ফাঁকা এবং ফাঁকা উত্পাদন. "মেকানিক্যাল ইঞ্জিনিয়ারিং টেকনোলজির ফান্ডামেন্টালস" কোর্সের জন্য ইলেকট্রনিক পাঠ্যপুস্তক
চেয়ার"গ্যাস টারবাইন প্রযুক্তি"
2018-2019 শিক্ষাবর্ষ
শিক্ষক: ইউরি নোসভ
2018
বিষয়: ফাঁকা উত্পাদনমেকানিক্যাল ইঞ্জিনিয়ারিং এ
ভলিউম: বক্তৃতা - 2 ঘন্টা; SRS - 2 ঘন্টা।
সাহিত্য:
এস জি ইয়ারুশিন। মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে প্রযুক্তিগত প্রক্রিয়া। মস্কো, Yurayt, 2015
গারকুশিন আই.কে. কাঠামোগত উপকরণ: রচনা, বৈশিষ্ট্য, প্রয়োগ: পাঠ্যপুস্তক। ভাতা সমর।
অবস্থা প্রযুক্তি. আন-টি, 2015। - 239 পি।
রোগভ V.A., Solovyov V.V., Kopylov V.V. যান্ত্রিক প্রকৌশল নতুন উপকরণ: Proc. ভাতা. -
এম।: RUDN, 2008। - 324 পি।
বি এস বালাক্ষিন। মেকানিক্যাল ইঞ্জিনিয়ারিং প্রযুক্তির মৌলিক বিষয়, পাঠ্যপুস্তক। মেকানিক্যাল ইঞ্জিনিয়ারিং এর জন্য। বিশ্ববিদ্যালয়
Tkachev, A.G. মেশিনের যন্ত্রাংশ তৈরির জন্য প্রযুক্তিগত প্রক্রিয়ার নকশা। পাবলিশিং হাউস
তাম্ব। অবস্থা সেগুলো. আন-টা, 2007। - 48 পি।
শিক্ষক: ইউরি নোসভ
2
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞাওয়ার্কপিস শ্রেণীবিভাগ
খালি জায়গা পাওয়ার পদ্ধতি
ফাঁকা স্থান পাওয়ার জন্য পদ্ধতি এবং পদ্ধতির পছন্দকে প্রভাবিত করে
--
-- শেল ঢালাই
-- আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না
-- ধাতু ছাঁচ মধ্যে ঢালাই
-- ইনজেকশন ছাঁচনির্মাণ
-- কেন্দ্রাতিগ ঢালাই
প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদন
-- কোল্ড স্ট্যাম্পিং
-- ইমপালস স্ট্যাম্পিং
-- কোল্ড ফরজিং
-- গরম পছন্দসই
-- অঙ্কন
-- ঘূর্ণায়মান
গুঁড়া ধাতুবিদ্যা দ্বারা workpieces প্রাপ্তি
শিক্ষক: ইউরি নোসভ
3
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞাএকটি workpiece যা থেকে উত্পাদন একটি বস্তু বিভিন্ন পদ্ধতি
আকৃতি, মাত্রা, শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য পরিবর্তন করে
উপাদান, পৃষ্ঠ গুণ বিস্তারিত প্রাপ্ত.
যান্ত্রিক প্রকৌশলে, একটি ওয়ার্কপিস সাধারণত আধা-সমাপ্ত পণ্য হিসাবে বোঝা হয়,
যান্ত্রিক প্রক্রিয়াকরণে প্রবেশ করা, যার ফলস্বরূপ এটি
সমাবেশের জন্য উপযুক্ত একটি অংশে পরিণত হয়।
আধা-সমাপ্ত পণ্য - একটি কাঠামোগত উপাদান যা এক বা পাস করেছে
প্রক্রিয়াকরণের বিভিন্ন ধাপ (শীট, পাইপ, রড, প্রোফাইল, ইত্যাদি),
ফাঁকা এবং অংশ উত্পাদন জন্য পরিকল্পিত.
একটি আধা-সমাপ্ত পণ্য হল উপকরণের শৃঙ্খলে একটি মধ্যবর্তী লিঙ্ক,
সমাপ্ত পণ্য
শিক্ষক: ইউরি নোসভ
4
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞামেশিনিং ভাতা থেকে সরানো উপাদান স্তর
অঙ্কন অনুযায়ী প্রয়োজনীয় আকৃতি প্রাপ্ত করার জন্য workpiece পৃষ্ঠ এবং
অংশ মাপ
ভাতা শুধুমাত্র আকৃতি এবং মাত্রিক নির্ভুলতা দ্বারা প্রয়োজনীয় পৃষ্ঠতল বরাদ্দ করা হয়
যা ওয়ার্কপিস পাওয়ার গৃহীত পদ্ধতি দ্বারা অর্জন করা যায় না।
ভাতা সাধারণ এবং কর্মক্ষম বিভক্ত করা হয়.
মোট মেশিনিং ভাতা সম্পূর্ণ করার জন্য প্রয়োজনীয় উপাদানের স্তর
সব প্রযুক্তিগত অপারেশনএকটি প্রদত্ত পৃষ্ঠের উপর সঞ্চালিত।
এক-শট ভাতা হল উপাদানের একটি স্তর যা একটি সম্পাদন করার সময় সরানো হয়
প্রযুক্তিগত অপারেশন।
ওভারল্যাপ হল ওয়ার্কপিসের পৃষ্ঠে ভাতার অতিরিক্ত উপাদানের একটি অতিরিক্ত,
প্রযুক্তি প্রয়োজনীয়তা দ্বারা চালিত কনফিগারেশন সহজতর
এর উৎপাদনের জন্য শর্ত সহজতর করার জন্য ফাঁকা।
বেশিরভাগ ক্ষেত্রে, এটি পরবর্তী যান্ত্রিক প্রক্রিয়াকরণের মাধ্যমে সরানো হয়, কম প্রায়ই এটি থাকে
বিবরণ, উদাহরণস্বরূপ, স্ট্যাম্পিং ঢালের আকারে, বর্ধিত বৃত্তাকার ব্যাসার্ধ ইত্যাদি।
শিক্ষক: ইউরি নোসভ
5
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ওয়ার্কপিস শ্রেণীবিভাগমেকানিক্যাল ইঞ্জিনিয়ারিংয়ে চার ধরনের ফাঁকা আছে:
-- বিদ্রোহী - তার বা টেপ একটি দাঙ্গা মধ্যে ঘূর্ণিত;
-- বার - বার, স্ট্রিপ, রড;
-- টুকরা - ঢালাই, ফোরজিংস, বার টুকরা;
-- পাউডার - গুঁড়ো, দানা, ট্যাবলেট চাপুন
-- মহান দৈর্ঘ্যের কুণ্ডলীকৃত ফাঁকা থেকে, আপনি একটি খুব বড় পেতে পারেন
অংশ সংখ্যা;
-- বার ফাঁকা থেকে - একটি ছোট সংখ্যা;
- একটি টুকরো ফাঁকা থেকে - এক বা একাধিক অংশ।
শিক্ষক: ইউরি নোসভ
6
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ওয়ার্কপিস শ্রেণীবিভাগশিক্ষক: ইউরি নোসভ
7
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাউত্পাদনশীলতা জটিল বৈশিষ্ট্যগুলির মধ্যে একটি
প্রযুক্তিগত ডিভাইস (পণ্য, ডিভাইস, ডিভাইস, যন্ত্রপাতি), যা
এর উৎপাদন, রক্ষণাবেক্ষণের সুবিধা এবং
কর্মক্ষমতা.
উৎপাদন ক্ষমতার অধীনে পণ্যের নকশার সামগ্রিকতা বুঝে নিন
নকশা বৈশিষ্ট্য যা অর্জনের জন্য এর উপযুক্ততা নির্ধারণ করে
প্রদত্ত জন্য উত্পাদন, অপারেশন এবং মেরামতের সর্বোত্তম খরচ
গুণমান, আউটপুট ভলিউম এবং কাজের পারফরম্যান্সের শর্তগুলির সূচক।
উত্পাদনযোগ্যতা পণ্যের কার্যকরী বৈশিষ্ট্য প্রকাশ করে না, তবে এর
নকশা বৈশিষ্ট্য: রচনা এবং নোডের পারস্পরিক বিন্যাস;
অংশ এবং সংযোগের পৃষ্ঠতলের আকৃতি এবং অবস্থান, তাদের অবস্থা,
মাত্রা, ব্যবহৃত উপকরণের ধরন; মেশিনে যন্ত্রাংশের সংখ্যা বা
নোড, তাদের কাজের গুণমান ইত্যাদি।
একটি পণ্য ডিজাইনের উত্পাদনশীলতার প্রধান মানদণ্ড হল এটি
উৎপাদনের স্বীকৃত অবস্থার অধীনে অর্থনৈতিক সম্ভাব্যতা, তার
শ্রমের তীব্রতা, উপাদানের তীব্রতা এবং খরচ, সেইসাথে এর খরচ
পণ্য অপারেশন সময়
শিক্ষক: ইউরি নোসভ
8
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাওয়ার্কপিসের উত্পাদনশীলতার অধীনে, এটি কতটা বোঝার প্রথাগত
ওয়ার্কপিস উত্পাদনের প্রয়োজনীয়তা পূরণ করে এবং সরবরাহ করে
অপারেশন চলাকালীন অংশটির স্থায়িত্ব এবং নির্ভরযোগ্যতা।
একটি প্রদত্ত উত্পাদনের স্কেলে একটি প্রযুক্তিগত ফাঁকা উত্পাদন
সর্বনিম্ন প্রদান করে উৎপাদন খরচ, খরচ,
শ্রমের তীব্রতা এবং উপাদান খরচ।
খালি উৎপাদন প্রাপ্তির টাস্ক সম্মুখীন হয়
সমাপ্তির আকৃতি এবং মাত্রার সর্বাধিক অনুমান সহ ফাঁকা
অংশ, ধাতু ব্যবহার সর্বাধিক করুন,
সেগুলো. ন্যূনতম প্রয়োজনীয় ভাতা কাটার জন্য ছুটি এবং
চিপস পরিণত ধাতু পরিমাণ কমাতে.
ওয়ার্কপিস নির্বাচন করার সময় সর্বোত্তম সমাধান পাওয়া যেতে পারে
শুধুমাত্র সমস্ত খরচের উপর প্রভাবের ব্যাপক বিশ্লেষণের শর্তে
ওয়ার্কপিস পাওয়ার পদ্ধতি সহ কারণগুলি।
শিক্ষক: ইউরি নোসভ
9
10. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাআকার এবং ওজনে ছোট অংশগুলি দ্রুত তৈরি করা হয়
কয়েল এবং বার ফাঁকা।
উচ্চ উপাদান ব্যবহারের জন্য
এটি টুকরা খালি ব্যবহার করা প্রয়োজন, আকৃতি এবং আকার কাছাকাছি
সমাপ্ত অংশ।
গুঁড়ো এবং দানা থেকে, টুকরা ফাঁকা বা সমাপ্ত অংশ প্রাপ্ত করা হয়,
যার আরও প্রক্রিয়াকরণ প্রায় প্রয়োজন হয় না।
একটি ওয়ার্কপিস পাওয়ার জন্য সঠিক পদ্ধতি নির্বাচন করা মানে নির্ধারণ করা
উপাদানটি বিবেচনায় নিয়ে এটি পাওয়ার যুক্তিযুক্ত প্রযুক্তিগত প্রক্রিয়া
বিশদ বিবরণ, এর উত্পাদনের নির্ভুলতার জন্য প্রয়োজনীয়তা, প্রযুক্তিগত শর্ত,
অপারেশনাল বৈশিষ্ট্য এবং সিরিয়াল উত্পাদন.
শিক্ষক: ইউরি নোসভ
10
11. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাএকটি সংগ্রহ পদ্ধতি নির্বাচন
একটি যৌক্তিক ধরনের ফাঁকা স্থানের পছন্দ দ্বারা নির্ধারিত হয়:
- অংশের জন্য কার্যকরী প্রয়োজনীয়তা,
- উত্পাদনের প্রকৃতি,
- অর্থনৈতিক সুবিধা।
নকশা ফর্ম, সামগ্রিক মাত্রা, উপাদান গ্রেড এবং উপর ভিত্তি করে
সময় প্রতি ইউনিট উত্পাদিত অংশ প্রয়োজনীয় সংখ্যা
ওয়ার্কপিস পাওয়ার পদ্ধতি নির্ধারণ করুন। এটা শুধুমাত্র উপর ভিত্তি করে
এই উপাদানের প্রযুক্তিগত বৈশিষ্ট্য, যেমন ঢালাইয়ের সম্ভাবনা,
স্ট্যাম্পিবিলিটি, কম্প্রেসিবিলিটি, ওয়েল্ডিবিলিটি, মেশিনিবিলিটি।
শিক্ষক: ইউরি নোসভ
11
12. যান্ত্রিক প্রকৌশল খালি উত্পাদন
একটি ওয়ার্কপিস পাওয়ার জন্য একটি পদ্ধতি বেছে নেওয়ার পরিকল্পনাশিক্ষক: ইউরি নোসভ
12
13. যান্ত্রিক প্রকৌশল খালি উত্পাদন
খালি জায়গা পাওয়ার পদ্ধতিঢালাই - গলিত ধাতু ঢেলে খালি জায়গা পাওয়া
ওয়ার্কপিস কনফিগারেশন।
প্লাস্টিকের বিকৃতি দ্বারা প্রক্রিয়াকরণ - প্রযুক্তিগত
ধাতুর প্লাস্টিকের আকৃতির উপর ভিত্তি করে প্রক্রিয়াগুলি।
ঢালাই থেকে স্থায়ী জয়েন্ট প্রাপ্ত করার জন্য একটি প্রযুক্তিগত প্রক্রিয়া
পারমাণবিক-আণবিক গঠনের ফলে ধাতু এবং সংকর ধাতু
যুক্ত ওয়ার্কপিসের কণার মধ্যে বন্ধন।
কাটিং - প্লাস্টিক দ্বারা প্রাপ্ত ঘূর্ণিত পণ্য থেকে একটি workpiece প্রাপ্ত
বিকৃতি, কাটা বা কাটা।
একটি - ভাড়া থেকে;
b - forgings;
গ - ঢালাই
খালি উদাহরণ
শিক্ষক: ইউরি নোসভ
13
14. যান্ত্রিক প্রকৌশল খালি উত্পাদন
খালি জায়গা পাওয়ার পদ্ধতিঢালাই ছাঁচ
কাস্টিংগুলি কার্যত সমস্ত ধাতব পদার্থ থেকে তৈরি করা যেতে পারে।
কাস্টিং পদ্ধতিগুলি কনফিগারেশনের ক্ষেত্রে সবচেয়ে জটিল ফাঁকাগুলি তৈরি করে।
Forgings forging বা গরম forging দ্বারা উত্পাদিত হয়
ঘূর্ণিত পণ্য বা ইনগট থেকে স্ট্যাম্পিং (GOSH) "ফোরজিং" এ উত্তপ্ত
তাপমাত্রা।" ফোরজিংস যে কোনো ধাতব পদার্থ থেকে হতে পারে,
পর্যাপ্ত প্লাস্টিকতা সহ।
ঝালাই ফাঁকা থেকে বিভিন্ন ঢালাই পদ্ধতি দ্বারা উত্পাদিত হয়
দীর্ঘ, আকৃতির এবং শীট পণ্য, ঢালাই, forgings বা তাদের যে কোনো
সংমিশ্রণ এগুলি এমন ক্ষেত্রে ব্যবহার করা হয় যেখানে যুক্তিযুক্তভাবে করা প্রয়োজন
কাঠামোর মধ্যে উপাদান বিতরণ.
শিক্ষক: ইউরি নোসভ
14
15. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা স্থান পাওয়ার জন্য পদ্ধতি এবং পদ্ধতির পছন্দকে প্রভাবিত করেযান্ত্রিক প্রকৌশলে উৎপাদন খরচ প্রভাবিত করার কারণগুলি,
তিনটি গ্রুপে বিভক্ত:
গ্রুপ 1 - গঠনমূলক কারণ, i.e. গঠনমূলক সমাধান
অংশটি নিজেই, উত্পাদনের জন্য এর গ্রহণযোগ্যতা নিশ্চিত করে
চাপ চিকিত্সা, ঢালাই, ঢালাই; উপাদান ব্র্যান্ড পছন্দ এবং
প্রযুক্তিগত অবস্থা;
২য় দল- উৎপাদন কারণের, অর্থাৎ চরিত্র এবং সংস্কৃতি
উত্পাদন, প্রযুক্তিগত সরঞ্জাম, সাংগঠনিক এবং
উত্পাদনের প্রযুক্তিগত স্তর;
3য় গ্রুপ - প্রযুক্তিগত কারণগুলি পদ্ধতির বৈশিষ্ট্য
ফাঁকা আকৃতি, ফাঁকা নিজেই নির্বাচন, সরঞ্জাম এবং
অংশ প্রাপ্তির প্রযুক্তিগত প্রক্রিয়া।
শিক্ষক: ইউরি নোসভ
15
16. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা ফাঁকা উত্পাদনকাস্টিং হল ফাঁকা স্থান পাওয়ার প্রাচীনতম উপায়গুলির মধ্যে একটি (কিছু ক্ষেত্রে,
সমাপ্ত অংশ)।
রাশিয়ার প্রথম ফাউন্ড্রি ছিল একটি কামান ফাউন্ড্রি
"কামান কুঁড়েঘর", মস্কোতে 1479 সালে নির্মিত
ঢালাই - দ্বারা তরল (গলিত) ধাতু থেকে আকার দেওয়া
একটি প্রদত্ত আকৃতি এবং আকারের একটি গহ্বর দিয়ে তাদের ভরাট, অনুসরণ করে
স্ফটিককরণ
ঢালাই - গলিত ধাতু ঢালার ফলে খালি জায়গা পাওয়া
দেওয়া রাসায়নিক রচনাএকটি ছাঁচ মধ্যে, যার গহ্বর আছে
পণ্য কনফিগারেশন।
ঢালাই পণ্য কাস্টিং বলা হয়.
ঢালাই সারাংশ পছন্দসই রাসায়নিক গঠন একটি তরল ধাতু প্রাপ্ত হয় এবং
এটি একটি প্রাক-প্রস্তুত ছাঁচে ঢালা।
স্ফটিককরণ এবং ঢেলে ধাতু শীতল প্রক্রিয়ার মধ্যে, প্রধান
ঢালাই এর যান্ত্রিক বৈশিষ্ট্য, ম্যাক্রো- এবং খাদ এর microstructure দ্বারা নির্ধারিত, তার
ঘনত্ব, অ ধাতব অন্তর্ভুক্তির উপস্থিতি, অভ্যন্তরীণ চাপ ইত্যাদি।
কাস্টিং প্রায় যেকোনো কনফিগারেশনের ফাঁকা তৈরি করতে পারে
এক গ্রামের ভগ্নাংশ থেকে শত শত টন ভর সহ।
শিক্ষক: ইউরি নোসভ
16
17. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা ফাঁকা উত্পাদনঢালাই একটি প্রস্তুত মধ্যে তরল ধাতু ঢালা দ্বারা তৈরি করা হয়
ঢালাই ছাঁচ
কাস্টিং স্কিম
শিক্ষক: ইউরি নোসভ
17
18. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিবালি ঢালাই (মাটিতে ঢালাই) - ঢালাই প্রাপ্তির প্রক্রিয়া
তৈরি একটি ছাঁচ মধ্যে গলিত ধাতু বিনামূল্যে ঢালা দ্বারা
কাদামাটি, জল এবং বিশেষ একটি ছোট পরিমাণ যোগ সঙ্গে বালি
additives
1 - রড;
2, 4 - উপরের এবং নিম্ন ফ্লাস্ক;
3 - পিন; 5 - এক্সট্রুশন;
6 - গ্যাস অপসারণের জন্য চ্যানেল;
7 - স্প্রু বাটি;
8 - রাইজার; 9 - স্ল্যাগ ফাঁদ;
10 - ফিডার
ছাঁচ সমাবেশ
শিক্ষক: ইউরি নোসভ
18
19. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিশেল ঢালাই হল 6 ... 15 মিমি পুরুত্বের পাতলা-প্রাচীরযুক্ত ছাঁচ এবং শেলগুলির একটি অংশ প্রাপ্ত করার একটি পদ্ধতি, যা উচ্চ-শক্তির বালি-ও-রজন মিশ্রণ থেকে তৈরি।
ছাঁচে দুটি শেল অর্ধেক উল্লম্বভাবে সংযুক্ত থাকে।
অথবা আঠালো বা স্ট্যাপল ব্যবহার করে অনুভূমিক বিভাজন লাইন বরাবর
বা clamps. সমাবেশের সময় ঢালাই মধ্যে অভ্যন্তরীণ গহ্বর প্রাপ্ত করার জন্য
ফর্ম, কঠিন বা ফাঁপা রড এটি ইনস্টল করা হয়।
শাঁস গরম নিরাময়ের বালি-রজন মিশ্রণ থেকে তৈরি করা হয়
শেল তৈরির প্রযুক্তিগত প্রক্রিয়ার স্কিম
ফর্ম
1 - অংশ মডেল; 2 - আন্ডার মডেল প্লেট; 3-
ছাঁচনির্মাণ বালি; 4 - শেল
শিক্ষক: ইউরি নোসভ
19
20. যান্ত্রিক প্রকৌশল খালি উত্পাদন
শেল ঢালাইআর্থ ঢালাইয়ের তুলনায় শেল ঢালাইয়ের সুবিধা:
-- উচ্চতর নির্ভুলতা (12…14 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz 160…40);
-- শেলগুলির উচ্চ গ্যাস ব্যাপ্তিযোগ্যতা, যা উল্লেখযোগ্যভাবে গ্যাস প্রত্যাখ্যানকে হ্রাস করে
বুদবুদ এবং শাঁস;
-- কম ছাঁচনির্মাণ বালি খরচ (20…30 বার);
- প্রক্রিয়া যান্ত্রিক এবং স্বয়ংক্রিয় করা সহজ;
-- উচ্চ ছাঁচনির্মাণ উত্পাদনশীলতা (প্রতি ঘন্টায় 500 শেল পর্যন্ত)।
অসুবিধা:
ঢালাইয়ের সীমিত ভর (300 কেজি পর্যন্ত, সবচেয়ে অর্থনৈতিকভাবে 50…80 কেজি পর্যন্ত);
রজন উচ্চ খরচ কারণে ছাঁচনির্মাণ উপকরণ উচ্চ খরচ.
শিক্ষক: ইউরি নোসভ
20
21. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিহারিয়ে যাওয়া মোম ঢালাই হল ঢালাও একটি অংশ প্রাপ্ত করার একটি পদ্ধতি
এক-টুকরা, পাতলা-দেয়ালের সিরামিক ছাঁচ দিয়ে তৈরি
কম গলিত রচনা থেকে মডেল ব্যবহার করে.
এই জাতীয় ছাঁচগুলির ব্যবহার যে কোনও থেকে জটিল আকারের ঢালাই পাওয়া সম্ভব করে তোলে
বর্ধিত মাত্রিক নির্ভুলতা এবং পৃষ্ঠ ফিনিস সঙ্গে alloys. এই পথে
প্রায়ই নির্ভুল ঢালাই প্রক্রিয়া হিসাবে উল্লেখ করা হয়.
একটি - মডেলের ব্লক;
b - একটি স্তর দিয়ে আবৃত ব্লক
অবাধ্য উপাদান
(শেল);
c - ঢালাই মডেল
বিনিয়োগ ছাঁচ তৈরি
শিক্ষক: ইউরি নোসভ
21
22. যান্ত্রিক প্রকৌশল খালি উত্পাদন
আপনি উত্তর দিবেন না আপনি উত্তর দিবেন নাপদ্ধতি এবং সুযোগের বৈশিষ্ট্য। আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না
মডেল যে কোনো থেকে জটিল আকৃতির ঢালাই অংশের উৎপাদন নিশ্চিত করে
বর্ধিত নির্ভুলতা এবং পৃষ্ঠ ফিনিস সঙ্গে alloys.
যখন এটি ব্যবহার করা হয়, এটি উল্লেখযোগ্যভাবে হ্রাস পায়, এবং কিছু ক্ষেত্রে
অংশগুলির যান্ত্রিক প্রক্রিয়াকরণ বাদ দেওয়া হয়। সেই সাথে একসাথে
প্রযুক্তিগত প্রক্রিয়াটি দীর্ঘ এবং প্রযুক্তিগতভাবে জটিল,
ব্যয়বহুল উপকরণ প্রয়োজন।
1 টন ঢালাইয়ের খরচ অন্যান্য পদ্ধতির তুলনায় কয়েকগুণ বেশি
ঢালাই. প্রায়শই, ছোট ঢালাই এই ভাবে প্রাপ্ত হয়।
বিনিয়োগ ঢালাই ব্যাপক উত্পাদন ব্যবহৃত হয়
ছোট, জটিল, পাতলা দেয়ালের ঢালাই।
কিছু কঠিন-টু-মেশিন তাপ-প্রতিরোধী, চৌম্বকীয় এবং অন্যান্য মিশ্রণের জন্য
নির্ভুল বিনিয়োগ ঢালাই প্রাপ্তির বিশেষ বৈশিষ্ট্য হয়
পণ্য তৈরি করার একমাত্র উপায়। উন্নয়নের অন্যতম দিক
নির্ভুল ঢালাই সহজে সহজে সহজে smelted মডেল পরিবর্তে ব্যবহার
দ্রবণীয় এবং গ্যাসীকৃত মডেল।
শিক্ষক: ইউরি নোসভ
22
23. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিধাতব ছাঁচে ঢালাই (চিল মোল্ড) - ঢালাই অংশ পাওয়া
ধাতু ছাঁচ মধ্যে গলে বিনামূল্যে ঢালা দ্বারা.
পদ্ধতিটি ব্যাপক হয়ে উঠেছে। এই ভাবে আপনি আরো পেতে
সমস্ত অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম খাদ ঢালাইয়ের 40%, লোহা ঢালাই,
ইস্পাত এবং অন্যান্য খাদ।
ছাঁচের নকশাগুলি অত্যন্ত বৈচিত্র্যময়, সেগুলি এক-টুকরা হতে পারে
(শেক আউট) এবং বিচ্ছিন্ন করা যায়। এক টুকরা molds প্রাপ্ত করার জন্য ব্যবহার করা হয়
সাধারণ কনফিগারেশনের ছোট কাস্টিং যা ছাঁচ বিভক্ত ছাড়াই সরানো যেতে পারে।
পদ্ধতি এবং সুযোগের বৈশিষ্ট্য।
ধাতব ছাঁচে ঢালাই উৎপাদনের অন্যতম প্রগতিশীল পদ্ধতি
ঢালাই চিল ছাঁচ - একাধিক ব্যবহারের একটি ফর্ম; এটা আপনি পেতে পারেন
300 ... 500 ইস্পাত ঢালাই 100 ... 150 কেজি ওজনের, প্রায় 5000 ঢালাই লোহা ছোট ঢালাই,
কয়েক হাজার অ্যালুমিনিয়াম খাদ ঢালাই।
পদ্ধতিটি উচ্চ নির্ভুলতা (11…12 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz
40) ঢালাই। ধাতুর গঠন সূক্ষ্ম দানাদার, বৃদ্ধির কারণে
তাপ সিঙ্ক গঠন করে, যা যান্ত্রিক বৈশিষ্ট্যগুলির একটি উল্লেখযোগ্য বৃদ্ধির দিকে পরিচালিত করে।
পদ্ধতির অসুবিধা হল molds এর উচ্চ খরচ, মধ্যে laboriousness
তুলনামূলকভাবে জটিল কনফিগারেশন এবং পাতলা প্রাচীরযুক্ত ঢালাই উত্পাদন
অবাধ্য alloys থেকে ঢালাই যখন ছাঁচ কম প্রতিরোধের.
শিক্ষক: ইউরি নোসভ
23
24. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ডাই কাস্টিং এর প্রযুক্তিগত প্রক্রিয়া1. ঢালার জন্য ছাঁচ প্রস্তুত করা (সংকুচিত বাতাস দিয়ে ফুঁ দেওয়া, প্রয়োগ করা
ক্ল্যাডিং এবং পেইন্টের স্তরগুলির আকারের কার্যকরী পৃষ্ঠ)। অবাধ্য
0.3 একটি স্তর সঙ্গে আস্তরণের ... 0.8 মিমি প্রতি 50 ... 100 পূরণ করা হয়; পাতলা
চক পেইন্টের একটি স্তর - প্রতিটি ঢালার আগে (স্থায়িত্ব বাড়ানোর জন্য
ফর্ম)।
2. রড ইনস্টলেশনের সাথে ছাঁচের সমাবেশ।
3. প্রতিরোধ করার জন্য ছাঁচকে 100…500°C পর্যন্ত গরম করা
ঢেলে দেওয়া খাদ এর তরলতা। প্রায় কাজ ফর্ম প্রক্রিয়ার মধ্যে
ক্রমাগত উষ্ণ রাখা.
4. ছাঁচ মধ্যে ধাতু ঢালা.
5. ইজেক্টর বা ব্যবহার করে গরম অবস্থায় ঢালাইয়ের নিষ্কাশন
কাঁপানো
6. কাটা এবং ঢালাই পরিষ্কার.
সমস্ত ডাই কাস্টিং অপারেশন যান্ত্রিক করা যেতে পারে। সাধারণভাবে
ফাউন্ড্রি মেশিন যান্ত্রিকভাবে ছাঁচ খোলা এবং বন্ধ করা,
রড ইনস্টলেশন, খনন (নকআউট) ঢালাই
শিক্ষক: ইউরি নোসভ
24
25. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিডাই কাস্টিং হল ধাতুতে কাস্টিং পাওয়ার প্রক্রিয়া
ফর্ম (ছাঁচ), যার মধ্যে ধাতু ঢালা এবং গঠন
ঢালাই বায়ু বা পিস্টন চাপ অধীনে বাহিত হয়.
প্রক্রিয়াটির সারমর্ম হল গলিত ধাতু ঢালা
ঢালাই মেশিনের কম্প্রেশন চেম্বার এবং এর মাধ্যমে পরবর্তী সরবরাহ
ছাঁচ গহ্বর মধ্যে গেটিং সিস্টেম. সঙ্গে ফর্ম পূরণ করা হয়
উচ্চ প্রবাহ বেগ (জেটের উচ্চ গতিশক্তি), যা
সবচেয়ে জটিল ঢালাই পৃষ্ঠের একটি পরিষ্কার নকশা অবদান
কনফিগারেশন.
ইনজেকশন ছাঁচনির্মাণ হাইড্রোলিক ড্রাইভ, বৈদ্যুতিক সরঞ্জাম, জন্য অংশ প্রাপ্ত করতে ব্যবহৃত হয়
জংশন বক্স, ইন্সট্রুমেন্ট বোর্ড, ইত্যাদি পদ্ধতিতে নিম্নলিখিত রয়েছে
সুবিধা: জটিল প্রাপ্ত করার ক্ষমতা (চাঙ্গা করা সহ) সঙ্গে ঢালাই
পাতলা দেয়াল (0.8 মিমি থেকে), আগে থেকে ছিদ্র করা গর্ত, সূক্ষ্ম খোদাই এবং শিলালিপি সহ;
আকারে উচ্চ নির্ভুলতা (8…12 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz=l2.5…2 µm);
উচ্চ কার্যকারিতা; প্রক্রিয়া স্বয়ংক্রিয় করার সম্ভাবনা; উচ্চ
ঢালাই এর যান্ত্রিক বৈশিষ্ট্য।
অসুবিধা:
- প্রযুক্তিগত সরঞ্জাম উচ্চ খরচ;
-- তরল মিশ্রণের কারণে বিশাল ঢালাইয়ে পোরোসিটি গঠন
উচ্চ ঢালাই গতি এ বায়ু সঙ্গে ধাতু.
শিক্ষক: ইউরি নোসভ
25
26. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিইনজেকশন ছাঁচনির্মাণ
একটি ঠান্ডা উল্লম্ব কম্প্রেশন চেম্বারের স্কিম
একটি - ভরাট; b টিপে; গ - ফর্ম খোলা
একটি পিস্টন মেশিনের চিত্র
গরম চেম্বার সহ
শিক্ষক: ইউরি নোসভ
একটি ঠান্ডা অনুভূমিক কম্প্রেশন চেম্বারের স্কিম
একটি - ভরাট; b টিপে;
c - ফর্ম খোলার; d - ঢালাই অপসারণ
26
27. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিসেন্ট্রিফিউগাল ঢালাই - ঢালা দ্বারা ঢালাই প্রাপ্ত করার প্রক্রিয়া
একটি ঘূর্ণায়মান ছাঁচ মধ্যে গলিত ধাতু, যা
ঢালাই কেন্দ্রাতিগ কর্মের অধীনে গঠিত হয়
(জড় শক্তি)। ঢালাইয়ের বাইরের পৃষ্ঠটি একটি ছাঁচ দ্বারা গঠিত হয় (এটি
একটি ছাঁচ বলা হয়), এবং ভিতরের এক এর কর্মের অধীনে প্রাপ্ত হয়
কেন্দ্রাতিগ শক্তি।
কেন্দ্রাতিগ ঢালাই স্কিম
1 - বৈদ্যুতিক মোটর; 2 - হ্রাসকারী; 3 - বেলন;
4 - ছাঁচ-ছাঁচ; 5 - নর্দমা
শিক্ষক: ইউরি নোসভ
আকৃতি যেমন চারিদিকে ঘুরছে
অনুভূমিক অক্ষ ঢালাই
কোন জন্য সমতুল্য হতে সক্রিয় আউট
দৈর্ঘ্য (পর্যাপ্ত গতি সহ
ঘূর্ণন), তাই এই স্কিম অনুযায়ী
দীর্ঘ পাইপ পান। দ্বারা
অন্যান্য পদ্ধতির তুলনায়
খালি জায়গা পাওয়া (জাল করা এবং
রোলিং) একটি বড় অর্জন করে
ব্যয়বহুল ইস্পাত সংরক্ষণ, উচ্চ
কর্মক্ষমতা এবং হ্রাস
এ মেশিনিং পরিমাণ
বেশ সন্তোষজনক
যান্ত্রিক বৈশিষ্ট্য.
27
28. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিকেন্দ্রাতিগ ঢালাই
পদ্ধতির সুবিধা:
-- ঢালাইয়ের সূক্ষ্ম দানাদার কাঠামো;
-- ধাতব অন্তর্ভুক্তি এবং গ্যাসের সাথে কম দূষণ, তাই
পরেরটিকে কীভাবে ঘূর্ণনের কেন্দ্রের দিকে ঠেলে দেওয়া হয় এবং পরবর্তীকালে সরানো হয়
যান্ত্রিক প্রক্রিয়াকরণ;
-- খোলার কোর গঠনের জন্য প্রয়োজন হয় না;
- গেটিং সিস্টেম, ভেন্টের অনুপস্থিতির কারণে ধাতু সংরক্ষণ করা হয়,
লাভ, ইত্যাদি
পদ্ধতির অসুবিধা:
- গর্তের সঠিক আকার প্রাপ্ত করার অসুবিধা;
-- খাদ বর্ধিত পৃথকীকরণ (প্রসারণ অ্যানিলিং দ্বারা নির্মূল)।
সেন্ট্রিফিউগাল ঢালাই বাইমেটালিক পণ্য উত্পাদন করতেও ব্যবহৃত হয়।
প্রকারের রচনাগুলি থেকে: ইস্পাত-ব্রোঞ্জ, ঢালাই লোহা-ব্রোঞ্জ, ইস্পাত-ঢালাই লোহা, ইস্পাত-ইস্পাত (ভিন্ন
গ্রেড), ইত্যাদি। এটি ছাঁচে পর্যায়ক্রমে বিভিন্ন অ্যালো ঢালা দ্বারা অর্জন করা হয়।
শিক্ষক: ইউরি নোসভ
28
29. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদনপ্লাস্টিকের বিকৃতি দ্বারা ফাঁকা উৎপাদনের পদ্ধতি,
সাধারণ নামের চাপ চিকিত্সার অধীনে গোষ্ঠীবদ্ধ:
--ঠান্ডা এবং গরম অবস্থায় মুদ্রাঙ্কন;
- টিপে;
- অঙ্কন;
-- ঘূর্ণায়মান;
-- কুঁচকানো;
- ফরজিং, ইত্যাদি
এই প্রক্রিয়ার সারাংশ সত্য যে ঠান্ডা মধ্যে ধাতু মিথ্যা
বা গরম অবস্থা এর ক্রিয়ায় তার আকৃতি (বিকৃত) পরিবর্তন করে
চাপ ধাতু ফলন শক্তি সমান.
ঠান্ডা অবস্থায় অনেক ধাতুর উচ্চ ফলন শক্তি থাকে।
অতএব, ধাতুকে বিকৃত করার জন্য অনেক প্রচেষ্টা লাগে।
এটা সম্ভব ফলন শক্তি হ্রাস যদি workpieces প্রক্রিয়া করা হবে
গরম করা চাপ দ্বারা ধাতু প্রক্রিয়াকরণ যে তাপমাত্রায় বাহিত হয়
ধাতু নমনীয় হয়ে ওঠে এবং পুনরায় ক্রিস্টালাইজেশনে অক্ষম হয়।
শিক্ষক: ইউরি নোসভ
29
30. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনকোল্ড স্ট্যাম্পিং ধাতু গঠনের এক প্রকার
যেখানে ধাতুটি ঠান্ডা অবস্থায় প্লাস্টিকভাবে বিকৃত হয়। ভিতরে
উৎস উপাদান এবং পণ্য ধরনের উপর নির্ভর করে, ঠান্ডা
মুদ্রাঙ্কন শীট বা ভলিউমেট্রিক হতে পারে
শীট মেটাল স্ট্যাম্পিং শীট মেটাল থেকে অংশ তৈরি করতে ব্যবহৃত হয়।
উপাদান, যেমন গাড়ির যন্ত্রাংশ (ছাদ, ফেন্ডার, হাবক্যাপ, ইত্যাদি),
প্লেন, ওয়াগন, রাসায়নিক যন্ত্রপাতি, বৈদ্যুতিক যন্ত্রপাতি, অনেক পণ্য
ভোগ্যপণ্য (ক্যান, চামচ, পাত্র, ইত্যাদি)।
কোল্ড ভলিউমেট্রিক স্ট্যাম্পিং ভলিউমেট্রিক থেকে পণ্য উত্পাদন করে
workpieces - প্রধানত বার উপাদান থেকে। ঠান্ডা বাল্ক
ফাস্টেনার (বোল্ট, বাদাম, রিভেট), বল,
রোলার, বিয়ারিং রিং, অটোমোবাইলের অনেক অংশ, বিমান,
ট্রাক্টর এবং অন্যান্য মেশিন।
যন্ত্রের তুলনায়, ঠান্ডা গঠন ধাতু খরচ হ্রাস করে,
যেহেতু ধাতুকে চিপসে বিভক্ত করা হয় না, তাই পণ্য উৎপাদনের জটিলতা কমায় এবং বৃদ্ধি পায়
শ্রম উৎপাদনশীলতা. একই সময়ে, ঠান্ডা কাজ প্রদান করে
প্রক্রিয়া করা হচ্ছে ধাতব শক্ত করা, যা অংশগুলিকে হালকা, কম করা সম্ভব করে তোলে
ধাতু-নিবিড় এবং আরো পরিধান-প্রতিরোধী।
শিক্ষক: ইউরি নোসভ
30
31. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনকোল্ড স্ট্যাম্পিং অপারেশন দুটি গ্রুপে মিলিত হয়:
-- আলাদা করা;
-- আকৃতি প্রদান
পৃথকীকরণের ফলে এমন ক্রিয়াকলাপ অন্তর্ভুক্ত রয়েছে
উপাদানের এক অংশ থেকে অন্য অংশের সম্পূর্ণ বা আংশিক বিচ্ছেদ
বন্ধ বা খোলা লুপ।
ফর্ম পরিবর্তন করতে - অপারেশন, যার ফলে আছে
ওয়ার্কপিসের আকার এবং মাত্রা পরিবর্তন করা, পুনরায় বিতরণ করা এবং পূর্বনির্ধারিত
ধাতু ভলিউম আন্দোলন.
শিক্ষক: ইউরি নোসভ
31
32. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনউপাদান কাটা আউট.
তিন ধরনের কাটা আছে:
বর্জ্য দিয়ে কাটা অংশগুলি পেতে ব্যবহৃত হয় যা আকারে সহজ
বর্ধিত নির্ভুলতা (10 ... 12 গুণমান)।
আংশিক বর্জ্য সঙ্গে কাটা
বর্জ্য-মুক্ত কাটিং কম-নির্ভুল, সরল-আকৃতির অংশগুলির জন্য ব্যবহৃত হয়
(12 ... 14 যোগ্যতা)।
শীট উপাদান কাটিয়া প্রকার
a, b, c, i - একক সারি;
e, f, g, h - বহু-সারি;
a, b, c, d, e, f, h, i - বর্জ্য সহ;
w - কোন অপচয়
শিক্ষক: ইউরি নোসভ
32
33. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনবিচ্ছেদ অপারেশন
সেগমেন্ট (ক) - একটি খোলা বরাবর উপাদানের একটি অংশ থেকে অন্য অংশের বিচ্ছেদ
কনট্যুরটি কাঁচি বা স্ট্যাম্পে তৈরি করা হয়
পাঞ্চিং (খ) - একটি বহিরাগত বন্ধ বরাবর একটি ফালা বা শীট থেকে একটি অংশ বিচ্ছেদ
কনট্যুর
পাঞ্চিং (ইন) - শীট ফাঁকা গর্ত করা
ছাঁটাই (d) - প্রযুক্তিগত বর্জ্য অংশ থেকে পৃথকীকরণ
নচিং (ডি) - ওয়ার্কপিসের একটি অংশের অসম্পূর্ণ বিচ্ছেদ
খোঁচা (ই) - ছাড়া একটি শীট ফাঁকা মধ্যে গর্ত মাধ্যমে গঠন
উপাদান নিষ্পত্তি
পাঞ্চিং, পাঞ্চিং, স্ট্রিপিং, কাটিং এবং নচিং প্রেসে ডাই-এ সঞ্চালিত হয়।
শিক্ষক: ইউরি নোসভ
33
34. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনবিচ্ছেদ অপারেশন
শীট উপাদান কাটার জন্য কাঁচি সমান্তরাল,
গিলোটিন, বেলন এবং কম্পনকারী
কাঁচি স্কিম
একটি - গিলোটিন; b - সরাসরি সেট ছুরি সহ ডিস্ক;
মধ্যে - তির্যক সেট ছুরি সঙ্গে ডিস্ক; g - কম্পন
শিক্ষক: ইউরি নোসভ
34
35. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনশীট স্ট্যাম্পিংয়ের ফর্ম-পরিবর্তন ক্রিয়াকলাপ:
-- নমন (ক);
- ফণা (বি);
-- flanging (in);
-- seaming (g);
-- মোচড় (d);
-- বিতরণ (ই);
- crimping (g);
-- ছাঁচনির্মাণ (z);
-- সম্পাদনা(গুলি);
-- ধাওয়া (k);
-- ক্রমাঙ্কন (l);
-- ঘুষি (মি)
শিক্ষক: ইউরি নোসভ
35
36. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কননমন - ওয়ার্কপিসের অংশগুলির মধ্যে বা কোণগুলির গঠন বা পরিবর্তন
এটি একটি বক্ররেখা আকৃতি প্রদান.
নমন করার সময়, বাঁক এ, ভিতরের পৃষ্ঠের কাছাকাছি অবস্থিত ধাতব স্তরগুলি
সংকুচিত হয়, এবং বাইরে অবস্থিত স্তর মধ্যে প্রসারিত হয়
অনুদৈর্ঘ্য দিক। তির্যক দিকে, বিপরীত দিকে
পেইন্টিং অতএব, সংকীর্ণ এবং বরং পুরু রেখাচিত্রমালা ক্রস-বিভাগীয় আকৃতি
বাঁক এ নমন যখন, এটি বিকৃত হয়. ওয়ার্কপিসের স্তর, যা, নমন করার সময়, না
উত্তেজনা বা সংকোচন উভয়ই অনুভব করাকে নিরপেক্ষ বলা হয়।
সঠিক মাত্রা পেতে, নমন একটি ক্যালিব্রেটিং ঘা দিয়ে সম্পন্ন হয়,
পাঞ্চে ওয়ার্কপিসের সম্পূর্ণ ফিট নিশ্চিত করা
নিষ্কাশন - একটি সমতল বা ফাঁপা থেকে একটি ফাঁপা অংশ (একটি কাচের মত) গঠন
ফাঁকা
শিক্ষক: ইউরি নোসভ
36
37. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ইমপালস স্ট্যাম্পিংইমপালস স্ট্যাম্পিং। মুদ্রাঙ্কন (অঙ্কন, খোঁচা, নমন, খোঁচা এবং
ইত্যাদি) এই ক্ষেত্রে একটি তাত্ক্ষণিক আবেগের ক্রিয়াকলাপের অধীনে বাহিত হয়
চাপ
এই ধরনের একটি আবেগ একটি বিস্ফোরণ (বিস্ফোরণ স্ট্যাম্পিং), একটি বৈদ্যুতিক স্রাব দ্বারা তৈরি করা হয়
তরল মাধ্যম (ইলেক্ট্রো-হাইড্রোলিক স্ট্যাম্পিং) বা চৌম্বক ক্ষেত্রের ক্রিয়া দ্বারা
(ইলেক্ট্রোম্যাগনেটিক স্ট্যাম্পিং)।
বিস্ফোরণ স্ট্যাম্পিং একটি বায়বীয়, তরল বা একটি শক ওয়েভ দ্বারা বাহিত হয়
আলগা পরিবেশ।
একটি তরল মাধ্যমে বা ইলেক্ট্রো-হাইড্রলিক সঙ্গে একটি বিস্ফোরণ সঙ্গে স্ট্যাম্পিং যখন
স্ট্যাম্পিং ম্যাট্রিক্স একটি বিশেষ ট্যাঙ্কে ইনস্টল করা হয়, যা ভরা হয়
জল একটি তরলে একটি বিস্ফোরণ বা বৈদ্যুতিক আবেগ একটি শক ওয়েভ তৈরি করে
মুদ্রাঙ্কন সঞ্চালন করে।
বিস্ফোরণ স্ট্যাম্পিং ডিভাইসগুলি কংক্রিট চেম্বার বা কূপে স্থাপন করা হয়। তাই
প্রক্রিয়ার নিরাপত্তা নিশ্চিত করা হয়। ওয়ার্কপিসের নীচে ডাইয়ের গহ্বর থেকে বায়ু
পাম্প আউট
শিক্ষক: ইউরি নোসভ
37
38. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ইমপালস পাঞ্চিং স্কিমের উদাহরণবিস্ফোরণ পাঞ্চিং স্কিম
1 - ফ্রেম;
2 - চার্জ;
3 - বিস্ফোরক চেম্বারের শরীর;
4 - ফাঁকা;
5 - ম্যাট্রিক্স;
6 - বায়ু পাম্প করার জন্য চ্যানেল
শিক্ষক: ইউরি নোসভ
বৈদ্যুতিক স্রাব দ্বারা স্ট্যাম্পিং স্কিম
1 - বাতা;
2 - ট্যাংক,
3 - বিকৃত ওয়ার্কপিস,
4 - ম্যাট্রিক্স,
5 - বায়ু পাম্প করার জন্য চ্যানেল
38
39. যান্ত্রিক প্রকৌশল খালি উত্পাদন
পালস ফোরজিং প্রযুক্তি দ্বারা প্রাপ্ত অংশের উদাহরণশিক্ষক: ইউরি নোসভ
39
40. যান্ত্রিক প্রকৌশল খালি উত্পাদন
কোল্ড ফরজিংকোল্ড ফরজিং সবচেয়ে উত্পাদনশীল এক
ইস্পাত, অ লৌহঘটিত ধাতু এবং তাদের সংকর ধাতু থেকে যন্ত্রাংশ তৈরির পদ্ধতি।
এটি যান্ত্রিক প্রকৌশল, যন্ত্র তৈরি এবং অন্যান্য ক্ষেত্রে ব্যাপকভাবে ব্যবহৃত হয়
ধাতব শিল্প শিল্প।
কোল্ড ফরজিং দ্বারা প্রাপ্ত অংশের উদাহরণ
শিক্ষক: ইউরি নোসভ
40
41. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনআকৃতি পরিবর্তন অপারেশন উদাহরণ
খ - খসড়া খোলা;
গ - খসড়া বন্ধ;
d - ত্রাণ তাড়া;
d - অবতরণ;
ই - ক্রমাঙ্কন;
g - সরাসরি এক্সট্রুশন;
h - বিপরীত এক্সট্রুশন;
এবং - গহ্বরের এক্সট্রুশন
শিক্ষক: ইউরি নোসভ
41
42. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনবিপর্যস্ত করা এমন একটি অপারেশন যেখানে ওয়ার্কপিসের একটি অংশ বিপর্যস্ত হয়।
স্থানীয় ঘন প্রাপ্ত করার জন্য এই অপারেশনটি প্রয়োগ করুন। বিশেষ করে
শিরোনাম ব্যাপকভাবে বোল্ট, স্ক্রু এর মাথা পেতে ব্যবহৃত হয়,
স্বয়ংক্রিয় ঠান্ডা শিরোনাম প্রেস উপর rivets.
এই জাতীয় মেশিনগুলির উত্পাদনশীলতা প্রতি কয়েকশো অংশে পৌঁছায়
মিনিট, যা বাঁক করার উত্পাদনশীলতার চেয়ে দশগুণ বেশি
মেশিন
এক্সট্রুশন স্ট্যাম্পিং। বিকৃত ধাতু extruded যখন
পাঞ্চের কর্মের অধীনে ম্যাট্রিক্সের গর্তে বা মধ্যবর্তী ফাঁকে জোর করে
ঘুষি মারা
একটি সরল রেখার সাহায্যে, ধাতুটি পাঞ্চের কার্যক্ষম স্ট্রোকের দিকে প্রবাহিত হয় এবং এতে চেপে যায়
গর্ত ম্যাট্রিক্স মাধ্যমে। উভয় প্রাপ্ত করার জন্য সরাসরি এক্সট্রুশন ব্যবহার করা হয়
কঠিন এবং ফাঁপা অংশ।
বিপরীত এক্সট্রুশনে, ধাতু বিপরীত দিকে প্রবাহিত হয়
মুষ্ট্যাঘাতের নড়াচড়া, এবং পাঞ্চ এবং ম্যাট্রিক্সের মধ্যে ফাঁকে চেপে দেওয়া হয়।
একত্রিত - কাজের আন্দোলনের দিক হিসাবে ধাতু প্রবাহিত হয়
ঘুষি, এবং তদ্বিপরীত।
শিক্ষক: ইউরি নোসভ
42
43. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনসঠিক মাত্রা এবং উচ্চ বিশুদ্ধতা পেতে ক্রমাঙ্কন ব্যবহার করা হয়।
স্ট্যাম্প করা অংশের পৃষ্ঠতল।
ক্রমাঙ্কন (চিত্র 5.23, ই) হল চূড়ান্ত চাপ চিকিত্সা অপারেশন
আধা-সমাপ্ত পণ্য পূর্বে গরম বা ঠান্ডা বাল্ক দ্বারা প্রাপ্ত
স্ট্যাম্পিং, যা মাত্রিক নির্ভুলতার জন্য বর্ধিত প্রয়োজনীয়তার বিষয় এবং
পৃষ্ঠের রুক্ষতা। উদাহরণস্বরূপ, অটোমোবাইল ইঞ্জিনের গরম-নকল সংযোগকারী রড, বিভিন্ন স্ট্যাম্পযুক্ত লিভার,
অটোমোবাইল, যন্ত্র, ঘড়ি ইত্যাদির কিছু ঠান্ডা-গঠিত অংশ।
ক্র্যাঙ্ক, এমবসিং এবং ডাইসে ক্রমাঙ্কন করা হয়
জলবাহী প্রেস।
ত্রাণ স্ট্যাম্পিং। ত্রাণ ধাওয়া (চিত্র 5.23, d) পৃষ্ঠে প্রাপ্ত করা হয়
একটি বিকৃত অংশ, সুনির্দিষ্ট protrusions, recesses, শিলালিপি, অঙ্কন, ইত্যাদি
ছোট অংশ তৈরির জন্য ব্যবহৃত হয় (উদাহরণস্বরূপ, ঘড়ির অংশ), কয়েন, অর্ডার
ইত্যাদি অংশের পৃষ্ঠের উপর ত্রাণ উপাদান পুনরায় বিতরণ দ্বারা প্রাপ্ত করা হয়
মহান প্রচেষ্টার কর্মের অধীনে এবং স্ট্যাম্পের কার্যকারী গহ্বরগুলি পূরণ করা। এ চাপ
তাড়া, উদাহরণস্বরূপ, পিতলের ডায়াল এবং স্টেইনলেস স্টীল পণ্য পৌঁছায়
2500…3000 MPa।
এমবসিং প্রেসে ক্লোজড ডাইসে মিন্টিং করা হয়।
শিক্ষক: ইউরি নোসভ
43
44. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গরম পছন্দসইঠান্ডা হলে গরম স্ট্যাম্পিং ব্যবহার করা হয়
বিকৃতি সম্ভব নয়।
উত্তপ্ত হলে, ধাতুর প্লাস্টিকের বৈশিষ্ট্যগুলি তীব্রভাবে বৃদ্ধি পায়, এবং
বিকৃতিতে ধাতুর প্রতিরোধ ক্ষমতা কয়েকবার হ্রাস পায়।
হট স্ট্যাম্পিং ইস্পাত, অ লৌহঘটিত থেকে বিভিন্ন আকার এবং আকারের ফোরজিংস পেতে ব্যবহৃত হয়
ধাতু এবং সংকর ধাতু।
ফোরজিংসের উদাহরণ হল সংযোগকারী রড, স্টেপড শ্যাফ্ট, গিয়ার,
বিভিন্ন লিভার এবং অন্যান্য অনেক।
ফোরজিংস পাওয়ার প্রযুক্তিগত প্রক্রিয়া প্রদান করে
ফসল কাটা, ডিফর্মিং এবং ফিনিশিং অপারেশন।
হট স্ট্যাম্পিংয়ের জন্য শুরুর উপাদান হল ঘূর্ণিত পণ্য, এক্সট্রুড রড,
ingots এবং কাস্ট প্রোফাইল ফাঁকা.
কর্মশালার ক্রয় বিভাগে, উত্স উপাদান পরিমাপ বিভক্ত করা হয়
ফাঁকা
হট স্ট্যাম্পিং ডাইস প্রয়োগের ধরন অনুসারে ভাগ করা হয়
হাতুড়ি, প্রেস, শিরোনামের জন্য সরঞ্জাম (অনুভূমিক ফরজিংয়ের জন্য
মেশিন এবং গরম শিরোনাম মেশিন) এবং রোলিং (ফরজিং রোলগুলিতে)।
শিক্ষক: ইউরি নোসভ
44
45. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গরম পছন্দসইহাতুড়ির উপর গরম স্ট্যাম্পিং এর উদাহরণ মারা যায়
একটি - বন্ধ;
b - খোলা একক-স্ট্র্যান্ড;
c - ফ্ল্যাশ খাঁজ;
d - খোলার নীচের অর্ধেক
মাল্টি-স্ট্র্যান্ড স্ট্যাম্প;
ফসল কাটার ধারা:
2 - দীর্ঘস্থায়ী;
3 - ঘূর্ণায়মান;
4 - নমন;
স্ট্যাম্পিং স্ট্রীম:
5 - প্রাথমিক;
6 - চূড়ান্ত;
7 - ফ্ল্যাশ খাঁজ;
ই - স্ট্যাম্পিং ট্রানজিশন;
1 - ফরজিং;
8 - মূল ওয়ার্কপিস;
9 - ব্রোচ;
10 - ঘূর্ণায়মান;
11 - নমন;
12 - প্রাথমিক মুদ্রাঙ্কন;
13 - চূড়ান্ত মুদ্রাঙ্কন
শিক্ষক: ইউরি নোসভ
45
46. যান্ত্রিক প্রকৌশলে খালি উৎপাদন
গরম পছন্দসইফ্ল্যাশ ট্রিমিং এবং হোল পাঞ্চিং বিশেষভাবে বাহিত হয়
কাট-অফ ক্র্যাঙ্ক বা হাইড্রোলিক প্রেসে মারা যায়।
Forgings তারপর উন্নত তাপ চিকিত্সা করা হয়
ধাতুর যান্ত্রিক বৈশিষ্ট্য। নিম্নলিখিত ধরনের ব্যবহার করা হয়
তাপ চিকিত্সা: স্বাভাবিককরণ, annealing, quenching এবং tempering.
ফোরজিংসের পৃষ্ঠে অবশিষ্ট স্কেল শট ব্লাস্টিং দ্বারা পরিষ্কার করা হয়।
পরিষ্কার করা, গড়াগড়ি দেওয়া বা আচার করা।
বিকৃতি দূর করতে, forgings গরম বা সোজা হয়
ঠান্ডা অবস্থা, এবং আকৃতি এবং আকারের সঠিকতা উন্নত করতে -
ক্রমাঙ্কন
ক্রমাঙ্কন এবং সম্পাদনার মধ্যে পার্থক্য হল ক্রমাঙ্কন করার সময়,
ফোরজিংসের মাত্রা, এবং সোজা করার সময়, পরিবর্তন ছাড়াই বিকৃতি দূর করা হয়
Forging প্রধান মাত্রা.
শিক্ষক: ইউরি নোসভ
46
47. যান্ত্রিক প্রকৌশল খালি উত্পাদন
অঙ্কনঅঙ্কন কঠিন বা ফাঁপা workpieces প্রাপ্ত করতে ব্যবহৃত হয়।
অংশ, যার ক্রস বিভাগ সমগ্র দৈর্ঘ্য বরাবর ধ্রুবক।
ধাতুবিদ্যা উদ্ভিদ এ প্রাপ্ত Billets অধীন হয়
ওয়ার্কপিসের সেকশন থেকে সেকশনে আনুমানিক করার জন্য আরও অঙ্কন
সমাপ্ত অংশ, ছোট করা বা নির্মূল করা
কাটা দ্বারা machining.
ধাতব উদ্ভিদে, বার এবং পাইপ আঁকার জন্য, তারা ব্যবহার করে
অনুদৈর্ঘ্য অঙ্কন মিল, এবং তারের অঙ্কন এবং অন্যান্য জন্য
দাঙ্গায় ক্ষতবিক্ষত প্রোফাইল - ড্রাম মিল।
অঙ্কন দ্বারা প্রাপ্ত প্রোফাইলের উদাহরণ
শিক্ষক: ইউরি নোসভ
47
48. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঘূর্ণায়মানঘূর্ণিত পণ্য - বাণিজ্যিক ফাঁকা, বিভাগীয় এবং সাধারণের আকৃতির প্রোফাইল,
শিল্প এবং অস্ত্রোপচার, পাইপ, বাঁকানো এবং পর্যায়ক্রমিক
প্রোফাইল
ভাড়ার ধরন:
ক) একটি বার হল একটি ঘূর্ণিত পণ্য যা বিভিন্ন ব্যাসের একটি বৃত্তাকার অংশ রয়েছে; বার ব্যাস ঘ
নিয়ন্ত্রিত হয়, সরবরাহকৃত বারগুলির দৈর্ঘ্য নিয়ন্ত্রিত হয় না এবং হতে পারে
ভিন্ন: 4 মিটার, 6 মিটার এবং আরও বেশি।
খ) ঘূর্ণিত ষড়ভুজ বিভাগ;
ষড়ভুজ এস এর আকার নিয়ন্ত্রিত হয়,
পরিধিকৃত বৃত্ত D এর ব্যাস হল
রেফারেন্স আকার।
গ) পাইপ রোলিং; নিয়ন্ত্রিত বহিরঙ্গন
ব্যাস D এবং ভিতরের ব্যাস d.
ঘ) ঘূর্ণিত বর্গক্ষেত্র বা আয়তক্ষেত্রাকার
বিভাগ; নিয়ন্ত্রিত আকার a.
e) পাত ধাতু; বেধ নিয়ন্ত্রিত হয়
শীট S, শীটের দৈর্ঘ্য a এবং প্রস্থ b হতে পারে
ভিন্ন, সাধারণত 1500 মিমি কম নয়।
শিক্ষক: ইউরি নোসভ
48
49. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া প্রোফাইলের উদাহরণশিক্ষক: ইউরি নোসভ
49
50. যান্ত্রিক প্রকৌশল খালি উত্পাদন
বিকৃতি অঞ্চলে ধাতু আন্দোলনের প্রকৃতি অনুযায়ী, ঘূর্ণায়মান করতে পারেন
নিম্নলিখিত ধরনের বিভক্ত করা হয়:
একটি - অনুদৈর্ঘ্য;
b - তির্যক;
c - ট্রান্সভার্স হেলিকাল
ঘূর্ণায়মান স্কিম
শিক্ষক: ইউরি নোসভ
হেলিকাল ঘূর্ণায়মান সময়, রোলস, সেইসাথে
তির্যক ঘূর্ণায়মান সময়, সঙ্গে ঘোরান
এক দিকে একই গতি। যার মধ্যে
রোলগুলির অক্ষগুলি একে অপরের সাপেক্ষে তির্যক,
অন্তত একটি স্থানাঙ্ক মধ্যে
প্লেন বিলেট রোলস মধ্যে খাওয়ানো হয়
দ্বারা গঠিত কোণের দ্বিখণ্ডকের দিক
রোল অক্ষ রোল অক্ষের অব্যবস্থাপনার কারণে
ওয়ার্কপিস একটি ঘূর্ণন-অনুবাদমূলক পায়
আন্দোলন যা ধারাবাহিকতা নিশ্চিত করে
প্রক্রিয়াকরণ প্রক্রিয়া। ঘূর্ণায়মান সময়, workpiece
ব্যাস মধ্যে crimped হয় এবং আরো হতে পারে
বিকৃত করার জন্য অনুকূল অবস্থা
অক্ষের কর্মের অধীনে অক্ষীয় দিক
রোলগুলির পরিধিগত গতির উপাদান।
50
51. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গুঁড়া ধাতুবিদ্যা দ্বারা workpieces প্রাপ্তিপাউডার ধাতুবিদ্যা প্রযুক্তির একটি ক্ষেত্র যা কভার করে
তাদের থেকে ধাতব গুঁড়ো এবং পণ্য তৈরির জন্য পদ্ধতির একটি সেট
বা প্রধান গলিত ছাড়া অ ধাতব গুঁড়ো সঙ্গে তাদের মিশ্রণ
উপাদান.
পাউডার ধাতুবিদ্যা দ্বারা প্রাপ্ত workpieces উদাহরণ
সাধারণ উত্পাদন প্রযুক্তি
পাউডার দ্বারা অংশ
ধাতুবিদ্যা চারটি অন্তর্ভুক্ত করে
মৌলিক অপারেশন:
- মূল পাউডার প্রাপ্তি
উপাদান;
- ছাঁচনির্মাণ খালি;
- sintering;
- চূড়ান্ত প্রক্রিয়াকরণ।
ধাতু প্রাপ্তির জন্য পদ্ধতি
গুঁড়ো: যান্ত্রিক এবং ভৌত রাসায়নিক, সক্ষম
খুব পরিষ্কার মিশ্রিত পেতে
উপকরণ
শিক্ষক: ইউরি নোসভ
51
52. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক থেকে অংশ প্রাপ্তপ্লাস্টিক (প্লাস্টিক) কঠিন বা
পলিমার যৌগ থেকে প্রাপ্ত ইলাস্টিক উপকরণ এবং ঢালাই করা হয়
প্লাস্টিকের ব্যবহারের উপর ভিত্তি করে পদ্ধতি দ্বারা পণ্য
বিকৃতি
বিভিন্ন ভৌত এবং যান্ত্রিক বৈশিষ্ট্য প্লাস্টিককে মূল্যবান করে তোলে
কাঠামোগত উপাদান। তাদের একটি কম নির্দিষ্ট মাধ্যাকর্ষণ আছে, ভাল
ক্ষয় প্রতিরোধ করে, ঘর্ষণ সহগ এবং বিস্তৃত পরিসর আছে
উচ্চ ঘর্ষণ প্রতিরোধের, ভাল অপটিক্যাল বৈশিষ্ট্য এবং
স্বচ্ছতা, ইত্যাদি
প্লাস্টিকের প্রধান উপাদান হল পলিমার-
সিন্থেটিক জৈব যৌগ।
কখনও কখনও প্লাস্টিক সম্পূর্ণরূপে পলিমার তৈরি করা হয়, কিন্তু প্রায়ই এটি হয়
পলিমার, প্লাস্টিকাইজার, ফিলার এবং এর একটি জটিল রচনা
রঞ্জক
শিক্ষক: ইউরি নোসভ
52
53. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক থেকে অংশ প্রাপ্তপ্লাস্টিকের প্রকারভেদ
নিরাময় অবস্থার উপর নির্ভর করে, বিশেষ করে গরম করার আচরণ, পলিমার এবং
তাদের অনুরূপ প্লাস্টিক থার্মোসেটিং এবং বিভক্ত করা হয়
থার্মোপ্লাস্টিক
থার্মোসেটিং প্লাস্টিক (পলিমার) - থার্মোপ্লাস্টিক যখন নিরাময় হয়,
অপরিবর্তনীয় পরিবর্তনের মধ্য দিয়ে যায় এবং শক্ত, অক্ষম এবং হয়ে ওঠে
অদ্রবণীয় অবস্থা। 150 ... 300 ডিগ্রি সেলসিয়াসে উত্তপ্ত হলে নিরাময় ঘটতে পারে
একটি নির্দিষ্ট সময়ের জন্য, চাপে বা চাপ ছাড়াই, কম
হার্ডনার অ্যাডিটিভের উপস্থিতিতে 60…70°সে পর্যন্ত বা গরম না করে গরম করা।
সবচেয়ে সাধারণ থার্মোসেটিং পলিমার হল ফেনল-ফরমালডিহাইড,
epoxy, organosilicon, পলিয়েস্টার।
থার্মোপ্লাস্টিক প্লাস্টিক (পলিমার) - থার্মোপ্লাস্টিক, যখন উত্তপ্ত হয়, তারা স্থানান্তর করে
প্লাস্টিক বা সান্দ্র-তরল অবস্থায়। এই প্লাস্টিক এ নিরাময়
শীতল যখন পুনরায় গরম করা হয়, তারা আবার নরম হয়, ইত্যাদি, অনুমতি দেয়
পণ্যের বারবার পুনরায় ছাঁচনির্মাণের সম্ভাবনা।
সবচেয়ে গুরুত্বপূর্ণ থার্মোপ্লাস্টিক: পলিথিন, পলিস্টাইরিন, পলিমাইডস, ফ্লুরোপ্লাস্ট,
পলিভিনাইল ক্লোরাইড, জৈব কাচ।
শিক্ষক: ইউরি নোসভ
53
54. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিঘূর্ণায়মান থেকে ফাঁকা পাওয়ার জন্য অপারেশন:
- বার সোজা করা;
-- কেন্দ্রবিহীন পিলিং (হট-রোল্ড বারের জন্য) বা পিলিং
নাকাল;
- টুকরা ফাঁকা মধ্যে কাটা;
-- মিলিং শেষ এবং কেন্দ্রীভূত;
-- নিয়ন্ত্রণ।
শিক্ষক: ইউরি নোসভ
54
55. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিসম্পাদনা করুন।
আকারে ধাতুবিদ্যা উদ্যোগ থেকে উদ্ভিদ সরবরাহ করা ঘূর্ণিত পণ্য
বার এবং শীট, একটি ড্রেসিং অপারেশনের মধ্য দিয়ে যায় (কোল্ড-রোল্ড বাদে
উচ্চ নির্ভুলতা ওয়ার্কপিসের জন্য উপাদান)।
শ্যাফ্টের জন্য বার এবং ফাঁকাগুলি সোজা করা যেতে পারে
ম্যানুয়াল, স্ক্রু,
উদ্ভট, জলবাহী,
বায়ুসংক্রান্ত এবং ঘর্ষণ প্রেস মধ্যে
ঠান্ডা অবস্থা
একটি সোজা মেশিনে একটি বার সোজা করার স্কিম
বার স্ট্রিপিং. সম্পাদনার পর
রড পিলিং সাপেক্ষে হয়
উচ্চ কার্যকারিতা
কেন্দ্রবিহীন পিলিং মেশিন
একটি কেন্দ্রবিহীন পিলিং মেশিনের স্কিম
শিক্ষক: ইউরি নোসভ
55
56. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিবার কাটা বাহিত হয়
যান্ত্রিক hacksaws, অন
করাত মেশিন, জন্য মেশিনে
বৈদ্যুতিক স্পার্ক কাটা,
অতিস্বনক মেশিন,
বাঁক এবং কাটা মেশিন,
কাটা মেশিন,
পেশাই কল.
একটি বৃত্তাকার করাত সঙ্গে ঘূর্ণিত পণ্য কাটা
মুখোমুখি এবং কেন্দ্রীভূত
একটি মিলিং মেশিনে
শিক্ষক: ইউরি নোসভ
একটি ব্যান্ড করাত সঙ্গে ঘূর্ণিত স্টক কাটা
56
57. খালি জায়গা নির্বাচন করা।
ওয়ার্কপিস পছন্দ পদ্ধতি EE প্রতিষ্ঠা করা হয়উত্পাদন, গণনা বা যন্ত্রের জন্য ভাতা নির্বাচন এবং
মূল ওয়ার্কপিসের মাত্রা নির্ধারণ করা।
ওয়ার্কপিস ডিজাইনের ধাপ
1. ওয়ার্কপিস পাওয়ার পদ্ধতি নির্ধারণ।
- কনস্ট্রাক্টর দ্বারা সেট করা
- যান্ত্রিক দোকানের প্রযুক্তিবিদ নির্ধারণ করে
2. ওয়ার্কপিসের ধরন নির্ধারণ করা।
ওয়ার্কপিসের ধরণের পছন্দকে প্রভাবিত করার কারণগুলি:
- গঠনমূলক (শারীরিক এবং রাসায়নিক বৈশিষ্ট্য এবং যান্ত্রিক বৈশিষ্ট্য যা নির্ধারণ করে
পণ্য কর্মক্ষমতা; অংশের আকার, আকার এবং ওজন)
- উত্পাদনের ধরন (ভর, বড় আকারের, সিরিয়াল, ছোট আকারের, একক)
- ফাঁকা তৈরির জন্য সরঞ্জামের প্রাপ্যতা (ফাউন্ড্রি, ফরজিং এবং প্রেসিং ইত্যাদি)
- পাশে ফাঁকা উত্পাদন সম্ভাবনা
- প্রাক-উৎপাদনের খরচ এবং ওয়ার্কপিস তৈরি
3. প্রক্রিয়াকরণ রুটের নকশা (উন্নয়ন)।
- একটি প্রক্রিয়াকরণ প্রকল্পের উন্নয়ন (ক্রম)
- প্রযুক্তিগত সরঞ্জামগুলির একটি সেটের সংকল্প (নির্বাচন)
4. মেশিনিং এর জন্য ভাতা নিয়োগ।
5. ওয়ার্কপিসের অঙ্কনের নকশা / অনুমোদন।
6. ভাতার হিসাব চেক করুন
শিক্ষক: ইউরি নোসভ
57
58. খালি জায়গা নির্বাচন করা।
খালি তৈরির ধরন এবং পদ্ধতি1. কাস্টিং
- বালির ছাঁচে ঢালাই,
- শেল molds মধ্যে ঢালাই
- ইনজেকশন ছাঁচনির্মাণ,
- মরা ঢালাই,
- কেন্দ্রাতিগ ঢালাই,
- আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না.
2. Forgings
5. শীট ফাঁকা
6. প্রিফেব্রিকেটেড ঝালাই খালি
7. Workpieces প্রস্তুতকারকের দিকে পরিণত
8. পাউডার ধাতুবিদ্যা
- বিনামূল্যে ফরজিং,
- মুদ্রাঙ্কন
3. ভাড়া
- গোলাকার বার (ক্যালিব্রেট করা হয়নি),
- গোলাকার বার (ক্যালিব্রেটেড),
- আকৃতির বার (ক্যালিব্রেট করা হয়নি),
- আকৃতির বার (ক্যালিব্রেটেড),
- প্রোফাইল,
- "ভাড়া থেকে কাটা"
4. রিং ফাঁকা
- ঘূর্ণায়মান রিং
- ঢালাই রিং
শিক্ষক: ইউরি নোসভ
58
59. খালি জায়গা নির্বাচন করা।
গ্যাস টারবাইন ইঞ্জিনে বিভিন্ন ধরণের ফাঁকা ব্যবহারের উদাহরণমুদ্রাঙ্কন
(ব্লেড
কম্প্রেসার)
পরিণত
ফাঁকা
(স্ট্যাম্পিং)
এইচপিসি ডিস্ক
পাউডার
ডিস্ক ফাঁকা
টারবাইন এবং এইচপিসি
খালি কাস্ট করুন
টারবাইন ব্লেড
ফরজিং (খাদ
পাখা, HPC খাদ,
টারবাইন shafts
শিক্ষক: ইউরি নোসভ
ঘূর্ণিত এবং ঢালাই
রিং (কাজ করা
রিং এবং রিং চালু)
প্রিফেব্রিকেটেড-ঝালাই
খালি খালি
শীট ফাঁকা
শিখা টিউব CS
59
60. খালি জায়গা নির্বাচন করা।
খালি উদাহরণকর্পস কেভিডি
ঢালাই
টারবাইন ব্লেড
স্টার্টার রটার
শিক্ষক: ইউরি নোসভ
60
61. খালি জায়গা নির্বাচন করা।
খালি উদাহরণForgings
শিক্ষক: ইউরি নোসভ
61
62.
খালি উদাহরণমুদ্রাঙ্কন
শিক্ষক: ইউরি নোসভ
62 শিক্ষক: ইউরি নোসভ
67
68. খালি জায়গা নির্বাচন করা।
খালি উদাহরণপ্রিকাস্ট ঝালাই ফাঁকা থেকে তৈরি অংশ
শিক্ষক: ইউরি নোসভ
1. উৎপাদনের ধরন ও ধরন এবং এর প্রস্তুতির আয়োজনের পদ্ধতি
1.1 উৎপাদনের ধরন
প্রকৌশল উৎপাদনে, তিনটি প্রধান প্রকার রয়েছে: ভর, সিরিয়াল এবং একক। এক বা অন্য ধরণের উত্পাদনের অন্তর্গত কাজগুলির বিশেষীকরণের ডিগ্রি, উত্পাদন বস্তুর পরিসর, কাজের মাধ্যমে এই বস্তুগুলির চলাচলের ফর্ম দ্বারা নির্ধারিত হয়।
কাজের স্পেশালাইজেশন ডিগ্রী দ্বারা চিহ্নিত করা হয় ফিক্সিং অপারেশনের সহগ,যা মাসে একটি কর্মক্ষেত্রে সম্পাদিত বিভিন্ন অপারেশনের সংখ্যা হিসাবে বোঝা যায়:
কে Z.O,=ও/আর, (1.1)
কোথায় সম্পর্কিত- মাসে সাইট বা কর্মশালার কর্মক্ষেত্রে সম্পাদিত বিভিন্ন অপারেশনের সংখ্যা;
আর- সাইটে বা দোকানে কাজের সংখ্যা।
যদি শুধুমাত্র একটি অপারেশন কর্মক্ষেত্রে বরাদ্দ করা হয়, তার লোড নির্বিশেষে, তারপর K জেড.ও.= 1, যা ভর উৎপাদনের সাথে মিলে যায়। 1 এ< Kz.o,< 10 производство является крупносерийным, при 10 < Kz.o< 20 - среднесерийным, при 20 < Kz.o< 40 - мелкосерийным, при Kz.o> 40 - একক।
উদাহরণ। 15টি কর্মক্ষেত্রের একটি সাইটে, মাসে 1, 2, 3, 7, 10 এবং 13টি কর্মক্ষেত্রে একটি অপারেশন করা হয়েছিল; 4, 5 তম এবং 12 তম - দুটি করে; 6, 8, 9 এবং 11 তারিখে - তিনটি এবং 14 এবং 15 তারিখে - চারটি।
এখান থেকে
ফলস্বরূপ, সাইটে উত্পাদন বড় আকারের হয়.
গণউৎপাদনঅত্যন্ত বিশেষায়িত কর্মক্ষেত্রে পণ্যের একটি সীমিত পরিসরের ক্রমাগত উত্পাদন দ্বারা চিহ্নিত করা হয়। একটি পণ্য উত্পাদনের চূড়ান্ত পর্যায়ের একটি পণ্য। ব্যাপক উৎপাদন আপনাকে সম্পূর্ণ প্রক্রিয়াকে যান্ত্রিকীকরণ এবং স্বয়ংক্রিয় করতে এবং এটিকে আরও অর্থনৈতিকভাবে সংগঠিত করতে দেয়।
ফাঁকা উত্পাদন বিভিন্ন ধরনের স্পেসিফিকেশন
|
চারিত্রিক বৈশিষ্ট্য |
উৎপাদন |
||
|
|
একক |
সিরিয়াল |
বিশাল |
|
ব্যাচের পুনরাবৃত্তিযোগ্যতা (সিরিজ) |
অনুপস্থিত |
পর্যায়ক্রমিক |
একই ফাঁকা ক্রমাগত উত্পাদন |
|
প্রযুক্তিগত সরঞ্জাম |
সর্বজনীন |
সার্বজনীন, আংশিক বিশেষায়িত এবং বিশেষ |
বিশেষ সরঞ্জাম এবং স্বয়ংক্রিয় লাইন ব্যাপক ব্যবহার |
|
ফিক্সচার |
বেশিরভাগই সর্বজনীন |
বিশেষ, কাস্টমাইজযোগ্য |
বিশেষ, প্রায়ই জৈবভাবে সরঞ্জাম সম্পর্কিত |
|
টুল |
বেশিরভাগই বহুমুখী |
সর্বজনীন এবং বিশেষ |
প্রধানত বিশেষ |
|
কর্মীর যোগ্যতা |
বিভিন্ন |
কম (উচ্চ যোগ্য সমন্বয়কারীর উপস্থিতিতে) |
|
|
সমাপ্ত অংশ কম খরচ |
সর্বনিম্ন |
||
গণউৎপাদনব্যাচে (সিরিজ) সীমিত পরিসরে পণ্য তৈরি করা, নির্দিষ্ট বিরতিতে পুনরাবৃত্তি করা এবং কাজের বিস্তৃত বিশেষীকরণ দ্বারা চিহ্নিত করা হয়েছে। বড়-, মাঝারি- এবং ছোট-স্কেল উত্পাদনে সিরিয়াল উত্পাদনের বিভাজন শর্তসাপেক্ষ, যেহেতু প্রকৌশলের বিভিন্ন শাখায় একটি সিরিজে একই সংখ্যক উত্পাদিত পণ্য রয়েছে, তবে তাদের আকার, জটিলতা এবং শ্রমের তীব্রতার মধ্যে উল্লেখযোগ্য পার্থক্য রয়েছে, উৎপাদন বিভিন্ন ধরনের দায়ী করা যেতে পারে. যান্ত্রিকীকরণ এবং স্বয়ংক্রিয়তার স্তরের পরিপ্রেক্ষিতে, বৃহৎ-স্কেল উত্পাদন ব্যাপক উত্পাদনের দিকে যায়, এবং ছোট-স্কেল উত্পাদন পৃথক উত্পাদনের দিকে যায়।
একক উৎপাদনকর্মক্ষেত্রে পণ্যের অনির্দিষ্ট ব্যবধানে পুনরাবৃত্তি না হওয়া বা পুনরাবৃত্তি না হওয়া বিস্তৃত পরিসরের একক পরিমাণে উত্পাদন দ্বারা আলাদা করা হয় যেগুলির নির্দিষ্ট বিশেষীকরণ নেই (পেশাদার ব্যতীত)। ইউনিট উত্পাদনে, প্রযুক্তিগত অপারেশনগুলির একটি উল্লেখযোগ্য শতাংশ ম্যানুয়ালি সঞ্চালিত হয়।
প্রধান বৈশিষ্ট্য অনুসারে বিভিন্ন ধরণের ফাঁকা উত্পাদনের প্রযুক্তিগত বৈশিষ্ট্যগুলি সারণিতে উপস্থাপন করা হয়েছে। 1.1। কর্মক্ষেত্রের বিশেষীকরণের ডিগ্রী বৃদ্ধি, তাদের মাধ্যমে উৎপাদন বস্তুর ক্রমাগত এবং সরাসরি চলাচল, অর্থাৎ একক থেকে সিরিয়ালে এবং সিরিয়াল থেকে ব্যাপক উৎপাদনে রূপান্তর, বিশেষ সরঞ্জাম এবং প্রযুক্তিগত সরঞ্জাম, উন্নত প্রযুক্তিগত প্রক্রিয়া, উন্নত পদ্ধতির ব্যাপক ব্যবহারের অনুমতি দেয়। শ্রম সংগঠিত করা এবং শেষ পর্যন্ত - শ্রমের উত্পাদনশীলতা বাড়ানো, উত্পাদন ব্যয় হ্রাস করা, এর গুণমান উন্নত করা।
1.2 উৎপাদন এবং প্রযুক্তিগত প্রক্রিয়া
GOST 14.004-83 অনুসারে, মানুষের সমস্ত কর্মের সামগ্রিকতা এবং এর জন্য প্রয়োজনীয় উত্পাদন সরঞ্জাম এই উত্পাদনউত্পাদিত পণ্য উত্পাদন বা মেরামতের জন্য, বলা হয় উৎপাদন প্রক্রিয়া.বাস্তবায়ন করার সময় উৎপাদন প্রক্রিয়াউপকরণ এবং আধা-সমাপ্ত পণ্যগুলি সমাপ্ত পণ্যগুলিতে রূপান্তরিত হয় যা তাদের অফিসিয়াল উদ্দেশ্যের সাথে মিলে যায়। উৎপাদন প্রক্রিয়া কভার করে: উৎপাদনের উপায় তৈরি এবং চাকরির রক্ষণাবেক্ষণ; উপকরণ এবং আধা-সমাপ্ত পণ্যের প্রাপ্তি এবং সঞ্চয়; মেশিন যন্ত্রাংশ উত্পাদন সব পর্যায়ে; উপকরণ পরিবহন, ফাঁকা, অংশ, অংশ এবং সমাপ্ত পণ্য, অংশ এবং পণ্য সমাবেশ; উত্পাদনের সমস্ত পর্যায়ে পণ্যগুলির প্রযুক্তিগত নিয়ন্ত্রণ, পরীক্ষা এবং শংসাপত্র; সমাবেশ ইউনিট এবং পণ্য ভেঙে ফেলা (যদি প্রয়োজন হয়); ধারক উত্পাদন; প্রস্তুত পণ্যের প্যাকেজিং এবং উত্পাদিত পণ্যের উত্পাদন সম্পর্কিত অন্যান্য কার্যক্রম। উত্পাদন প্রক্রিয়া স্থান এবং সময়ে সঞ্চালিত হয় যখন উত্পাদনের বস্তুগুলি উত্পাদনের উপকরণগুলির সাথে যোগাযোগ করে।
উৎপাদন প্রক্রিয়ার জন্য প্রয়োজনীয় এলাকা বলা হয় উৎপাদন এলাকা.একটি পুনরাবৃত্ত উত্পাদন প্রক্রিয়া চালানোর জন্য প্রয়োজনীয় ক্যালেন্ডার সময় বলা হয় উত্পাদন চক্র।
GOST 3.1109-82 অনুসারে, উৎপাদন প্রক্রিয়ার একটি অংশ যা শ্রমের বস্তুর অবস্থা পরিবর্তন করার জন্য উদ্দেশ্যমূলক কর্ম ধারণ করে তাকে বলা হয় প্রযুক্তিগত প্রক্রিয়া।প্রযুক্তিগত প্রক্রিয়ার বাস্তবায়নের সময়, নির্দিষ্ট মান পূরণ করে এমন একটি পণ্য পাওয়ার জন্য উপাদান বা আধা-সমাপ্ত পণ্যের আকৃতি, আকার, বৈশিষ্ট্যগুলির মধ্যে ধারাবাহিক পরিবর্তন হয়। প্রযুক্তিগত প্রয়োজনীয়তা. প্রযুক্তিগত প্রক্রিয়াটির নিজস্ব কাঠামো রয়েছে এবং এটি কর্মক্ষেত্রে সঞ্চালিত হয়।
প্রযুক্তিগত অপারেশন- প্রযুক্তিগত প্রক্রিয়ার একটি সম্পূর্ণ অংশ, একটি কর্মক্ষেত্রে সম্পাদিত এবং কর্মীদের (বা কর্মীদের গ্রুপ) এবং ওয়ার্কপিস তৈরির জন্য বা এর প্রক্রিয়াকরণের জন্য সমস্ত অনুক্রমিক ক্রিয়াগুলিকে কভার করে (একই সময়ে এক বা একাধিক)। কর্মশালার উৎপাদন এলাকার একটি অংশ, যেখানে এক বা একাধিক কাজের পারফরমার এবং সরঞ্জামের একটি অংশ বা তাদের দ্বারা পরিসেবা করা পরিবাহকের অংশ, সেইসাথে সরঞ্জাম এবং উত্পাদন আইটেমগুলি অবস্থিত। কর্মক্ষেত্রযান্ত্রিক প্রকৌশল পণ্যের আধুনিক উত্পাদন প্রযুক্তিগত সরঞ্জাম এবং টুলিং ছাড়া অকল্পনীয়।
প্রযুক্তিগত সরঞ্জাম- এগুলি এমন উত্পাদন সরঞ্জাম যেখানে উপকরণ বা ফাঁকা জায়গা, তাদের প্রভাবিত করার উপায় এবং প্রযুক্তিগত প্রক্রিয়ার একটি নির্দিষ্ট অংশ সম্পাদন করার জন্য শক্তির উত্স স্থাপন করা হয়। প্রক্রিয়া সরঞ্জামের উদাহরণ হল ফাউন্ড্রি মেশিন, প্রেস, মেশিন টুলস, চুল্লি, ইলেক্ট্রোপ্লেটিং বাথ, ওয়াশিং এবং বাছাই মেশিন, টেস্ট বেঞ্চ, মার্কিং প্লেট ইত্যাদি। প্রযুক্তিগত সরঞ্জাম- এইগুলি প্রযুক্তিগত সরঞ্জামগুলির সাথে একত্রে ব্যবহৃত উত্পাদনের সরঞ্জাম এবং প্রযুক্তিগত প্রক্রিয়ার একটি নির্দিষ্ট অংশ সম্পাদন করতে তাদের সাথে যুক্ত করা হয়। টুলিংয়ের উদাহরণ হল টুল, ডাইস, ফিক্সচার, মোল্ড, গেজ, প্যাটার্ন, মোল্ড, কোর বক্স ইত্যাদি।
উৎপাদনে পণ্যের প্রবর্তন ক্রমাগত (দীর্ঘ সময়ের জন্য) এবং এক-বার (একক কপি এবং ব্যাচ) চালানো যেতে পারে। একই নাম এবং আকারের ফাঁকাগুলির একটি গ্রুপ, যা একটি নির্দিষ্ট সময়ের জন্য একই সাথে বা অবিচ্ছিন্নভাবে উত্পাদনে চালু হয়, বলা হয় উত্পাদন ব্যাচ।ভর এবং বৃহৎ আকারের উৎপাদনে প্রযুক্তিগত প্রক্রিয়াগুলি রিলিজ চক্র দ্বারা চিহ্নিত করা হয়। স্ট্রোক রিলিজ- এটি সেই সময়ের ব্যবধান যার মাধ্যমে একটি নির্দিষ্ট নাম, আকার এবং নকশার একটি ওয়ার্কপিস বা পণ্যের প্রকাশ পর্যায়ক্রমে সঞ্চালিত হয়। "আউটপুট চক্র" ধারণাটি ব্যাপকভাবে খালি জায়গাগুলির ব্যাপক এবং বড় আকারের উত্পাদনে ব্যবহৃত হয়, যেখানে উচ্চ স্তরের যান্ত্রিকীকরণ এবং উত্পাদনের স্বয়ংক্রিয়তা রয়েছে (বিশেষ সরঞ্জাম, পরিবাহক, ইত্যাদি)। যদি এই এন্টারপ্রাইজের ওয়ার্কপিসটি উত্পাদনের চূড়ান্ত পণ্য হয় (উদাহরণস্বরূপ, একটি ইস্পাত মিলে), তবে এই ক্ষেত্রে এটি এই উদ্ভিদের একটি পণ্য।
1.3 উৎপাদন সংগঠনের নীতি, ফর্ম এবং পদ্ধতি
এন্টারপ্রাইজের উত্পাদন এবং অর্থনৈতিক ক্রিয়াকলাপের ফলাফল, এর কাজের অর্থনৈতিক সূচকগুলি উত্পাদন প্রক্রিয়ার সঠিক সংগঠনের উপর নির্ভর করে: উত্পাদনের ব্যয়, লাভ এবং উত্পাদনের লাভজনকতা। মৌলিক নীতি যুক্তিবাদী সংগঠনউত্পাদন প্রক্রিয়া বিশেষীকরণ হয়.
বিশেষীকরণ- শ্রম বিভাজনের একটি রূপ, যার মধ্যে রয়েছে যে সামগ্রিকভাবে এন্টারপ্রাইজ এবং এর স্বতন্ত্র বিভাগগুলি সীমিত পরিসরের পণ্য তৈরি করে। প্রতিটি কর্মক্ষেত্র, সাইট, ওয়ার্কশপ এবং প্ল্যান্টে উত্পাদিত পণ্যের পরিসর হ্রাস করার ফলে একই নামের পণ্যের আউটপুট বৃদ্ধি পায়, বিশেষ এবং আরও উত্পাদনশীল সরঞ্জাম ব্যবহারের মাধ্যমে অর্থনৈতিক সূচকগুলির উন্নতি হয়, ডিগ্রি বৃদ্ধি পায়। সমস্ত প্রক্রিয়ার যান্ত্রিকীকরণ এবং স্বয়ংক্রিয়করণ, শ্রমিকদের দ্বারা কাজের দক্ষতা অর্জন, শ্রমের সংগঠনের উন্নতি, ইন-লাইন উত্পাদন সংগঠন ইত্যাদি। উত্পাদিত পণ্যের পরিসরে হ্রাস প্রমিতকরণ, স্বাভাবিককরণ এবং একীকরণের মাধ্যমে সহজতর হয়। পণ্য এবং তাদের উপাদান।
ফাঁকা উত্পাদনের ক্ষেত্রে, বিভিন্ন ধরণের উত্পাদনের পটভূমিতে বিশেষীকরণের নীতিটি সহজেই সনাক্ত করা যেতে পারে। হ্যাঁ, শর্তাধীনে একক উত্পাদনএকটি মেশিন-বিল্ডিং প্ল্যান্টের কাঠামোতে, একটি ফাউন্ড্রি প্রায়শই সরবরাহ করা হয়, যেখানে ঢালাই লোহা, ইস্পাত এবং নন-লৌহঘটিত অ্যালয়গুলি বিভিন্ন ধরণের সরঞ্জাম ব্যবহার করে বিভিন্ন বিভাগে উত্পাদিত হয়। সিরিয়াল এবং ব্যাপক উত্পাদনের অবস্থার মধ্যে, উদ্ভিদের কাঠামোতে পৃথক স্বতন্ত্র কর্মশালা থাকতে পারে: ইস্পাত, লোহা ফাউন্ড্রি, অ লৌহঘটিত ঢালাই। একই ধরণের ফাঁকাগুলির উত্পাদনের একটি বড় ঘনত্ব নির্দিষ্ট উপাদান, একটি নির্দিষ্ট ওজন বিভাগ, জটিলতা এবং অন্যান্য বৈশিষ্ট্যগুলি থেকে খালি তৈরিতে বিশেষজ্ঞ কারখানা তৈরির দিকে পরিচালিত করে। অতএব, আমাদের দেশে ইস্পাত, লোহা ফাউন্ড্রি, ফরজিং এবং স্ট্যাম্পিং প্ল্যান্ট ইত্যাদি রয়েছে৷ উদাহরণস্বরূপ, মার্কিন প্রকৌশল শিল্পের বৈশিষ্ট্য হল যে বর্তমান শতাব্দীর 50 এর দশকে, ফাঁকা উত্পাদন প্রধানত যান্ত্রিক সমাবেশ থেকে পৃথক করা হয়েছিল। . বিশেষীকরণের নীতির সাথে সম্মতি প্রযুক্তিগত প্রক্রিয়াগুলি সংগঠিত করার ফর্ম এবং পদ্ধতিগুলিকে উল্লেখযোগ্যভাবে প্রভাবিত করে।
প্রযুক্তিগত প্রক্রিয়া সংগঠিত করার ফর্ম এবং পদ্ধতিক্রিয়াকলাপ সম্পাদনের জন্য প্রতিষ্ঠিত পদ্ধতি, প্রযুক্তিগত সরঞ্জামের অবস্থান, পণ্যের সংখ্যা এবং উত্পাদনের সময় তাদের চলাচলের দিকনির্দেশের উপর নির্ভর করে। প্রযুক্তিগত প্রক্রিয়াগুলির সংগঠনের দুটি রূপ রয়েছে: গোষ্ঠী এবং প্রবাহ।
ভিত্তি গ্রুপ ফর্মউত্পাদনের সংগঠন - একজাতীয় নকশা এবং প্রযুক্তিগত বৈশিষ্ট্য অনুসারে উত্পাদিত ফাঁকাগুলির গ্রুপিং। এটি প্রযুক্তিগত সরঞ্জামের ঐক্য এবং কাজের বিশেষীকরণ দ্বারা চিহ্নিত করা হয়।
ইনলাইন ফর্মপ্রতিটি কর্মক্ষেত্রের বিশেষীকরণ, রিলিজ চক্রের উপর ভিত্তি করে প্রযুক্তিগত প্রক্রিয়ার সমস্ত ক্রিয়াকলাপের সমন্বিত এবং ছন্দময় সঞ্চালন, প্রযুক্তিগত ক্রিয়াকলাপের অনুক্রমের সাথে সঙ্গতিপূর্ণ একটি ক্রমানুসারে কর্মক্ষেত্রের বসানো। উত্পাদনের প্রবাহ ফর্ম একটি উত্পাদন লাইন আকারে উপলব্ধি করা হয়। প্রোডাকশন লাইন, যার উপর ফাঁকাগুলি পর্যায়ক্রমে, ব্যাচে তৈরি করা হয়, তাকে পরিবর্তনশীল-প্রবাহ লাইন বলে। এগুলি সিরিয়াল উত্পাদনের জন্য সাধারণ এবং সরঞ্জাম এবং টুলিংয়ের সংশ্লিষ্ট পুনর্বিন্যাস সহ কাঠামোগতভাবে অনুরূপ খালি তৈরিতে ব্যবহৃত হয়। যদি উত্পাদন লাইনের সমস্ত প্রক্রিয়া স্বয়ংক্রিয় হয়, তবে উত্পাদন লাইনটিকে স্বয়ংক্রিয় বলা হয়।
1.4
ধারণা ইউনিফাইড সিস্টেমউত্পাদনের প্রযুক্তিগত প্রস্তুতি
চলতি শতাব্দীর সত্তরের দশকের গোড়ার দিকে ক উৎপাদনের প্রযুক্তিগত প্রস্তুতির ইউনিফাইড সিস্টেম(ESTPP)। ESTPP - প্রতিষ্ঠিত রাষ্ট্রীয় মানউত্পাদনের প্রযুক্তিগত প্রস্তুতির সংগঠিত ও পরিচালনার জন্য একটি সিস্টেম, যা উন্নত মানক প্রযুক্তিগত প্রক্রিয়া, মানক প্রযুক্তিগত সরঞ্জাম এবং সরঞ্জাম, যান্ত্রিকীকরণ এবং উত্পাদন প্রক্রিয়াগুলির স্বয়ংক্রিয়করণের উপায়, প্রকৌশল এবং পরিচালনার কাজগুলির ব্যাপক ব্যবহারের জন্য সরবরাহ করে।
উত্পাদনের প্রযুক্তিগত প্রস্তুতি(টিপিপি) নির্দিষ্ট প্রযুক্তিগত এবং অর্থনৈতিক সূচক অনুসারে, অর্থাৎ, ন্যূনতম শ্রম এবং বস্তুগত খরচে সর্বোচ্চ মানের শ্রেণীর পণ্য উত্পাদন করার জন্য এন্টারপ্রাইজের সম্পূর্ণ প্রযুক্তিগত প্রস্তুতি নিশ্চিত করতে হবে। সম্পূর্ণ প্রযুক্তিগত প্রস্তুতিকে বোঝা যায় এন্টারপ্রাইজে প্রযুক্তিগত ডকুমেন্টেশন এবং প্রযুক্তিগত সরঞ্জামগুলির একটি সম্পূর্ণ সেটের উপস্থিতি যা পণ্যের উত্পাদন নিশ্চিত করে। টিপিপি-তে অনেকগুলি কাজের সমাধান রয়েছে যা নিম্নলিখিত প্রধান ফাংশনে গোষ্ঠীভুক্ত করা যেতে পারে: পণ্য ডিজাইনের উত্পাদনযোগ্যতা নিশ্চিত করা; প্রযুক্তিগত প্রক্রিয়া উন্নয়ন; নকশা এবং প্রযুক্তিগত সরঞ্জাম উত্পাদন; CCI এর সংগঠন এবং ব্যবস্থাপনা।
ECTPP-এর একটি বিশিষ্ট স্থান হল তাদের উৎপাদনের জন্য ফাঁকা স্থানের নকশা এবং প্রযুক্তিগত প্রক্রিয়া।
1.5 প্রকিউরমেন্ট উৎপাদনের উদ্দেশ্য এবং উন্নয়ন প্রবণতা
ফাঁকা উত্পাদনের মূল উদ্দেশ্য হল মেশিনের দোকানগুলিকে উচ্চ-মানের ফাঁকাগুলি সরবরাহ করা।
যান্ত্রিক প্রকৌশলে, ফাঁকা স্থানগুলি ব্যবহার করা হয় যা ঢালাই, গঠন, ঢালাই, সেইসাথে প্লাস্টিক এবং পাউডার উপকরণ থেকে প্রাপ্ত হয় (সারণী 1.2)। আধুনিক ফাঁকা উৎপাদনে সবচেয়ে জটিল কনফিগারেশন এবং সবচেয়ে বৈচিত্র্যময় আকার ও নির্ভুলতার ফাঁকা গঠন করার ক্ষমতা রয়েছে।
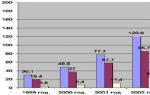
যান্ত্রিক প্রকৌশলে ফাঁকা উৎপাদনের জন্য একটি আনুমানিক কাঠামো
বর্তমানে, যান্ত্রিক প্রকৌশলে সংগ্রহের কাজের গড় শ্রমের তীব্রতা যন্ত্র উৎপাদনের মোট শ্রম তীব্রতার 40 ... 45%। ফাঁকা উত্পাদনের বিকাশের প্রধান প্রবণতা হ'ল তাদের আকৃতি এবং আকারের নির্ভুলতা বাড়িয়ে মেশিনের যন্ত্রাংশ তৈরিতে যান্ত্রিক প্রক্রিয়াকরণের শ্রমের তীব্রতা হ্রাস করা।
পরীক্ষার প্রশ্ন
1. উৎপাদন প্রকার কি কি? তাদের প্রধান বৈশিষ্ট্যগুলি তালিকাভুক্ত করুন।
2. উৎপাদন ও প্রযুক্তিগত প্রক্রিয়া বলতে কী বোঝায়?
3. প্রযুক্তিগত সরঞ্জাম এবং সরঞ্জাম বলতে কি বোঝায়?
4. প্রযুক্তিগত প্রক্রিয়াগুলির সংগঠনের ফর্মগুলি কী কী?
5. ECTPP এর সংজ্ঞা দাও এবং এর উদ্দেশ্য বর্ণনা কর।
6. সংগ্রহ উৎপাদনের উন্নয়নের উদ্দেশ্য ও প্রবণতা কী?
7. মেকানিক্যাল ইঞ্জিনিয়ারিং-এ কোন ফাঁকা জায়গা ব্যবহার করা হয়?
2. খালি জায়গা এবং তাদের বৈশিষ্ট্য সম্পর্কে প্রাথমিক ধারণা
2.1 সংগ্রহ, মৌলিক ধারণা এবং সংজ্ঞা
ফাঁকা, GOST 3.1109-82 অনুযায়ী, শ্রমের বিষয় বলা হয়, যা থেকে আকৃতি, আকার, পৃষ্ঠের বৈশিষ্ট্য এবং (বা) উপাদান পরিবর্তন করে একটি অংশ তৈরি করা হয়।
তিনটি প্রধান ধরনের ফাঁকা রয়েছে: মেশিন-বিল্ডিং প্রোফাইল, টুকরা এবং মিলিত। মেশিন-বিল্ডিং প্রোফাইলগুলি একটি ধ্রুবক বিভাগ (উদাহরণস্বরূপ, বৃত্তাকার, ষড়ভুজ বা পাইপ) বা পর্যায়ক্রমিক দ্বারা তৈরি করা হয়। বড় আকারের এবং ব্যাপক উত্পাদন, বিশেষ ঘূর্ণিত পণ্য এছাড়াও ব্যবহার করা হয়। পিস ফাঁকা ঢালাই, ফরজিং, স্ট্যাম্পিং বা ঢালাই দ্বারা প্রাপ্ত করা হয়। সম্মিলিত ওয়ার্কপিস হল জটিল ওয়ার্কপিস যা যোগদানের মাধ্যমে (উদাহরণস্বরূপ, ঢালাই) পৃথক, সহজ উপাদান। এই ক্ষেত্রে, ওয়ার্কপিসের ভর হ্রাস করা এবং আরও লোড করা উপাদানগুলির জন্য সবচেয়ে উপযুক্ত উপকরণ ব্যবহার করা সম্ভব।
ওয়ার্কপিসগুলি তাদের কনফিগারেশন এবং মাত্রা, প্রাপ্ত মাত্রার নির্ভুলতা, পৃষ্ঠের অবস্থা ইত্যাদি দ্বারা চিহ্নিত করা হয়।
ওয়ার্কপিসের ফর্ম এবং মাত্রামূলত এর উত্পাদন এবং পরবর্তী প্রক্রিয়াকরণ উভয়ের প্রযুক্তি নির্ধারণ করে। মাত্রিক নির্ভুলতা workpiece একটি অংশ উত্পাদন খরচ প্রভাবিত সবচেয়ে গুরুত্বপূর্ণ ফ্যাক্টর. এই ক্ষেত্রে, সময়ের সাথে সাথে এবং উত্পাদিত ব্যাচের সীমার মধ্যে ওয়ার্কপিসের মাত্রার স্থায়িত্ব নিশ্চিত করা বাঞ্ছনীয়। ওয়ার্কপিসের আকৃতি এবং মাত্রা, সেইসাথে এর পৃষ্ঠগুলির অবস্থা (উদাহরণস্বরূপ, লোহার ঢালাইয়ের ঠাণ্ডা, ফোরজিংসের স্কেলের স্তর) পরবর্তী যন্ত্রগুলিকে উল্লেখযোগ্যভাবে প্রভাবিত করতে পারে। অতএব, বেশিরভাগ ওয়ার্কপিসের জন্য, প্রাথমিক প্রস্তুতির প্রয়োজন হয়, যার মধ্যে রয়েছে যে তাদের এমন একটি অবস্থা বা চেহারা দেওয়া হয়েছে যাতে তারা ধাতব-কাটিং মেশিনে মেশিন করা যায়। স্বয়ংক্রিয় লাইন বা নমনীয় স্বয়ংক্রিয় কমপ্লেক্সগুলিতে আরও প্রক্রিয়াকরণ করা হলে এই কাজটি বিশেষ যত্নের সাথে করা হয়। প্রি-প্রসেসিং ক্রিয়াকলাপগুলির মধ্যে রয়েছে পরিষ্কার করা, সোজা করা, পিলিং, কাটা, কেন্দ্রীকরণ এবং কখনও কখনও প্রযুক্তিগত ঘাঁটিগুলির প্রক্রিয়াকরণ।
2.2 ভাতা, ওভারল্যাপ এবং মাত্রা
মেশিনিং ভাতা- অঙ্কন অনুযায়ী প্রয়োজনীয় অংশের আকৃতি এবং মাত্রা পাওয়ার জন্য এটি ওয়ার্কপিসের পৃষ্ঠ থেকে ধাতুর একটি স্তর সরানো হয়েছে। ভাতাগুলি কেবলমাত্র সেই পৃষ্ঠগুলিতে নির্ধারিত হয় যার প্রয়োজনীয় আকৃতি এবং মাত্রিক নির্ভুলতা একটি ওয়ার্কপিস পাওয়ার গৃহীত পদ্ধতি দ্বারা অর্জন করা যায় না।
ভাতা সাধারণ এবং কর্মক্ষম বিভক্ত করা হয়. প্রক্রিয়াকরণের জন্য মোট ভাতা- এটি একটি প্রদত্ত পৃষ্ঠে সম্পাদিত সমস্ত প্রয়োজনীয় প্রযুক্তিগত ক্রিয়াকলাপ সম্পাদন করার জন্য প্রয়োজনীয় ধাতুর একটি স্তর। অপারেটিং ভাতা- এটি একটি প্রযুক্তিগত অপারেশন চলাকালীন ধাতুর একটি স্তর অপসারণ। ভাতা প্রশ্নে পৃষ্ঠ থেকে স্বাভাবিক বরাবর পরিমাপ করা হয়. মোট ভাতা অপারেটিংদের যোগফলের সমান।
ভাতার আকার উল্লেখযোগ্যভাবে অংশ উত্পাদন খরচ প্রভাবিত করে। একটি অত্যধিক ভাতা শ্রমের খরচ, উপাদানের ব্যবহার, কাটার সরঞ্জাম এবং বিদ্যুত বৃদ্ধি করে। একটি অবমূল্যায়িত ভাতার জন্য একটি ওয়ার্কপিস পাওয়ার জন্য আরও ব্যয়বহুল পদ্ধতি ব্যবহার করা প্রয়োজন, মেশিনে ওয়ার্কপিস ইনস্টল করাকে জটিল করে তোলে এবং শ্রমিকের উচ্চতর যোগ্যতা প্রয়োজন। উপরন্তু, এটি প্রায়ই মেশিনিং সময় বিবাহের কারণ। অতএব, প্রদত্ত উৎপাদন অবস্থার জন্য নির্ধারিত ভাতা সর্বোত্তম হওয়া উচিত।
সর্বোত্তম ভাতা ওয়ার্কপিসের উপাদান, মাত্রা এবং কনফিগারেশন, ওয়ার্কপিসের ধরণ, এটির উত্পাদনের সময় ওয়ার্কপিসের বিকৃতি, ত্রুটিযুক্ত পৃষ্ঠের স্তরের বেধ এবং অন্যান্য কারণের উপর নির্ভর করে। এটি জানা যায়, উদাহরণস্বরূপ, লোহার ঢালাইয়ের একটি ত্রুটিপূর্ণ পৃষ্ঠ স্তর রয়েছে যার মধ্যে শেল, বালি অন্তর্ভুক্ত রয়েছে; Forging দ্বারা প্রাপ্ত forgings স্কেল আছে; গরম ফরজিং দ্বারা প্রাপ্ত forgings একটি decarburized পৃষ্ঠ স্তর আছে.
সর্বোত্তম ভাতা গণনা এবং বিশ্লেষণী পদ্ধতি দ্বারা নির্ধারণ করা যেতে পারে, যা "মেকানিক্যাল ইঞ্জিনিয়ারিং টেকনোলজি" কোর্সে বিবেচনা করা হয়। কিছু ক্ষেত্রে (উদাহরণস্বরূপ, যখন মেশিনিং প্রযুক্তি এখনও বিকশিত হয়নি), বিভিন্ন ধরণের ওয়ার্কপিস প্রক্রিয়াকরণের জন্য ভাতাগুলি মান এবং রেফারেন্স বই অনুসারে নির্বাচন করা হয়।

ভাত। 2.1। বিয়ারিং হাউজিং এর ভাতা, ল্যাপ এবং মাত্রা (a), প্লাগ (খ)এবং খাদ (ভিতরে): কিন্তুইগ খজ্যাগ ভিতরেজ্যাগ ডিজ্যাগ ডি′ জ্যাগ ডি″ zag - ওয়ার্কপিসের মূল মাত্রা; ক det, খ det, ভিতরে det, ডি"এটা, ডি"det, - সমাপ্ত অংশের মাত্রা; ডি 1 , ডি 2 , সম্পর্কিত" 1 , সম্পর্কিত" 1 , - workpiece অপারেটিং মাত্রা
প্রথম অপারেশনে সরানো ধাতুর প্রকৃত স্তর ব্যাপকভাবে পরিবর্তিত হতে পারে, যেহেতু অপারেটিং ভাতা ছাড়াও, প্রায়ই ওভারলে অপসারণ করা প্রয়োজন।
ভাঁজ- এটি ওয়ার্কপিসের উপরিভাগে অতিরিক্ত ধাতু (ভাতার অতিরিক্ত), এটির উত্পাদনের শর্তগুলি সহজতর করার জন্য ওয়ার্কপিসের কনফিগারেশনকে সহজ করার জন্য প্রযুক্তিগত প্রয়োজনীয়তার কারণে। বেশিরভাগ ক্ষেত্রে, ওভারল্যাপটি মেশিনিং দ্বারা মুছে ফেলা হয়, কম প্রায়ই এটি পণ্যে থাকে (ফরজিং ঢাল, বক্রতার বর্ধিত ব্যাসার্ধ ইত্যাদি)।
একটি ওয়ার্কপিসকে একটি সমাপ্ত অংশে রূপান্তর করার প্রক্রিয়ায়, এর মাত্রাগুলি বেশ কয়েকটি মধ্যবর্তী মান অর্জন করে, যাকে বলা হয় অপারেটিং মাত্রা।ডুমুর উপর. 2.1 বিভিন্ন শ্রেণীর বিবরণ ভাতা, ল্যাপ এবং অপারেটিং মাত্রা দেখায়। অপারেটিং মাত্রাগুলি সাধারণত বিচ্যুতির সাথে সংযুক্ত থাকে: শ্যাফ্টের জন্য - বিয়োগ, গর্তগুলির জন্য - প্লাস।
2.3 নির্মাণ সামগ্রী
মেশিনের যন্ত্রাংশ তৈরির প্রযুক্তিগত প্রক্রিয়ায় কাঠামোগত উপাদানের ভূমিকা অত্যন্ত উচ্চ। একদিকে, কাঠামোগত উপাদানগুলিকে সর্বনিম্ন উত্পাদন খরচে ফাঁকা এবং অংশগুলির উত্পাদন নিশ্চিত করতে হবে। প্রকৌশল পণ্যের খরচে উপকরণের খরচের অংশ তুলনামূলকভাবে বেশি (উদাহরণস্বরূপ, মেশিন টুল শিল্পে এটি মোট খরচের 60%, লোকোমোটিভ এবং ওয়াগন তৈরিতে - 70 ... 75%) এবং বৃদ্ধি করতে থাকে। অন্য দিকে, সঠিক পছন্দকাঠামোগত উপাদান তার উচ্চ কর্মক্ষমতা বৈশিষ্ট্য, এর স্থায়িত্ব এবং রক্ষণাবেক্ষণের বিবরণ প্রদান করা উচিত. একটি কাঠামোগত উপাদান নির্বাচন করার সময়, এটির কার্যক্ষম, প্রযুক্তিগত এবং অর্থনৈতিক বৈশিষ্ট্যগুলি বিবেচনায় নেওয়া প্রয়োজন।
উপাদান কর্মক্ষমতা বৈশিষ্ট্যনিশ্চিত করতে হবে যে অংশগুলি নির্ভরযোগ্যভাবে তাদের কার্য সম্পাদন করে। এই দৃষ্টিকোণ থেকে, তার পছন্দ গণনা, পরীক্ষা বা অনুরূপ অংশের অপারেটিং অভিজ্ঞতার ভিত্তিতে তৈরি করা হয়। নির্দিষ্ট শর্তের অধীনে কাজ করা অংশগুলি তৈরির জন্য উপকরণের গ্রেডের পছন্দের ডেটা সাধারণত রেফারেন্স বইতে দেওয়া হয়।
প্রযুক্তিগত বৈশিষ্ট্য(তরলতা, প্লাস্টিকের বিকৃতির ক্ষমতা, জোড়যোগ্যতা) একটি গুরুত্বপূর্ণ বিষয় যা নির্বাচিত প্রযুক্তিগত পদ্ধতি দ্বারা প্রদত্ত উপাদান প্রক্রিয়াকরণের সম্ভাবনা এবং দক্ষতা নির্ধারণ করে। একটি অংশ ডিজাইন করার সময়, ডিজাইনারকে অবশ্যই প্রথম থেকেই কল্পনা করতে হবে যে এটি কীভাবে তৈরি করা হবে, ওয়ার্কপিসের প্রাপ্তি থেকে শুরু করে এবং সমাপ্তির সাথে শেষ হবে।
উপাদানের প্রযুক্তিগত বৈশিষ্ট্যগুলি ফাঁকা উত্পাদনের জন্য পরবর্তী প্রযুক্তি আগাম নির্ধারণ করতে পারে। উদাহরণস্বরূপ, যদি মেশিনের বিছানা ধূসর ঢালাই লোহা দিয়ে তৈরি হয়, তাহলে ওয়ার্কপিসটি শুধুমাত্র ঢালাই দ্বারা প্রাপ্ত করা যেতে পারে। ঢালাই লোহা চাপ চিকিত্সা করা যাবে না. এটি কার্যত ঢালাইযোগ্য নয় (অন্তত নতুন কাঠামো তৈরি করার সময়) এবং প্রায় সারফেসিং দ্বারা মেরামতের অনুমতি দেয় না। ফ্রেমের ঢালাই খালি আকৃতি এবং মাত্রা স্থিতিশীল করতে অতিরিক্ত প্রক্রিয়াকরণ (প্রাকৃতিক বার্ধক্য, নিম্ন-তাপমাত্রা অ্যানিলিং, ইত্যাদি) প্রয়োজন।
অর্থনৈতিক দক্ষতাব্যবহৃত কাঠামোগত উপাদান তার খরচ এবং অভাব দ্বারা অনুমান করা যেতে পারে. একটি কাঠামোগত উপাদানের অর্থনৈতিক দক্ষতা কম খরচে হ্রাস করা উচিত নয়। উপাদানের পছন্দ উল্লেখযোগ্যভাবে ফাঁকা উত্পাদন এবং তাদের পরবর্তী প্রক্রিয়াকরণের পদ্ধতিগুলির ব্যয়-কার্যকারিতা দ্বারা প্রভাবিত হয়, যা এই উপাদানটির প্রযুক্তিগত বৈশিষ্ট্য দ্বারা নির্ধারিত হয়। উপরন্তু, ক্রমবর্ধমান উচ্চ মানের এবং সেইজন্য, আরও ব্যয়বহুল উপকরণ ব্যবহার করার বর্তমান প্রবণতার সাথে, এটি বিবেচনা করা প্রয়োজন যে কীভাবে তাদের ব্যবহার অংশের ওজন এবং ব্যয় হ্রাসকে প্রভাবিত করবে।
সাধারণভাবে, এর পরিষেবা জীবন এবং রক্ষণাবেক্ষণযোগ্যতা বাড়াতে।
2.4 খালি জায়গার গুণমান
শিল্প পণ্যের গুণমান হল বৈশিষ্ট্যের একটি সেট যা এর উদ্দেশ্য অনুসারে নির্দিষ্ট চাহিদা মেটাতে এর উপযুক্ততা নির্ধারণ করে। মেশিনের মানের কিছু গুরুত্বপূর্ণ সূচক হল:
1) কর্মক্ষম,যা মেশিনের প্রযুক্তিগত স্তর (এর পরিপূর্ণতা), এর নির্ভরযোগ্যতা, নান্দনিক এবং অন্যান্য বৈশিষ্ট্য নির্ধারণ করে;
2) উত্পাদন এবং প্রযুক্তিগত,যা প্রধানত মেশিনের নকশা এবং এর উপাদানগুলির উত্পাদনশীলতাকে চিহ্নিত করে;
3) অর্থনৈতিক,যা মেশিনের উত্পাদন, পরিচালনা এবং মেরামতের ব্যয়কে চিহ্নিত করে।
বেশিরভাগ ক্ষেত্রে ওয়ার্কপিসের গুণমান তার নির্ভুলতা এবং পৃষ্ঠ স্তরের গুণমান দ্বারা মূল্যায়ন করা হয়।
2.4.1 ওয়ার্কপিস নির্ভুলতা
অধীন workpiece নির্ভুলতাঅঙ্কন এবং এর উত্পাদনের জন্য প্রযুক্তিগত শর্তাবলীর প্রয়োজনীয়তার সাথে এর সম্মতি বোঝা যায়। অঙ্কন (বা মান) এর প্রয়োজনীয়তা থেকে একটি বাস্তব ওয়ার্কপিসের বিচ্যুতি বলা হয় ত্রুটি.ওয়ার্কপিস তৈরির সমস্ত পর্যায়ে ত্রুটিগুলি অনিবার্য, তাই একেবারে সঠিক ওয়ার্কপিস তৈরি করা প্রায় অসম্ভব।
খালি জায়গাগুলির যথার্থতা জ্যামিতিক (আকৃতি এবং আকারের বিচ্যুতি) এবং শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য (উদাহরণস্বরূপ, শক্তি, কঠোরতা, স্থিতিস্থাপকতা, বৈদ্যুতিক পরিবাহিতা ইত্যাদি) দ্বারা চিহ্নিত করা হয়। সূচকগুলির প্রথম গ্রুপটি "ইন্টারচেঞ্জেবিলিটি, স্ট্যান্ডার্ডাইজেশন এবং প্রযুক্তিগত পরিমাপ" কোর্সে অধ্যয়ন করা হয়েছিল। দ্বিতীয় গ্রুপটি উপাদানের সঠিক পছন্দ এবং ফাঁকা উত্পাদন প্রযুক্তির স্থায়িত্ব দ্বারা নিশ্চিত করা হয়।
খালি তৈরির প্রতিটি পদ্ধতির জন্য, অর্জনযোগ্য এবং অর্থনৈতিক নির্ভুলতার মধ্যে একটি পার্থক্য তৈরি করা হয়। সবচেয়ে অনুকূল পরিস্থিতিতে একজন উচ্চ দক্ষ কর্মী দ্বারা এই ধরণের উত্পাদনে যে নির্ভুলতা অর্জন করা যায় তাকে বলা হয় অর্জনযোগ্য অর্থনৈতিক সঠিকতাস্বাভাবিক উৎপাদন অবস্থার অধীনে এই প্রযুক্তিগত পদ্ধতির সাথে অর্জিত। প্রযুক্তিগত প্রক্রিয়াগুলি ডিজাইন করার সময়, প্রযুক্তিবিদকে গড় অর্থনৈতিক নির্ভুলতার উপর ফোকাস করা উচিত, যা নির্ধারিত হয় রেফারেন্স সাহিত্য.
2.4.2 খালি পৃষ্ঠ স্তরের গুণমান
ওয়ার্কপিসের পৃষ্ঠ স্তরের গুণমান হল এক বা একাধিক ধারাবাহিকভাবে প্রয়োগ করা প্রযুক্তিগত প্রক্রিয়াগুলির প্রভাবের ফলে উপাদানটির পৃষ্ঠ স্তরের সমস্ত পরিষেবা বৈশিষ্ট্যের সামগ্রিকতা। ফাঁকা পৃষ্ঠের স্তরটি শূন্যস্থানের মূল উপাদান থেকে গুণগতভাবে আলাদা।
পৃষ্ঠ স্তরের গুণমান দুটি গ্রুপ পরামিতি দ্বারা চিহ্নিত করা হয়: জ্যামিতিক(waviness, roughness, submicroroughness) এবং শারীরিক এবং যান্ত্রিক(রাসায়নিক গঠন; মাইক্রোস্ট্রাকচার; মাইক্রোহার্ডনেস; মাত্রা, চিহ্ন এবং অবশিষ্ট চাপের বিস্তারের গভীরতা, ইত্যাদি)।
পৃষ্ঠের স্তরের গুণমান উপাদানের বৈশিষ্ট্য এবং ওয়ার্কপিসের উত্পাদন প্রযুক্তি দ্বারা নির্ধারিত হয়। উদাহরণস্বরূপ, গরম স্ট্যাম্পিংয়ের পরে, ওয়ার্কপিসের পৃষ্ঠে স্কেল থাকবে। কোল্ড স্ট্যাম্পিং দ্বারা প্রাপ্ত শূন্যের পৃষ্ঠের রুক্ষতা হট স্ট্যাম্পিং দ্বারা প্রাপ্ত শূন্যতার তুলনায় উল্লেখযোগ্যভাবে কম, তবে এর পৃষ্ঠের স্তরে একটি কাজ শক্ত হয়ে যায়। যদি ওয়ার্কপিসটি রাসায়নিক-তাপীয় চিকিত্সার মধ্য দিয়ে থাকে তবে এর পৃষ্ঠের স্তরটির বেস থেকে আলাদা রাসায়নিক গঠন এবং গঠন রয়েছে।
পৃষ্ঠ স্তরের মানের জ্যামিতিক পরামিতি এবং ওয়ার্কপিসের নির্ভুলতা একটি নির্দিষ্ট অর্থে পরস্পর সম্পর্কিত। উদাহরণস্বরূপ, যদি বালির ছাঁচে ঢালাই করে বিলেট তৈরি করা হয়, তাহলে মাইক্রো- এবং ম্যাক্রো-রুক্ষতা উচ্চ মাত্রিক নির্ভুলতা অর্জনের অনুমতি দেয় না। ওয়ার্কপিসের ধরণ এবং এর উত্পাদন প্রযুক্তি নির্বাচন করার সময়, ওয়ার্কপিসের পৃষ্ঠের স্তরের নির্ভুলতা এবং গুণমান জানা প্রয়োজন, যা এই ক্ষেত্রে পাওয়া যেতে পারে।
2.5
ফাঁকা উত্পাদনশীলতা
2.5.1 উৎপাদন ক্ষমতার মৌলিক ধারণা
পণ্য নকশা উত্পাদনশীলতা অনুযায়ী GOST 14.205-83, ডিজাইন বৈশিষ্ট্যগুলির একটি সেট যা প্রদত্ত গুণমান সূচক, আউটপুট ভলিউম এবং কাজের অবস্থার জন্য উত্পাদন, অপারেশন এবং মেরামতের সর্বোত্তম খরচ অর্জনের জন্য এর অভিযোজনযোগ্যতা নির্ধারণ করে।পণ্য তৈরির সমস্ত পর্যায়ে উত্পাদনযোগ্যতা পরীক্ষা বাধ্যতামূলক।
একটি ওয়ার্কপিস ডিজাইন করার পর্যায় থেকে শুরু করে এবং এর উত্পাদনের জন্য একটি পদ্ধতি বেছে নেওয়া এবং পুরো পণ্যটি মেশিনিং এবং একত্রিত করার প্রক্রিয়ার সাথে শেষ হওয়া থেকে উত্পাদনযোগ্যতার সমস্যাগুলি অবশ্যই একটি বিস্তৃত পদ্ধতিতে সমাধান করা উচিত। উত্পাদনযোগ্যতার জন্য কাজ করা একটি ওয়ার্কপিস পরবর্তী মেশিনিংকে জটিল করবে না। উত্পাদনশীলতা, একটি নিয়ম হিসাবে, নকশা পর্যায়ে রাখা হয়, অতএব, ডিজাইনারের কাছ থেকে একটি উচ্চ স্তরের প্রযুক্তিগত প্রশিক্ষণ প্রয়োজন।
উত্পাদনশীলতা একটি আপেক্ষিক ধারণা। ওয়ার্কপিসের একটি নকশা প্রদত্ত ধরণের উত্পাদনের জন্য উত্পাদনযোগ্য এবং অন্যটির জন্য সম্পূর্ণ অ-প্রযুক্তিগত হতে পারে। উত্পাদন ক্ষমতা প্রদত্ত এন্টারপ্রাইজের (উদ্ভিদ) উত্পাদন ক্ষমতার উপরও নির্ভর করে। এন্টারপ্রাইজের উত্পাদন ভিত্তির বিকাশ (উদাহরণস্বরূপ, সিএনসি মেশিনের প্রবর্তন, স্বয়ংক্রিয় সরঞ্জাম) উত্পাদনযোগ্যতার প্রয়োজনীয়তা পরিবর্তন করে। উত্পাদন workpiece উত্পাদন ক্ষমতা
উত্পাদনযোগ্যতা নিশ্চিত করার পদ্ধতি এবং নিয়মগুলি রাষ্ট্রীয় মান দ্বারা প্রতিষ্ঠিত হয়। আধুনিক প্রবণতা হল যে উত্পাদনযোগ্যতার জন্য একটি নকশার বিকাশ ক্রমবর্ধমানভাবে নকশা ডকুমেন্টেশনের বিকাশের পর্যায়ে স্থানান্তরিত হচ্ছে। এর জন্য ডিজাইনার এবং প্রযুক্তিবিদদের ব্যবসায়িক এবং সৃজনশীল সহযোগিতার প্রয়োজন উভয়ই ওয়ার্কপিসের ধরন বেছে নেওয়ার জন্য এবং পরবর্তী প্রক্রিয়াকরণের জন্য প্রযুক্তির বিকাশে।
2.5.2 উত্পাদনশীলতা সূচক
দুটি ধরণের উত্পাদনশীলতা সূচক রয়েছে: গুণগত এবং পরিমাণগত।
গুণগত মূল্যায়ন("ভাল - খারাপ", "অনুমোদিত - অগ্রহণযোগ্য") খালি জায়গাগুলির জন্য দুটি বা ততোধিক বিকল্পের তুলনা করে প্রাপ্ত হয়। এই ক্ষেত্রে মানদণ্ড হল প্রযুক্তিবিদ এবং ডিজাইনারের রেফারেন্স ডেটা এবং অভিজ্ঞতা। সাধারণত এই জাতীয় মূল্যায়ন প্রাথমিক নকশার পর্যায়ে বাহিত হয় এবং সর্বদা একটি পরিমাণগত মূল্যায়নের আগে থাকে।
পরিমাণগত সূচকবস্তুনিষ্ঠভাবে এবং মোটামুটি সঠিকভাবে তুলনামূলক কাঠামোর উত্পাদনশীলতা মূল্যায়ন করা সম্ভব করে তোলে। সূচকের পছন্দ অংশের উদ্দেশ্য (খালি), উৎপাদনের ধরন এবং অপারেটিং অবস্থার উপর নির্ভর করে। প্রতিটি বিবরণের জন্য, তাদের নিজস্ব, সবচেয়ে চরিত্রগত সূচক চয়ন করুন। খালি জায়গার ক্ষেত্রে, উত্পাদনের শ্রমের তীব্রতা, প্রযুক্তিগত খরচ এবং ধাতু ব্যবহার ফ্যাক্টরগুলি প্রায়শই উত্পাদনযোগ্যতার সূচক হিসাবে ব্যবহৃত হয়।
ওয়ার্কপিস তৈরির জটিলতাসমস্ত প্রযুক্তিগত ক্রিয়াকলাপের জন্য ওয়ার্কপিস উত্পাদনে ব্যয় করা মোট সময়কে প্রতিনিধিত্ব করে। স্বতন্ত্র ক্রিয়াকলাপে কাজের কার্য সম্পাদনের জন্য সময়ের নিয়মের উপাদানগুলি প্রাসঙ্গিক রেফারেন্স বইগুলিতে দেওয়া হয়েছে।
নকশার প্রাথমিক পর্যায়ে, জটিলতা অনুমান করার জন্য আনুমানিক পদ্ধতি।উদাহরণস্বরূপ, "ওজন পদ্ধতি" শ্রমের তীব্রতা একটি সাধারণ ওয়ার্কপিসের শ্রম তীব্রতা দ্বারা অনুমান করা হয়, আকৃতি, নির্ভুলতা এবং উত্পাদন প্রযুক্তির অনুরূপ:
কোথায় টিইত্যাদি, টিপ্রকার - যথাক্রমে ডিজাইন করা এবং স্ট্যান্ডার্ড ফাঁকাগুলির জটিলতা; জিইত্যাদি, জিপ্রকার - যথাক্রমে ডিজাইন করা এবং স্ট্যান্ডার্ড ফাঁকাগুলির ভর।
উত্পাদনশীলতা মূল্যায়ন করার জন্য, একটি ওয়ার্কপিস পাওয়ার শ্রমের তীব্রতার সাথে যন্ত্রের শ্রমের তীব্রতার অনুপাতও ব্যবহার করা হয় টিপশম / টি zag এই অনুপাতটি যত ছোট হবে, তত বেশি প্রযুক্তিগতভাবে উন্নত ওয়ার্কপিস (মেশিনিংয়ের পরিমাণ হ্রাস পেয়েছে)। মনোভাব টিপশম / টি zag উত্পাদনের ধরণের উপরও নির্ভর করে (একক উত্পাদনের জন্য এটি সর্বাধিক)।
প্রযুক্তিগত উত্পাদন খরচএটি একটি উত্পাদন পদ্ধতির (ওয়ার্কশপ, উদ্ভিদ) শর্তে সংগ্রহের সেরা রূপটি নির্বাচন করতে ব্যবহৃত হয়। সাধারণ শর্তে, একটি অংশের জন্য, এটি নিম্নলিখিত উপাদানগুলি নিয়ে গঠিত:
C ইত্যাদি = M + 3 + I.o + C সম্পর্কে, (2.2)
যেখানে M হল ব্যবহারযোগ্য মৌলিক উপকরণের খরচ, রুবেল/টুকরা; 3 - উৎপাদন কর্মীদের মজুরি, রুবেল / টুকরা; এবং অভিনয় - পরিধান এবং সরঞ্জাম, রুবেল / টুকরা জন্য ক্ষতিপূরণ; সি সম্পর্কে - একটি অংশ, r./pc তৈরির সময় সরঞ্জামগুলির রক্ষণাবেক্ষণ এবং পরিচালনার সাথে সম্পর্কিত ব্যয়।
সমস্ত খরচ উপাদান আন্তঃসংযুক্ত হয়. উদাহরণস্বরূপ, ওয়ার্কপিসের প্রকারের পরিবর্তন মেশিনের খরচে পরিবর্তন ঘটায়। কাঠামোগত উপাদানের পরিবর্তন প্রক্রিয়া সরঞ্জামের পরিসরে পরিবর্তন ঘটাতে পারে। তুলনামূলক বিকল্পগুলি থেকে, পৃথক উপাদান নির্বিশেষে, প্রযুক্তিগত খরচ ন্যূনতম এমন একটি বেছে নিন।
ধাতু ব্যবহারের হার- এটি একটি মাত্রাবিহীন পরিমাণ, পণ্যের ভরের সাথে গ্রাসকৃত ধাতুর ভরের অনুপাত দ্বারা নির্ধারিত হয়:
প্রতি i.m =G d /G p , (2.3)
কোথায় জি d হল সমাপ্ত অংশের ভর;
জি p - স্প্রু, ফ্ল্যাশ, স্কেল, প্রত্যাখ্যান ইত্যাদির ভর সহ ব্যবহৃত সম্পূর্ণ ধাতুর ভর।
পার্থক্য করা সহগ K c.g ধাতু আউটপুট,সংগ্রহ কর্মশালায় উপযুক্ত, এবং ওজন নির্ভুলতা ফ্যাক্টর K w.t.:
প্রতি c.g = জি s/ জি p, (2.4)
কোথায় জি 3
- ওয়ার্কপিসের ভর;
কে w.t = জি d/G s. (2.5)
Ceteris paribus, উচ্চ মান আরো অনুকূল হয়. কেতাদের ধাতু ব্যবহার ফ্যাক্টরের উপর ওয়ার্কপিস উত্পাদন ক্ষমতার প্রভাব মূল্যায়ন করতে, এটি অবশ্যই মনে রাখতে হবে যে
প্রতি i.m = প্রতি c.g প্রতি v.t. (2.6)
2.5.3 নকশা পর্যায়ে ফাঁকাগুলির উত্পাদনযোগ্যতা নিশ্চিত করা
খালি জায়গাগুলির উত্পাদনযোগ্যতা নিশ্চিত করার কাজটি প্ল্যান্টের সমস্ত পরিষেবার মিথস্ক্রিয়া (ডিজাইনার, প্রযুক্তিবিদ, শ্রমিকদের) বিবেচনায় নিয়ে সমাধান করা উচিত প্রযুক্তিগত সরবরাহইত্যাদি) এবং নির্দিষ্ট উত্পাদন শর্ত (কিছু সরঞ্জাম, উপকরণ, প্ল্যান্টে এলাকাগুলির প্রাপ্যতা)। উত্পাদনশীলতা উন্নত করার উপায়গুলি মূলত উত্পাদনের ধরণ, ব্যাচের আকার, ওয়ার্কপিসের ধরণ এবং অন্যান্য কারণের উপর নির্ভর করে। অতএব, ফাঁকাগুলির উত্পাদনশীলতা উন্নত করার জন্য শুধুমাত্র কিছু সুপারিশ নীচে দেওয়া হল।
1. এটি বাঞ্ছনীয় যে ওয়ার্কপিসের রূপরেখাগুলি সহজ জ্যামিতিক আকারের সংমিশ্রণ।
2. ওয়ার্কপিসের পৃথক উপাদানের আকৃতি এবং মাত্রা (ফিলেট, ঢাল, ইত্যাদি) একীভূত হতে হবে।
3. মাত্রিক নির্ভুলতা এবং workpieces পৃষ্ঠ রুক্ষতা অর্থনৈতিকভাবে ন্যায়সঙ্গত হতে হবে.
4. খালি জায়গাগুলি পাওয়ার জন্য যতটা সম্ভব পদ্ধতি ব্যবহার করা বাঞ্ছনীয় যেগুলির পরবর্তী চিপ অপসারণের প্রয়োজন নেই (চিত্র 2.2)৷
5. যদি যান্ত্রিক প্রক্রিয়াকরণ ছাড়া এটি করা অসম্ভব হয়, তবে প্রক্রিয়াকৃত পৃষ্ঠের সংখ্যা এবং দৈর্ঘ্য হ্রাস করে এটি যতটা সম্ভব কমানোর চেষ্টা করা প্রয়োজন (চিত্র 2.3)।
অংশটির নকশা দুই বা ততোধিক অংশের সংমিশ্রণ হিসাবে এটির উত্পাদনের সম্ভাবনার জন্য অনুমতি দেয় (চিত্র 2.4)।

ভাত। 2.2। কাটা (o) এবং ঘূর্ণায়মান দ্বারা তৈরি অশ্বপালন (খ)

ভাত। 2.3। মেশিনযুক্ত পৃষ্ঠতলের দৈর্ঘ্য হ্রাস করে (a) এবং তাদের সংখ্যা হ্রাস করে মেশিনের আয়তন হ্রাস করার উদাহরণ (খ)

ভাত। 2.4। এক-টুকরা (ও) এবং যৌগিক নির্মাণ (খ)বিস্তারিত
পরীক্ষার প্রশ্ন
1. একটি ফাঁকা কি? কিভাবে ফাঁকা শ্রেণীবদ্ধ করা হয়?
2. ওভারল্যাপ এবং ভাতা কি; কোন ক্ষেত্রে তারা নিয়োগ করা হয় এবং কিভাবে তারা নির্ধারিত হয়?
3. উপাদান কিভাবে workpiece প্রাপ্ত করার পছন্দ প্রভাবিত করে? উদাহরণ দাও.
4. কোন ধরনের সূচক ওয়ার্কপিসের গুণমানকে চিহ্নিত করে?
অর্জনযোগ্য এবং অর্থনৈতিক ওয়ার্কপিস নির্ভুলতা কি? কিভাবে নির্দিষ্ট নির্ভুলতা workpiece খরচ এবং সমাপ্ত অংশ প্রভাবিত করে?
ওয়ার্কপিসের পৃষ্ঠ স্তরের গুণমান দ্বারা কী বোঝায় এবং কোন কারণগুলি এটিকে প্রভাবিত করে?
7. ওয়ার্কপিস উত্পাদনযোগ্যতা বলতে কী বোঝায় এবং কোন সূচক দ্বারা এটি মূল্যায়ন করা হয়?
8. নকশা পর্যায়ে ফাঁকাগুলির উত্পাদনযোগ্যতা কীভাবে নিশ্চিত করা হয়?
সমস্ত ধরণের এবং গ্রেডের উপকরণ যা তৈরি মেশিন-বিল্ডিং পণ্য তৈরি করে, এটিতে পরিণত হওয়ার আগে, উত্পাদন প্রক্রিয়া চলাকালীন ধারাবাহিক কাঠামোগত এবং প্যারামেট্রিক রূপান্তরের মধ্য দিয়ে যায়। সাধারণ ক্ষেত্রে, কাঁচামালকে একটি সমাপ্ত পণ্যে রূপান্তরের পরিকল্পনা চিত্রে দেখানো হয়েছে। 6.1।
ভাত। 6.1।
ফাঁকা স্থান পাওয়ার প্রক্রিয়াগুলি পরবর্তী মাত্রিক প্রক্রিয়াকরণের সাথে ঘনিষ্ঠভাবে সম্পর্কিত। পরেরটির শ্রমের তীব্রতা মূলত ওয়ার্কপিসগুলির নির্ভুলতা এবং সমাপ্ত অংশগুলির কনফিগারেশনের সাথে তাদের কনফিগারেশনের আনুমানিকতার উপর নির্ভর করে। অতএব, যান্ত্রিক প্রকৌশল প্রযুক্তি একটি ওয়ার্কপিস প্রস্তুত এবং পরবর্তী মাত্রিক প্রক্রিয়াকরণ সহ যন্ত্রাংশ উত্পাদনের জন্য একটি সমন্বিত প্রক্রিয়ার দিকে বিকাশ করছে। জ্যামিতিক আকার এবং ওয়ার্কপিসের মাত্রা এবং সমাপ্ত অংশের মাত্রা এবং আকারের সর্বাধিক অনুমান - প্রধান কাজ prefabrication উত্পাদন।
একটি অংশ এবং একটি সমাবেশ ইউনিট ধারণার সংজ্ঞা Ch এ দেওয়া হয়েছিল। 2. আসুন একটি আধা-সমাপ্ত পণ্য এবং একটি ফাঁকা ধারণার সাথে তাদের সম্পূরক করি।
সেমিফিনিশড- একটি কাঠামোগত উপাদান যা প্রক্রিয়াকরণের এক বা একাধিক ধাপ অতিক্রম করেছে (শীট, পাইপ, রড, প্রোফাইল, ইত্যাদি), ফাঁকা স্থান এবং অংশগুলি তৈরির উদ্দেশ্যে। একটি আধা-সমাপ্ত পণ্য হল উপকরণ থেকে সমাপ্ত পণ্যের চেইনের একটি মধ্যবর্তী লিঙ্ক।
ফাঁকা- উৎপাদনের একটি বিষয়, যেখান থেকে পৃষ্ঠ বা উপাদানের আকৃতি, আকার, বৈশিষ্ট্য পরিবর্তন করে পণ্যের কাঠামোগত উপাদান তৈরি করা হয়। পার্টস ফাঁকাগুলির মধ্যে রয়েছে: ঢালাই, স্ট্যাম্পিং, রোলিং, ফরজিং ইত্যাদি।
আধা-সমাপ্ত পণ্যগুলিকে ফাঁকা জায়গায় রূপান্তর করার জন্য ক্রয় প্রক্রিয়াগুলির মধ্যে রয়েছে: কাটা, কাটা, সোজা করা ইত্যাদি।
সম্পাদনা করুন- ওয়ার্কপিসের স্থানীয় এবং সাধারণ বিকৃতি নির্মূল বা হ্রাসের সাথে যুক্ত একটি অপারেশন। ঘূর্ণিত স্টিলের সোজা করা তার কাটার আগে কাটা থেকে দৈর্ঘ্যের বিলেটগুলিতে কাটা হয়, যা কিছু ক্ষেত্রে সোজাও হয়। সম্পাদনা ওয়ার্কপিসের পরবর্তী মেশিনিংয়ের জন্য ভাতা হ্রাস করে। এটি স্ট্রেটেনিং রোল, প্রেস, স্ট্রেচিং স্ট্রেটেনিং মেশিন, স্ট্রেটেনিং এবং সাইজিং মেশিন ইত্যাদিতে সঞ্চালিত হয়। (চিত্র 6.2)।

ভাত। 6.2।
কিন্তু -একটি বার জন্য, পাইপ; খ -শীট জন্য
ডুমুর দেখানো হয়েছে. ৬.২, কিন্তুমেশিনটি যেকোন বার সোজা করার জন্য ডিজাইন করা হয়েছে: ঠান্ডা টানা, গরম-ঘূর্ণিত, মসৃণ বা ঢেউতোলা, সেইসাথে আকারে কাটা। ডুমুর উপর. 6.2, b বড় আকারের শীট উপাদান সোজা করার জন্য একটি মেশিন দেখায়।
কাটাঘূর্ণিত খালি সাধারণত ব্যান্ড করাত, কাটা হ্যাকস, বৃত্তাকার করাত ইত্যাদির উপর স্টপ বরাবর বাহিত হয়।
বর্তমানে, যান্ত্রিক প্রকৌশলে সংগ্রহের কাজের গড় শ্রম তীব্রতা যান্ত্রিক প্রকৌশল পণ্য উৎপাদনের মোট শ্রম তীব্রতার 40-45%। ফাঁকা উত্পাদনের বিকাশের প্রধান প্রবণতা হ'ল তাদের আকৃতি এবং আকারের নির্ভুলতা বাড়িয়ে মেশিনের যন্ত্রাংশ তৈরিতে যান্ত্রিক প্রক্রিয়াকরণের শ্রমের তীব্রতা হ্রাস করা।
যৌক্তিক ধরণের ফাঁকা স্থানের পছন্দ (উপাদান, উত্পাদন পদ্ধতি, গঠনমূলক ফর্ম) মেশিন-বিল্ডিং উপকরণগুলির অর্থনৈতিক ব্যবহার এবং যন্ত্রাংশের ব্যয় হ্রাসের লড়াইয়ের অন্যতম গুরুত্বপূর্ণ কারণ। এটি অংশের জন্য কার্যকরী প্রয়োজনীয়তা, উত্পাদনের প্রকৃতি এবং অর্থনৈতিক সম্ভাব্যতা দ্বারা নির্ধারিত হয়। ফাঁকা জায়গা এবং অংশগুলি তৈরি করার পদ্ধতিগুলির একটি সর্বজনীন প্রযুক্তিগত শ্রেণীবিভাগ রয়েছে, যা প্রথম আনুমানিক হিসাবে বেছে নেওয়া শুরু করতে দেয়।
স্ট্রাকচারাল ফর্ম, সামগ্রিক মাত্রা, উপাদানের গ্রেড এবং সময়ের প্রতি ইউনিটের প্রয়োজনীয় সংখ্যক উত্পাদিত অংশগুলির উপর ভিত্তি করে, ওয়ার্কপিস প্রাপ্তির পদ্ধতি নির্ধারণ করা হয়। এই ক্ষেত্রে, তারা শুধুমাত্র এই উপাদানের প্রযুক্তিগত বৈশিষ্ট্যের উপর ভিত্তি করে, যেমন ঢালাই, স্ট্যাম্পিং, কম্প্রেসিবিলিটি, ওয়েল্ডেবিলিটি, মেশিনিবিলিটি। ওয়ার্কপিস প্রাপ্তির জন্য পদ্ধতির পছন্দটি স্কিম্যাটিকভাবে চিত্রে দেখানো হয়েছে। 6.3।

ভাত। 6.3।
ফাঁকা এবং অংশ উত্পাদন প্রক্রিয়ার মধ্যে, বিভিন্ন ধরনেরশক্তি: যান্ত্রিক, তাপীয়, শাব্দ, বৈদ্যুতিক, চৌম্বক, আলো, রাসায়নিক, বিকিরণ, ইত্যাদি এবং তাদের সংমিশ্রণ: ইলেক্ট্রোম্যাগনেটিক, ইলেক্ট্রোথার্মাল, ইলেক্ট্রোকেমিক্যাল; থার্মোমেকানিক্যাল, ইত্যাদি
ব্যবহৃত শক্তি ক্ষেত্রগুলি স্থির এবং অস্থির, তরঙ্গ, আবেগ ইত্যাদিতে বিভক্ত।
মেশিনিং ভাতা- এটি অঙ্কন অনুযায়ী প্রয়োজনীয় অংশের আকৃতি এবং মাত্রা পাওয়ার জন্য ওয়ার্কপিসের পৃষ্ঠ থেকে সরানো উপাদানের একটি স্তর। ভাতাগুলি কেবলমাত্র সেই পৃষ্ঠগুলিতে নির্ধারিত হয় যার প্রয়োজনীয় আকৃতি এবং মাত্রিক নির্ভুলতা একটি ওয়ার্কপিস পাওয়ার গৃহীত পদ্ধতি দ্বারা অর্জন করা যায় না।
ভাতা সাধারণ এবং কর্মক্ষম বিভক্ত করা হয়. সাধারণ ভাতা প্রক্রিয়াকরণের জন্য একটি প্রদত্ত পৃষ্ঠে সম্পাদিত সমস্ত প্রযুক্তিগত ক্রিয়াকলাপ সম্পাদন করার জন্য প্রয়োজনীয় উপাদানের একটি স্তর। এক-রেশন ভাতা - এটি একটি প্রযুক্তিগত অপারেশন চলাকালীন সরানো উপাদানের একটি স্তর।
ভাতা প্রশ্নে পৃষ্ঠ থেকে স্বাভাবিক বরাবর পরিমাপ করা হয়. মোট ভাতা অপারেটিংদের যোগফলের সমান। একটি উদাহরণ হিসাবে, ডুমুর মধ্যে. 6.4 ফাঁকা প্রক্রিয়াকরণের জন্য মোট ভাতা দেখায় (ঘূর্ণিত পণ্য, forgings, ঢালাই)।

ভাত। 6.4।
কিন্তু -ভাড়া থেকে; খ - forgings; ভিতরে -ঢালাই
ভাতা ছাড়াও, ফাঁকা প্রায়ই একটি ওভারল্যাপ সঙ্গে গঠিত হয়।
ভাঁজ- এটির উত্পাদনের শর্তগুলি সহজতর করার জন্য ওয়ার্কপিসের কনফিগারেশনকে সহজতর করার জন্য প্রযুক্তিগত প্রয়োজনীয়তার কারণে ভাতার অতিরিক্ত পরিমাণে ওয়ার্কপিসের পৃষ্ঠে অতিরিক্ত উপাদান। বেশিরভাগ ক্ষেত্রে, এটি পরবর্তী মেশিনিং দ্বারা সরানো হয়, কম প্রায়ই এটি অংশে থেকে যায়, উদাহরণস্বরূপ, স্ট্যাম্পিং ঢালের আকারে, বর্ধিত বৃত্তাকার রেডিআই ইত্যাদি।
সমস্ত ফাঁকা, তাদের উত্পাদনের পদ্ধতি নির্বিশেষে, একটি ন্যূনতম ভাতা থাকতে হবে, এবং সেইজন্য, তাদের জ্যামিতিক মাত্রা অবশ্যই সমাপ্ত অংশগুলির জ্যামিতিক মাত্রার কাছে যেতে হবে, তবে একই সাথে কাজের ডকুমেন্টেশনে নির্দিষ্ট গুণমান নিশ্চিত করতে হবে (পরিস্থিতিতে মাত্রা এবং পৃষ্ঠের রুক্ষতা)। একটি ন্যূনতম ভাতা প্রদান উপাদানের ব্যবহার বৃদ্ধি করে এবং পরবর্তী প্রক্রিয়াকরণের জটিলতা হ্রাস করে।
তাদের গঠনের প্রক্রিয়ায় ফাঁকাগুলি অবশ্যই নিম্নলিখিত প্রয়োজনীয়তাগুলি পূরণ করবে:
- ওয়ার্কপিসের উপাদানের যান্ত্রিক এবং শারীরিক বৈশিষ্ট্যের স্থায়িত্ব নিশ্চিত করতে উপাদানটির রাসায়নিক গঠন, গঠন এবং শস্যের আকার অবশ্যই ওয়ার্কপিসের পুরো আয়তন জুড়ে একই হতে হবে;
- সমস্ত পৃষ্ঠগুলি অবশ্যই গর্ত, ফাটল, সংযোগস্থল এবং যান্ত্রিক ক্ষতি মুক্ত হতে হবে যা নিম্নমানের অংশগুলিকে মুক্তি দিতে পারে;
- তাদের প্রক্রিয়াকরণের প্রথম অপারেশনে বেস হিসাবে ব্যবহৃত পৃষ্ঠগুলি অবশ্যই পরিষ্কার, burrs, স্প্রু অবশিষ্টাংশ, লাভ, স্কেল এবং অন্যান্য ত্রুটিমুক্ত হতে হবে, অন্যথায় এটি পরবর্তী প্রক্রিয়াকরণ বা সমাবেশের সময় উল্লেখযোগ্য ইনস্টলেশন ত্রুটির দিকে পরিচালিত করবে;
- সমস্ত অভ্যন্তরীণ চাপ অবশ্যই তাপ চিকিত্সা (ফায়ারিং) ব্যবহারের মাধ্যমে অপসারণ করতে হবে।
জটিল এবং বড় ওয়ার্কপিস তৈরির জন্য সম্মিলিত পদ্ধতি ব্যবহার করা সমীচীন। সাধারণত তারা পৃথক উপাদানে বিভক্ত, প্রগতিশীল পদ্ধতি দ্বারা নির্মিত, ঢালাই বা সোল্ডারিং দ্বারা তাদের সংযোগ অনুসরণ করে। খালি জায়গার উদাহরণ: স্ট্যাম্পযুক্ত উপাদানগুলি স্পট বা সীম ওয়েল্ডিং বা সোল্ডারিং দ্বারা একটি জটিল খালিতে সংযুক্ত; রোলড শীট (বা কাস্টিং) থেকে গ্যাস কাটার মাধ্যমে প্রাপ্ত উপাদানগুলি, বড় আকারের ফাঁকাগুলিতে সীম ঢালাই দ্বারা সংযুক্ত (হাইড্রোলিক টারবাইনের মৌলিক রিং, স্থির অভ্যন্তরীণ জ্বলন ইঞ্জিনের ফ্রেম); স্ট্যাম্পড বা মেশিনযুক্ত ফাঁকাগুলি একটি জটিল ফাঁকা (ডায়াফ্রাম বাষ্প টারবাইনভরা ব্লেড সহ); একটি বড় এবং জটিল ওয়ার্কপিসে থার্মাইট ওয়েল্ডিং দ্বারা সংযুক্ত মাঝারি আকারের কাস্টিং।
মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে প্রযুক্তির মৌলিক বিষয়
যান্ত্রিক প্রকৌশলে, তিনটি প্রধান প্রযুক্তিগত পর্যায়ে আলাদা করা উচিত:
বিলেট উত্পাদন দুটি উপায়ে সঞ্চালিত:
প্লাস্টিকের বিকৃতি পদ্ধতি;
ঢালাই পদ্ধতি।
প্লাস্টিক বিকৃতি পদ্ধতি দ্বারা ফাঁকা উত্পাদন.বিভিন্ন ফাঁকা অংশ প্রাপ্ত করার জন্য ব্যবহার করা হয়. মেটাল ফাঁকা ঢালাই, ঘূর্ণায়মান, ফরজিং, স্ট্যাম্পিং এবং অন্যান্য পদ্ধতি দ্বারা তৈরি করা হয়।
প্লাস্টিক বিকৃতি পদ্ধতি ব্যবহার করা হয় ইস্পাত, অ লৌহঘটিত ধাতু এবং তাদের সংকর ধাতু, সেইসাথে প্লাস্টিক, রাবার, অনেক সিরামিক উপকরণ, ইত্যাদি থেকে ওয়ার্কপিস তৈরি করতে। প্লাস্টিকের বিকৃতি পদ্ধতির ব্যাপক ব্যবহার তাদের উচ্চ উত্পাদনশীলতা এবং উৎপাদিত পণ্যের উচ্চ মানের কারণে। পণ্য
প্রযুক্তির একটি গুরুত্বপূর্ণ কাজ হল শূন্যস্থানগুলি পাওয়া যা আকৃতি এবং আকারে যতটা সম্ভব সমাপ্ত অংশগুলির কাছাকাছি। প্লাস্টিকের বিকৃতি পদ্ধতি দ্বারা প্রাপ্ত ওয়ার্কপিসগুলিতে ন্যূনতম মেশিনিং ভাতা থাকে এবং কখনও কখনও এটির প্রয়োজন হয় না। প্লাস্টিকের বিকৃতির পরে ধাতব ওয়ার্কপিসের গঠন এবং এর যান্ত্রিক বৈশিষ্ট্যগুলি উন্নত হয়।
ধাতু গঠন প্লাস্টিকের বিকৃতির উপর ভিত্তি করে। এই পদ্ধতিটি ধাতু এবং সংকর ধাতু থেকে কয়েক গ্রাম থেকে শত শত টন ওজনের ফাঁকা এবং পণ্য উত্পাদন করতে ব্যবহৃত হয়। ধাতু গঠনের মধ্যে রয়েছে: ঘূর্ণায়মান, ফরজিং, স্ট্যাম্পিং, টিপে এবং অঙ্কন। এটি মেশিনের অংশগুলির জন্য ফাঁকা পাওয়ার জন্য প্রগতিশীল এবং ব্যাপক পদ্ধতিগুলির মধ্যে একটি।
ধাতু গঠন প্রক্রিয়া করা হচ্ছে উপাদানের প্লাস্টিকতার উপর ভিত্তি করে। প্লাস্টিসিটি হল একটি উপাদানের ক্ষমতা যা অপরিবর্তনীয়ভাবে এবং বাহ্যিক শক্তির ক্রিয়াকলাপের অধীনে ধসে না পড়ে তার আকার পরিবর্তন করতে পারে। চাপ দ্বারা প্রক্রিয়াকরণ করার সময়, তার ভর পরিবর্তন না করেই ওয়ার্কপিসের আকৃতি পরিবর্তিত হয়। ঠাণ্ডা বা উত্তপ্ত অবস্থায় প্লাস্টিকতা আছে এমন উপকরণগুলিই চাপের চিকিত্সার শিকার হতে পারে। উদাহরণস্বরূপ, ঢালাই লোহা চাপ চিকিত্সা করা যাবে না. খাদগুলির প্লাস্টিকতা তাদের গঠন, বিকৃতির তাপমাত্রা (তাপমাত্রা যত বেশি, প্লাস্টিকতা তত বেশি; তবে, বিকৃতির তাপমাত্রা 0.4 টিমেল্টের বেশি হওয়া উচিত নয়), বিকৃতির ডিগ্রি (বিকৃতির ডিগ্রি বৃদ্ধির সাথে, প্লাস্টিকতা) এর উপর নির্ভর করে হ্রাস পায়)।
ক্রিস্টালোগ্রাফিক প্লেনগুলির সাথে পরমাণুগুলির স্থানচ্যুতির ফলে কঠিন পদার্থের প্লাস্টিকের বিকৃতি ঘটে, যেখানে সর্বাধিক সংখ্যক পরমাণু অবস্থিত। স্ফটিক জালির বিকৃতির ফলে - ঠান্ডা অবস্থায় বিকৃতির সময় শক্ত হওয়া - স্ফটিকের বৈশিষ্ট্যগুলি পরিবর্তন হয়: কঠোরতা, শক্তি, ভঙ্গুরতা বৃদ্ধি পায়; প্লাস্টিকতা, সান্দ্রতা, জারা প্রতিরোধের, বৈদ্যুতিক পরিবাহিতা হ্রাস। প্লাস্টিকের বৈশিষ্ট্যগুলি পুনরুদ্ধার করতে, শক্ত হওয়া দূর করতে, ডিক্রিস্টালাইজেশন অ্যানিলিং সঞ্চালিত হয়, যার পরে উপাদানটি তার আগের বৈশিষ্ট্যগুলি অর্জন করে। এই ক্ষেত্রে, শক্ত হওয়ার অস্থির অবস্থা থেকে উপাদানটি ধীরে ধীরে একটি স্থিতিশীল, ভারসাম্যপূর্ণ অবস্থায় চলে যায়।
রোলিং হল সবচেয়ে সাধারণ গঠন পদ্ধতি। সমস্ত ইস্পাতের প্রায় 90% গলিত হয় এবং বেশিরভাগ অ লৌহঘটিত ধাতু এবং সংকর ধাতু ঘূর্ণায়মান হয়। রোলিং এর সারমর্ম হল রোলিং মিলের ঘূর্ণায়মান রোলগুলির মধ্যে ওয়ার্কপিসের প্লাস্টিকের বিকৃতি।
ঘূর্ণিত ধাতু সরাসরি মেশিন, সরঞ্জাম প্রক্রিয়া নির্মাণে ব্যবহৃত হয়, এটি তৈরি করতে ব্যবহৃত হয় ধাতু নির্মাণসেতু, ট্রাস, বিছানা, রিভেটেড এবং ঢালাই পণ্য, চাঙ্গা কংক্রিট কাঠামো, ইত্যাদি; এটি মেশিনের দোকানগুলির পাশাপাশি পরবর্তী ফরজিং এবং স্ট্যাম্পিংয়ের জন্য একটি ফাঁকা হিসাবেও কাজ করে।
একটি ঘূর্ণিত পণ্যের ক্রস বিভাগের জ্যামিতিক আকৃতিকে এর প্রোফাইল বলা হয়, বিভিন্ন আকারের প্রোফাইলের সেটকে ভাণ্ডার বলা হয়। ঘূর্ণিত পণ্যের পরিসীমা খুব বৈচিত্র্যময় এবং পাঁচটি গ্রুপে বিভক্ত:
1. দীর্ঘ পণ্য, যা দুটি উপগোষ্ঠীতে বিভক্ত:
ক) একটি সাধারণ জ্যামিতিক আকৃতির প্রোফাইল (আয়তক্ষেত্র, বর্গক্ষেত্র, বৃত্ত, ইত্যাদি);
খ) জটিল আকৃতির জ্যামিতিক আকারের প্রোফাইল (চ্যানেল, রেল, আই-বিম, ইত্যাদি)।
2. শীট ধাতু, যা দুটি উপগোষ্ঠীতেও বিভক্ত:
ক) পাতলা শীট (0.2 - 4 মিমি বেধের ইস্পাতের জন্য; অ লৌহঘটিত ধাতুগুলির জন্য - 0.05 - 2 মিমি);
খ) পুরু শীট (স্টিলের জন্য 4 - 60 মিমি এবং অ লৌহঘটিত ধাতুর জন্য 25 মিমি পর্যন্ত)। 0.2 মিলিমিটারের কম বেধের শীট মেটালকে ফয়েল বলা হয়।
3. পাইপ রোলিং বিভক্ত করা হয়:
ক) বিজোড় পাইপ (30 - 650 মিমি ব্যাস সহ ইস্পাতের জন্য);
খ) ঢালাই পাইপ (10 -1420 মিমি ব্যাস সহ স্টিলের জন্য)।
4. পর্যায়ক্রমিক ভাড়া। ঘূর্ণিত পণ্যগুলির এই গ্রুপের প্রোফাইলগুলি একটি ফাঁকা, জ্যামিতিক আকৃতি এবং ক্রস-বিভাগীয় এলাকা যা পর্যায়ক্রমে এর দৈর্ঘ্য বরাবর পরিবর্তিত হয়। পর্যায়ক্রমিক রোলিং পরবর্তী স্ট্যাম্পিংয়ের জন্য একটি ফাঁকা হিসাবে ব্যবহৃত হয়।
5. বিশেষ ভাড়া। এর মধ্যে রয়েছে চাকা, রিং, টায়ার, বল বিয়ারিং এবং অন্যান্য সমাপ্ত পণ্য।
রোলিং উত্পাদনের প্রধান প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলির মধ্যে রয়েছে: প্রতি 1 টন সমাপ্ত পণ্যে ধাতু খরচ; রোলিং মিলের প্রতি ঘন্টা উত্পাদনশীলতা; ঘূর্ণায়মান গতি; প্রধান ড্রাইভের মোট শক্তি (কিলোওয়াট); প্রধান ড্রাইভের শক্তি প্রতি ইউনিট আউটপুট; ভাল ঘূর্ণিত পণ্যের ফলন (%); জ্বালানি খরচ প্রতি 1 টন উপযুক্ত রোলড পণ্য (হাজার ক্যালরি), শক্তি (kWh); পন্য মান; ভাণ্ডার ধরনের দ্বারা উত্পাদন খরচ; শ্রম উৎপাদনশীলতা. এই প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলি শ্রম সরঞ্জামগুলির উপস্থিতি এবং ব্যবহারকে চিহ্নিত করে - এর মূল্যের মধ্যে প্রধানটি এবং আপেক্ষিক গুরুত্বএন্টারপ্রাইজের স্থায়ী সম্পদের অংশ। প্রতি 1 টন পণ্যের ধাতু খরচ সূত্র দ্বারা গণনা করা হয়:
কোথায় ক, খএবং গ- ঘূর্ণায়মান সময় ধাতু ক্ষতি, যথাক্রমে, বর্জ্য, cutoffs এবং স্ক্র্যাপ জন্য, t;
জি- সমাপ্ত ঘূর্ণিত পণ্য ওজন, টি;
কে পি-ব্যয় সহগ প্রতি 1 টন উপযুক্ত ঘূর্ণিত পণ্যের জন্য ব্যবহৃত ধাতুর পরিমাণ চিহ্নিত করে।
রোলিং গতি সূত্র দ্বারা নির্ধারণ করা যেতে পারে:
যেখানে D হল রোলের ব্যাস, মিমি;
n হল প্রতি মিনিটে রোলের আবর্তনের সংখ্যা।
রোলিং মিল ঘন্টায় আউটপুট আর:
যেখানে 3600 হল 1 ঘন্টায় সেকেন্ডের সংখ্যা;
টি- ঘূর্ণায়মান সময়কাল, গুলি;
ভিতরে- ingots ভর, t.
ঘূর্ণায়মান উত্পাদন ব্যয়ের কাঠামোতে, প্রায় 90% ধাতুর ব্যয়। এর থেকে আমরা উপসংহারে আসতে পারি যে ঘূর্ণায়মান শিল্পে উৎপাদন খরচ কমানোর জন্য সবচেয়ে কার্যকর কারণগুলি হল: প্রক্রিয়াকরণ পর্যায়ে ধাতব ক্ষতি হ্রাস; বিয়োগ বিচ্যুতি সঙ্গে ঘূর্ণিত পণ্য উত্পাদন; বিবাহ হ্রাস বর্জ্য পুনর্ব্যবহার।
ফোরজিং এবং ডাই ফোরজিং ব্যাপকভাবে ব্যবহৃত ধাতু গঠনের পদ্ধতি। এগুলি হল ফোরজিংস নামক পণ্য তৈরির পদ্ধতি। হাইড্রো জেনারেটর শ্যাফ্ট, টারবাইন ডিস্ক, জাহাজের ইঞ্জিন ক্র্যাঙ্কশ্যাফ্ট, রোলিং মিল রোল ইত্যাদির মতো 250 টনের বেশি ওজনের বড় আইটেম তৈরি করার একমাত্র সম্ভাব্য উপায় হল ফরজিং।
ফরজিংকে "ফ্রি" বলা হয় কারণ হাতুড়ি বা প্রেসের স্ট্রাইকারের ক্রিয়ায় প্লাস্টিকভাবে বিকৃত ধাতুটি অবাধে সেই দিকে চলে যায় যেখানে এটি সবচেয়ে কম প্রতিরোধের অভিজ্ঞতা লাভ করে।
বিশেষ আকারজালিয়াতির জন্য ব্যবহার করা হয় না। বিলেট, যা একটি ইংগট, প্রোফাইল বা পর্যায়ক্রমিক ঘূর্ণায়মান, একটি স্ল্যাবের (এনভিল) উপর স্থাপন করা হয়। প্রধান এবং সহায়ক ক্রিয়াকলাপগুলির একটি নির্দিষ্ট ক্রমানুসারে বিকল্পটি হল বিনামূল্যে ফোরজিং প্রক্রিয়া। বিনামূল্যে ফোরজিং অপারেশনগুলির মধ্যে রয়েছে: বিপর্যস্ত করা, ছিদ্র করা, ব্রোচিং, বাঁকানো, কাটা, মোচড়ানো ইত্যাদি।
ভলিউমেট্রিক স্ট্যাম্পিং দ্বারা পণ্য গ্রহণ করার সময়, বিশেষ সরঞ্জাম ব্যবহার করা হয় - স্ট্যাম্প। স্ট্যাম্প হল একটি ধাতব ছাঁচ যার একটি গহ্বর রয়েছে, যার মাত্রা এবং কনফিগারেশন ভবিষ্যতের অংশের মাত্রা এবং কনফিগারেশনের সাথে মিলে যায়।
ফরজিংয়ের চেয়ে ফোরজিংয়ের অনেক সুবিধা রয়েছে। ডাই ফোরজিং জটিল কনফিগারেশন, উচ্চমাত্রিক নির্ভুলতা এবং পৃষ্ঠের গুণমানের ফোরজিংস তৈরি করতে পারে। মেশিনিং ভাতা ফোরজিংয়ের তুলনায় উল্লেখযোগ্যভাবে (3-4 গুণ) কম, এবং ফলস্বরূপ, চিপগুলিতে কম ধাতব ক্ষতি এবং পরবর্তী প্রক্রিয়াকরণের পরিমাণ কম। উপরন্তু, স্ট্যাম্পিং ফরজিংয়ের চেয়ে অনেক গুণ বেশি ফলপ্রসূ। অতএব, সিরিয়াল এবং ব্যাপক উত্পাদনে ভলিউমেট্রিক স্ট্যাম্পিং ব্যবহার করা আরও অর্থনৈতিকভাবে সমীচীন।
ডাই ফোরজিং দ্বারা প্রাপ্ত ফোরজিংসের সর্বোচ্চ ওজন 3 টন।
ভলিউম্যাট্রিক স্ট্যাম্পিং ছাড়াও, একটি শীট আছে। শীট স্ট্যাম্পিংয়ের জন্য প্রাথমিক ওয়ার্কপিস হল শীট ধাতু। পাতলা-শীট রোলড পণ্যগুলি থেকে অংশ তৈরির জন্য, কোল্ড স্ট্যাম্পিং ব্যবহার করা হয়, একটি পুরু-শীট প্রাথমিক ওয়ার্কপিস (10 মিমি পুরু) সহ, গরম স্ট্যাম্পিং ব্যবহার করা হয়।
শীট স্ট্যাম্পিং ওয়াশার, রিং, কাপ, বন্ধনী, বুশিং, ফাস্টেনার, গাড়ির আস্তরণ ইত্যাদির মতো বিস্তৃত অংশ তৈরি করে। হালকা, স্টেইনলেস এবং অন্যান্য স্টিল থেকে; পাশাপাশি তামা, অ্যালুমিনিয়াম, ম্যাগনেসিয়াম ইত্যাদির উপর ভিত্তি করে ধাতু থেকে। শীট ফরজিং অপারেশনগুলির মধ্যে রয়েছে: কাটিং, কনট্যুর বরাবর কাটা, পাঞ্চিং হোল, বাঁকানো, অঙ্কন, ক্রিমিং, ফ্ল্যাঞ্জিং ইত্যাদি।
শীট স্ট্যাম্পিংয়ের সুবিধাগুলি হল: উচ্চ উত্পাদনশীলতা (একটি স্ট্যাম্প থেকে প্রতি শিফটে 30,000 - 40,000 অংশ), উচ্চ মাত্রিক নির্ভুলতা এবং প্রাপ্ত অংশগুলির পৃষ্ঠের গুণমান, প্রক্রিয়া অটোমেশনের জন্য বিস্তৃত সম্ভাবনা।
অঙ্কন প্রক্রিয়া চাপ দ্বারা ধাতু প্রক্রিয়াকরণের অন্তর্গত। অঙ্কন হল ড্রয়িং ডাই বা ড্রয়িং বেঞ্চের ড্রয়িং বোর্ডের গর্ত দিয়ে টেনে ওয়ার্কপিসের প্লাস্টিক গঠনের প্রক্রিয়া। ফলস্বরূপ, প্রক্রিয়াকরণ করা ওয়ার্কপিস একটি ক্রস বিভাগ অর্জন করে, যার আকার এবং আকৃতি এই গর্তের আকার এবং আকৃতির সাথে মিলে যায়।
অঙ্কন জন্য প্রাথমিক workpiece ঘূর্ণিত এবং extruded ধাতু হয়। অঙ্কন একটি ঠান্ডা ধরনের চাপ চিকিত্সা, যার সময় workpiece শক্ত হয়। শক্ত হওয়া অপসারণ করার জন্য, ডিক্রিস্টালাইজেশন অ্যানিলিং বাহিত হয়। 0.001 মিমি পর্যন্ত ব্যাস সহ একটি তারের অঙ্কন করে, বিভিন্ন প্রোফাইলের বারগুলি পাওয়া যায়।
ঢালাই পদ্ধতির মাধ্যমে ফাঁকা স্থান পাওয়ার জন্য প্রযুক্তিগত প্রক্রিয়া. ঢালাই খালি এবং মেশিন যন্ত্রাংশ উত্পাদন সবচেয়ে গুরুত্বপূর্ণ এবং ব্যাপক পদ্ধতি এক. ঢালাই বিভিন্ন কনফিগারেশন, ভর আকার থেকে খালি গ্রহণ বিভিন্ন ধাতুএবং খাদ - ঢালাই লোহা, ইস্পাত, অ্যালুমিনিয়াম, তামা, ম্যাগনেসিয়াম এবং অন্যান্য সংকর ধাতু।
কাস্টিং হল সবচেয়ে সহজ এবং সস্তা, এবং কখনও কখনও পণ্যগুলি পাওয়ার একমাত্র উপায়৷
ঢালাই প্রক্রিয়াটি এই সত্যটি নিয়ে গঠিত যে গলিত ধাতুটি একটি প্রাক-প্রস্তুত ঢালাই ছাঁচে ঢেলে দেওয়া হয়, যার গহ্বরটি আকার এবং কনফিগারেশনে ভবিষ্যতের ওয়ার্কপিসের আকার এবং মাত্রার সাথে মিলে যায়। শীতল এবং দৃঢ়করণের পরে, ওয়ার্কপিস (বা অংশ) ছাঁচ থেকে সরানো হয়। ফাউন্ড্রি পণ্যগুলিকে কাস্টিং বলা হয়।
ছাঁচ একক (একটি ঢালাই তৈরির জন্য) এবং স্থায়ী (একাধিক ব্যবহার) হতে পারে।
উচ্চ-মানের ঢালাই প্রাপ্ত করার জন্য, ঢালাই খাদগুলির অবশ্যই নির্দিষ্ট বৈশিষ্ট্য থাকতে হবে: ভাল তরলতা, কম সংকোচন, কম পৃথকীকরণ (খাদটির রাসায়নিক গঠনের ভিন্নতা এবং ঢালাইয়ের পুরুত্বের সাথে কাঠামো)।
ধাতুটি কোন ফর্মে (স্থায়ী বা এককালীন) ঢেলে দেওয়া হয় এবং কীভাবে ঢালা হয় তার উপর নির্ভর করে, এক বা অন্য ঢালাই পদ্ধতি রয়েছে। বর্তমানে, লোহা এবং ইস্পাত ঢালাইয়ের 60% পর্যন্ত বালি-কাদামাটির ছাঁচে ঢালাই করে উত্পাদিত হয়। উচ্চ মাত্রিক নির্ভুলতার কাস্টিং পেতে, ভাল মানেরপৃষ্ঠতল এবং ধাতুর সর্বোত্তম কাঠামোর জন্য, বিশেষ ঢালাই পদ্ধতি ব্যবহার করা হয় (একটি ঠান্ডা ছাঁচে, চাপের মধ্যে, একটি কেন্দ্রাতিগ পদ্ধতি দ্বারা, বিনিয়োগের মডেল অনুসারে, ইত্যাদি)।
বেলে-কাদামাটির নিষ্পত্তিযোগ্য ছাঁচগুলিতে ঢালাই পাওয়ার প্রযুক্তিগত প্রক্রিয়ার মধ্যে রয়েছে ছাঁচনির্মাণ এবং মূল বালির প্রস্তুতি, প্যাটার্ন সরঞ্জাম, কোর, তাদের শুকানো, ছাঁচনির্মাণ ইত্যাদির সাথে যুক্ত বেশ কয়েকটি দীর্ঘ ক্রিয়াকলাপ। বর্তমানে এই পদ্ধতির শ্রম-নিবিড় ক্রিয়াকলাপগুলি যান্ত্রিক এবং স্বয়ংক্রিয় হওয়া সত্ত্বেও, এটি এখনও তুলনামূলকভাবে কম-উৎপাদনশীলতা এবং শ্রম-নিবিড় ঢালাই পদ্ধতি হিসাবে রয়ে গেছে। অতএব, বালি-কাদামাটির ছাঁচে ঢালাই প্রধানত একক এবং পাইলট উত্পাদনে ব্যবহৃত হয়, সেইসাথে এমন ক্ষেত্রে যেখানে পণ্যটি অন্য পদ্ধতিতে পাওয়া অসম্ভব বা কঠিন।
ভর পরিমাণে কাস্টিং উত্পাদনকারী উদ্যোগগুলিতে, স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় উত্পাদন লাইন তৈরি করা হয়েছে। বালি-কাদামাটির ছাঁচে ঢালাইয়ের অসুবিধা হল ঢালাইয়ের নিম্ন মাত্রিক নির্ভুলতা এবং নিম্ন পৃষ্ঠের গুণমান, যা বাধ্যতামূলক পরবর্তী যন্ত্রের প্রয়োজন করে। এবং এটি চিপগুলিতে ধাতুর ক্ষতির দিকে নিয়ে যায় এবং পণ্য তৈরির প্রযুক্তিগত চক্রকে দীর্ঘায়িত করে।
ডাই কাস্টিং ধাতু স্থায়ী ছাঁচে ঢালাই পাওয়ার জন্য সবচেয়ে সাধারণ পদ্ধতিগুলির মধ্যে একটি। চিল ছাঁচটি ঢালাই লোহা, ইস্পাত, অ্যালুমিনিয়াম দিয়ে তৈরি। ডিজাইন অনুসারে, চিল মোল্ডগুলি এক-টুকরা এবং আলাদা করা যায়।
সবচেয়ে বিস্তৃত হল বিচ্ছিন্নযোগ্য ছাঁচ, একটি অনুভূমিক বা উল্লম্ব বিভাজন সমতল সহ দুটি অংশ নিয়ে গঠিত। ছাঁচ ঢালাইয়ের সময় শ্রম উত্পাদনশীলতা বাড়ানোর জন্য, মাল্টি-পজিশন ক্যারোজেল-টাইপ মেশিন ব্যবহার করা হয়, একটি নির্দিষ্ট অবস্থানে যার মধ্যে একটি ক্রমানুসারে সঞ্চালিত হয়।
বালি-কাদামাটির ঢালাইয়ের তুলনায় ডাই কাস্টিংয়ের সুবিধাগুলি হল: উচ্চমাত্রিক নির্ভুলতা এবং ঢালাইয়ের পৃষ্ঠের গুণমান; ভাল যান্ত্রিক বৈশিষ্ট্য, যা ঢালাইয়ের বর্ধিত শীতল হারের সাথে যুক্ত এবং একটি সূক্ষ্ম কাঠামো অর্জন করে; উচ্চ কর্মক্ষমতা।
ইনজেকশন ছাঁচনির্মাণ অ লৌহঘটিত ধাতব মিশ্রণ (অ্যালুমিনিয়াম, দস্তা, তামা, ম্যাগনেসিয়াম) থেকে উচ্চ মাত্রিক নির্ভুলতার ঢালাই প্রাপ্ত করার জন্য একটি উচ্চ-কর্মক্ষমতা পদ্ধতি। পদ্ধতির সারমর্ম হল পিস্টনের চাপে গলিত ধাতু দিয়ে একটি ধাতব ছাঁচ পূরণ করা।
কাস্টিং আধা-স্বয়ংক্রিয় ইনজেকশন ছাঁচনির্মাণ মেশিনে উত্পাদিত হয়। গরম ঠান্ডা (অনুভূমিক বা উল্লম্ব) প্রেসিং চেম্বার সহ পিস্টন মেশিন ব্যবহার করা হয়। হট চেম্বার রেসিপ্রোকেটিং মেশিনগুলি ম্যাগনেসিয়াম এবং জিঙ্ক অ্যালয় থেকে ছোট ঢালাই তৈরি করতে ব্যবহৃত হয়। কোল্ড চেম্বার মেশিনগুলি মূলত অ্যালুমিনিয়াম এবং তামার খাদ থেকে শরীরের অংশগুলি ঢালাই করার জন্য ব্যবহৃত হয়।
সেন্ট্রিফিউগাল ঢালাই হল বিপ্লবের মৃতদেহের পৃষ্ঠতলের সাথে একটি কেন্দ্রীয় গর্ত - পাইপ, বুশিং ইত্যাদি, সেইসাথে আকৃতির ঢালাই অংশগুলির সাথে ঢালাই তৈরির জন্য একটি উত্পাদনশীল পদ্ধতি।
পদ্ধতির সারমর্ম হল গলিত ধাতু দিয়ে একটি ঘূর্ণায়মান ছাঁচ পূরণ করা। কেন্দ্রাতিগ শক্তির ক্রিয়ায়, তরল ধাতুটি ছাঁচের দেয়ালে নিক্ষিপ্ত হয় এবং শক্ত হয়ে যায়। ফলাফল সংকোচন গহ্বর ছাড়া একটি ঘন ঢালাই গঠন. অ-ধাতু অন্তর্ভুক্তিগুলি ঢালাইয়ের অভ্যন্তরে সংগ্রহ করে এবং আরও যন্ত্রের সময় দীর্ঘায়িত হয়।
ঢালাই লোহা, ইস্পাত এবং নন-লৌহঘটিত ধাতু এবং সংকর ধাতুগুলিকে কেন্দ্রাতিগ পদ্ধতিতে সেন্ট্রিফিউগাল ঢালাই মেশিনে আবর্তনের অনুভূমিক এবং উল্লম্ব অক্ষের সাথে তৈরি করা হয়। ছোট-উচ্চতা আকৃতির ঢালাই ঘূর্ণন একটি উল্লম্ব অক্ষ সঙ্গে মেশিনে উত্পাদিত হয়. আবর্তনের অনুভূমিক অক্ষ সহ মেশিনে, ঢালাই-লোহা এবং ইস্পাত পাইপ, বুশিং এবং একটি গর্ত সহ অন্যান্য অংশ তৈরি করা হয়।
সেন্ট্রিফিউগাল ঢালাইয়ের সুবিধাগুলি হল: উচ্চ উত্পাদনশীলতা, খরচ-কার্যকারিতা (ছাঁচনির্মাণ বালি তৈরি, কোর তৈরি ইত্যাদির জন্য কোনও খরচের প্রয়োজন নেই) এবং ফলস্বরূপ ঢালাইয়ের গুণমান।
বিনিয়োগ ঢালাই উচ্চ মাত্রিক নির্ভুলতা এবং পৃষ্ঠ মানের ঢালাই কোনো ঢালাই খাদ থেকে প্রাপ্ত করার জন্য ব্যবহার করা হয়. এর সাহায্যে, পাতলা বিভাগগুলির সাথে জটিল কনফিগারেশনের পণ্যগুলি পাওয়া সম্ভব। যাইহোক, এই ঢালাই পদ্ধতির প্রযুক্তিগত প্রক্রিয়াটি উচ্চ শ্রমের তীব্রতা এবং ব্যবহৃত উপকরণগুলির উচ্চ মূল্য দ্বারা চিহ্নিত করা হয়। বিনিয়োগ ঢালাই প্রক্রিয়া নিম্নলিখিত ক্রিয়াকলাপগুলি অন্তর্ভুক্ত করে:
একটি মডেল তৈরি করা - একটি সহজে মেশিনযুক্ত খাদ (অ্যালুমিনিয়াম) থেকে একটি ঢালাই মান;
একটি ধাতব মান অনুযায়ী একটি ছাঁচ তৈরি করা, যেখানে একটি মডেল কম-গলিত উপকরণ (প্যারাফিন, স্টিয়ারিন, পলিস্টাইরিন, মোম, ইত্যাদি) থেকে চাপা হয়;
মডেলে একটি অবাধ্য রচনার বারবার প্রয়োগের মাধ্যমে শেল তৈরি করা - কোয়ার্টজ বালি সহ একটি সিরামিক সাসপেনশন, তারপরে 150 - 200 ডিগ্রি সেলসিয়াস তাপমাত্রায় শুকিয়ে (গরম বায়ু চিকিত্সা) ফিজিবল মডেলটি অপসারণ করে;
800-850 °C তাপমাত্রায় একটি চুল্লিতে ফলিত ছাঁচের ক্যালসিনেশন; ফর্ম পূরণ।
ঢালাই সিরামিক আবরণের অবশিষ্টাংশ থেকে লিচিং দ্বারা পরিষ্কার করা হয় এবং তারপরে গরম জলে ধুয়ে ফেলা হয়। এই পদ্ধতি দ্বারা প্রাপ্ত ঢালাইয়ের উচ্চ খরচ শুধুমাত্র ভর বা বড় আকারের উত্পাদনে হার্ড-টু-মেশিন এবং অবাধ্য উপকরণ থেকে একটি বিশেষ জটিল কনফিগারেশনের পণ্য তৈরির জন্য এই পদ্ধতিটি ব্যবহার করা সম্ভব করে তোলে।
শেল ঢালাই ইস্পাত, ঢালাই লোহা, অ্যালুমিনিয়াম এবং তামার সংকর ধাতু থেকে আকৃতির ঢালাই তৈরির জন্য ব্যাপক এবং বড় আকারের উত্পাদনে ব্যবহৃত হয়।
পদ্ধতির সারমর্ম হল যে একটি ছাঁচনির্মাণ বালি (কোয়ার্টজ বালি এবং 6-7% বেকেলাইট সিন্থেটিক রজন) একটি ধাতু মডেলের পৃষ্ঠের উপর ঢেলে দেওয়া হয় যা 200 ডিগ্রি সেলসিয়াসে প্রিহিট করা হয়, একটি মডেল প্লেটের সাথে সংযুক্ত থাকে, তারপর সেগুলিকে একসাথে ক্যালসাইন করা হয় 1 - 2 মিনিটের জন্য 300 ডিগ্রি সেলসিয়াস তাপমাত্রা। রজন গলে যায় এবং অপরিবর্তনীয়ভাবে শক্ত হয়, 5 - 8 মিমি পুরু বালি-রজন শেল তৈরি করে।
শেল অর্ধেক ছাঁচ একত্রিত করা হয়, বেঁধে দেওয়া হয় এবং তরল ধাতু দিয়ে ভরা হয়। এই অর্ধ-ছাঁচগুলি আধা-স্বয়ংক্রিয় বা স্টোমেটিক নিয়ন্ত্রণ সহ এক-, দুই- এবং চার-পজিশন মেশিনে তৈরি করা হয়।
শেল মোল্ডে ঢালাই ঢালাইয়ের উচ্চ মাত্রিক নির্ভুলতা, নিম্ন পৃষ্ঠের রুক্ষতা এবং উচ্চ-মানের ধাতব কাঠামো নিশ্চিত করে। খালি স্থান পাওয়ার সময় একটি ঢালাই পদ্ধতি নির্বাচন করার জন্য, প্রক্রিয়াটির প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলিকে প্রভাবিত করে এমন সমস্ত কারণ বিবেচনা করা প্রয়োজন।
ওয়ার্কপিস প্রক্রিয়াকরণ এটি প্রধানত যান্ত্রিকভাবে সঞ্চালিত হয় এবং এর ধরন নির্বিশেষে চিকিত্সা করা পৃষ্ঠ থেকে ধাতুর একটি অতিরিক্ত স্তর অপসারণ করা হয়।
মেশিনিং. প্রক্রিয়াকরণের প্রযুক্তিগত প্রক্রিয়া নির্মাণ সামগ্রীকাটিং এর মধ্যে একটি কাটিং টুল সহ একটি ওয়ার্কপিস থেকে একটি ধাতব স্তর (মেশিনিং ভাতা) অপসারণ করা হয় যাতে এটিকে (ওয়ার্কপিস) প্রয়োজনীয় মাত্রিক নির্ভুলতা এবং পৃষ্ঠের গুণমান দেওয়া হয়। ইস্পাত, অ লৌহঘটিত ধাতব ধাতু, প্লাস্টিক, সিরামিক, যৌগিক উপকরণ, রাবার, কাঠ, কাচ ইত্যাদি কাঠামোগত উপকরণ হিসাবে ব্যাপকভাবে ব্যবহৃত হয়।
মেশিন-বিল্ডিং প্ল্যান্টের যান্ত্রিক দোকানে কাটার মাধ্যমে মেশিনের যন্ত্রাংশের ওয়ার্কপিস প্রক্রিয়াকরণ করা হয়। মেশিন শপগুলির জন্য ফাঁকাগুলি হল: ঘূর্ণিত পণ্য (গোলাকার, বর্গাকার, স্ট্রিপ, ইত্যাদি), ফোরজিংস, স্ট্যাম্পিং এবং কাস্টিং।
ওয়ার্কপিসের পছন্দ অংশটির উপাদান, আকার এবং আকৃতি, এর কাজের শর্ত, উত্পাদনের ধরণের উপর নির্ভর করে। একটি মেশিন ডিজাইন করার সময়, ডিজাইনার সবচেয়ে যুক্তিযুক্ত ওয়ার্কপিসের ধরন নির্ধারণ করে, যতটা সম্ভব আকৃতি এবং আকারে সমাপ্ত অংশের কাছাকাছি, যেহেতু পরবর্তী মেশিনের জন্য ভাতার আকার অংশটি তৈরিতে শ্রম এবং আর্থিক ব্যয়কে প্রভাবিত করে। সম্পূর্ণ. যন্ত্রের জন্য ভাতার পরিমাণ হ্রাস করা যান্ত্রিক প্রকৌশলে শ্রম উত্পাদনশীলতা বৃদ্ধির অন্যতম গুরুত্বপূর্ণ কারণ।
যান্ত্রিক প্রকৌশলে একটি অংশের গুণমানের প্রধান সূচকগুলির মধ্যে রয়েছে এর মাত্রিক নির্ভুলতা এবং পৃষ্ঠের রুক্ষতা, যেহেতু এই সূচকগুলি মেশিনে গতিশীল প্রক্রিয়াগুলির প্রকৃতি এবং এর প্রক্রিয়াগুলিকে উল্লেখযোগ্যভাবে প্রভাবিত করে, বিশেষ করে যদি মেশিনটি উচ্চ গতিতে কাজ করে, উচ্চ কাজের চাপে , তাপমাত্রা, ইত্যাদি পণ্যের নির্ভরযোগ্যতা এবং স্থায়িত্ব অংশগুলির পৃষ্ঠের গুণমান প্রক্রিয়াকরণের নির্ভুলতার উপর নির্ভর করে।
মেশিনিং যন্ত্রাংশের নির্ভুলতা হল সেই ডিগ্রী যেখানে মেশিনযুক্ত পৃষ্ঠের আকৃতি, মাত্রা এবং অবস্থান অঙ্কন এবং নির্দিষ্টকরণের প্রয়োজনীয়তার সাথে মিলে যায়।
অংশগুলির পৃষ্ঠের গুণমান অংশগুলির পৃষ্ঠের মাইক্রোরোফনেসের সংমিশ্রণের পাশাপাশি অংশের পৃষ্ঠ স্তরের ভৌত রাসায়নিক বৈশিষ্ট্য দ্বারা নির্ধারিত হয়।
কাটিং দ্বারা উপাদান প্রক্রিয়াকরণের প্রধান পদ্ধতিগুলি হল: বাঁক, প্ল্যানিং, ড্রিলিং, মিলিং এবং গ্রাইন্ডিং।
প্রথমত, ওয়ার্কপিসটি মেশিনে একটি নির্দিষ্ট উপায়ে স্থির করা হয়। তারপরে একটি কাটিয়া টুল (কাটার, ড্রিল, কাটার, নাকাল চাকা, ইত্যাদি) এটিতে আনা হয়, যা ওয়ার্কপিস থেকে উপাদানের একটি স্তর সরিয়ে দেয় - একটি ভাতা। তদুপরি, কাটার জন্য যে সরঞ্জামটি ব্যবহার করা হোক না কেন, প্রক্রিয়াটির সারাংশ অপরিবর্তিত থাকে, কেবল প্রক্রিয়াকরণের শর্তগুলি পরিবর্তিত হয়।
কাটার প্রক্রিয়াটির সারমর্মটি কাটার সরঞ্জামের ক্রিয়াকলাপের অধীনে স্থিতিস্থাপক-প্লাস্টিকের বিকৃতির ঘটনার মধ্যে রয়েছে, যার ফলস্বরূপ কাটা ধাতুর প্লাস্টিকভাবে বিকৃত স্তরটি চিপসের আকারে পৃথক করা হয়।
সুতরাং, কাটিং প্রক্রিয়া বাস্তবায়নের জন্য, সরঞ্জাম এবং ওয়ার্কপিসের মধ্যে আপেক্ষিক আন্দোলন থাকা প্রয়োজন, যাকে কাটিং আন্দোলন বলা হয়। কাটার মাধ্যমে যন্ত্রাংশের প্রক্রিয়াটি কাটিং মোডের উপাদানগুলির দ্বারা চিহ্নিত করা হয়, যার মধ্যে প্রধান হল কাটিংয়ের গতি, ফিড এবং কাটার গভীরতা।
বাঁক নেওয়ার জন্য কাটিং মোডের উপাদানগুলি হল: কাটার গতি V - প্রতি ইউনিট সময় ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠ দ্বারা ভ্রমণ করা পথ:
(মি/মিনিট),
কোথায় ডি- ওয়ার্কপিস ব্যাস, মিমি;
পৃ- প্রতি মিনিটে ওয়ার্কপিসের বিপ্লবের সংখ্যা।
জমা - পথ ভ্রমন কাটার ব্লেডকাটার তার একটি বিপ্লবের মধ্যে workpiece এর machined পৃষ্ঠ আপেক্ষিক এস, মিমি/রেভ।
কাটার গভীরতা - কাটার একটি পাসে ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠ থেকে কাটা ধাতব স্তরের বেধ, মিমি:
কোথায় ডি- ওয়ার্কপিসের প্রক্রিয়াকৃত পৃষ্ঠের ব্যাস, মিমি;
d- ওয়ার্কপিসের মেশিনযুক্ত পৃষ্ঠের ব্যাস, মিমি।
যে সময়ে মেশিনিং ভাতা সরানো হয় তাকে মেশিন বা প্রধান সময় টিএম বলা হয়:
কোথায় এল- ফিড দিক, মিমি টুল পাথ;
পৃ- প্রতি মিনিটে ওয়ার্কপিসের বিপ্লবের সংখ্যা;
এস- মেশিনের জন্য ভাতার পরিমাণ, মিমি;
t- কাটিয়া গভীরতা, মিমি;
জ- মেশিনিং ভাতা, মিমি।
মান হ্রাসের কারণে মেশিনের সময় হ্রাস এল, জঅথবা কাটিয়া প্রক্রিয়ার পরামিতি বৃদ্ধি n,S,tশ্রম উৎপাদনশীলতা বৃদ্ধির একটি গুরুত্বপূর্ণ বিষয়।
একটি ওয়ার্কপিস Tsht প্রক্রিয়াকরণের জন্য প্রয়োজনীয় সময় (টুকরো সময়):
কোথায় টি মি - মেশিন সময়;
টি ইন- ওয়ার্কপিস ইনস্টলেশন এবং অপসারণ, সরঞ্জাম সরবরাহ এবং প্রত্যাহারের জন্য প্রয়োজনীয় সহায়ক সময়;
সম্পর্কে টি- কর্মক্ষেত্রের সরঞ্জাম রক্ষণাবেক্ষণের সময়, কাজের অবস্থায় সরঞ্জাম এবং ডিভাইসগুলির রক্ষণাবেক্ষণ;
টি পি- কর্মীর বিশ্রামের সময়, একটি ওয়ার্কপিসের সাথে সম্পর্কিত।
হ্রাস টি মিএবং টি wtউত্পাদনশীলতা বৃদ্ধির দিকে পরিচালিত করে।
বাঁক- নলাকার, শঙ্কু, গোলাকার এবং আকৃতির আকারের বিপ্লবের দেহগুলির বাইরের, ভিতরের এবং শেষ পৃষ্ঠগুলিকে কেটে ধাতু প্রক্রিয়াকরণের প্রক্রিয়া, সেইসাথে ওয়ার্কপিস, বিরক্তিকর গর্তগুলিতে বাহ্যিক থ্রেড কাটার প্রক্রিয়া।
টার্নিং টুল টার্নিং টুলস। বাঁক এর প্রকারগুলি নিম্নরূপ:
রুক্ষ বাঁক - খোসা ছাড়ানো, কেটে ফেলা এবং ওয়ার্কপিসের প্রান্তগুলি ছাঁটাই করা; সেমি-ফিনিশ বাঁক;
সূক্ষ্ম বাঁক;
সূক্ষ্ম বাঁক;
বিরক্তিকর।
প্ল্যানিং- কাটা ধাতু স্তর একটি বড় বেধ সঙ্গে একটি রুক্ষ নিম্ন-কর্মক্ষমতা ধরনের মেশিনিং.
এই পদ্ধতিটি প্রধানত বড় ভারী ওয়ার্কপিস এবং প্লেনগুলি অনুভূমিক এবং ঝুঁকে থাকা সমতলগুলি, কীওয়েগুলির আকৃতির এবং নলাকার পৃষ্ঠগুলিকে প্রক্রিয়া করে। টুল - প্ল্যানিং কাটার।
তুরপুনঅন্ধ এবং গর্তের মধ্য দিয়ে একটি কঠিন উপাদানে প্রাপ্ত করা হয়, এবং পূর্ব-গঠিত গর্তগুলি তাদের আকার বাড়াতে, নির্ভুলতা উন্নত করতে এবং পৃষ্ঠের রুক্ষতা কমাতে মেশিন করা হয়। উপরন্তু, থ্রেডিং গর্ত মধ্যে সঞ্চালিত হয়। ড্রিলিং টুল হল: ড্রিল, কাউন্টারসিঙ্ক, রিমার, ট্যাপ ইত্যাদি।
মিলিং- একটি মিলিং কাটার নামক একটি মাল্টি-ব্লেড টুলের সাহায্যে একটি উচ্চ-কর্মক্ষমতা কাটার পদ্ধতি। মিলিং উভয় মোটা এবং সূক্ষ্ম যন্ত্রের জন্য ব্যবহৃত হয়। এই পদ্ধতিটি ওয়ার্কপিসের অনুভূমিক সমতল, উল্লম্ব সমতল, সম্মিলিত পৃষ্ঠ, লেজ এবং আয়তক্ষেত্রাকার খাঁজ, আকৃতির খাঁজ এবং আকৃতির পৃষ্ঠতলগুলি প্রক্রিয়া করে।
নাকালঘষিয়া তুলিয়া ফেলিতে সক্ষম সরঞ্জাম দিয়ে অংশের পৃষ্ঠতল মেশিন করার প্রক্রিয়া। গ্রাইন্ডিংয়ের সময় ওয়ার্কপিস থেকে ভাতা অপসারণের কাজটি বিভিন্ন ধরণের ক্ষুদ্রাকৃতির কাটার দ্বারা সঞ্চালিত হয় - একটি বন্ধন (গ্রাইন্ডিং হুইল) দ্বারা সংযুক্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম দানা যাতে চিপগুলি মিটমাট করার জন্য তাদের মধ্যে স্থান থাকে।
নাকাল প্রক্রিয়া উচ্চ কাটিয়া গতি এবং কাটা ধাতু স্তর একটি ছোট বেধ দ্বারা চিহ্নিত করা হয়. গ্রাইন্ডিং হুইলের প্রতিটি দানা খুব পাতলা চিপগুলিকে কেটে দেয়, তবে যেহেতু একই সময়ে প্রচুর পরিমাণে শস্য কাজ করার সাথে জড়িত থাকে এবং কাটার গতি বেশি, তাই প্রতি ইউনিট সময়ে প্রচুর পরিমাণে ধাতু কেটে যায়।
কাটিং জোনে প্রচুর পরিমাণে তাপ নির্গত হয় এবং প্রক্রিয়াজাত করা উপাদানের সূক্ষ্ম কণা, যখন পুড়ে যায়, তখন স্ফুলিঙ্গের মরীচি তৈরি করে।
গ্রাইন্ডিং প্রক্রিয়াকরণের একটি সমাপ্তি পদ্ধতি যা অংশের উচ্চ মাত্রিক নির্ভুলতা এবং মেশিনযুক্ত পৃষ্ঠের কম রুক্ষতা অর্জন করতে দেয়। অনেক ক্ষেত্রে, গ্রাইন্ডিং একটি অপারেশন যা অন্য কোন প্রক্রিয়াকরণের সাথে প্রতিস্থাপন করা কঠিন।
উদাহরণস্বরূপ, শক্ত করা স্টিলের প্রক্রিয়াকরণ, লোহার ঢালাই, ঘূর্ণিত পণ্যগুলি পরিষ্কার করা, ব্লেড সরঞ্জামের সাথে প্রাক-চিকিত্সা ছাড়াই মেশিনের জন্য ন্যূনতম ভাতা সহ ওয়ার্কপিসগুলির চূড়ান্ত প্রক্রিয়াকরণ পিষে বাহিত হয়।
সমাবেশ উত্পাদন - মেশিন-বিল্ডিং উত্পাদনের চূড়ান্ত পর্যায়ে, যেখানে ডিজাইনার এবং প্রযুক্তিবিদদের দ্বারা মেশিন বা মেকানিজম তৈরির জন্য করা সমস্ত পূর্ববর্তী কাজের ফলাফল জমা হয়।
পণ্যের কর্মক্ষমতা, তার নির্ভরযোগ্যতা, কর্মক্ষমতা এবং স্থায়িত্ব সমাবেশের মানের উপর নির্ভর করে। অনেক ক্ষেত্রে, সমাবেশ হল সবচেয়ে শ্রম-নিবিড় প্রক্রিয়া: অনেক মেশিন, যন্ত্র এবং ডিভাইসের জন্য, সমাবেশের শ্রমের তীব্রতা মোট উত্পাদন শ্রমের তীব্রতার 40 থেকে 60% পর্যন্ত। প্রযুক্তিগত সমাবেশ প্রক্রিয়াটি প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে সামগ্রিকভাবে সমাবেশ ইউনিট, প্রক্রিয়া, মেশিনে অংশগুলির সমন্বয় এবং পরবর্তী সংযোগের মধ্যে রয়েছে।
বিস্তারিতসহজ সমাবেশ ইউনিট। অংশটির একটি বৈশিষ্ট্যগত বৈশিষ্ট্য হ'ল কোনও সংযোগের অনুপস্থিতি: অংশটি একক একজাতীয় উপাদান থেকে তৈরি করা হয়। দুই বা ততোধিক অংশ একে অপরের সাথে কোনো না কোনোভাবে সংযুক্ত থাকে গিঁট.
পণ্যের মধ্যে সরাসরি অন্তর্ভুক্ত নোডকে একটি গ্রুপ বলা হয়। একটি গোষ্ঠীতে অন্তর্ভুক্ত একটি নোডকে প্রথম ক্রমটির একটি উপগোষ্ঠী বলা হয় এবং প্রথম ক্রমটির একটি উপগোষ্ঠীতে অন্তর্ভুক্ত একটি নোডকে দ্বিতীয় ক্রমটির একটি উপগোষ্ঠী বলা হয়, ইত্যাদি। পণ্য, তার জটিলতার উপর নির্ভর করে, সমাবেশ ইউনিটের একটি বৃহত্তর বা কম সংখ্যক বিভক্ত করা যেতে পারে।
সমাবেশ প্রক্রিয়ার নকশার জন্য প্রাথমিক তথ্য নিম্নলিখিত নথি:
সমাবেশ ইউনিট এবং সমাবেশের জন্য আগত অংশগুলির একটি স্পেসিফিকেশন সহ পণ্যের সমাবেশ অঙ্কন;
স্পেসিফিকেশনপণ্য গ্রহণ এবং পরীক্ষার জন্য;
উত্পাদন প্রোগ্রাম।
সমাবেশ প্রক্রিয়ার সমস্ত ক্রিয়াকলাপ বিভক্ত করা হয়েছে:
প্রস্তুতিমূলক - অংশগুলির পুনঃসংরক্ষণ, তাদের পরিষ্কার করা, সমাবেশ সাইটে সরবরাহের সাথে যুক্ত;
প্রকৃতপক্ষে সমাবেশের ক্রিয়াকলাপ - একে অপরের সাথে সম্পর্কিত অংশগুলির সমন্বয়, তাদের বেস প্লেনের সাথে যোগাযোগ, নোড, গোষ্ঠী, প্রক্রিয়া, পণ্যগুলির মধ্যে সংযোগ;
অক্জিলিয়ারী অপারেশন - ফিটিং, সমন্বয়;
নিয়ন্ত্রণ এবং পরীক্ষা।
সমাবেশের কাজ সমাবেশস্থলে এবং কারখানার সমাবেশের দোকানে করা হয়। উত্পাদিত পণ্যের বৈশিষ্ট্য, শ্রমের তীব্রতা, উত্পাদন চক্রের সময়কাল, উত্পাদনের পরিমাণ হল সমাবেশ প্রক্রিয়ার সংগঠনের নির্ধারক কারণ। একক এবং ছোট-স্কেল উত্পাদন, সমাবেশ সমাবেশ দোকানে, সমাবেশ এলাকায় বাহিত হয়; ব্যাপক উৎপাদনে - অনলাইন বা পরিবাহক লাইন. ব্যাপক উত্পাদনে সমাবেশ সম্পূর্ণ বিনিময়যোগ্যতা, সমাপ্তির কাজের অনুপস্থিতি এবং অংশগুলির নির্বাচন দ্বারা চিহ্নিত করা হয়, যা সমাবেশকে স্বয়ংক্রিয় করার এবং এর উত্পাদনশীলতা বাড়ানোর শর্ত তৈরি করে।
সমাবেশের প্রধান প্রকারগুলি হল: স্থির সমাবেশ এবং চলমান সমাবেশ।
এ স্থির সমাবেশপণ্যটি স্থির, এবং অ্যাসেম্বলার দলগুলি এক পণ্য থেকে অন্য পণ্যে চলে যায় এবং সমাবেশের ক্রিয়াকলাপ সম্পাদন করে। সমাবেশ কিট অনুসারে সমস্ত অংশ এবং উপাদান কর্মক্ষেত্রে সরবরাহ করা হয়। এ মুঠোফোনপণ্যগুলির সমাবেশ জোরপূর্বক এক পোস্ট থেকে অন্য পোস্টে স্থানান্তরিত হয়, যার প্রতিটি একটি নির্দিষ্ট সমাবেশ অপারেশন করে। পণ্যের চলাচল ক্রমাগত বা বিরতিহীন হতে পারে। পণ্যের ক্রমাগত চলাচলের সাথে, অ্যাসেম্বলার কনভেয়ারের চলাচলের সময় অপারেশনটি সম্পাদন করে, যার গতি অবশ্যই এই কর্মক্ষেত্রে সমাবেশের অপারেশন সম্পাদন নিশ্চিত করতে হবে এবং সমাবেশ (রিলিজ) চক্রের সাথে সঙ্গতিপূর্ণ হবে: t \u003d t 0 এর মধ্যে. পর্যায়ক্রমিক আন্দোলনের সাথে, কনভেয়ার বন্ধ করার সময় সমাবেশ অপারেশন সঞ্চালিত হয়। স্টপ সময়কাল trসমাবেশ অপারেশন সময় অনুরূপ করা উচিত. এই ক্ষেত্রে নির্মাণ চক্র: t B = t p + t n ,কোথায় টিপি- এক কর্মস্থল থেকে অন্য কর্মক্ষেত্রে পণ্য সরানোর সময়।
দৃষ্টিকোণ থেকে সাংগঠনিক ফর্মসমাবেশ কেন্দ্রীভূত এবং পার্থক্য বিভক্ত করা হয়.
যখন ঘনত্বের নীতি অনুসারে একত্রিত হয়অপারেশন, পণ্য সমাবেশের সম্পূর্ণ প্রযুক্তিগত প্রক্রিয়া একজন অ্যাসেম্বলার বা অ্যাসেম্বলারদের একটি দল দ্বারা সঞ্চালিত হয়। এটি একটি নিম্ন-উৎপাদনশীল সমাবেশ প্রক্রিয়া যার জন্য অ্যাসেম্বলারের উচ্চ যোগ্যতা, বিপুল সংখ্যক জটিল সরঞ্জাম এবং ফিক্সচারের প্রয়োজন। এটি একক এবং পাইলট উত্পাদন, অনন্য পণ্য সমাবেশে ব্যবহৃত হয়।
পার্থক্য বিধানসভাসাধারণ এবং নোডালে বিভক্ত। অপারেশনের পার্থক্যের নীতি অনুসারে একত্রিত করার সময়, একটি ইউনিট বা মেশিনের সমাবেশ বিভিন্ন কর্মক্ষেত্রে করা হয়, যেখানে সমাবেশ ইউনিট সরবরাহ করা হয়। চলমান ডিফারেনসিয়েটেড অ্যাসেম্বলি সিরিজ এবং ভর উৎপাদনে ব্যবহৃত হয়।
সমাবেশ প্রক্রিয়ার প্রযুক্তিগত এবং অর্থনৈতিক দক্ষতা মূল্যায়ন করতে, নিম্নলিখিত সূচকগুলি ব্যবহার করা হয়:
1. কর্মক্ষেত্রের উত্পাদনশীলতা - 1 ঘন্টার মধ্যে একত্রিত ইউনিট বা পণ্যের সংখ্যা:
কোথায় t বসল- সমাবেশ অপারেশন জন্য সময় সীমা.
2. একটি ইউনিট বা পণ্যের সমাবেশ প্রক্রিয়ার জন্য খরচের পরিমাণ (দোকানের খরচ শনি থেকে):
কোথায় গ o- একটি অপারেশনের কার্যকারিতার সাথে সম্পর্কিত খরচ;
মি- সমাবেশ অপারেশন সংখ্যা.
একটি অপারেশন সম্পাদনের খরচ অন্তর্ভুক্ত:
প্রধান মজুরিএই অপারেশন জন্য সংগ্রাহক;
একটি অপারেশন সম্পর্কিত সরঞ্জাম, ফিক্সচার, সরঞ্জামগুলির অবমূল্যায়নের জন্য ছাড়;
দোকান ওভারহেড, এছাড়াও একটি অপারেশন চার্জ.
3. সমাবেশ শ্রম তীব্রতা ফ্যাক্টর - শনি দ্বারা, যা সমাবেশের জটিলতার অনুপাতের সমান t বসলএই পণ্য অন্তর্ভুক্ত উত্পাদন অংশ জটিলতা t আউট:
কোথায় t c6- একটি ইউনিট বা পণ্য একত্রিত করতে ব্যয় করা সময়;
t ed.- ওয়ার্কপিস থেকে শুরু করে সমস্ত ধরণের প্রক্রিয়াকরণের জন্য এই ইউনিট বা পণ্যের যন্ত্রাংশ তৈরিতে ব্যয় করা সময়।
এই সূচকটি যত কম, সমাবেশ প্রক্রিয়া তত বেশি নিখুঁত। সবচেয়ে দক্ষ সমাবেশ প্রক্রিয়া আছে শনি দ্বারা ≤ 0,2.
বিভিন্ন সমাবেশ পদ্ধতির একটি সম্ভাব্যতা অধ্যয়ন আপনাকে সবচেয়ে কার্যকর নির্বাচন করতে দেয় অর্থনৈতিক শর্তাবলীপ্রক্রিয়া বিকল্প। সমাবেশ ক্রিয়াকলাপের দক্ষতা, পণ্যের গুণমান এবং তাদের ব্যয় মূলত একত্রিত পণ্যের নকশা বৈশিষ্ট্য এবং সমাবেশ প্রক্রিয়ার স্বয়ংক্রিয়তার ডিগ্রির উপর নির্ভর করে। পণ্যটির কার্যকরী মান হ্রাস করার সময় পণ্যটির নকশার সরলীকরণ, পণ্যে একত্রিত হওয়ার আগে বিভিন্ন সংযুক্ত অংশগুলির আপেক্ষিক অবস্থানকে খাওয়ানো, সনাক্তকরণ এবং সারিবদ্ধ করার জন্য অভিযোজিত প্রযুক্তিগত সরঞ্জাম সহ সর্বজনীন স্ব-সামঞ্জস্যকারী স্বয়ংক্রিয় সমাবেশ মেশিনের ব্যবহার প্রধান। সমাবেশ প্রক্রিয়া উন্নত করার উপায়।
ফাঁকা প্রাপ্তির জন্য পদ্ধতির শ্রেণীবিভাগ
ফাঁকা
- উত্পাদনের একটি বিষয়, যেখান থেকে উপাদানের আকৃতি, আকার, ভৌত এবং যান্ত্রিক বৈশিষ্ট্য, পৃষ্ঠের গুণমান পরিবর্তন করে একটি অংশ বিভিন্ন পদ্ধতি দ্বারা প্রাপ্ত হয়।মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে চার ধরনের ফাঁকা রয়েছে - কুণ্ডলীকৃত (তার বা টেপ একটি দাঙ্গায় ঘূর্ণিত), বার (রড, স্ট্রিপ, রড), টুকরা (কাস্টিং, ফোরজিংস, বার থেকে টুকরো) এবং পাউডার (চাপা পাউডার, দানা, ট্যাবলেট) প্লাস্টিক, ধাতু-সিরামিক এবং সিরামিক অংশ পেতে.
দীর্ঘ দৈর্ঘ্যের কুণ্ডলীর ফাঁকা জায়গা থেকে একটি খুব বড় সংখ্যক অংশ, বার ফাঁকা থেকে একটি ছোট সংখ্যা এবং টুকরো ফাঁকা থেকে শুধুমাত্র একটি অংশ পাওয়া যেতে পারে। আকার এবং ওজনে ছোট অংশগুলি কয়েল এবং বার ফাঁকা থেকে সহজে তৈরি করা হয়।একটি উচ্চ উপাদান ব্যবহারের হার প্রাপ্ত করার জন্য, সমাপ্ত অংশের আকৃতি এবং আকারের কাছাকাছি টুকরা ফাঁকা ব্যবহার করা প্রয়োজন। গুঁড়ো এবং দানা থেকে, টুকরো ফাঁকা বা সমাপ্ত অংশগুলি পাওয়া যায়, যার আরও প্রক্রিয়াকরণ প্রায় প্রয়োজন হয় না।
খালি তৈরির প্রধান পদ্ধতিগুলি চিত্র 1 এ দেখানো হয়েছে।
একটি ওয়ার্কপিস পাওয়ার জন্য সঠিক পদ্ধতি বেছে নেওয়ার অর্থ হল এটি পাওয়ার জন্য একটি যুক্তিসঙ্গত প্রযুক্তিগত প্রক্রিয়া নির্ধারণ করা, অংশের উপাদান, এর উত্পাদনের নির্ভুলতার প্রয়োজনীয়তা, প্রযুক্তিগত অবস্থা, অপারেশনাল বৈশিষ্ট্য এবং সিরিয়াল উত্পাদন বিবেচনা করা। মেকানিক্যাল ইঞ্জিনিয়ারিং আছে বড় পরিমাণবিস্তারিত জানার উপায়। জ্যামিতিক আকার এবং ওয়ার্কপিসের মাত্রা এবং সমাপ্ত অংশের আকার এবং আকারের সর্বাধিক অনুমান করা ফাঁকা উত্পাদনের প্রধান কাজ। ডিজাইনার দ্বারা নির্দিষ্ট করা অংশের উপাদানের আকৃতি, মাত্রা এবং ব্র্যান্ড মূলত উত্পাদন প্রযুক্তি নির্ধারণ করে। সুতরাং, ওয়ার্কপিসের ধরণের পছন্দ ডিজাইন প্রক্রিয়ায় ঘটে, যেহেতু শক্তি, পরিধান প্রতিরোধের জন্য অংশগুলি গণনা করার সময় বা অপারেশনাল বৈশিষ্ট্যগুলির অন্যান্য সূচকগুলি বিবেচনায় নেওয়ার সময়, ডিজাইনার উপাদানটির শারীরিক এবং যান্ত্রিক বৈশিষ্ট্যগুলি থেকে এগিয়ে যান। অংশ
একটি অংশ উত্পাদন খরচ নকশা, উত্পাদন এবং প্রযুক্তিগত কারণ দ্বারা প্রভাবিত হয়. ওয়ার্কপিসে প্রথম এবং দ্বিতীয় গোষ্ঠীর কারণগুলির প্রভাব কতটা বিবেচনায় নেওয়া হয় তা ওয়ার্কপিসের উত্পাদনযোগ্যতা বিচার করা সম্ভব করে তোলে।
.অধীন
ওয়ার্কপিস উত্পাদনযোগ্যতা এই ওয়ার্কপিসটি কীভাবে উত্পাদনের প্রয়োজনীয়তা পূরণ করে এবং অপারেশন চলাকালীন অংশটির স্থায়িত্ব এবং নির্ভরযোগ্যতা নিশ্চিত করে তা বোঝা প্রথাগত। উৎপাদনের একটি প্রদত্ত স্কেলে একটি প্রযুক্তিগত ফাঁকা প্রকাশ ন্যূনতম উৎপাদন খরচ, প্রধান খরচ, শ্রমের তীব্রতা এবং উপাদান খরচ নিশ্চিত করে। ওয়ার্কপিসগুলির পছন্দের জন্য সর্বোত্তম সমাধানটি কেবলমাত্র ওয়ার্কপিস পাওয়ার পদ্ধতি সহ সমস্ত কারণের ব্যয়ের উপর প্রভাবের বিস্তৃত বিশ্লেষণের শর্তে পাওয়া যেতে পারে। একটি অংশ উত্পাদন খরচ, একটি উল্লেখযোগ্য অনুপাত উপাদান খরচ হয়.যান্ত্রিক প্রকৌশলে খালি জায়গা পেতে নিম্নলিখিত পদ্ধতিগুলি সর্বাধিক ব্যবহৃত হয়: ঢালাই, প্লাস্টিক বিকৃতি প্রক্রিয়াকরণ, কাটিং, ঢালাই, সেইসাথে এই পদ্ধতিগুলির সংমিশ্রণ। প্রতিটি পদ্ধতিতে ফাঁকা স্থান পাওয়ার জন্য প্রচুর সংখ্যক উপায় রয়েছে।ঢালাই
- একটি ছাঁচে প্রদত্ত রাসায়নিক সংমিশ্রণের গলিত ধাতু ঢেলে বিলেটগুলি পাওয়া, যার গহ্বরটি একটি বিলেটের আকার ধারণ করে।প্লাস্টিকের বিকৃতি প্রক্রিয়াকরণ
- প্রযুক্তিগত প্রক্রিয়া যা ধাতুর প্লাস্টিকের আকৃতির উপর ভিত্তি করে।ঢালাই
- যুক্ত হওয়া ওয়ার্কপিসগুলির কণাগুলির মধ্যে পারমাণবিক-আণবিক বন্ধন গঠনের ফলে ধাতু এবং খাদ থেকে স্থায়ী জয়েন্টগুলি পাওয়ার জন্য একটি প্রযুক্তিগত প্রক্রিয়া।কাটিং
- প্লাস্টিকের বিকৃতি, কাটা বা কাটা দ্বারা প্রাপ্ত রোল্ড পণ্য থেকে একটি ওয়ার্কপিস প্রাপ্ত করা।একটি ওয়ার্কপিস পাওয়ার জন্য একটি পদ্ধতি নির্বাচন করা একটি কঠিন কাজ। একটি ওয়ার্কপিস পাওয়ার পদ্ধতিটি অবশ্যই অর্থনৈতিক হতে হবে, অংশের উচ্চ গুণমান নিশ্চিত করতে হবে, উত্পাদনশীল এবং শ্রমসাধ্য নয়। হট-রোল্ড স্টিল, বালি-কাদামাটির ছাঁচে প্রাপ্ত ঢালাই এবং ফাঁকা জায়গা হিসাবে ফোরজিং দ্বারা প্রাপ্ত ঢালাইয়ের ব্যবহার দ্বারা ছোট আকারের এবং একক উত্পাদন বৈশিষ্ট্যযুক্ত। এটি বড় ভাতা, পরবর্তী যন্ত্রের উল্লেখযোগ্য শ্রম তীব্রতা ঘটায়।
বড় আকারের এবং ব্যাপক উত্পাদনের পরিস্থিতিতে, ফাঁকাগুলি পাওয়ার পদ্ধতিগুলি লাভজনক: গরম ফোরজিং; ডাই ঢালাই, চাপ ঢালাই, শেল ছাঁচনির্মাণ, বিনিয়োগ ঢালাই। এই পদ্ধতিগুলির ব্যবহার উল্লেখযোগ্যভাবে ভাতা হ্রাস করতে পারে, উত্পাদন অংশগুলির জটিলতা হ্রাস করতে পারে।
খালি তৈরির জন্য উপকরণগুলিতে নির্দিষ্ট প্রযুক্তিগত বৈশিষ্ট্যগুলির প্রয়োজনীয় মার্জিন থাকতে হবে - নমনীয়তা, স্ট্যাম্পিবিলিটি, তরলতা, জোড়যোগ্যতা, মেশিনযোগ্যতা। বিকৃত উপকরণগুলির জন্য, একটি প্রয়োজনীয় প্রযুক্তিগত সম্পত্তি হল প্রযুক্তিগত প্লাস্টিকতা। প্রযুক্তিগত প্লাস্টিকতার জন্য বিশেষত কঠোর প্রয়োজনীয়তাগুলি খাদের উপর আরোপ করা হয়, যেখান থেকে অংশগুলি চাপ দ্বারা ঠান্ডা কাজ করে প্রাপ্ত হয় - এক্সট্রুশন, অঙ্কন, নমনীয়, ছাঁচনির্মাণ।
যদি ধাতুর তরলতা কম থাকে, সঙ্কুচিত হওয়ার উচ্চ প্রবণতা থাকে, তাহলে চাপের মধ্যে ছাঁচ ঢালাই ব্যবহার করার পরামর্শ দেওয়া হয় না, কারণ ধাতব ছাঁচের কম সম্মতির কারণে, ঢালাই চাপ, ঢালাই বিকৃতি এবং ফাটল ঘটতে পারে। বালি-কাদামাটির ছাঁচে শেল ঢালাই এবং ঢালাই ব্যবহার করার পরামর্শ দেওয়া হয়।
গুরুতর, ভারীভাবে লোড করা অংশগুলির জন্য (শ্যাফ্ট, গিয়ার, গিয়ার চাকা), যার জন্য ধাতুর গুণমান এবং শারীরিক এবং যান্ত্রিক বৈশিষ্ট্যগুলির উপর কিছু প্রয়োজনীয়তা আরোপ করা হয়, এটি ফোরজিংস ব্যবহার করার পরামর্শ দেওয়া হয়, যেহেতু বিকৃতির প্রক্রিয়ায় জরিমানা করা হয়। -দানাযুক্ত, দিকনির্দেশক ফাইব্রাস গঠন তৈরি হয়, যা উল্লেখযোগ্যভাবে শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য বৃদ্ধি করে। উপাদানের যান্ত্রিক বৈশিষ্ট্য। সুনির্দিষ্ট পদ্ধতির ব্যবহার পর্যাপ্ত পৃষ্ঠের পরিচ্ছন্নতা এবং উচ্চ ওয়ার্কপিস নির্ভুলতা নিশ্চিত করে। ফোরজিং এবং স্ট্যাম্পিংয়ের উন্নতি মেশিনিং এবং এমনকি ফিনিশিং অপারেশনগুলির সাথে সম্পর্কিত রুক্ষতা পরামিতি এবং মাত্রিক নির্ভুলতা প্রদান করে। ক্রমাঙ্কন, ঠান্ডা এক্সট্রুশন সমাপ্ত অংশ (rivets, বাদাম, বোল্ট) প্রদান.
পছন্দের মানদণ্ড
প্রাথমিক ফাঁকা প্রাপ্তির পদ্ধতি প্রায়শই উত্পাদন প্রোগ্রাম দ্বারা নির্ধারিত হয়:- বৃহৎ উত্পাদনের পরিমাণের সাথে, একজনকে প্রাথমিক ওয়ার্কপিসের কনফিগারেশন এবং মাত্রাগুলি সমাপ্ত অংশের মাত্রা (ধাতু ব্যবহার ফ্যাক্টর) থেকে সর্বাধিক আনুমানিকভাবে আনুমানিক করার চেষ্টা করা উচিত;
- আউটপুট ছোট ভলিউম সঙ্গে, ন্যূনতম খরচ একটি যুক্তিসঙ্গত পছন্দ বিবেচনা করা উচিত.
প্রাথমিক খালি স্থানের পছন্দকে প্রভাবিত করার প্রধান কারণগুলি হল (উৎপাদন প্রোগ্রাম ব্যতীত):
- প্রক্রিয়াজাত উপাদানের প্রকার;
- কনফিগারেশন এবং মাত্রা; ওজন
- কার্যমান অবস্থা;
- প্রারম্ভিক ফাঁকা প্রাপ্তির জন্য পদ্ধতিরই খরচ-কার্যকারিতা।
প্রাথমিক ফাঁকা প্রাপ্তির প্রধান পদ্ধতি
:মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে, ফাউন্ড্রিতে ধাতু ঢেলে ছাঁচে, ফরজিং এবং প্রেসিং দোকানে - ফোরজিং এবং স্ট্যাম্পিং হাতুড়ি এবং প্রেসে প্রক্রিয়াকরণের মাধ্যমে খালি জায়গা তৈরি করা হয়। প্রাথমিক খালি স্থান পাওয়ার জন্য পদ্ধতির পছন্দকে প্রভাবিত করার প্রধান কারণগুলি হল খরচ এবং বার্ষিক উত্পাদন প্রোগ্রাম।
ঢালাই দ্বারা billets উত্পাদন
ঢালাইয়ের ভর 300 টন পর্যন্ত, এবং দৈর্ঘ্য 20 মিটার পর্যন্ত। ঢালাই ছাঁচের জন্য সবচেয়ে সাধারণ উপকরণগুলি হল: বালি-কাদামাটি এবং বালি-রজন মিশ্রণ, ইস্পাত, ঢালাই লোহা, খাদ, সিরামিক ইত্যাদি। ধূসর এবং উচ্চ-শক্তির ঢালাই আয়রনের একটি উচ্চ তরলতা রয়েছে, যা 3-4 মিমি প্রাচীরের বেধ পেতে দেয়। নমনীয় ঢালাই লোহা ক্র্যাকিং প্রবণ এবং উল্লেখযোগ্য অভ্যন্তরীণ
চাপ বর্ধিত ম্যাঙ্গানিজ সামগ্রী সহ অ্যালয় স্টিলের ভাল তরলতা রয়েছে, যা পাতলা দেয়ালের সাথে ঢালাই পাওয়া কঠিন করে তোলে।বালি-কাদামাটির ছাঁচে ঢালাই
তিনটি গ্রুপে বিভক্ত:একবার বালি-কাদামাটির মিশ্রণ থেকে তৈরি (যেকোন আকার এবং ওজনের লৌহঘটিত এবং অ লৌহঘটিত ধাতুর জন্য;আধা-স্থায়ী - অবাধ্য উপকরণ (চ্যামোট, ম্যাগনেসাইট, ইত্যাদি) থেকে - কয়েক ডজন জলপাই পেতেস্থায়ী ধাতু এবং খাদ থেকে তৈরিঢালাইয়ের জন্য, ঢালাই লোহা, ইস্পাত, তামার মিশ্রণ, অ্যালুমিনিয়াম ইত্যাদি ব্যবহার করা হয়।
শেল ঢালাই
- 13-14 গুণমানের মাত্রিক নির্ভুলতা এবং রুক্ষতা প্যারামিটারের মান প্রদান করে রা = 6,3 µm ছাঁচ হল থার্মোপ্লাস্টিক এবং থার্মোসেটিং রেজিন সহ ছাঁচনির্মাণ যৌগগুলির সমন্বয়ে গঠিত একটি শেল, যা ধাতু দিয়ে ঢালা করার আগে বালি বা শট সহ একটি বাক্সে স্থাপন করা হয়। ব্যয়বহুল সরঞ্জাম প্রয়োজন, এবং ছাঁচ নিজেই একবার ব্যবহার করা হয়, তাই এই পদ্ধতিভর, বড় আকারের এবং মাঝারি-স্কেল উত্পাদনের জন্য উপযুক্ত, 100 কেজি পর্যন্ত ওজনের।মরা ঢালাই
. ঢালাই (ঢালাই লোহা এবং ইস্পাত থেকে) 5 মিমি প্রাচীর পুরুত্ব সহ,12-14 গুণমান ঠিক awn, রুক্ষতাRa = 12.5...3.2 µm এবং 200 কেজি পর্যন্ত ওজন। এগুলি সিরিয়াল এবং ব্যাপক উত্পাদনে ব্যবহৃত হয়, উচ্চ উত্পাদনশীলতা খরচের চেয়ে 2-5 গুণ কম। ঢালাইয়ের অসুবিধাগুলির মধ্যে রয়েছে লোহা এবং ইস্পাত ঢালাই করার সময় ছাঁচের কম প্রতিরোধ, ঢালাই লোহার ঢালাইয়ের একটি চিল গঠন, যা একটি অতিরিক্ত অপারেশন (অ্যানিলিং) প্রয়োজন; জটিল ঢালাই সম্ভাব্য ক্র্যাকিং. ঢালাই লোহা, ইস্পাত, তামা এবং অ্যালুমিনিয়াম থেকে চিল মোল্ড তৈরি করা হয়; detachable or shaking. মাল্টি-সিট চিল মোল্ড সাধারণ।আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না
. - কয়েক গ্রাম থেকে 300 কেজি ওজনের অ লৌহঘটিত মিশ্রণ, ইস্পাত এবং ঢালাই লোহা থেকে ঢালাই। আবেদন করুনছোট এবং জটিল আকারের উত্পাদনে ভর, বড় এবং মাঝারি আকারের উত্পাদন. বিনিয়োগ ঢালাই প্রক্রিয়ার সারমর্ম হ'ল একটি সঠিক ওয়ান-পিস ওয়ান-টাইম মডেলের ব্যবহার, যা অনুসারে একটি ওয়ান-পিস সিরামিক শেলের ছাঁচ তৈরি করা হয়, যেখানে গলিত ধাতুটি ঢেলে দেওয়া হয় মডেলটিকে পোড়ানোর মাধ্যমে ছাঁচ থেকে সরানোর পরে। বাষ্পীভবন বা দ্রবীভূতকরণ। এই পদ্ধতিটি ছোট মেশিনিং ভাতা সহ 0.8 মিমি বা তার বেশি পুরুত্ব সহ বিভিন্ন অ্যালয় থেকে নির্ভুল ঢালাই তৈরি করতে ব্যবহার করা যেতে পারে। কাস্টিংয়ের মাত্রিক নির্ভুলতা 8-11 যোগ্যতার সাথে মিলে যায়,রা = 2.5 μm, 50 মিমি পর্যন্ত ঢালাইয়ের জন্য মেশিনিং ভাতা 1.4 মিমি, এবং 500 মিমি পর্যন্ত আকার - প্রায় 3.5 মিমি। ওজন দ্বারা ঢালাইয়ের নির্ভুলতা অনুপাত 0.85 -0.95 এ পৌঁছাতে পারে, যা নাটকীয়ভাবে কাটিয়া এবং ধাতব বর্জ্যের পরিমাণকে চিপগুলিতে হ্রাস করে। মডেল তৈরির জন্য সহজে অপসারণযোগ্য উপকরণের ব্যবহার (প্যারাফিন, রোসিন, পলিস্টাইরিন, ইউরিয়া বা পলিস্টাইরিনের উপর ভিত্তি করে), ছাঁচের বিচ্ছিন্নকরণের অবলম্বন না করে, গলিতকে গরম করা সম্ভব করে তোলে। উচ্চ তাপমাত্রায় ধাতু ঢেলে দেওয়ার আগে, যা ছাঁচের ভরাটকে উল্লেখযোগ্যভাবে উন্নত করে এবং প্রায় কোনও খাদ থেকে খুব জটিল আকারের ঢালাই পাওয়া সম্ভব করে তোলে। অসুবিধাগুলির মধ্যে রয়েছে উচ্চ শ্রমের তীব্রতা এবং বৃদ্ধি একটি ছোট আউটপুট সঙ্গে গেটিং সিস্টেমের জন্য উপাদান খরচ.ইনজেকশন ছাঁচনির্মাণ
. ধাতু গলে উচ্চ গতিতে ছাঁচ পূরণ করে (35 m/s পর্যন্ত), যা উচ্চ উপাদানের ঘনত্ব, নির্ভুলতা এবং পৃষ্ঠের গুণমান নিশ্চিত করে। ইস্পাত, অ লৌহঘটিত ধাতু এবং ঢালাই লোহা থেকে ঢালাই গ্রহণ করুন। ঢালাইয়ের ভর কয়েক গ্রাম থেকে 50 কেজি পর্যন্ত হতে পারে, প্রাচীরের বেধ 1.0 ... 0.8 মিমি; 8-12 ডিগ্রী নির্ভুলতারা = 12.5- 3.2 µm ; ভর এবং বড় মাপের উত্পাদন ব্যবহৃত. উচ্চ উত্পাদনশীলতা এবং একটি সূক্ষ্ম-দানাযুক্ত কাঠামোর সাথে জটিল আকারের ওয়ার্কপিস পাওয়ার সম্ভাবনা, তবে ছাঁচের দাম বেশি এবং তাদের স্থায়িত্ব কম। প্রধানত অ লৌহঘটিত ধাতু এবং সংকর ধাতু জন্য ব্যবহৃত.ভ্যাকুয়াম স্তন্যপান ঢালাই
ঢালাই প্রধানত অ লৌহঘটিত ধাতু এবং সংকর ধাতু থেকে প্রাপ্ত হয়, ইস্পাত এবং ঢালাই লোহা থেকে কম পরিমাণে। কাস্টিংগুলির প্রাচীরের বেধ 1 মিমি পর্যন্ত থাকে। এই পদ্ধতিটি ভর এবং সিরিয়াল উত্পাদনে ব্যবহৃত হয়, সাধারণত ব্যয়বহুল অ্যালয়গুলি থেকে ঢালাই পেতে।কেন্দ্রাতিগ এবং ঢালাই অন্যান্য ধরনের
- ঢালাই লোহা, ইস্পাত, অ লৌহঘটিত ধাতু এবং সংকর ধাতু থেকে ঢালাই. এগুলি জটিল কনফিগারেশনের ফাঁপা এবং পাতলা-প্রাচীরযুক্ত ঢালাইয়ের (যেমন বিপ্লবের দেহ) জন্য ভর এবং সিরিয়াল উত্পাদনে ব্যবহৃত হয়, উদাহরণস্বরূপ, হাতা, বুশিং, লাইনার ইত্যাদি। প্রক্রিয়াটি ঘূর্ণায়মান ধাতব ছাঁচে ধাতু ঢেলে সঞ্চালিত হয়। . কেন্দ্রাতিগ শক্তির ক্রিয়াকলাপের অধীনে, গলিত ধাতুর কণাগুলি ছাঁচের পৃষ্ঠে নিক্ষিপ্ত হয় এবং শক্ত হয়ে তার আকার ধারণ করে। ঢালাই বাইরে থেকে (ছাঁচ থেকে) এবং ভিতর থেকে (মুক্ত পৃষ্ঠের পাশ থেকে) বিকিরণ এবং বায়ু সংবহনের কারণে ঠান্ডা হয়। চাপের মধ্যে ধাতুর দৃঢ়ীকরণ ধাতুর কম্প্যাকশন এবং যান্ত্রিক বৈশিষ্ট্য বৃদ্ধির দিকে পরিচালিত করে, একই সময়ে, গ্যাস এবং অ ধাতব অমেধ্যগুলিকে আলাদা করা হয় এবং ঢালাইয়ের অভ্যন্তরীণ পৃষ্ঠে স্থানচ্যুত করা হয়, যা বিবেচনায় নেওয়া উচিত যখন একটি অভ্যন্তরীণ কাজ পৃষ্ঠ সঙ্গে পণ্যের জন্য ভাতা গণনা.অন্যান্য ঢালাই পদ্ধতিও ব্যবহার করা হয়: একটানা, ইলেক্ট্রোস্ল্যাগ, বার্নিং, মেল্ট স্ট্যাম্পিং ইত্যাদি।
একটানা এবং আধা ক্রমাগত
ঢালাই লোহা, ইস্পাত, অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম সংকর ধাতু থেকে প্রাপ্ত করা হয়; ভর এবং সিরিয়াল মধ্যেসীমাহীন দৈর্ঘ্যের একটি ক্রস বিভাগ প্রদানের জন্য উত্পাদন (ধাতু-কাটিং মেশিন টুলের ফ্রেম, হাইড্রোলিক এবং বায়ুসংক্রান্ত সরঞ্জামের আবাসন, পাইপ) ইত্যাদি।ইলেক্ট্রোস্ল্যাগ ঢালাই
300 টন পর্যন্ত ওজনের উন্নত যান্ত্রিক বৈশিষ্ট্য সহ ইস্পাত এবং খাদ থেকে ঢালাই গ্রহণ করুন; সামুদ্রিক ইঞ্জিন, রোল, টারবাইন ইত্যাদির গুরুত্বপূর্ণ অংশগুলির জন্য খালি জায়গা পেতে ব্যাচ উৎপাদনেঢালাই আলিঙ্গন
অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম খাদ থেকে ঢালাই গ্রহণ; পাতলা দেয়ালযুক্ত (2 মিমি পর্যন্ত) এবং বড় আকারের (1000x3000 মিমি) ওয়ার্কপিসের জন্য ভর এবং সিরিয়াল উত্পাদনে।মুদ্রাঙ্কন দ্রবীভূত করা
উচ্চ যান্ত্রিক বৈশিষ্ট্য সহ একটি সাধারণ কনফিগারেশনের 8 মিমি পর্যন্ত প্রাচীর বেধের সাথে আকৃতির কাস্টিং তৈরির জন্য ভর এবং সিরিয়াল উত্পাদনে অ লৌহঘটিত ধাতু এবং মিশ্রণ, ইস্পাত এবং ঢালাই লোহা থেকে ঢালাই গ্রহণ করুন।প্লাস্টিক বিকৃতি দ্বারা প্রাথমিক ফাঁকা উত্পাদন
মেশিন forging উত্পাদিত হয়
হাতুড়ি উপর এবং জলবাহী প্রেস . একক এবং ছোট-স্কেল উত্পাদনে - উচ্চ-মানের ফাঁকাগুলি পাওয়ার সবচেয়ে লাভজনক উপায়; একটি বড় ভর ফসলের একমাত্র সম্ভাব্য উপায় হতে পারে.সুযোগ: একটি সাধারণ ফর্মের 250 টন পর্যন্ত ওজনের খালি; ব্যাকিং রিংগুলিতে হাতুড়িতে এবং 10 কেজি পর্যন্ত মারা যায়, যখন ওয়ার্কপিসের প্রাচীরের বেধ 3-2.5 মিমি, নির্ভুলতা পৌঁছে যায়
14-16 গুণমান , এবং পৃষ্ঠের রুক্ষতা পরামিতির মান হলরা = 25-12.5 µm ; ইস্পাত জন্য, কখনও কখনও অ লৌহঘটিত ধাতু এবং সংকর.মুদ্রাঙ্কন
- ভর এবং বৃহৎ আকারের উত্পাদনের পরিস্থিতিতে, গরম ফোরজিং ফরজিংয়ের চেয়ে বেশি লাভজনক। সীমাবদ্ধতা: 100 কেজি পর্যন্ত, যদিও 3 টন বা তার বেশি পর্যন্ত ফোরজিংস পাওয়া সম্ভব, তবে প্রায়শই 30 কেজি পর্যন্ত ওজনের। ইস্পাত, অ লৌহঘটিত ধাতু এবং সংকর ধাতু থেকে forgings প্রাপ্ত করার জন্য ব্যবহৃত হয়। সাধারণত মুদ্রাঙ্কন জন্য প্রাথমিক workpiece ঘূর্ণিত ইস্পাত হয়. হট forging হাতুড়ি, অনুভূমিক forging বাহিত হয়মেশিন (GKM), ক্র্যাঙ্ক হট ফোরজিং প্রেস (CGSHP) এবং স্ক্রু প্রেস।শীট গঠনের কাজগুলির মধ্যে রয়েছে সোজা করা (সোজা করা), আকৃতির (এমবসড) স্ট্যাম্পিং, ফ্ল্যাঞ্জিং, গঠন, ক্রিমিং, বিতরণ।
শীট স্ট্যাম্পিং
- ফাঁকা স্থানগুলির মাত্রা 0.1-100 মিমি প্রাচীরের বেধ সহ কয়েক সেন্টিমিটার থেকে 7 মিটার পর্যন্ত; নির্ভুলতা - 11-12 গুণমান, এবং অতিরিক্ত ক্রমাঙ্কন সহ - 9-10 গুণমান।আকৃতির
(এমবসড) স্ট্যাম্পিংফ্ল্যাট ওয়ার্কপিসগুলিতে বিভিন্ন রিসেস এবং প্রোট্রুশন, স্টিফেনার ইত্যাদি পেতে ব্যবহৃত হয়। স্ট্যাম্পিং স্থানীয় অঞ্চলে ধাতুর পরিমাণ পুনরায় বিতরণ করে। একটি গর্ত flanging যখন, পক্ষের প্রান্তে উপাদান বেধ উল্লেখযোগ্যভাবে হ্রাস করা হয়।অবতরণ
- বিশেষ কোল্ড হেডিং মেশিনে বার-টাইপ অংশের আকারে আংশিক পরিবর্তন, উদাহরণস্বরূপ, বোল্ট হেড, স্ক্রু, রিভেট ইত্যাদির শিরোনাম।ধাতব সংকর ধাতু (বিভিন্ন গ্রেডের ইস্পাত, নন-লৌহঘটিত ধাতব ধাতু, পাশাপাশি বাইমেটালিক) এবং অধাতু পদার্থ (টেক্সটোলাইট, প্রেসবোর্ড, রাবার, অনুভূত) স্ট্যাম্পিং পদ্ধতি দ্বারা উত্পাদিত হয়। খালি জায়গার ধরন অনুসারে, ধাতব উপকরণগুলিকে ঘূর্ণায়মান (300 মিমি চওড়া), টেপ, শীট, স্ট্রিপ, তার এবং গোলাকার ঘূর্ণিত পণ্য (কয়েলগুলিতে), বার এবং বিভিন্ন বিভাগের ঘূর্ণিত পণ্যগুলিতে ভাগ করা যেতে পারে। অ-ধাতু উপকরণ সাধারণত শীট বা স্ট্রিপ আকারে সরবরাহ করা হয়।
পাউডার ধাতুবিদ্যা দ্বারা প্রাপ্ত প্রাথমিক workpieces
প্রধান কাঁচামাল হল লোহা, নিকেল, কোবাল্ট, মলিবডেনাম, টাংস্টেন এবং অন্যান্য ধাতুর গুঁড়ো। পণ্যগুলি বদ্ধ ছাঁচে ঠান্ডা চাপার পরে সিন্টারিং দ্বারা গঠিত হয়। উদাহরণস্বরূপ, 447 মিমি দৈর্ঘ্য এবং 2.5 কেজি ভর সহ পাউডার থেকে সিন্টার করা একটি ইঞ্জিন ক্যামশ্যাফ্ট কেবল ঢালাই আয়রনের তুলনায় 75% ওজন সাশ্রয় করতে দেয় না, তবে শ্যাফ্টের পরিধান প্রতিরোধ ক্ষমতাও 7 গুণ বাড়িয়ে দেয়।
ধাতু-সিরামিক উপকরণ
. উদাহরণস্বরূপ, ব্রোঞ্জ গ্রাফাইট (85...88% তামা, 8...10% টিন, 3...5% গ্রাফাইট) তৈরিতে ব্যবহার করা যেতে পারেবিয়ারিং যেখানে কার্যত কোন অতিরিক্ত লুব্রিকেন্ট নেই। তামা এবং লোহার উপর ভিত্তি করে antifriction cermet উপকরণ আছে. সমাপ্ত সিরামিক-ধাতু পণ্যগুলির বৈশিষ্ট্যগুলি মূলত পাউডার থেকে চাপা ব্রিকেটের ঘনত্ব এবং আয়তনের উপর ঘনত্বের বিতরণের উপর নির্ভর করে। ব্রোঞ্জ গ্রাফাইটের জন্য 2500...4000 Pa এবং আয়রন সালফাইড উপাদানের জন্য 4000...5000 Pa চাপে ব্রিকেটগুলি চাপা হয়। ব্রোঞ্জ-গ্রাফাইটের সিন্টারিং 760...780 °C তাপমাত্রায় 2...3 ঘন্টা এবং লোহা-সালফাইড উপাদান - 1...1.5 ঘন্টা 1130...1150 °C তাপমাত্রায় সঞ্চালিত হয় . অংশগুলির আকৃতির জটিলতা তাদের চূড়ান্ত চাপের সম্ভাবনা বা সিন্টারিংয়ের পরে অতিরিক্ত যন্ত্রের প্রয়োজন নির্ধারণ করে, যা মূলত উত্পাদনশীলতা এবং ব্যয়কে প্রভাবিত করে।ভর এবং বৃহৎ আকারের উত্পাদনের পরিস্থিতিতে, আকৃতি এবং আকারে সমাপ্ত অংশের সবচেয়ে কাছাকাছি খালি স্থানগুলি পাওয়া অর্থনৈতিকভাবে সম্ভব। এই ক্ষেত্রে, ফাঁকা খরচ বৃদ্ধি পায়, কিন্তু যন্ত্রের পরিমাণ উল্লেখযোগ্যভাবে হ্রাস করা হয়।
একক এবং ছোট আকারের উত্পাদনের পরিস্থিতিতে, ওয়ার্কপিসগুলি সমাপ্ত অংশ থেকে আকার এবং আকৃতিতে অনেক বেশি, অর্থাৎ, তাদের মেশিনিংয়ের জন্য উল্লেখযোগ্য ভাতা রয়েছে। ওয়ার্কপিস পাওয়ার অনেক সম্ভাব্য উপায়গুলির মধ্যে, অর্থনৈতিকভাবে কার্যকর একটি নির্বাচন করা প্রয়োজন।
পদ্ধতির চূড়ান্ত পছন্দ গণনার ভিত্তিতে প্রতিষ্ঠিত হয়:
- ক) প্রাথমিক খালি স্থান পাওয়ার জন্য পদ্ধতির খরচ;
- খ) মেশিন প্রক্রিয়া নিজেই খরচ.
স্ব-নিয়ন্ত্রণের জন্য প্রশ্ন এবং কাজ
- "প্রস্তুতি" শব্দটি সংজ্ঞায়িত করুন।
- প্রস্তুতির প্রকারের নাম দিন।
- খালি তৈরির পদ্ধতিগুলি উল্লেখ করুন।
- ওয়ার্কপিস উত্পাদনযোগ্যতা বলতে কী বোঝায়?
- খালি জায়গা পাওয়ার জন্য প্রধান পদ্ধতির সারমর্ম ব্যাখ্যা করুন: ঢালাই, ঢালাই, প্লাস্টিকের বিকৃতি, কাটা।
- ফাঁকা স্থানগুলির প্রধান প্রযুক্তিগত বৈশিষ্ট্যগুলি তালিকাভুক্ত করুন।
- ঢালাইয়ের প্রধান পদ্ধতি এবং তাদের সারাংশ নির্দেশ করুন।
- শেল ছাঁচে ঢালাই পদ্ধতির সারাংশ কী?
- কিভাবে বিনিয়োগ ঢালাই করা হয়?
- কিভাবে বিনিয়োগ মডেল তৈরি করা হয়?
- ইনজেকশন ছাঁচনির্মাণের সুবিধা এবং অসুবিধাগুলি তালিকাভুক্ত করুন।
- সেন্ট্রিফিউগাল ঢালাইয়ের সুবিধা এবং অসুবিধাগুলি তালিকাভুক্ত করুন।
- প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদন কিভাবে শ্রেণীবদ্ধ করা হয়?
- পাউডার ধাতুবিদ্যা কি?
- গুঁড়া ধাতুবিদ্যা দ্বারা ফাঁকা কিভাবে প্রাপ্ত করা হয়?
- ধাতু-সিরামিক অংশের ক্রমাঙ্কন কী?
- প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদন কিভাবে শ্রেণীবদ্ধ করা হয়?