা যায়, আমাদের এটির প্রয়োজন হবে না।
সংযুক্ত টেবিল নিয়ন্ত্রণ বোর্ড

আমাদের প্রিন্টার মাদারবোর্ডকে সামান্য পরিবর্তন করাও প্রয়োজন, যথা, বোর্ডে নির্দিষ্ট পিনে জাম্পার (জাম্পার) রাখুন। ফটোতে দেখানো হয়েছে।
এটি ডায়াপার চিপ নির্ধারণ করতে প্যাডের সাথে তারের সংযোগ অবশেষ। এটি প্রিন্টারের ডান পায়ে অবস্থিত। এটি একটি স্ট্যান্ডার্ড প্রিন্টার তারের সাথে, বিচ্ছিন্ন করার আগে যেভাবে সংযুক্ত ছিল একইভাবে সংযুক্ত


প্রিন্টার একত্রিত করা
আমরা জায়গায় প্রিন্টারের নীচ থেকে কাটা পা ইনস্টল করি।

কেস উপরে থেকে আপনি পিছনে কাটা প্রয়োজন


যেহেতু মাদারবোর্ড এবং পাওয়ার সাপ্লাই সহ উত্থাপিত বগিটি এটিকে জায়গায় পড়তে দেয় না, এটি এইরকম হওয়া উচিত:

এর পরে, উপরের কেসটি ইনস্টল করুন


সাইড কভার ইনস্টল করা হচ্ছে




আমরা কন্ট্রোল প্যানেলের সাথে তারের সংযোগ করি এবং এটি জায়গায় ইনস্টল করি


এটিতে, আমাদের প্রিন্টারের পরিবর্তন প্রায় সম্পন্ন হয়েছে, এটি টেক্সটাইলগুলিতে সরাসরি মুদ্রণের জন্য বিশেষ কালি দিয়ে কার্টিজগুলি পূরণ এবং ইনস্টল করতে বাকি রয়েছে। কালি সরবরাহ লাইন, সেইসাথে প্রিন্ট হেড ড্যাম্পারগুলি পূরণ করতে অভ্যন্তরীণ কালি সরবরাহ ব্যবস্থায় রক্তপাত করুন।
শেষ ধাপ হবে আমাদের প্রস্তুত প্রিন্টারের সংযোগ এবং সরাসরি মুদ্রণের জন্য একটি প্রস্তুত টেবিল।
বাড়িতে ফ্যাব্রিক মুদ্রণ
একটি সাধারণ ইঙ্কজেট প্রিন্টার ব্যবহার করে, যা বেশিরভাগ পাঠকের বাড়িতে থাকে, আপনি জামাকাপড়গুলিতে শিলালিপি এবং অঙ্কন রাখতে পারেন, পাশাপাশি পতাকা, পেন্যান্ট এবং অন্যান্য ছোট আকারের অনন্য আইটেম তৈরি করতে পারেন।
ছবি স্থানান্তর মিডিয়া
কার্যত যেকোন ইঙ্কজেট প্রিন্টার বা MFP, উভয় আধুনিক এবং দীর্ঘ-বন্ধ, তুলা এবং মিশ্রিত কাপড়ে স্থানান্তরের জন্য বিশেষ মিডিয়াতে ছবি মুদ্রণ করতে পারে যা দীর্ঘ তাপ সহ্য করতে পারে। এই ধরনের মিডিয়ার কাঠামোর মধ্যে একটি ঘন কাগজের ভিত্তি এবং একটি পাতলা ইলাস্টিক স্তর রয়েছে যা গরম করার সময় ফ্যাব্রিকের সাথে সংযুক্ত থাকে - এটি মুদ্রণ প্রক্রিয়ার সময় কালি প্রয়োগ করা হয়।
বিশ্বের শীর্ষস্থানীয় ইঙ্কজেট প্রিন্টার প্রস্তুতকারকদের প্রত্যেকের পরিসরে ব্র্যান্ডেড রয়েছে মুদ্রন মাধ্যমফ্যাব্রিক ইমেজ স্থানান্তর জন্য. উদাহরণস্বরূপ, ক্যাননের প্রোডাক্ট লাইনে টি-শার্ট ট্রান্সফার মিডিয়া (TR-301), এপসনের রয়েছে আয়রন-অন কুল পিল ট্রান্সফার পেপার (C13S041154), এবং HP এর রয়েছে আয়রন-অন টি-শার্ট ট্রান্সফার (C6050A)। তালিকাভুক্ত মিডিয়ার খুচরা প্যাকেজগুলিতে (চিত্র 1) A4 কাগজের 10টি শীট রয়েছে।
![]()
এছাড়াও, তৃতীয় পক্ষের নির্মাতারাও ফ্যাব্রিকে ছবি স্থানান্তর করার জন্য মিডিয়া তৈরি করে। উদাহরণস্বরূপ, লোমন্ড, আমাদের দেশের একটি সুপরিচিত কোম্পানি, একসাথে বেশ কয়েকটি বিকল্প অফার করে: উজ্জ্বল কাপড়ের জন্য ইঙ্ক জেট ট্রান্সফার পেপার (হালকা কাপড়ের জন্য), গাঢ় কাপড়ের জন্য ইঙ্ক জেট ট্রান্সফার পেপার (গাঢ় কাপড়ের জন্য) এবং ইঙ্ক জেট লুমিনাস ট্রান্সফার। কাগজ (গাঢ় এবং হালকা কাপড়ের জন্য উপযুক্ত, এবং ফ্লুরোসেন্ট অ্যাডিটিভের জন্য ধন্যবাদ, চিত্রটি অন্ধকারে জ্বলে)। তালিকাভুক্ত লোমন্ড মিডিয়া (চিত্র 2) A4 এবং A3 আকারে 10 এবং 50 শীটের প্যাকে উপলব্ধ।
ছবি প্রস্তুতি
ছবি প্রস্তুতি এবং আউটপুট যেকোনো রাস্টার বা ভেক্টর গ্রাফিক্স এডিটরে সঞ্চালিত হতে পারে। তবে, এটি অবশ্যই বিবেচনায় নেওয়া উচিত যে, উভয়ের অদ্ভুততার কারণে ইঙ্কজেট প্রযুক্তি, এবং তাপীয় স্থানান্তর প্রক্রিয়া নিজেই, একটি বিশেষ মাধ্যম ব্যবহার করে ফ্যাব্রিকে স্থানান্তরিত চিত্রটি সাধারণ প্রিন্টার দ্বারা মুদ্রিত একই চিত্র থেকে স্পষ্টভাবে আলাদা হবে, এবং আরও বেশি ফটোগ্রাফিক কাগজে। বিশেষ করে, ফ্যাব্রিকে স্থানান্তরিত চিত্রটি নিম্ন বৈসাদৃশ্য, একটি ছোট রঙের স্বরগ্রাম এবং এমনকি সাধারণ কাগজে তৈরি একটি নিয়ন্ত্রণ প্রিন্টের তুলনায় হালকা শেডগুলির দুর্বল প্রজনন দ্বারা চিহ্নিত করা হয়। অফিসের কাগজ. রাস্টার ইমেজ (ফটোগ্রাফ, পুনরুৎপাদন, ইত্যাদি) প্রস্তুত করার সময় ক্ষতি কমানোর জন্য, তাদের বৈসাদৃশ্য এবং স্যাচুরেশন বাড়ানো প্রয়োজন। ভেক্টর ছবি তৈরি এবং সম্পাদনা করার সময়, বস্তু এবং রূপরেখা পূরণ করতে বিশুদ্ধ, স্যাচুরেটেড রং ব্যবহার করা এবং যখনই সম্ভব হালকা শেড এবং খুব পাতলা রেখা ব্যবহার করা এড়িয়ে চলা অর্থপূর্ণ।
ফটো, সেইসাথে ভেক্টর এবং রাস্টার অঙ্কন থেকে বৃহৎ পরিমাণহাফটোন এবং গ্রেডিয়েন্ট ট্রানজিশনগুলি একটি সূক্ষ্ম টেক্সচার সহ সাদা ফ্যাব্রিকের তৈরি পণ্যগুলিতে সেরা দেখাবে। আসল বিষয়টি হ'ল ফ্যাব্রিকের রঙ, সাদা ব্যতীত, মূল চিত্রের রঙগুলিকে লক্ষণীয়ভাবে বিকৃত করতে পারে। এই কারণে, একটি মেলাঞ্জ বা রঙিন ফ্যাব্রিকে একটি চিত্র স্থানান্তর করতে, সীমিত সংখ্যক রঙের সাথে একরঙা ডিজাইন বা ছবি তৈরি করার পরামর্শ দেওয়া হয়।
বিশেষ মিডিয়ার সবচেয়ে দক্ষ ব্যবহারের জন্য, প্যাটার্নের বিবরণের মতো একটি শীটে বেশ কয়েকটি ছোট আকারের ছবি সাজানো যেতে পারে, তাদের সীমানার মধ্যে 10-15 মিমি প্রশস্ত ফাঁক রেখে।
সীল
সুতরাং, ছবিটি প্রস্তুত। প্রিন্টার সেটিংসে, থার্মাল ট্রান্সফার মিডিয়া নির্বাচন করুন, শীটগুলির আকার এবং অভিযোজন ব্যবহার করা হবে (চিত্র 3)। ফ্যাব্রিকে স্থানান্তরিত শিলালিপিগুলিকে সাধারণভাবে পড়ার জন্য এবং চিত্রগুলিকে আসলটির মতো একই দিকে "দেখতে" জন্য, সেগুলি অবশ্যই একটি আয়না ছবিতে মুদ্রণ করতে হবে। এটি করার জন্য, প্রিন্টার ড্রাইভার সেটিংসে মুদ্রিত চিত্রটিকে মিরর করার বিকল্পটি সক্রিয় করুন (রাশিয়ান সংস্করণে এটিকে "মিরর" বা "অনুভূমিকভাবে উল্টানো" বলা যেতে পারে, ইংরেজিতে - ফ্লিপ বা মিরর)। আপনি যে প্রিন্টারটি ব্যবহার করছেন তার ড্রাইভার যদি এমন একটি বিকল্প প্রদান না করে, তাহলে আপনি যে প্রোগ্রাম থেকে ছবি প্রিন্ট করার পরিকল্পনা করছেন তার প্রিন্ট সেটিংসে এটি সন্ধান করুন (চিত্র 4 এবং 5)। নির্বাচিত সেটিংসের সঠিকতা পরীক্ষা করতে, পূর্বরূপ মোড ব্যবহার করুন।



ফ্যাব্রিক ইমেজ স্থানান্তর
মুদ্রিত চিত্রটিকে ফ্যাব্রিকে স্থানান্তর করার জন্য, একটি ইস্ত্রি প্রেস সবচেয়ে উপযুক্ত - এটি প্যাটার্নের সবচেয়ে টেকসই স্থিরকরণ প্রদান করবে। যাইহোক, যদি আপনার মধ্যে পরিবারের বাসনপত্রএই ধরনের কোন ডিভাইস নেই, আপনি একটি নিয়মিত লোহা ব্যবহার করতে পারেন।
একটি ফ্ল্যাট এবং শক্ত পৃষ্ঠের সাথে একটি ডেস্কটপ প্রস্তুত করুন যা দীর্ঘায়িত তাপ প্রতিরোধী (একটি ইস্ত্রি বোর্ড দুর্ভাগ্যবশত এই উদ্দেশ্যে উপযুক্ত নয়)। উপরন্তু, আপনি পরিষ্কার পদার্থ একটি টুকরা প্রয়োজন হবে।
সীমানা থেকে 5-6 মিমি পিছিয়ে, বিশেষ মিডিয়ার একটি শীটে মুদ্রিত চিত্রটি কেটে ফেলুন।
আয়রন রেগুলেটরটিকে সর্বোচ্চ শক্তির সাথে সম্পর্কিত অবস্থানে সেট করুন। যদি আপনার মডেলটি একটি স্টিমার দিয়ে সজ্জিত থাকে তবে এটি বন্ধ করুন। লোহাটিকে কিছুক্ষণের জন্য চালু রাখুন যাতে এটি সর্বোচ্চ তাপমাত্রা পর্যন্ত উষ্ণ হয়।
যেহেতু বিভিন্ন মডেলের লোহার শক্তি এবং তাপমাত্রার অবস্থা ভিন্ন, নির্বাচন করুন সর্বোত্তম সময়স্থানান্তর পরীক্ষামূলক হতে হবে। এটি করার জন্য, একটি ছোট আকারের কয়েকটি পরীক্ষামূলক চিত্র মুদ্রণ করা এবং তাদের একটি অপ্রয়োজনীয় ফ্যাব্রিকের টুকরোতে স্থানান্তর করার চেষ্টা করা বোধগম্য।
লোহা উষ্ণ কিনা তা নিশ্চিত করার পরে, কাজের টেবিলে একটি পূর্ব-প্রস্তুত পরিষ্কার কাপড় রাখুন এবং এটিকে পুঙ্খানুপুঙ্খভাবে মসৃণ করুন - যাতে কোনও বলি বা ভাঁজ না থাকে। তারপরে এই ফ্যাব্রিকের উপরে সেই পণ্যটি রাখুন যার উপর আপনি প্যাটার্নটি স্থানান্তর করার পরিকল্পনা করছেন। ইস্ত্রি করে ছবিটি স্থানান্তরের জন্য পৃষ্ঠটি প্রস্তুত করুন।
কাটআউট প্রিন্টের মুখটি যেখানে আপনি রাখতে চান সেখানে রাখুন। চিত্রটির সর্বোত্তম ফিক্সিংয়ের জন্য, লোহার কাজের পৃষ্ঠের প্রশস্ত অংশটি ব্যবহার করা বাঞ্ছনীয়। একটি বড় ইমেজ অনুবাদ করার সময়, শীটটিকে বেশ কয়েকটি পাসে মসৃণ করা ভাল, ধীরে ধীরে অঙ্কনের লম্বা পাশ বরাবর টেবিলের বিরুদ্ধে শক্তভাবে চাপা লোহাটিকে সরানো (চিত্র 6)। একটি পাসের সময়কাল প্রায় 30 সেকেন্ড হওয়া উচিত।
লোহাটি 180° ঘুরিয়ে নিন এবং বিপরীত প্রান্ত থেকে শুরু করে উপরের পদ্ধতিটি পুনরাবৃত্তি করুন। তারপরে ছবিটির ঘেরের চারপাশে শক্তভাবে চাপা লোহা সরানোর মাধ্যমে অনুবাদ করার জন্য চিত্রটির প্রান্তগুলিকে সাবধানে লোহা করুন৷
![]()
একটি লোহা ব্যবহার করে
উপরের ধাপগুলি সম্পন্ন করার পরে, পণ্যটিকে এক থেকে দুই মিনিটের জন্য ঠান্ডা হতে দিন, এবং তারপর সাবধানে কাগজের বেসটি যেকোনো কোণে নিয়ে আলাদা করুন। দয়া করে মনে রাখবেন যে সম্পূর্ণ ঠান্ডা পণ্য থেকে বেস অপসারণ করা অনেক বেশি কঠিন হবে।
আপনি যদি একই পণ্যে বেশ কয়েকটি চিত্র বা শিলালিপি প্রয়োগ করার পরিকল্পনা করেন তবে আপনাকে অবশ্যই সেগুলিকে এমনভাবে স্থাপন করতে হবে যাতে তারা একে অপরকে ওভারল্যাপ না করে।
সমাপ্ত পণ্য যত্ন
বর্ণিত পদ্ধতি দ্বারা প্রয়োগ করা চিত্র সহ পণ্যগুলি রঙিন জিনিসগুলির জন্য একটি পাউডার ব্যবহার করে ঠান্ডা জলে ভালভাবে ধুয়ে নেওয়া হয়। অনুবাদকৃত ছবি সহ টি-শার্ট এবং শার্টগুলি ওয়াশিং মেশিনে লোড করার আগে অবশ্যই ভিতরে ঘুরিয়ে নিতে হবে। এই সত্যের জন্য প্রস্তুত থাকুন যে প্রথম ধোয়ার পরে, চিত্রের রঙগুলি কম উজ্জ্বল এবং স্যাচুরেটেড হয়ে উঠবে - এটি বেশ স্বাভাবিক।
ভাল-স্থির ছবিগুলি উজ্জ্বলতা এবং স্যাচুরেশনের ন্যূনতম ক্ষতি সহ কয়েক ডজন ধোয়া সহ্য করতে পারে। যাইহোক, হাত ধোয়ার মাধ্যমে সর্বোত্তম সংরক্ষণ নিশ্চিত করা হয়।