ফাঁকা এবং ফাঁকা উত্পাদন. মেকানিক্যাল ইঞ্জিনিয়ারিং খালি
যান্ত্রিক প্রকৌশলে, একটি ওয়ার্কপিসকে শ্রমের একটি বস্তু বলা হয়, যেখান থেকে আকৃতি, আকার, পৃষ্ঠের বৈশিষ্ট্য এবং (বা) উপাদান পরিবর্তন করে একটি অংশ তৈরি করা হয়। প্রকিউরমেন্ট উত্পাদন যে কোনো মেশিন-বিল্ডিং উৎপাদনের একটি অবিচ্ছেদ্য প্রাথমিক পর্যায়।
ফর্ম অনুসারে ফাঁকাগুলিকে আলাদা করার প্রথাগত যা তাদের উত্পাদনের মৌলিক প্রযুক্তিগত পদ্ধতির বৈশিষ্ট্যগুলি প্রতিফলিত করে। বরাদ্দ নিম্নলিখিত ধরনেরফাঁকা:
- 1) ঢালাই দ্বারা প্রাপ্ত (ঢালাই);
- 2) চাপ চিকিত্সা দ্বারা প্রাপ্ত (নকল এবং স্ট্যাম্পযুক্ত ফাঁকা);
- 3) ঘূর্ণিত পণ্য থেকে ফাঁকা;
- 4) ঢালাই এবং মিলিত খালি;
- 5) পাউডার ধাতুবিদ্যা পদ্ধতি দ্বারা প্রাপ্ত.
ফাঁকা টুকরা (মাপা) বা ক্রমাগত হতে পারে, উদাহরণস্বরূপ, একটি হট-রোল্ড বার, যেখান থেকে উত্পাদন প্রক্রিয়ার সময় এটি কেটে পৃথক টুকরা ফাঁকাগুলি পাওয়া যেতে পারে।
যান্ত্রিক প্রকৌশলের বিকাশের ফলে স্ট্রাকচারাল সিরামিক থেকে প্রাপ্ত অন্য ধরনের ফাঁকা জায়গার উদ্ভব হয়েছে।
প্রতিটি ধরণের একটি ফাঁকা মৌলিকটির সাথে সম্পর্কিত এক বা একাধিক পদ্ধতি (পদ্ধতি) দ্বারা প্রাপ্ত করা যেতে পারে। উদাহরণস্বরূপ, একটি ঢালাই বালি, শেল মোল্ড, একটি চিল মোল্ড ইত্যাদিতে ঢালাই করে প্রাপ্ত করা যেতে পারে।
কাস্টিং প্রায় সমস্ত ধাতু এবং সংকর ধাতু থেকে সহজ এবং খুব জটিল উভয় কনফিগারেশনের প্রায় যেকোনো আকারের বিলেট তৈরি করে। ঢালাইয়ের গুণমান ঢালাইয়ের পদ্ধতি দ্বারা নির্ধারিত ছাঁচে ধাতুর স্ফটিককরণের অবস্থার উপর নির্ভর করে। কিছু ক্ষেত্রে, ঢালাই দেয়ালের অভ্যন্তরে ত্রুটিগুলি (সঙ্কোচন শিথিলতা, ছিদ্র, গরম এবং ঠান্ডা ফাটল) গঠন সম্ভব, যা শুধুমাত্র রুক্ষ যন্ত্রের পরে সনাক্ত করা হয়।
নকল এবং স্ট্যাম্পযুক্ত ফাঁকা, সেইসাথে মেশিন-বিল্ডিং প্রোফাইল, ধাতুর চাপ চিকিত্সা দ্বারা প্রাপ্ত করা হয়। ফোরজিং একক, ছোট আকারের উত্পাদনে ব্যবহৃত হয়, সেইসাথে খুব বড়, অনন্য ফাঁকা এবং বিশেষ করে উচ্চ প্রয়োজনীয়তা সহ খালি তৈরিতে বাল্ক বৈশিষ্ট্যউপাদান. স্ট্যাম্পিং আপনাকে কনফিগারেশনে সমাপ্ত অংশের কাছাকাছি খালি জায়গা পেতে দেয়। চাপ চিকিত্সা দ্বারা প্রাপ্ত workpieces যান্ত্রিক বৈশিষ্ট্য ঢালাই বেশী বেশী. মেশিন-বিল্ডিং প্রোফাইলগুলি রোলিং, টিপে, অঙ্কন দ্বারা উত্পাদিত হয়।
ঘূর্ণিত খালি একক এবং ভর উত্পাদন ব্যবহার করা হয়. নির্বাচিত প্রোফাইলের ঘূর্ণিত স্টকটি কাটার মাধ্যমে টুকরো (মাপা) ফাঁকা জায়গায় রূপান্তরিত হয়, যা থেকে অংশগুলি পরবর্তী মেশিনিং দ্বারা তৈরি করা হয়। ওয়ার্কপিসের নিখুঁততা নির্বাচিত রোলড প্রোফাইলের অংশের ক্রস বিভাগে (মেশিনিং ভাতা সহ) নৈকট্য দ্বারা নির্ধারিত হয়।
ঢালাই করা এবং সম্মিলিত ফাঁকাগুলি বিভিন্ন ঢালাই পদ্ধতি ব্যবহার করে সংযুক্ত পৃথক উপাদান উপাদান থেকে তৈরি করা হয়। একটি সম্মিলিত ওয়ার্কপিসে, উপরন্তু, প্রতিটি উপাদান সংশ্লিষ্ট ধরণের (কাস্টিং, স্ট্যাম্পিং, ইত্যাদি) একটি স্বাধীন ওয়ার্কপিস, একটি স্বাধীন প্রযুক্তিগত প্রক্রিয়া অনুসারে নির্বাচিত পদ্ধতি দ্বারা তৈরি। ঢালাই এবং সম্মিলিত ফাঁকাগুলি জটিল কনফিগারেশনের কাঠামো তৈরিকে ব্যাপকভাবে সরল করে। ভুল ওয়ার্কপিস ডিজাইন বা ভুল ঢালাই প্রযুক্তির কারণে ত্রুটিগুলি (ওয়ার্পিং, পোরোসিটি, অভ্যন্তরীণ চাপ) হতে পারে যা মেশিনিং দ্বারা সংশোধন করা কঠিন।
পাউডার ধাতুবিদ্যা পদ্ধতি দ্বারা প্রাপ্ত ওয়ার্কপিস, আকৃতি এবং আকারে, সমাপ্ত অংশগুলির সাথে মিলিত হতে পারে এবং শুধুমাত্র ছোটখাট সমাপ্তি প্রক্রিয়াকরণের প্রয়োজন হয়।
স্ট্রাকচারাল সিরামিক ফাঁকা তাপ-চাপ তৈরি করতে এবং (বা) কাজ করার জন্য ব্যবহার করা হয় আক্রমণাত্মক পরিবেশবিস্তারিত
অংশটির উত্পাদন প্রক্রিয়ার প্রথম প্রযুক্তিগত অপারেশনের আগে ওয়ার্কপিসটিকে আসল ওয়ার্কপিস বলা হয়।
প্রধান প্রকারের ফাঁকা স্থান সম্পর্কে তথ্য পরিশিষ্ট 3 এ দেওয়া আছে।
একটি ফাঁকা পছন্দটি তার প্রকার এবং উত্পাদন পদ্ধতির ক্রমিক সংকল্পের মধ্যে থাকে, যার ভিত্তিতে একটি অর্ডার দেওয়া হয় এবং এটির উত্পাদনের জন্য একটি প্রযুক্তিগত প্রক্রিয়া তৈরি করা হয়।
ওয়ার্কপিসের পছন্দ মেশিন ডিজাইনারের কাজ। তিনি যে সিদ্ধান্ত নিয়েছেন তা প্রযুক্তিবিদদের জন্য বাধ্যতামূলক। টেকনোলজিস্ট খালি জায়গা নির্বাচন করেন যদি তাদের ধরণ এবং উত্পাদন পদ্ধতি ডিজাইন ডকুমেন্টেশনে নির্দেশিত না হয়। নির্বাচনের জন্য প্রাথমিক তথ্য: উত্পাদনের জন্য প্রযুক্তিগত প্রয়োজনীয়তা সহ একটি অংশের অঙ্কন, এর ওজন এবং উপাদানের গ্রেড নির্দেশ করে; বার্ষিক আউটপুট, যার ভিত্তিতে প্রস্তাবিত ধরণের উত্পাদন সম্পর্কে একটি উপসংহার করা হয়; প্রযুক্তিগত ক্ষমতা এবং উৎপাদন সম্পদের তথ্য।
সাধারণ যান্ত্রিক প্রকৌশল অংশগুলির জন্য, পছন্দটি ব্যাপকভাবে সরলীকৃত: শুধুমাত্র প্রমাণিত (মান) প্রযুক্তিগত সমাধান ব্যবহার করা হয়। উদাহরণস্বরূপ, গ্যাস টারবাইন প্ল্যান্টের ডিস্কগুলি চাপের চিকিত্সার মাধ্যমে অনন্যভাবে উত্পাদিত হয়।
বিকল্প সমাধান আছে শুধুমাত্র যদি পছন্দ করা হয়. ওয়ার্কপিসের ধরন বেছে নেওয়ার জন্য কোনও আনুষ্ঠানিক মানদণ্ড নেই। পছন্দটি উত্পাদনের প্রযুক্তিগত ক্ষমতা (সম্পদ) সম্পর্কিত ডেটা বিশ্লেষণের সাথে শুরু হয়। একই সময়ে, সংগ্রহের কর্মশালার ক্ষমতা (উপযুক্ত সরঞ্জামের প্রাপ্যতা) বিবেচনায় নেওয়া হয়। পরিকল্পিত উত্পাদন প্রস্তুতির সময়গুলি পছন্দকেও প্রভাবিত করে (ডিজাইন কাজ, স্ট্যাম্পের উত্পাদন, মডেল, ছাঁচ)। যে ধরনের খালি জায়গা বিক্রি করা অসম্ভব (উদাহরণস্বরূপ, নিজস্ব ফাউন্ড্রির অভাব এবং সহযোগিতার মাধ্যমে কাস্টিং অর্জনের অসম্ভবতা) বিবেচনা থেকে বাদ দেওয়া হয়েছে। সাধারণত, ব্যক্তিগত (ব্যক্তিগত) বৈশিষ্ট্যগুলির জন্য ডিজাইন ডকুমেন্টেশন বিশ্লেষণের ফলে পছন্দ করা হয়। সারণি 3.5 ওয়ার্কপিসের ধরন নির্বাচন করার সময় সর্বাধিক ব্যবহৃত প্রধান বৈশিষ্ট্যগুলি দেখায়।
টেবিল 3.5
ওয়ার্কপিসের ধরন নির্বাচন করার সময় ব্যবহৃত প্রধান বৈশিষ্ট্যগুলি
|
সম্ভব মান |
অগ্রাধিকার ধরনের খালি |
একটি মন্তব্য |
|
|
অংশ আকৃতি |
একটি সাধারণ আকৃতির একটি অংশ নলাকার এবং সমতল পৃষ্ঠের মধ্যে সীমাবদ্ধ, জটিল অভ্যন্তরীণ গহ্বর নেই এবং যে কোনো অক্ষ বরাবর ভিত্তিক। উদাহরণ: মাঝারি ধাপযুক্ত খাদ |
||
|
একটি জটিল আকারের বিশদ সীমিত, অন্যদের মধ্যে, আকৃতির পৃষ্ঠ দ্বারা, বধির সহ বিস্তৃত অভ্যন্তরীণ গহ্বর রয়েছে। উদাহরণ: গিয়ারবক্স কভার, ক্র্যাঙ্ককেস |
|||
|
সংগ্রহ বৈশিষ্ট্য উপাদান |
তরলতা: সন্তোষজনক অসন্তোষজনক |
উন্নত ঢালাই বৈশিষ্ট্যের ইঙ্গিতের উপাদান গ্রেডে উপস্থিতি (উদাহরণস্বরূপ, ইস্পাত 45L) কাস্টিংকে একটি অগ্রাধিকার ধরণের ওয়ার্কপিস করে তোলে। ঢালাই লোহা ফাঁকা শুধুমাত্র ঢালাই দ্বারা প্রাপ্ত করা যেতে পারে |
|
|
ঢালাইযোগ্যতা: সন্তোষজনক অসন্তোষজনক |
ফসল সংগ্রহের বৈশিষ্ট্যগুলি আরও বিস্তৃতভাবে ব্যাখ্যা করা যেতে পারে - বিশ্লেষণে ধারণাগুলি ব্যবহার করা অনুমোদিত: "ঢালাই বৈশিষ্ট্য", "প্লাস্টিকের বৈশিষ্ট্য"। গ্রেডিং স্কেল আরও ভিন্ন হতে পারে |
||
|
প্লাস্টিক: সন্তোষজনক অসন্তোষজনক |
OD, P, PM (OD, P) |
||
|
যন্ত্রযোগ্যতা: সন্তোষজনক অসন্তোষজনক |
শেষ
|
সম্ভব মান |
অগ্রাধিকার ধরনের খালি |
একটি মন্তব্য |
|
|
ঘনত্ব উপাদান |
"উপাদানের ঘনত্ব" এবং "কাঠামোগত অভিযোজন" অংশটির উপাদানের জন্য বিশেষ প্রয়োজনীয়তা উপস্থাপন করে। প্রয়োজন হলে, অনেক বিশেষ উপাদান প্রয়োজনীয়তা প্রসারিত করা যেতে পারে |
||
|
ওরিয়েন্টেশন কাঠামো |
প্রয়োজন |
||
|
নির্দিষ্ট মূল্য উপাদান |
একটি সংখ্যাসূচক মানদণ্ড ব্যবহার করা যেতে পারে। উপাদানের রাসায়নিক গঠন যত বেশি জটিল, সাধারণত এর ইউনিট খরচ তত বেশি হয়। |
||
|
সম্পত্তি |
উচ্চ দায়িত্বের বিশদ - একটি বিশদ, যার ব্যর্থতা মানব জীবনের জন্য হুমকির সাথে যুক্ত বিপর্যয়কর পরিণতি অন্তর্ভুক্ত করে |
||
|
উৎপাদনের ধরন |
একক |
সিরিয়াল উত্পাদন বৃদ্ধির সাথে, খালি ধরণের ধরণের অর্থনৈতিকভাবে লাভজনক হয়ে ওঠে, ভিত্তি পদ্ধতিযা তৈরি করা ব্যয়বহুল। |
|
|
সিরিয়াল |
|||
|
ভর |
ওহ, od, pm, ck |
বিঃদ্রঃ. ও - ঢালাই; OD - চাপ চিকিত্সা দ্বারা প্রাপ্ত; পি - ভাড়া; SC - ঢালাই বা মিলিত; PM - গুঁড়া ধাতুবিদ্যা দ্বারা প্রাপ্ত; () - বাদ দিয়ে; * - যে কোনো (প্রজাতির সমান অগ্রাধিকার)।
প্রতিটি বৈশিষ্ট্যের জন্য, সম্পূর্ণ নির্বাচন সেট থেকে, গ্রহণযোগ্য ধরণের ওয়ার্কপিসের একটি উপসেট নির্ধারণ করা হয় এবং, যদি সম্ভব হয়, তাদের অগ্রাধিকারগুলি সেট করা হয়। এই ক্ষেত্রে, হিউরিস্টিক নিয়ম ব্যবহার করা হয় (সারণী 3.6)। যেকোন ভিত্তিতে ফাঁকাগুলির প্রকারের সমান অগ্রাধিকার এই বৈশিষ্ট্যটিকে বিবেচনা থেকে বাদ দেওয়ার অনুমতি দেয়। নির্বাচিত ভিউটি বিবেচনা করাগুলির মধ্যে সর্বোচ্চ অগ্রাধিকার রয়েছে এবং এটি নির্দিষ্ট উপসেটের সংযোগস্থলে অবস্থিত। যদি তারা ছেদ না করে তবে তারা প্রয়োজনীয় আপস করে। পছন্দের সেটের কম কার্ডিনালিটির কারণে, নেওয়া সিদ্ধান্ত প্রায়শই দ্ব্যর্থহীন হয় এবং অপ্টিমাইজেশনের প্রয়োজন হয় না। সংগ্রহের ধরন নির্বাচন করার সময় (বিশেষত যদি বিকল্প থাকে), সিদ্ধান্তটি ব্যয়-কার্যকর আউটপুট ভলিউমের (টেবিল 3.7) মানের তুলনার ভিত্তিতে করা যেতে পারে।
টেবিল 3.6
ওয়ার্কপিসের ধরন নির্বাচন করার জন্য প্রাথমিক নিয়ম
|
অংশ আকৃতি |
যদি অংশের আকৃতি জটিল হয়, তাহলে নির্বাচিত ধরনের ওয়ার্কপিসটি নিশ্চিত করা উচিত যে পরেরটি সমাপ্ত অংশের আকৃতির যতটা সম্ভব কাছাকাছি। |
|
ফসল সংগ্রহের উপাদান বৈশিষ্ট্য |
অগ্রাধিকার সংগ্রহের সম্পত্তি সংশ্লিষ্ট ধরণের সংগ্রহকে অগ্রাধিকার দেয়। বৈশিষ্ট্যের সমান অগ্রাধিকারের সাথে, সর্বাধিক অর্থনৈতিক প্রকারকে অগ্রাধিকার দেওয়া হয় |
|
বিশেষ উপাদান প্রয়োজনীয়তা |
অংশের উপাদানের জন্য বিশেষ প্রয়োজনীয়তার উপস্থিতি ওয়ার্কপিসের ধরণকে পরিণত করে যা এই প্রয়োজনীয়তাগুলির পূর্ণতাকে অগ্রাধিকার দেয় |
|
উপাদানের ইউনিট খরচ |
উপাদানের নির্দিষ্ট খরচ যত বেশি হবে, তত বেশি অগ্রাধিকার হল ওয়ার্কপিসের ধরন, যা তার আকৃতিকে যতটা সম্ভব সমাপ্ত অংশের আকৃতির কাছাকাছি নিয়ে আসে। |
|
দায়িত্ব |
অংশের দায়িত্ব প্রযুক্তিগত সিদ্ধান্ত নেওয়ার প্রযুক্তিগত নীতিকে অগ্রাধিকার দেয় |
|
উৎপাদনের ধরন |
যন্ত্রাংশের উৎপাদনের পরিমাণ (ফাঁকা) যত বেশি হবে, তত বেশি প্রযুক্তিগতভাবে খালি ধরনের প্রয়োগ করা কঠিন হবে অর্থনৈতিকভাবে ন্যায়সঙ্গত। |
সারণি 3.7
আয়রন-ভিত্তিক পাউডার উপকরণ, টুকরা/বছর থেকে খালি উৎপাদনের খরচ-কার্যকর পরিমাণ
|
অসুবিধা ফাঁকা | |||||||||
|
ক্রমাঙ্কন ছাড়াই |
ক্রমাঙ্কন সঙ্গে |
||||||||
|
ওয়ার্কপিস ওজন, জি |
|||||||||
3.4। ওয়ার্কপিস তৈরির পদ্ধতির পছন্দ এবং ন্যায্যতা 107
শেষ
|
অসুবিধা ফাঁকা |
যুক্ত ওয়ার্কপিস প্রকার |
পাউডার উপকরণ থেকে খালি উৎপাদনের পরিমাণ |
|||||||
|
ক্রমাঙ্কন ছাড়াই |
ক্রমাঙ্কন সঙ্গে |
||||||||
|
ওয়ার্কপিস ওজন, জি |
|||||||||
|
গঠন (স্ট্যাম্পিং) |
|||||||||
উদাহরণ 3.7। তক্তা বিস্তারিত (চিত্র 3.4) হল সমাবেশ ফিক্সচারের একটি উপাদান। অপারেশন চলাকালীন, এটি ছোটখাটো স্ট্যাটিক লোড অনুভব করে। উপাদান: ইস্পাত 45. উত্পাদনের ধরন: সিরিজ।
ফাঁকা স্থান নির্বাচন করার সময় ব্যবহৃত প্রধান বৈশিষ্ট্য অনুযায়ী বিশ্লেষণের ফলাফল সারণি 3.8 এ উপস্থাপন করা হয়েছে।
ভাত। 3.4।
টেবিল 3.8
বিশ্লেষণ ফলাফল
আউটপুট। প্রস্তুতির ধরন - ভাড়া।
উদাহরণ 3.8। লিভারের বিস্তারিত (চিত্র 3.5) হল নির্মাণ প্রক্রিয়ার সংক্রমণের একটি উপাদান। অপারেশন চলাকালীন, এটি সাইন-ভেরিয়েবল নমন লোড অনুভব করে। উপাদান: ইস্পাত 45L। উত্পাদনের ধরন: বড় আকারের।

ভাত। 3.5।
বিশ্লেষণের ফলাফল সারণি 3.9 এ উপস্থাপন করা হয়েছে।
টেবিল 3.9
বিশ্লেষণ ফলাফল
আউটপুট। ওয়ার্কপিসের প্রকার - ঢালাই।
উদাহরণ 3.9। ক্যামের বিস্তারিত (চিত্র 3.6) একটি বিশেষ আইটেমের কমান্ড ডিভাইসের একটি উপাদান। উপাদান: ইস্পাত 20X। উত্পাদনের ধরন: সিরিয়াল।

ভাত। 3.6।
বিশ্লেষণের ফলাফল সারণীতে উপস্থাপন করা হয়। 3.10।
টেবিল 3.10
বিশ্লেষণ ফলাফল
আউটপুট।প্রস্তুতির ধরন - চাপ দ্বারা প্রক্রিয়াকরণ।
ওয়ার্কপিসের ধরন (টেবিল 3.5 দেখুন) বাছাই করার সময় ব্যবহৃত বৈশিষ্ট্যগুলির সিস্টেমটি উন্মুক্ত এবং প্রয়োজনে পুনরায় পূরণ করা যেতে পারে।
টাইপ নির্বাচন করার পরে, ওয়ার্কপিস তৈরির জন্য একটি পদ্ধতি নির্বাচন করা হয়। ওয়ার্কপিসের কনফিগারেশন আরও জটিল হওয়ার সাথে সাথে ওভারল্যাপ এবং ভাতাগুলি হ্রাস পায়, পৃষ্ঠের অবস্থানের মাত্রা এবং পরামিতিগুলির নির্ভুলতা বৃদ্ধি পায়, ফাঁকা দোকানের প্রযুক্তিগত সরঞ্জামগুলি আরও জটিল এবং আরও ব্যয়বহুল হয়ে ওঠে এবং ওয়ার্কপিসের ব্যয় বৃদ্ধি পায়। , কিন্তু একই সময়ে, শ্রমের তীব্রতা এবং ওয়ার্কপিসের পরবর্তী যন্ত্রের খরচ হ্রাস পায় এবং উপাদানের ব্যবহারের হার বৃদ্ধি পায়। একটি সাধারণ কনফিগারেশনের ফাঁকাগুলি সস্তা, যেহেতু তাদের তৈরিতে জটিল এবং ব্যয়বহুল প্রযুক্তিগত সরঞ্জামের প্রয়োজন হয় না, তবে, এই জাতীয় খালি তৈরির জন্য পরবর্তী শ্রম-নিবিড় প্রক্রিয়াকরণ এবং বর্ধিত উপাদানের ব্যবহার প্রয়োজন।
একটি উত্পাদন পদ্ধতি নির্বাচন করার সময়, ওয়ার্কপিসটি এখনও ডিজাইন করা হয়নি, তাই, অংশটির নকশা এবং প্রযুক্তিগত পরামিতিগুলির ডেটা ব্যবহার করা হয়, যদি প্রয়োজন হয়, সেগুলিকে মোটা করে।
একটি ঢালাই পদ্ধতি বেছে নেওয়ার সময়, তারা উপাদানের গ্রেড, ওজন, অংশের মাত্রা (খালি), ঢালাইয়ের ন্যূনতম প্রাচীর বেধ, ক্ষেত্রফল বা প্রাচীরের সর্বাধিক দৈর্ঘ্য, সর্বনিম্ন ব্যাস এবং সর্বাধিক গভীরতা উভয়ের মাধ্যমে এবং অন্ধের বিবেচনা করে। গর্ত, ঢালাই গুণমান সূচকের নির্দিষ্ট মান।
চাপ দ্বারা প্রক্রিয়াকরণের একটি পদ্ধতি নির্বাচন করার সময়, তারা অংশের শ্রেণী, অংশের ভর (ওয়ার্কপিস), মাত্রা, পাশের দেয়ালে গর্তের উপস্থিতি, অভ্যন্তরীণ গহ্বর এবং ফ্ল্যাঞ্জের উপস্থিতি এবং নির্দিষ্ট মানগুলি থেকে এগিয়ে যায়। ওয়ার্কপিসের মানের সূচক।
ফাঁকা স্থান নির্বাচন করার সময়, নিম্নলিখিত ব্যবহারিক সুপারিশগুলি কার্যকর:
- 1. একটি একক ক্রমিক উত্পাদনে, 10 মিমি পর্যন্ত ধাপের ব্যাসের পার্থক্য সহ স্টিলের শ্যাফ্টগুলি হট-রোল্ড গোলাকার ইস্পাত থেকে তৈরি করা উচিত। এ বৃহত্তর পার্থক্যওয়ার্কপিসটি ব্যাকিং ওপেন ডাইসে ফোরজিং বা ফিক্সড ওপেন ডাইসে হট ফোরজিং দ্বারা তৈরি করা উচিত।
- 2. ঢালাই-লোহার বুশিং, ফ্ল্যাঞ্জ, গিয়ার এবং অক্ষীয় গর্তের সাথে বিপ্লবের দেহের আকারে অন্যান্য অংশগুলির বিলেট, মেশিন ছাঁচনির্মাণের সময় কাঠের বা ধাতুর মডেলগুলিতে বালি ঢালাইয়ের পাশাপাশি ছাঁচ ঢালাই করার পরামর্শ দেওয়া হয়। উত্পাদনের পরিমাণ বৃদ্ধির সাথে, কেন্দ্রাতিগ ঢালাই ব্যবহার ন্যায্য হয়ে ওঠে। অংশে এর ব্যাস 30 মিমি-এর বেশি হলে গর্তটি সেড করা হয়।
- 3. 60-70 মিমি পর্যন্ত একই অংশগুলির একটি বাইরের ব্যাস, কিন্তু ইস্পাত, তারা গরম-ঘূর্ণিত বার থেকে তৈরি করা হয়।
- 4. যখন একই অংশগুলির বাইরের ব্যাস 60-70 মিমি-এর বেশি হয়, তখন আন্ডারলে ওপেন ডাইস বা ফিক্সড ওপেন ডাইগুলিতে হট ফোরজিং করে ওয়ার্কপিস পাওয়ার পরামর্শ দেওয়া হয়। এই ক্ষেত্রে, গর্তটি সেলাই করা হয় যদি অংশটির ব্যাস 30 মিমি-এর বেশি হয় এবং দৈর্ঘ্য দুই ব্যাসের বেশি না হয়।
- 5. কাস্ট-আয়রন লিভারের ফাঁকা, কাঁটাচামচ, বন্ধনীগুলি বেশিরভাগ ক্ষেত্রে কাঠের মডেল থেকে মেশিন বা ম্যানুয়াল ছাঁচনির্মাণের সময় বালির ছাঁচে ঢালাই করে পাওয়া যায়। কর্তাদের গর্তগুলি সেড করা হয় যদি অংশগুলির ব্যাস 30 মিমি-এর বেশি হয়।
- 6. ইস্পাত লিভার, কাঁটাচামচ, বন্ধনীগুলির বিলেটগুলি সাধারণত ওভারল্যাপগুলির সাথে বিনামূল্যে ফোরজিং দ্বারা প্রাপ্ত হয় যা তাদের আকৃতিকে সরল করে, তবে যন্ত্রের পরিমাণ বাড়ায়।
- 7. কাস্ট-লোহার শরীরের অংশগুলির ফাঁকাগুলি প্রায়শই ম্যানুয়াল বা মেশিন মোল্ডিংয়ের সময় কাঠের মডেলগুলিতে বালির ছাঁচে ঢালাই করে পাওয়া যায়।
এমনকি একই ধরণের ফাঁকা জায়গার মধ্যেও প্রতিযোগীতার সংখ্যা বিকল্প উপায়উত্পাদন উল্লেখযোগ্য হতে পারে। সম্ভাব্যতা অধ্যয়নের ফলাফলের ভিত্তিতে ওয়ার্কপিস তৈরির পদ্ধতিতে বিকল্প সিদ্ধান্তের নির্বাচন করা সবচেয়ে সমীচীন।
বিভিন্ন ধরনের এবং উত্পাদন পদ্ধতির ফাঁকা তুলনা করার সময়, আপনি নিম্নলিখিত মানদণ্ড ব্যবহার করতে পারেন:
1) সর্বাধিক উপাদান ব্যবহার তাদেরকে:যে পদ্ধতির জন্য AG MI-এর মান বেশি সেটি পছন্দনীয়:
যেখানে A "im/ - ওয়ার্কপিস তৈরির /-তম পদ্ধতিতে উপাদানের ব্যবহারের সহগ; মি 3i -এর উত্পাদনের i-th পদ্ধতি সহ ওয়ার্কপিসের ভর; / এবং ঘ - অংশের ওজন;
2) ন্যূনতম উপাদান খরচ: এটা পছন্দনীয় যে পদ্ধতি যার জন্য workpiece ভর t 3সর্বনিম্ন:
উপাদান খরচ হ্রাস এ.নির্বাচিত ওয়ার্কপিস ব্যবহার করার সময় তার বিকল্পগুলির যেকোনো /-তমের তুলনায়:
একই ধরণের খালি তৈরির বিকল্প পদ্ধতির সবচেয়ে প্রাথমিক আনুমানিক অনুমানের জন্য, আপনি শূন্যস্থান Z 0 এর ন্যূনতম আপেক্ষিক খরচের জন্য মানদণ্ড ব্যবহার করতে পারেন:
কোথায় Z 0i - i-th পদ্ধতির জন্য ওয়ার্কপিসের আপেক্ষিক খরচ; ইউ টি -এ ওয়ার্কপিসের আপেক্ষিক ইউনিট খরচ i-thউত্পাদন পদ্ধতি (সারণী 3.11)।
টেবিল 3.11
ঢালাই আপেক্ষিক ইউনিট খরচ
শেষ
বিঃদ্রঃ. প্রকৃত উৎপাদন অবস্থার মধ্যে, আপেক্ষিক ইউনিট খরচের মান টেবিল থেকে উল্লেখযোগ্যভাবে পৃথক হতে পারে!
PH MI/ = বিবেচনা করে m a / m 3i ,আমরা লিখি:
খালি জায়গা পাওয়ার ধরন এবং পদ্ধতির একটি প্রাথমিক পছন্দ একটি একক বিকল্পের দিকে নিয়ে যেতে পারে না৷ এই ক্ষেত্রে, বিকল্প বিকল্পগুলির জন্য সাধারণ উত্পাদন প্রক্রিয়াগুলির রূপরেখা (মূল ফাঁকা নিজেই এবং অংশ উভয়) এবং তারপরে একটি অর্থনৈতিক তুলনা করার পরামর্শ দেওয়া হয়৷ বিকল্পগুলির মধ্যে, যার ফলাফলের উপর ভিত্তি করে একটি চূড়ান্ত সিদ্ধান্ত নিতে হবে।
চূড়ান্ত সিদ্ধান্ত নেওয়ার সময় ফাঁকা বিকল্পগুলির একটি অর্থনৈতিক তুলনা করা যেতে পারে:
- 1) ওয়ার্কপিসের প্রযুক্তিগত খরচে;
- 2) ওয়ার্কপিসের দোকান খরচ;
- 3) অংশ উত্পাদন খরচ;
- 4) ওয়ার্কপিস তৈরির জন্য খরচ কমানো;
- 5) অংশ উত্পাদন হ্রাস খরচ.
একটি ওয়ার্কপিসের প্রযুক্তিগত খরচ নির্দিষ্ট উত্পাদন পরিস্থিতিতে (একটি প্রদত্ত কর্মশালায়) এর উত্পাদন প্রক্রিয়ার বাস্তবায়নের সাথে সম্পর্কিত ব্যয়গুলিকে প্রতিফলিত করে, যখন কর্মশালার ব্যয়ের একটি অংশের জন্য হিসাব করা হয়। প্রযুক্তিগত খরচের পরিপ্রেক্ষিতে তুলনা শুধুমাত্র তখনই সম্ভব যখন তুলনামূলক বিকল্প অনুসারে ফাঁকা উৎপাদন একই ধরনের দোকানে (ফাউন্ড্রি, ফোরজিং, ওয়েল্ডিং) করা হয়। ওয়ার্কপিসের প্রযুক্তিগত খরচ
যেখানে C zp - ক্রয় উত্পাদনে শ্রমিকদের প্রধান এবং অতিরিক্ত মজুরি; C 0 - সরঞ্জাম পরিচালনা, রক্ষণাবেক্ষণ এবং মেরামতের খরচ; সহ - সরঞ্জাম রক্ষণাবেক্ষণ এবং মেরামতের খরচ; সি থেকে - শিল্প ভবন পরিচালনা ও মেরামতের খরচ; C a - সরঞ্জাম এবং টুলিংয়ের অবচয় ব্যয়।
ওয়ার্কপিসের প্রযুক্তিগত খরচ প্রায় নির্ধারণ করা যেতে পারে:
যেখানে C h/- /-তম অপারেশনে নিযুক্ত ফসল কাটার সরঞ্জামগুলির এক ঘন্টা কাজের প্রতি উত্পাদন খরচের মান; / টুকরা, - ওয়ার্কপিস তৈরির /-তম অপারেশনের জন্য সময়ের আদর্শ।
ওয়ার্কপিস C zz এর ওয়ার্কশপ খরচ তুলনা করার সময় ব্যবহার করা হয় বিভিন্ন ধরণেরএবং পদ্ধতি (ঢালাই এবং গঠন; বালি ঢালাই, চাপ ঢালাই, ইত্যাদি):
যেখানে C m - উপকরণের খরচ; C zp - সংগ্রহ উৎপাদনের প্রধান ও সহায়ক কর্মীদের মজুরি; জেড-দোকানের ওভারহেড (Z= 150-800%)।
যেখানে সি, - 1 কেজি উপাদানের দাম; /আমি মি - ওয়ার্কপিস প্রতি ক্ষয়প্রাপ্ত উপাদানের মোট ভর; গ 03 - 1 কেজি বিক্রি বর্জ্য মূল্য; /বক্স 03 - বিক্রি হওয়া বর্জ্যের ভর।
আরো সুনির্দিষ্টভাবে (3.10), দোকান খরচ হিসাবে সংজ্ঞায়িত করা যেতে পারে
যেখানে C tz - ওয়ার্কপিসের প্রযুক্তিগত খরচ; সি মি - উপকরণ খরচ; Suz - সাধারণ দোকান খরচ 1 ঘন্টা জন্য সরঞ্জাম (কর্মক্ষেত্র) খরচ দ্বারা নির্ধারিত হয়.
তুলনামূলকভাবে সমজাতীয় পণ্যগুলির জন্য দোকানের খরচের সাথে তুলনা করা যেতে পারে।
একটি অংশ তৈরির খরচ একটি ওয়ার্কপিস এবং এর পরবর্তী যন্ত্র উৎপাদনের আন্তঃসম্পর্কিত খরচের আরও সম্পূর্ণ চিত্র দেয়। খরচ গণনা শুধুমাত্র সেইসব খরচের আইটেমগুলির জন্য করা উচিত যা তুলনামূলক বিকল্পগুলিতে পরিবর্তিত হয়। মৌলিক উপকরণের খরচ এবং প্রধান শ্রমিকদের মজুরি খরচের 80% পর্যন্ত, তাই এই দুটি আইটেম ব্যবহার করে বিভিন্ন প্রাথমিক ফাঁকা সহ একটি অংশ তৈরির বিকল্পগুলির একটি তুলনা করা যেতে পারে। অংশ উত্পাদন খরচ
কোথায় এম -উপাদান খরচ; এল- ফাঁকা প্রক্রিয়াকরণের সাথে জড়িত প্রধান শ্রমিকদের মজুরি।
বর্জ্য নিষ্পত্তিকে বিবেচনায় রেখে মৌলিক উপকরণের মূল্য (ফাঁকা) সূত্র দ্বারা নির্ধারিত হয়
যেখানে // zag - খালির দাম, rub./pc.; টি 0 -এক অংশ প্রতি বর্জ্য ভর, কেজি/টুকরা; গ 0- বর্জ্য মূল্য, ঘষা./কেজি।
বর্তমান পাইকারি মূল্য তালিকা অনুযায়ী উপকরণ, ফাঁকা জায়গা এবং বর্জ্যের দাম নির্ধারণ করা হয়:
যেখানে /i 3 - অংশ প্রতি উপাদান ব্যবহারের হার (ওয়ার্কপিসের ভর), কেজি / টুকরা; সেমি- উপাদানের প্রতি ইউনিট ভর বর্তমান পাইকারি মূল্য, ঘষা./কেজি; টাকা থেকে -পরিবহন এবং সংগ্রহের খরচের সহগ (লৌহঘটিত ধাতুর জন্য 1.05-1.08; অন্যান্য ধাতুর জন্য 1.00-1.02)।
সংখ্যাগতভাবে
যেখানে /i d অংশটির ভর, কেজি।
অক্জিলিয়ারী উপকরণ খরচ Mnsকারখানার খরচের হার অনুযায়ী এবং পরিবহন এবং সংগ্রহের খরচ (8-10%) যোগ করার সাথে উপকরণগুলির জন্য প্রাসঙ্গিক মূল্য তালিকা অনুযায়ী নির্ধারিত হয়।
ডেটা ব্যবহার করে (3.8)-(3.16) অনুযায়ী গণনা করা যেতে পারে।
প্রাথমিক ওয়ার্কপিসের পছন্দটি একটি উপযুক্ত প্রযুক্তিগত সমাধান গ্রহণের সাথে যুক্ত, যার বাস্তবায়নের জন্য বাধ্যতামূলক উত্পাদন ব্যয় প্রয়োজন।
তালিকাভুক্ত খরচ পি ছযেকোন প্রযুক্তিগত সমাধানের /-তম রূপের সাথে সম্পর্কিত, সূত্র দ্বারা নির্ধারিত হয়
যেখানে Su হল প্রযুক্তিগত সমাধানের i-th ভেরিয়েন্টের জন্য উৎপাদন খরচ; কেজে-/-তম বিকল্প অনুযায়ী মূলধন বিনিয়োগ; ই-তুলনামূলক অর্থনৈতিক দক্ষতার সহগ।
1990 সাল পর্যন্ত হ্রাসকৃত খরচ নির্ধারণ করার সময়, তুলনামূলক অর্থনৈতিক দক্ষতার মানক সহগ ব্যবহার করা হয়েছিল ই n.মেকানিক্যাল ইঞ্জিনিয়ারিংয়ের জন্য?„ = 0.12। অতিরিক্ত মূলধন বিনিয়োগের জন্য স্ট্যান্ডার্ড পেব্যাক সময়কাল 8.3 বছর।
যদি একটি প্রযুক্তিগত সমাধানের জন্য বেশ কয়েকটি বিকল্প থাকে তবে তাদের মধ্যে সর্বোত্তমটি হ্রাসকৃত খরচের নিম্ন মানের সাথে মিলে যায়। অর্থ ই 0.12 এর পরিসরে বেছে নিন 1. বৃহত্তর মান ইঅতিরিক্ত মূলধন বিনিয়োগের জন্য একটি সংক্ষিপ্ত পেব্যাক সময়ের সাথে মিলে যায়। এই সময়কাল সীমিত হতে পারে, উদাহরণস্বরূপ, বিবেচিত প্রযুক্তিগত সমাধান বাস্তবায়নের জন্য অন্যান্য বিষয়গুলির মধ্যে নেওয়া ঋণের পরিশোধের সময়কাল দ্বারা।
খালি জায়গাগুলির পছন্দটি প্রায়শই অংশটি উত্পাদনের হ্রাসকৃত ব্যয় অনুসারে পরিচালিত হয়। একই সময়ে, (3.17) এর একটি শর্তও একটি মানদণ্ড হিসাবে ব্যবহার করা যেতে পারে। ওয়ার্কপিসটি বেছে নেওয়া যেতে পারে, উদাহরণস্বরূপ, অংশ সি তৈরির মোট প্রযুক্তিগত ব্যয়ের সর্বনিম্ন মান অনুসারে? :
যেখানে C tz - ওয়ার্কপিসের প্রযুক্তিগত খরচ; C 0 - যন্ত্রের খরচ।
ওয়ার্কপিসের প্রযুক্তিগত ব্যয় নির্ধারণের পদ্ধতিটি উপরে বর্ণিত হয়েছে।
যন্ত্রের খরচ (C 0), - বিবেচিত /-তম অপারেশনে সূত্র দ্বারা নির্ধারিত হয়
যেখানে / পিসি / - মেশিনিং অপারেশনের জন্য পিস সময়, মিনিমাম; 0 পিজেড; - /-তম অপারেশনে ব্যবহৃত সরঞ্জামগুলির অপারেশনের জন্য প্রতি ঘন্টায় হ্রাসকৃত খরচ, ঘষা./ঘ.
![]()
কোথায় toi-বিবেচনাধীন /-তম অপারেশনের জন্য মোট মূল সময়;
টেবিল 3.12
সহগ মান
শেষ
একটি নির্দিষ্ট গ্রুপ এবং প্রকারের একটি মেশিনের অপারেশনের সাথে যুক্ত ঘন্টায় হ্রাসকৃত খরচ সূত্র দ্বারা নির্ধারিত হয়
যেখানে 3 সে হল অপারেটর এবং সামঞ্জস্যকারীর মৌলিক এবং অতিরিক্ত মজুরি, যা সামাজিক বীমা অবদানগুলিকে বিবেচনা করে, সরঞ্জামের কার্যকারিতার শারীরিক ঘন্টার জন্য, rub./h; মো -মাল্টি-মেশিন রক্ষণাবেক্ষণ সহগ (সারণী 3.13); rm সম্পর্কে -কর্মক্ষেত্রের অপারেশনের জন্য প্রতি ঘন্টা খরচ, ঘষা./ঘ. ই-তুলনামূলক অর্থনৈতিক দক্ষতার সহগ; K o -এটির অপারেশন ঘন্টার সাথে সম্পর্কিত সরঞ্জামগুলিতে মূলধন বিনিয়োগ, rub./h; ^ - শিল্প ভবনে পুঁজি বিনিয়োগ, সরঞ্জাম পরিচালনার সময়ের সাথে সম্পর্কিত, ঘষে।
টেবিল 3.13
মাল্টি-মেশিন রক্ষণাবেক্ষণের সহগের মান / s mo
শেষ
অপারেটর এবং প্রতি ঘণ্টায় সামঞ্জস্যকারীর মৌলিক এবং অতিরিক্ত মজুরি, সামাজিক বীমা অবদানকে বিবেচনায় নিয়ে, সূত্র দ্বারা নির্ধারিত করার প্রস্তাব করা হয়েছে
যেখানে / 0 - সংশ্লিষ্ট বিভাগের অপারেটর (মেশিন অপারেটর) এর প্রতি ঘন্টা ট্যারিফ হার; অতঃপর -সমন্বয়কারীর বেতন বিবেচনায় নেওয়া সহগ। যদি মেশিন অপারেটর নিজেই মেশিনটি সেট আপ করে, উদাহরণস্বরূপ, একক এবং ব্যাপক উত্পাদনে, তারপর n থেকে= 1.0। ভিতরে গণউৎপাদন k n = 1,1 - 1,15.
এন্টারপ্রাইজের শ্রম ও মজুরি বিভাগ দ্বারা প্রতিষ্ঠিত বর্তমান ট্যারিফ এবং যোগ্যতার রেফারেন্স বই বা মান অনুসারে ঘন্টাপ্রতি শুল্কের হার নির্ধারণ করা হয়। তারা কাজের অবস্থা এবং এর অর্থপ্রদানের ফর্ম (পিসওয়ার্ক বা সময়-ভিত্তিক) বিবেচনায় নেয়।
কর্মক্ষেত্রের অপারেশনের জন্য ঘন্টায় খরচ সূত্র দ্বারা নির্ধারিত হয়
কোথায় সম্পর্কিত- অপারেশনের দুই-শিফট মোডে বেস কর্মক্ষেত্রের অপারেশনের জন্য ঘন্টায় খরচ, ঘষা।/ঘ. L hz - ঘন্টায় খরচ সহগ দেখায় যে একটি প্রদত্ত কর্মক্ষেত্রের (মেশিন) অপারেশনের সাথে যুক্ত খরচ বেস মেশিনের জন্য একই খরচের চেয়ে কত গুণ বেশি।
মান নির্ধারণের জন্য ভিত্তি কর্মক্ষেত্রের একটি উপযুক্ত নির্বাচনের সাথে rm সম্পর্কেআপনি অনুপাত ব্যবহার করতে পারেন
কোথায় কে mch -মেশিন-ঘন্টার সহগ (সারণী 3.14।)। মৌলিক কর্মক্ষেত্রের জন্য K mh = 1.0 মেশিনে লোড কম হলে (0.6 এর কম লোড ফ্যাক্টর), এটি 0 rm এর মান নিচের দিকে সংশোধন করা সম্ভব।
সরঞ্জাম এবং শিল্প ভবনে মূলধন বিনিয়োগ অনুমান করা, সরঞ্জামের অপারেশন ঘন্টা সম্পর্কিত (প্রতি 0b এবং ^, যথাক্রমে), নিম্নলিখিত অনুপাতগুলি ধরে নেওয়া হয়: সিরিয়াল উত্পাদনের জন্য:
ব্যাপক উৎপাদনের জন্য:
যেখানে Z/ o6 - সরঞ্জামের পাইকারি মূল্য, ঘষা। - পরিবহন এবং সংগ্রহের খরচের সহগ (? tz \u003d 1.10-1.15); 5 পি - সরঞ্জাম দ্বারা দখলকৃত উত্পাদন এলাকা, অ্যাকাউন্ট প্যাসেজ গ্রহণ, m 2; সঙ্গে w -উৎপাদন এলাকার 1 মি 2 খরচ, ঘষা / মি 2; q- অপারেশন প্রতি মেশিনের স্বীকৃত সংখ্যা; / টুকরা - টুকরা সময়, মিনিট; ছ-এঅংশের বার্ষিক আউটপুট, পিসি।
টেবিল 3.14
মেশিন-ঘন্টা সহগ মান কে mchবিভিন্ন গ্রুপ এবং ধরনের মেশিনের জন্য
|
গ্রুপ, মেশিনের ধরন |
গ্রুপ, মেশিনের ধরন |
||
|
কাটা, কাজ: বৃত্তাকার করাত হ্যাকস ব্লেড |
প্রত্যাহারযোগ্য টাকুটির ব্যাসের সাথে বিরক্তিকর, মিমি: | ||
|
ওয়ার্কপিসের বৃহত্তম ব্যাস সহ স্ক্রু-কাটিং লেদস, মিমি: 300 800 2 000 4 000 | |||
|
বৃহত্তম ড্রিলিং ব্যাস সহ ড্রিলিং, মিমি: |
|||
|
প্রক্রিয়াকৃত বারের বৃহত্তম ব্যাস সহ বুরুজ বাঁক, মিমি: |
টেবিলের কাজের পৃষ্ঠের মাত্রা সহ মিলিং, মিমি: 320 x 1 250
|
||
|
ওয়ার্কপিসের বৃহত্তম ব্যাস সহ মাল্টি-কাটিং আধা-স্বয়ংক্রিয় লেদ, মিমি: |
টেবিলের কাজের পৃষ্ঠের মাত্রার সাথে দ্রাঘিমাভাবে পরিকল্পনা করা, মিমি: 1,250 x 6,000 ZbOOx 12,000 |
||
|
ক্রস প্ল্যানার |
শেষ
|
গ্রুপ, মেশিনের ধরন |
গ্রুপ, মেশিনের ধরন |
||
|
মাল্টি-স্পিন্ডেল আধা-স্বয়ংক্রিয় লেদস: ছয় টাকু চার টাকু |
স্লটিং |
||
|
ড্র-আউট: |
|||
|
সবচেয়ে বড় বারের ব্যাস সহ বুরুজ মাল্টি-স্পিন্ডল স্বয়ংক্রিয় মেশিন, মিমি: |
প্রক্রিয়াকৃত চাকার বৃহত্তম ব্যাস সহ গিয়ার-কাটিং, মিমি: |
||
|
ওয়ার্কপিসের বৃহত্তম ব্যাস সহ কার্নো-ক্যারোজেল, মিমি: 650 2 000 5 000 10 000 |
|
পৃষ্ঠ নাকাল |
|
|
কেন্দ্রবিহীন নাকাল |
|||
|
ওয়ার্কপিসের বৃহত্তম ব্যাসের সাথে নলাকার নাকাল, মিমি: |
|||
|
শার্পনিং |
সরঞ্জাম দ্বারা দখলকৃত উত্পাদন এলাকা, প্যাসেজগুলি বিবেচনায় নিয়ে সূত্র দ্বারা নির্ধারিত হয়
যেখানে 5 0b হল সরঞ্জাম দ্বারা দখলকৃত উৎপাদন এলাকা; ডিপি থেকে- গুণাগুণ অতিরিক্ত উত্পাদন এলাকা বিবেচনায় নিয়ে (আইল, ড্রাইভওয়ে, ইত্যাদির জন্য)। অর্থ ডিপি থেকেআকারের উপর নির্ভর করে এস o6:
কোথায় পি -অংশ তৈরির প্রযুক্তিগত প্রক্রিয়ায় ওয়ার্কপিসের মেশিনিং অপারেশনের সংখ্যা।
ফাঁকা স্থান নির্বাচন করার সময় উপরের পদ্ধতির ব্যবহার প্রয়োজন প্রাথমিক সংকল্পঅংশটি উত্পাদন করার জন্য প্রযুক্তিগত প্রক্রিয়ার সংমিশ্রণ, প্রক্রিয়াকরণের মোডগুলি নির্ধারণের পাশাপাশি প্রতিটি অপারেশনের জন্য কর্মক্ষেত্রের পরিচালনার অর্থনৈতিক বৈশিষ্ট্য।
MSTU ব্যবহৃত. N.E. একটি ফাঁকা বিকল্প বেছে নেওয়ার জন্য বাউম্যানের কৌশলটি একটি অংশ তৈরির জন্য ন্যূনতম হ্রাসকৃত খরচের মানদণ্ড ব্যবহার করার উপর ভিত্তি করে। ফাঁকা বিকল্পগুলির তুলনা জোড়ায় সঞ্চালিত হয়: ভিত্তি এবং প্রস্তাবিত (নতুন) বিকল্পগুলি তুলনা করা হয়। গণনা এক অংশ জন্য বাহিত হয়.
এক অংশ C d উৎপাদনের প্রযুক্তিগত খরচ সূত্র দ্বারা নির্ধারিত হয়
যেখানে L / d - একটি অংশ তৈরির জন্য ব্যবহৃত উপকরণের খরচ; 3 0 - ফাঁকা প্রক্রিয়াকরণে নিযুক্ত শ্রমিকদের মজুরি; ক ও -সরঞ্জামের জন্য অবচয় চার্জ।
এটি বিশ্বাস করা হয় যে একটি অংশ তৈরির জন্য ব্যবহৃত উপকরণের ব্যয় ওয়ার্কপিস উপাদানের ব্যয় দ্বারা নির্ধারিত হয়:
![]()
যেখানে /i p - উপাদান ব্যবহারের হার; / i 3 - ওয়ার্কপিসের ভর (/ i p * / i 3)।
প্রথম অভিব্যক্তিটি আরও নির্ভুল এবং ব্যবহার করা উচিত যদি খরচের হারের তথ্য পাওয়া যায়। এই ধরনের তথ্য অনুপস্থিতিতে, আপনি দ্বিতীয় সূত্র ব্যবহার করতে পারেন.
ফাঁকাগুলির মৌলিক এবং নতুন রূপগুলির জন্য, সূত্র (3.29) অনুসারে, M d এবং L / " উপকরণগুলির ব্যয়ের সাথে সম্পর্কিত মানগুলি নির্ধারিত হয়।
ওয়ার্কপিস প্রক্রিয়াকরণে নিযুক্ত শ্রমিকদের মজুরি সূত্র দ্বারা নির্ধারিত হয়
যেখানে / sr হল গড় ঘণ্টার মান ট্যারিফ হার worker, rub./h; জি ডি - ওয়ার্কপিসের মেশিনিংয়ের জটিলতা, জ।
G d-এর মান তুলনা করা প্রতিটি বিকল্পের জন্য অংশের মেশিনিং প্রক্রিয়ার ক্রিয়াকলাপের জন্য টুকরা-গণনার সময় যোগ করে নির্ধারণ করা যেতে পারে। ওয়ার্কপিসের মৌলিক সংস্করণের প্রক্রিয়াকরণের একটি পরিচিত শ্রমসাধ্যতার সাথে টি® নতুন বিকল্পের জন্য শ্রম তীব্রতার মান সূত্র দ্বারা নির্ধারণ করা যেতে পারে

যেখানে /u®, /u" - যথাক্রমে মৌলিক এবং নতুন বিকল্প অনুসারে ওয়ার্কপিসের ভর।
অবমূল্যায়ন কর্তন L o6ওয়ার্কপিস প্রক্রিয়াকরণে ব্যবহৃত প্রতিটি সরঞ্জামের জন্য কাটার যোগফল হিসাবে সংজ্ঞায়িত করা হয়েছে:

কোথায় A^j -জন্য অবচয় চার্জ j- অপারেশনে ব্যবহৃত সরঞ্জামের তম অংশ /; প্রশ্ন-অপারেশনে ব্যবহৃত সরঞ্জামের টুকরা সংখ্যা /; টি -ওয়ার্কপিস প্রক্রিয়াকরণে মোট ক্রিয়াকলাপ সংখ্যা।
একটি নির্দিষ্ট ওয়ার্কপিস প্রক্রিয়াকরণ ক্রিয়াকলাপের সাথে সম্পর্কিত প্রতিটি সরঞ্জাম A r bo এর বইয়ের মান সূত্র দ্বারা নির্ধারণ করা যেতে পারে
যেখানে আমি সম্পর্কে - সরঞ্জাম পাইকারি মূল্য; টাকা থেকে -পরিবহন খরচ অনুপাত, পি থেকে= 1.05... 1.10; - একটি প্রদত্ত কর্মসংস্থান হার
এই workpiece প্রক্রিয়াকরণ সঞ্চালন দ্বারা সরঞ্জাম টুকরা.
যেখানে / পিসি - টুকরা সময়, মিনিট; চ d - সরঞ্জামের কাজের সময়ের প্রকৃত বার্ষিক তহবিল, অপারেশনের নির্বাচিত মোডের উপর নির্ভর করে, h; ? 3 - সরঞ্জাম লোড ফ্যাক্টর.
একক উত্পাদন জন্য থেকে খ= 0.8...0.9; মাঝারি সিরিজ প্রতি 3 = 0.65...0.75; ভর - থেকে 3= ০.৬...০.৬৫। সরঞ্জাম এক টুকরা জন্য অবচয় ভাতা
কোথায় aQ-অবচয় শতাংশ।
যদি i-th অপারেশন ব্যবহার করে qএকই সরঞ্জাম y এর ইউনিট, তারপর
যন্ত্রাংশ তৈরির জন্য তুলনা করা প্রতিটি বিকল্পের জন্য মূলধন বিনিয়োগ প্রতিটি অপারেশনে ব্যবহৃত সরঞ্জামের মোট বইয়ের মূল্য হিসাবে সংজ্ঞায়িত করা হয়, একটি অংশের জন্য দায়ী:

হ্রাসকৃত খরচ I; সংশ্লিষ্ট বৈকল্পিকটির ফাঁকা থেকে একটি অংশ তৈরির জন্য সূত্র দ্বারা নির্ধারিত হয়:
বেস (I 6) এবং নতুনের জন্য হ্রাসকৃত খরচের ফলস্বরূপ মান (জিআর 1)বিকল্প তুলনা করা হয়। আরও পছন্দনীয় হল ওয়ার্কপিসের বৈকল্পিক, অংশ তৈরির জন্য হ্রাসকৃত খরচের নিম্ন মানের সাথে মিল রেখে।
যদি, উদাহরণস্বরূপ, ওয়ার্কপিসের একটি নতুন সংস্করণ মৌলিকটির চেয়ে বেশি পছন্দনীয় হয় (I 6 > জিজি), অর্থনৈতিক প্রভাব(3), একটি অংশের সাথে সম্পর্কিত, সূত্র দ্বারা নির্ধারণ করা যেতে পারে:
বার্ষিক অর্থনৈতিক প্রভাব ই ছআরও পছন্দের ওয়ার্কপিস বিকল্প ব্যবহার করা থেকে
কোথায় ছ-এঅংশের বার্ষিক আউটপুট।
প্রয়োজনে, অতিরিক্ত অর্থনৈতিক সূচক নির্ধারণ করা যেতে পারে, উদাহরণস্বরূপ, অতিরিক্ত মূলধন বিনিয়োগের জন্য পরিশোধের সময়কাল:
উপস্থাপিত পদ্ধতিগুলি ওয়ার্কপিস পছন্দের সাথে যুক্ত প্রযুক্তিগত সমাধানের শুধুমাত্র ব্যয়বহুল দিকটি প্রতিফলিত করে। সর্বাধিক একটি উদ্দেশ্য পছন্দ জন্য কার্যকর সমাধানমানদণ্ড যা শুধুমাত্র খরচের দিকটিই প্রতিফলিত করে না, সিদ্ধান্তের উপকারী প্রভাবও বেশি পছন্দনীয়। সবচেয়ে আশাব্যঞ্জক হল আপেক্ষিক মানদণ্ডের ব্যবহার যেমন "উপকারী প্রভাব/খরচ"।
ওয়ার্কপিস নির্বাচন করার সময়, অনুপাত যেমন একটি মানদণ্ড হিসাবে ব্যবহার করা যেতে পারে
যেখানে (AG AND A - ওয়ার্কপিসের y-তম বিকল্পের জন্য উপাদান ব্যবহারের হার; পি জে -একটি workpiece থেকে একটি অংশ উত্পাদন জন্য খরচ হ্রাস j-তম বিকল্প।
ওয়ার্কপিসের আরও পছন্দের বৈকল্পিকটি একটি বৃহত্তর মানের সাথে মিলে যায় কে B2j।নির্দিষ্ট উপর নির্ভর করে প্রযুক্তিগত কাজখালি জায়গাগুলির যুক্তিসঙ্গত পছন্দের সাথে সম্পর্কিত উপকারী প্রভাবের অন্যান্য বৈশিষ্ট্যগুলি ব্যবহার করা যেতে পারে।
প্রকল্পটি বাস্তবায়ন করার সময়, নির্বাচিত ওয়ার্কপিস নির্বাচন পদ্ধতির ব্যবহার সংক্ষিপ্তভাবে ব্যাখ্যা করার পরামর্শ দেওয়া হয়। পছন্দের বস্তুনিষ্ঠতার জন্য, দুটি ভিন্ন পদ্ধতি ব্যবহার করে প্রয়োজনীয় গণনা করা, তাদের ফলাফল তুলনা করা এবং বিশ্লেষণ করা ভাল।
মধ্যে workpieces নির্বাচন করার সময় কোর্স প্রকল্পঅসুবিধা প্রায়শই ক্রয় উত্পাদনের প্রযুক্তিগত এবং অর্থনৈতিক সূচকগুলি সম্পর্কে তথ্যের অভাবের কারণে সৃষ্ট হয়, যা সাধারণ অর্থনৈতিক পরিস্থিতির উপর নির্ভর করে ক্রমাগত পরিবর্তিত হয়। বিভিন্ন (শিল্প সহ) উত্স, আপেক্ষিক মান, বিনিময় তথ্য, ইত্যাদি থেকে ডেটা ব্যবহার করা সম্ভব।
এই নকশা পর্যায়ের সর্বশ্রেষ্ঠ মান হল ওয়ার্কপিস নির্বাচনের পদ্ধতিগত পদ্ধতির আয়ত্ত।
উপাদান এবং অংশ মানের জন্য প্রয়োজনীয়তা.
আধুনিক যান্ত্রিক প্রকৌশলের প্রধান প্রবণতা হল এমন উপকরণের ব্যবহার যা প্রয়োজনীয় কাঠামোগত এবং কার্যক্ষম বৈশিষ্ট্যগুলি প্রদান করে, প্রক্রিয়াকরণের সমস্ত পর্যায়ে বর্ধিত যন্ত্রের সাথে। অন্য কথায়, উপকরণগুলির অবশ্যই নির্দিষ্ট প্রযুক্তিগত বৈশিষ্ট্যগুলির প্রয়োজনীয় মার্জিন থাকতে হবে - নমনীয়তা, স্ট্যাম্পিবিলিটি, তরলতা, জোড়যোগ্যতা, মেশিনযোগ্যতা।
বিকৃত পদার্থের জন্য একটি প্রয়োজনীয় প্রযুক্তিগত সম্পত্তি হল প্রযুক্তিগত প্লাস্টিকতা। উপাদানটির প্লাস্টিকতা যত কম হবে, ধাতব গঠনের মাধ্যমে একটি উচ্চ-মানের ওয়ার্কপিস পাওয়া তত বেশি কঠিন, প্রযুক্তিগত প্রক্রিয়া তত বেশি জটিল, অংশটির দাম তত বেশি। সুতরাং, হার্ড-টু-ডিফর্ম উচ্চ-শক্তি সংকর ধাতুগুলি থেকে ফোরজিংস তৈরিতে, একটি গরমে প্রয়োজনীয় ডিফারমেশন ডিগ্রী অর্জন করা সবসময় সম্ভব নয়, তাই, অতিরিক্ত মধ্যবর্তী হিটিং প্রবর্তন করা প্রয়োজন, যা উল্লেখযোগ্যভাবে খরচ বাড়ায়। এবং জাল উৎপাদনের শ্রমসাধ্যতা। প্রযুক্তিগত প্লাস্টিকতার জন্য বিশেষত কঠোর প্রয়োজনীয়তাগুলি সেইসব খাদগুলির উপর আরোপ করা হয়, যে পণ্যগুলি থেকে চাপ দ্বারা ধাতুগুলির ঠান্ডা কাজ করা হয় - এক্সট্রুশন, অঙ্কন, নমন, ছাঁচনির্মাণ।
ঢালাই উত্পাদন করার জন্য একটি পদ্ধতি নির্বাচন করার সময়, খাদগুলির প্রযুক্তিগত বৈশিষ্ট্যগুলিও বিবেচনায় নেওয়া প্রয়োজন। উদাহরণস্বরূপ, যদি উপাদানটিতে কম ঢালাই বৈশিষ্ট্য থাকে (কম তরলতা, সঙ্কুচিত হওয়ার উচ্চ প্রবণতা, ইত্যাদি), তবে এই উপাদান থেকে কাস্টিং পেতে ডাই কাস্টিং বা ইনজেকশন মোল্ডিংয়ের মতো পদ্ধতিগুলি ব্যবহার করার পরামর্শ দেওয়া হয় না, কারণ কম সম্মতির কারণে ধাতব ছাঁচ, ঢালাই চাপ, ঢালাই বিকৃতি এবং ফাটল ঘটতে পারে। এই ধরনের ক্ষেত্রে, পদ্ধতিগুলি ব্যবহার করার পরামর্শ দেওয়া হয়: শেল ঢালাই এবং বালি-কাদামাটির ছাঁচে ঢালাই।
যে সকল অ্যালোয় গ্যাসের শোষণ বৃদ্ধির প্রবণতা (অনেক অ্যালুমিনিয়াম-ভিত্তিক ঢালাই খাদ) ইনজেকশন ছাঁচনির্মাণের জন্য অবাঞ্ছিত; সেন্ট্রিফিউগাল ঢালাইয়ের জন্য, পৃথকীকরণের প্রবণ সংকর ধাতুগুলির ব্যবহার বাদ দেওয়া হয়।
বিশেষ পরিবেশে (টারবাইন নির্মাণের অংশ, পাওয়ার ইঞ্জিনিয়ারিং, যেমন শ্যাফ্ট, গিয়ার, গিয়ার, রোটর, টারবাইন এবং কম্প্রেসার ডিস্ক ইত্যাদি। , উপাদানের গুণমানের জন্য, শারীরিক এবং যান্ত্রিক বৈশিষ্ট্যগুলির জন্য নির্দিষ্ট প্রয়োজনীয়তা নির্দেশ করে।
ইস্পাত ঢালাইয়ের উত্পাদন প্রক্রিয়া ঢালাই লোহার ঢালাইয়ের তুলনায় অনেক বেশি জটিল, যেহেতু ইস্পাতের ঢালাইয়ের বৈশিষ্ট্যগুলি ঢালাই লোহার তুলনায় কম। সঙ্কুচিত পোরোসিটি গঠন রোধ করার জন্য, বড় লাভের প্রয়োজন, যার পরিমাণ ঢালাই ভলিউমের 60% এ পৌঁছাতে পারে, যা উপাদান খরচ 1.6 গুণ বৃদ্ধির দিকে পরিচালিত করে। ইস্পাতের কম তরলতার পরিপ্রেক্ষিতে, গেট চ্যানেলগুলির ক্রস সেকশন অবশ্যই 1.5-3.0 গুণ বৃদ্ধি করতে হবে। এই সব, অবশ্যই, ধাতু ব্যবহার হার হ্রাস, অংশ খরচ বৃদ্ধি.
টেবিলে. 2.10 দেওয়া হয় বাল্ক দামকিছু ওজন গ্রুপের জন্য প্রতি টন ইস্পাত ঢালাই। তুলনা টেবিল। 2.7 এবং 2.10 লোহা এবং ইস্পাত দিয়ে তৈরি একই ভর এবং জটিলতা গোষ্ঠীর ঢালাইয়ের জন্য, এটি লক্ষ করা যেতে পারে যে কাঠামোগত নন-অ্যালোয়েড এবং লো-অ্যালোয়েড ইস্পাত থেকে ঢালাইয়ের জন্য পাইকারি দাম উচ্চ-শক্তির ঢালাইয়ের অনুরূপ কাস্টিংয়ের দামের কাছাকাছি। লোহা
নমনীয় লোহার উচ্চতর ঢালাই বৈশিষ্ট্য, তাদের শক্তি এবং নমনীয়তা বিবেচনায় নিয়ে, নমনীয় লোহা ঢালাইয়ের সাথে ইস্পাত ঢালাই প্রতিস্থাপনের সম্ভাবনা মূল্যায়ন করা প্রয়োজন।
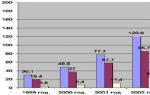
ইউএসএসআর-এ ফাউন্ড্রি উত্পাদনের কাঠামোতে, অ লৌহঘটিত ধাতু এবং খাদ থেকে ঢালাই প্রায় 4%। যাইহোক, সাম্প্রতিক বছরগুলিতে আকৃতির ঢালাই উৎপাদনের জন্য অ লৌহঘটিত মিশ্রণের ব্যাপক ব্যবহারের দিকে একটি প্রবণতা দেখা দিয়েছে। নন-লৌহঘটিত ধাতব সংকর ধাতুর মধ্যে অন্তর্নিহিত বেশ কয়েকটি বিশেষ ভৌত রাসায়নিক এবং ভৌত-যান্ত্রিক বৈশিষ্ট্যের উপস্থিতি এবং সর্বোপরি উচ্চ নির্দিষ্ট শক্তির দ্বারা এটি সহজতর হয়। টেবিলে. 2.11 কিছু উপাদানের নির্দিষ্ট শক্তির মান দেখায়, যা উপাদানটির প্রসার্য শক্তির ঘনত্বের অনুপাত হিসাবে সংজ্ঞায়িত করা হয়। টেবিলের ডেটা থেকে দেখা যায়, অ্যালুমিনিয়াম এবং টাইটানিয়াম অ্যালোয়ের মতো উপকরণগুলির একটি উচ্চতর নির্দিষ্ট শক্তি রয়েছে, যা ব্যবহার করার সময় পণ্যগুলির ওজন উল্লেখযোগ্যভাবে হ্রাস করা সম্ভব করে তোলে।
অ লৌহঘটিত ধাতু খাদ থেকে ঢালাই উপকরণ মধ্যে, অ্যালুমিনিয়াম খাদ প্রশস্ত আবেদন পাওয়া গেছে. অ্যালুমিনিয়াম খাদ থেকে ঢালাই অ লৌহঘটিত ঢালাই মোট আউটপুট প্রায় 70% জন্য অ্যাকাউন্ট; 25% তামা খাদ ঢালাই হয়. ভিতরে গত বছরগুলোব্যবহার আয়ত্তে উল্লেখযোগ্য অগ্রগতি হয়েছে অবাধ্য ধাতু, বিশেষ করে টাইটানিয়াম, যা আকৃতির ঢালাই উৎপাদন সহ তাদের প্রয়োগের সুযোগ উল্লেখযোগ্যভাবে প্রসারিত করেছে।
অ্যালুমিনিয়াম-সিলিকন সিস্টেমের অ্যালোয়, তথাকথিত সিলুমিন, সর্বোচ্চ ঢালাই বৈশিষ্ট্য রয়েছে। এই অ্যালয়গুলি স্বয়ংচালিত, বিমান চালনা, যন্ত্র, মেশিন, জাহাজ নির্মাণ এবং বৈদ্যুতিক শিল্পে ব্যাপকভাবে ব্যবহৃত হয়, কারণ তাদের উচ্চ ঢালাই বৈশিষ্ট্য, যথেষ্ট নমনীয়তা এবং যান্ত্রিক শক্তি এবং সন্তোষজনক জারা প্রতিরোধ ক্ষমতা রয়েছে। সিলুমিন থেকে, জটিল কনফিগারেশনের অংশগুলির কাস্টিংগুলি পাওয়া যায়, মাঝারি এবং উল্লেখযোগ্য লোডের অধীনে কাজ করে।
অ্যালুমিনিয়াম-কপার সিস্টেমের অ্যালোয় কম ঢালাই বৈশিষ্ট্য, কম নমনীয়তা এবং জারা প্রতিরোধের, কিন্তু কাটা দ্বারা ভাল প্রক্রিয়া করা হয়। স্ফটিককরণের বিস্তৃত পরিসরের কারণে, এই সিস্টেমের সংকর ধাতুগুলি সংকোচন ফাটল এবং বিক্ষিপ্ত সংকোচন পোরোসিটি গঠনের ঝুঁকিতে থাকে। স্বাতন্ত্র্যসূচক বৈশিষ্ট্যএই alloys - তাপ প্রতিরোধের. আবেদনের প্রধান ক্ষেত্র হল বিমান নির্মাণ।
তামা এবং সিলিকন ধারণকারী জটিল অ্যালুমিনিয়াম খাদগুলির উচ্চ তরলতা, জারা প্রতিরোধের এবং ভাল জোড়যোগ্যতা রয়েছে। এগুলি বিভিন্ন যন্ত্র, অটোমোবাইল এবং ট্রাক্টর পিস্টন, বিমানের ইঞ্জিনের অংশগুলির কেস তৈরিতে ব্যবহৃত হয়।
সমস্ত ঢালাই অ্যালুমিনিয়ামের অ্যালুমিনিয়াম-ম্যাগনেসিয়াম অ্যালয়গুলির সর্বোচ্চ যান্ত্রিক বৈশিষ্ট্য, কম ঘনত্ব, উচ্চ জারা প্রতিরোধের এবং শক্তি রয়েছে। এগুলি কাস্টিং তৈরিতে ব্যবহৃত হয় যা উচ্চ কম্পন লোড অনুভব করে বা সমুদ্রের জলের সংস্পর্শে আসে। অক্সিডেশনের উচ্চ প্রবণতার কারণে, সঙ্কুচিত ফাটল এবং অস্থিরতা গঠন, ছাঁচের আর্দ্রতার সাথে মিথস্ক্রিয়া, কম তরলতা, এই সংকর ধাতুগুলি থেকে ঢালাই তৈরিতে উল্লেখযোগ্য প্রযুক্তিগত অসুবিধা হয়।
বিবেচিত সিস্টেমে অন্তর্ভুক্ত নয় এমন সংকর ধাতুগুলিকে জটিলভাবে সংকর হিসাবে শ্রেণীবদ্ধ করা হয়; এগুলি ঢালাই করা কাঠামো এবং ভালভাবে মেশিনযুক্ত যন্ত্রাংশ তৈরির জন্য, উচ্চতর তাপমাত্রা এবং চাপে চালিত কাস্টিংয়ের জন্য ব্যবহৃত হয়, বর্ধিত মাত্রিক স্থিতিশীলতার প্রয়োজন হয়।
খরচ কমানোর সর্বশ্রেষ্ঠ প্রভাব ওজন নির্ভুলতার সহগ বৃদ্ধি করে প্রাপ্ত হয়, যেহেতু ধাতুর জন্য ব্যয়ের আইটেমটি মেশিনের যন্ত্রাংশ তৈরিতে অন্য যে কোনও ব্যয়ের আইটেমের চেয়ে বহুগুণ বেশি। কিভাবে ওজন নির্ভুলতার সহগ এবং একটি ফিটিং এর ফোরজিং তৈরিতে ধাতু পরিবর্তনের ব্যবহার সহগ চিত্রে দেখানো হয়েছে। ৩.৩৩।
কিছু ক্ষেত্রে, সর্বোত্তম ওয়ার্কপিস নির্বাচন করার জন্য, একে অপরের সাথে ঢালাই এবং ধাতু গঠনের তুলনা করার পরামর্শ দেওয়া হয়। যদি একটি অংশ একটি ঢালাই এবং একটি ফোরজিং উভয় থেকে পাওয়া যায়, তবে প্রথমে অপারেটিং অবস্থার (লোডের প্রকৃতি, যান্ত্রিক বৈশিষ্ট্যের মান, ঘনত্বের জন্য প্রয়োজনীয়তা, আকার এবং) দ্বারা অংশে আরোপিত প্রয়োজনীয়তাগুলি মূল্যায়ন করা প্রয়োজন। শস্য বিন্যাস, ইত্যাদি) .d.) সাধারণত এই প্রয়োজনীয়তাগুলি ডিজাইনার দ্বারা সেট করা হয় এবং সমাপ্ত অংশের অঙ্কনে সেট করা হয়। জটিল অংশগুলি, যা যান্ত্রিক বৈশিষ্ট্যগুলির জন্য বর্ধিত প্রয়োজনীয়তার সাপেক্ষে, বিশেষ করে প্রভাব শক্তি, নকল বা স্ট্যাম্পযুক্ত ফাঁকা থেকে তৈরি করার সুপারিশ করা হয়। ইনজেকশন ছাঁচনির্মাণ, ডাই কাস্টিং এবং লিকুইড মেটাল স্ট্যাম্পিংয়ের সাথে হট ডাই ফোরজিং সবচেয়ে ভালো।
যদি অংশটি তার নকশায় স্ট্যাম্পিং এবং ইনজেকশন ছাঁচনির্মাণের জন্য উপযুক্ত হয়, তবে একটি উত্পাদন পদ্ধতি নির্বাচন করার সময় নিম্নলিখিতগুলি অবশ্যই বিবেচনায় নেওয়া উচিত।
খাদ গলানোর তাপমাত্রা। উদাহরণস্বরূপ, একটি অংশ একটি তামার খাদ থেকে তৈরি করা হয়। তামার মিশ্রণের চাপ ঢালাইয়ের সময় ছাঁচের স্থায়িত্ব গড়ে 5-10 হাজার টুকরা। ঢালাই, স্থায়িত্ব ডাই 10-20 হাজার টুকরা. forgings উপরন্তু, ফর্মের মূল্য একটি স্ট্যাম্পের মূল্যের চেয়ে 1.5-2 গুণ বেশি। এটি মনে রাখা উচিত যে ইনজেকশন ছাঁচনির্মাণ দ্বারা নির্মিত তামার সংকর দ্বারা তৈরি অংশগুলির পৃষ্ঠের রুক্ষতা পরামিতিটি ছাঁচটি শেষ হয়ে যাওয়ার সাথে সাথে খারাপ হয়ে যায়, যেহেতু ছাঁচের পৃষ্ঠে ফায়ার ফাটলের একটি নেটওয়ার্ক উপস্থিত হয়;
বিভিন্ন ধরণের ওয়ার্কপিস তৈরির জন্য একটি শিল্প পদ্ধতি হিসাবে পাউডার ধাতুবিদ্যার একটি বৈশিষ্ট্য হল পাউডার আকারে কাঁচামাল ব্যবহার করা, যা তারপরে নির্দিষ্ট আকারের পণ্যগুলিতে চাপানো বা ঢালাই করা হয় এবং তাপ চিকিত্সা (সিন্টারিং) এর শিকার হয়। গলনাঙ্কের নিচে তাপমাত্রা।
চার্জের প্রধান উপাদান।
গুঁড়া ধাতুবিদ্যা প্রযুক্তির প্রধান উপাদানগুলি নিম্নরূপ:
প্রারম্ভিক উপকরণের গুঁড়ো প্রাপ্তি এবং প্রস্তুত করা, যা বিশুদ্ধ ধাতু বা তাদের হতে পারে
সংকর, ধাতব পদার্থ, অধাতু এবং অন্যান্য রাসায়নিক যৌগ সহ ধাতুর যৌগ;
"প্রয়োজনীয় আকৃতির পণ্যের প্রস্তুত মিশ্রণ থেকে বিশেষ ছাঁচে চাপ দেওয়া, অর্থাৎ ভবিষ্যতের পণ্যকে ছাঁচে তৈরি করা;
চাপা পণ্যের তাপ চিকিত্সা (বা সিন্টারিং), তাদের চূড়ান্ত শারীরিক, যান্ত্রিক এবং অন্যান্য বৈশিষ্ট্য সরবরাহ করে। উত্পাদন অনুশীলনে, সাধারণ প্রযুক্তিগত প্রক্রিয়া থেকে বিচ্যুতিগুলি কখনও কখনও সম্মুখীন হয়, উদাহরণস্বরূপ, প্রেসিং এবং সিন্টারিং অপারেশনের সংমিশ্রণ, গলিত ধাতু দিয়ে একটি ছিদ্রযুক্ত ব্রিকেটের গর্ভধারণ, একটি সিন্টারযুক্ত আধা-সমাপ্ত পণ্যের অতিরিক্ত চাপ বা ক্রমাঙ্কন, অতিরিক্ত যান্ত্রিক প্রক্রিয়াকরণ sintered পণ্য, ইত্যাদি
গুঁড়া ধাতুবিদ্যার সুবিধাগুলি নিম্নরূপ:
অবাধ্য উপকরণ, সিউডো-অ্যালয় (উদাহরণস্বরূপ, তামা - টাংস্টেন, লোহা - গ্রাফাইট), পূর্বনির্ধারিত ছিদ্রযুক্ত ছিদ্রযুক্ত উপকরণ (ফিল্টার, স্ব-তৈলাক্ত বিয়ারিং) থেকে অংশ তৈরির সম্ভাবনা;
পরবর্তী যন্ত্রের প্রয়োজন নেই (বা প্রায় প্রয়োজন নেই) চূড়ান্ত মাত্রা সহ পণ্যগুলিকে চাপ দেওয়ার সম্ভাবনার কারণে উপকরণগুলিতে উল্লেখযোগ্য সঞ্চয়; এই ক্ষেত্রে উত্পাদন বর্জ্য 1-5% অতিক্রম করে না;
উচ্চ-বিশুদ্ধতা সামগ্রী থেকে পণ্য প্রাপ্তির সম্ভাবনা, যেহেতু পাউডার ধাতুবিদ্যা দ্বারা অংশ তৈরিতে (ঢালাইয়ের বিপরীতে), প্রক্রিয়াজাত উপাদানে কোনও দূষণের প্রবর্তন বাদ দেওয়া হয়;
চেয়ার"গ্যাস টারবাইন প্রযুক্তি"
2018-2019 শিক্ষাবর্ষ
শিক্ষক: ইউরি নোসভ
2018
বিষয়: যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভলিউম: বক্তৃতা - 2 ঘন্টা; SRS - 2 ঘন্টা।
সাহিত্য:
এস জি ইয়ারুশিন। মেকানিক্যাল ইঞ্জিনিয়ারিংয়ে প্রযুক্তিগত প্রক্রিয়া। মস্কো, Yurayt, 2015
গারকুশিন আই.কে. কাঠামোগত উপকরণ: রচনা, বৈশিষ্ট্য, প্রয়োগ: পাঠ্যপুস্তক। ভাতা সমর।
অবস্থা প্রযুক্তি. আন-টি, 2015। - 239 পি।
রোগভ V.A., Solovyov V.V., Kopylov V.V. যান্ত্রিক প্রকৌশল নতুন উপকরণ: Proc. ভাতা. -
এম।: RUDN, 2008। - 324 পি।
বি এস বালাক্ষিন। মেকানিক্যাল ইঞ্জিনিয়ারিং প্রযুক্তির মৌলিক বিষয়, পাঠ্যপুস্তক। মেকানিক্যাল ইঞ্জিনিয়ারিং এর জন্য। বিশ্ববিদ্যালয়
Tkachev, A.G. ডিজাইন প্রযুক্তিগত প্রক্রিয়ামেশিন যন্ত্রাংশ উত্পাদন. পাবলিশিং হাউস
তাম্ব। অবস্থা সেগুলো. আন-টা, 2007। - 48 পি।
শিক্ষক: ইউরি নোসভ
2
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞাওয়ার্কপিস শ্রেণীবিভাগ
খালি জায়গা পাওয়ার পদ্ধতি
ফাঁকা স্থান পাওয়ার জন্য পদ্ধতি এবং পদ্ধতির পছন্দকে প্রভাবিত করে
--
-- শেল ঢালাই
-- আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না
-- ধাতু ছাঁচ মধ্যে ঢালাই
-- ইনজেকশন ছাঁচনির্মাণ
-- কেন্দ্রাতিগ ঢালাই
প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদন
-- কোল্ড স্ট্যাম্পিং
-- ইমপালস স্ট্যাম্পিং
-- কোল্ড ফরজিং
-- গরম পছন্দসই
-- অঙ্কন
-- ঘূর্ণায়মান
গুঁড়া ধাতুবিদ্যা দ্বারা workpieces প্রাপ্তি
শিক্ষক: ইউরি নোসভ
3
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞাএকটি workpiece উত্পাদন একটি বস্তু, যা থেকে বিভিন্ন পদ্ধতি
আকৃতি, মাত্রা, শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য পরিবর্তন করে
উপাদান, পৃষ্ঠ গুণ বিস্তারিত প্রাপ্ত.
যান্ত্রিক প্রকৌশলে, একটি ওয়ার্কপিস সাধারণত আধা-সমাপ্ত পণ্য হিসাবে বোঝা হয়,
যান্ত্রিক প্রক্রিয়াকরণে প্রবেশ করা, যার ফলস্বরূপ এটি
সমাবেশের জন্য উপযুক্ত একটি অংশে পরিণত হয়।
আধা-সমাপ্ত পণ্য - একটি কাঠামোগত উপাদান যা এক বা পাস করেছে
প্রক্রিয়াকরণের বিভিন্ন ধাপ (শীট, পাইপ, রড, প্রোফাইল, ইত্যাদি),
ফাঁকা এবং অংশ উত্পাদন জন্য পরিকল্পিত.
একটি আধা-সমাপ্ত পণ্য হল উপকরণের শৃঙ্খলে একটি মধ্যবর্তী লিঙ্ক,
সমাপ্ত পণ্য
শিক্ষক: ইউরি নোসভ
4
যান্ত্রিক প্রকৌশল খালি উত্পাদন
সংজ্ঞামেশিনিং ভাতা থেকে সরানো উপাদান স্তর
অঙ্কন অনুযায়ী প্রয়োজনীয় আকৃতি প্রাপ্ত করার জন্য workpiece পৃষ্ঠ এবং
অংশ মাপ
ভাতা শুধুমাত্র আকৃতি এবং মাত্রিক নির্ভুলতা দ্বারা প্রয়োজনীয় পৃষ্ঠতল বরাদ্দ করা হয়
যা ওয়ার্কপিস পাওয়ার গৃহীত পদ্ধতি দ্বারা অর্জন করা যায় না।
ভাতা সাধারণ এবং কর্মক্ষম বিভক্ত করা হয়.
মোট মেশিনিং ভাতা সম্পূর্ণ করার জন্য প্রয়োজনীয় উপাদানের স্তর
সব প্রযুক্তিগত অপারেশনএকটি প্রদত্ত পৃষ্ঠের উপর সঞ্চালিত।
এক-শট ভাতা হল উপাদানের একটি স্তর যা একটি সম্পাদন করার সময় সরানো হয়
প্রযুক্তিগত অপারেশন।
ওভারল্যাপ হল ওয়ার্কপিসের পৃষ্ঠে ভাতার অতিরিক্ত উপাদানের একটি অতিরিক্ত,
প্রযুক্তি প্রয়োজনীয়তা দ্বারা চালিত কনফিগারেশন সহজতর
এর উৎপাদনের জন্য শর্ত সহজতর করার জন্য ফাঁকা।
বেশিরভাগ ক্ষেত্রে, এটি পরবর্তী যান্ত্রিক প্রক্রিয়াকরণের মাধ্যমে সরানো হয়, কম প্রায়ই এটি থাকে
বিবরণ, উদাহরণস্বরূপ, স্ট্যাম্পিং ঢালের আকারে, বর্ধিত বৃত্তাকার ব্যাসার্ধ ইত্যাদি।
শিক্ষক: ইউরি নোসভ
5
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ওয়ার্কপিস শ্রেণীবিভাগমেকানিক্যাল ইঞ্জিনিয়ারিংয়ে চার ধরনের ফাঁকা আছে:
-- বিদ্রোহী - তার বা টেপ একটি দাঙ্গা মধ্যে ঘূর্ণিত;
-- বার - বার, স্ট্রিপ, রড;
-- টুকরা - ঢালাই, ফোরজিংস, বার টুকরা;
-- পাউডার - গুঁড়ো, দানা, ট্যাবলেট চাপুন
-- মহান দৈর্ঘ্যের কুণ্ডলীকৃত ফাঁকা থেকে, আপনি একটি খুব বড় পেতে পারেন
অংশ সংখ্যা;
-- বার ফাঁকা থেকে - একটি ছোট সংখ্যা;
- একটি টুকরো ফাঁকা থেকে - এক বা একাধিক অংশ।
শিক্ষক: ইউরি নোসভ
6
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ওয়ার্কপিস শ্রেণীবিভাগশিক্ষক: ইউরি নোসভ
7
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাউত্পাদনশীলতা জটিল বৈশিষ্ট্যগুলির মধ্যে একটি
প্রযুক্তিগত ডিভাইস (পণ্য, ডিভাইস, ডিভাইস, যন্ত্রপাতি), যা
এর উৎপাদন, রক্ষণাবেক্ষণের সুবিধা এবং
কর্মক্ষমতা.
উৎপাদন ক্ষমতার অধীনে পণ্যের নকশার সামগ্রিকতা বুঝে নিন
নকশা বৈশিষ্ট্য যা অর্জনের জন্য এর উপযুক্ততা নির্ধারণ করে
প্রদত্ত জন্য উত্পাদন, অপারেশন এবং মেরামতের সর্বোত্তম খরচ
গুণমান, আউটপুট ভলিউম এবং কাজের পারফরম্যান্সের শর্তগুলির সূচক।
উত্পাদনযোগ্যতা পণ্যের কার্যকরী বৈশিষ্ট্য প্রকাশ করে না, তবে এর
নকশা বৈশিষ্ট্য: রচনা এবং নোডের পারস্পরিক বিন্যাস;
অংশ এবং সংযোগের পৃষ্ঠতলের আকৃতি এবং অবস্থান, তাদের অবস্থা,
মাত্রা, ব্যবহৃত উপকরণের ধরন; মেশিনে যন্ত্রাংশের সংখ্যা বা
নোড, তাদের কাজের গুণমান ইত্যাদি।
একটি পণ্য ডিজাইনের উত্পাদনশীলতার প্রধান মানদণ্ড হল এটি
উৎপাদনের স্বীকৃত অবস্থার অধীনে অর্থনৈতিক সম্ভাব্যতা, তার
শ্রমের তীব্রতা, উপাদানের তীব্রতা এবং খরচ, সেইসাথে এর খরচ
পণ্য অপারেশন সময়
শিক্ষক: ইউরি নোসভ
8
যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাওয়ার্কপিসের উত্পাদনশীলতার অধীনে, এটি কতটা বোঝার প্রথাগত
ওয়ার্কপিস উত্পাদনের প্রয়োজনীয়তা পূরণ করে এবং সরবরাহ করে
অপারেশন চলাকালীন অংশটির স্থায়িত্ব এবং নির্ভরযোগ্যতা।
একটি প্রদত্ত উত্পাদনের স্কেলে একটি প্রযুক্তিগত ফাঁকা উত্পাদন
সর্বনিম্ন প্রদান করে উৎপাদন খরচ, খরচ,
শ্রমের তীব্রতা এবং উপাদান খরচ।
খালি উৎপাদন প্রাপ্তির টাস্ক সম্মুখীন হয়
সমাপ্তির আকৃতি এবং মাত্রার সর্বাধিক অনুমান সহ ফাঁকা
অংশ, ধাতু ব্যবহার সর্বাধিক করুন,
সেগুলো. ন্যূনতম প্রয়োজনীয় ভাতা কাটার জন্য ছুটি এবং
চিপস পরিণত ধাতু পরিমাণ কমাতে.
ওয়ার্কপিস নির্বাচন করার সময় সর্বোত্তম সমাধান পাওয়া যেতে পারে
শুধুমাত্র সমস্ত খরচের উপর প্রভাবের ব্যাপক বিশ্লেষণের শর্তে
ওয়ার্কপিস পাওয়ার পদ্ধতি সহ কারণগুলি।
শিক্ষক: ইউরি নোসভ
9
10. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাআকার এবং ওজনে ছোট অংশগুলি দ্রুত তৈরি করা হয়
কয়েল এবং বার ফাঁকা।
উচ্চ উপাদান ব্যবহারের জন্য
এটি টুকরা খালি ব্যবহার করা প্রয়োজন, আকৃতি এবং আকার কাছাকাছি
সমাপ্ত অংশ।
গুঁড়ো এবং দানা থেকে, টুকরা ফাঁকা বা সমাপ্ত অংশ প্রাপ্ত করা হয়,
যার আরও প্রক্রিয়াকরণ প্রায় প্রয়োজন হয় না।
একটি ওয়ার্কপিস পাওয়ার জন্য সঠিক পদ্ধতি নির্বাচন করা মানে নির্ধারণ করা
উপাদানটি বিবেচনায় নিয়ে এটি পাওয়ার যুক্তিযুক্ত প্রযুক্তিগত প্রক্রিয়া
বিশদ বিবরণ, এর উত্পাদনের নির্ভুলতার জন্য প্রয়োজনীয়তা, প্রযুক্তিগত শর্ত,
অপারেশনাল বৈশিষ্ট্য এবং সিরিয়াল উত্পাদন.
শিক্ষক: ইউরি নোসভ
10
11. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা উত্পাদন উত্পাদনশীলতাএকটি সংগ্রহ পদ্ধতি নির্বাচন
একটি যৌক্তিক ধরনের ফাঁকা স্থানের পছন্দ দ্বারা নির্ধারিত হয়:
- অংশের জন্য কার্যকরী প্রয়োজনীয়তা,
- উত্পাদনের প্রকৃতি,
- অর্থনৈতিক সুবিধা।
নকশা ফর্ম, সামগ্রিক মাত্রা, উপাদান গ্রেড এবং উপর ভিত্তি করে
সময় প্রতি ইউনিট উত্পাদিত অংশ প্রয়োজনীয় সংখ্যা
ওয়ার্কপিস পাওয়ার পদ্ধতি নির্ধারণ করুন। এটা শুধুমাত্র উপর ভিত্তি করে
প্রযুক্তিগত বৈশিষ্ট্য এই উপাদানযেমন ঢালাই ক্ষমতা,
স্ট্যাম্পিবিলিটি, কম্প্রেসিবিলিটি, ওয়েল্ডিবিলিটি, মেশিনিবিলিটি।
শিক্ষক: ইউরি নোসভ
11
12. যান্ত্রিক প্রকৌশল খালি উত্পাদন
একটি ওয়ার্কপিস পাওয়ার জন্য একটি পদ্ধতি বেছে নেওয়ার পরিকল্পনাশিক্ষক: ইউরি নোসভ
12
13. যান্ত্রিক প্রকৌশল খালি উত্পাদন
খালি জায়গা পাওয়ার পদ্ধতিঢালাই - গলিত ধাতু ঢেলে খালি জায়গা পাওয়া
ওয়ার্কপিস কনফিগারেশন।
প্লাস্টিকের বিকৃতি দ্বারা প্রক্রিয়াকরণ - প্রযুক্তিগত
ধাতুর প্লাস্টিকের আকৃতির উপর ভিত্তি করে প্রক্রিয়াগুলি।
ঢালাই থেকে স্থায়ী জয়েন্ট প্রাপ্ত করার জন্য একটি প্রযুক্তিগত প্রক্রিয়া
পারমাণবিক-আণবিক গঠনের ফলে ধাতু এবং সংকর ধাতু
যুক্ত ওয়ার্কপিসের কণার মধ্যে বন্ধন।
কাটিং - প্লাস্টিক দ্বারা প্রাপ্ত ঘূর্ণিত পণ্য থেকে একটি workpiece প্রাপ্ত
বিকৃতি, কাটা বা কাটা।
একটি - ভাড়া থেকে;
b - forgings;
গ - ঢালাই
খালি উদাহরণ
শিক্ষক: ইউরি নোসভ
13
14. যান্ত্রিক প্রকৌশল খালি উত্পাদন
খালি জায়গা পাওয়ার পদ্ধতিঢালাই ছাঁচ
কাস্টিংগুলি কার্যত সমস্ত ধাতব পদার্থ থেকে তৈরি করা যেতে পারে।
কাস্টিং পদ্ধতিগুলি কনফিগারেশনের ক্ষেত্রে সবচেয়ে জটিল ফাঁকাগুলি তৈরি করে।
Forgings forging বা গরম forging দ্বারা উত্পাদিত হয়
ঘূর্ণিত পণ্য বা ইনগট থেকে স্ট্যাম্পিং (GOSH) "ফোরজিং" এ উত্তপ্ত
তাপমাত্রা।" ফোরজিংস যে কোনো ধাতব পদার্থ থেকে হতে পারে,
পর্যাপ্ত প্লাস্টিকতা সহ।
ঢালাই খালি উত্পাদিত হয় ভিন্ন পথথেকে ঢালাই
দীর্ঘ, আকৃতির এবং শীট পণ্য, ঢালাই, forgings বা তাদের যে কোনো
সংমিশ্রণ এগুলি এমন ক্ষেত্রে ব্যবহার করা হয় যেখানে যুক্তিযুক্তভাবে করা প্রয়োজন
কাঠামোর মধ্যে উপাদান বিতরণ.
শিক্ষক: ইউরি নোসভ
14
15. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফাঁকা স্থান পাওয়ার জন্য পদ্ধতি এবং পদ্ধতির পছন্দকে প্রভাবিত করেযান্ত্রিক প্রকৌশলে উৎপাদন খরচ প্রভাবিত করার কারণগুলি,
তিনটি গ্রুপে বিভক্ত:
গ্রুপ 1 - গঠনমূলক কারণ, i.e. গঠনমূলক সমাধান
অংশটি নিজেই, উত্পাদনের জন্য এর গ্রহণযোগ্যতা নিশ্চিত করে
চাপ চিকিত্সা, ঢালাই, ঢালাই; উপাদান ব্র্যান্ড পছন্দ এবং
প্রযুক্তিগত অবস্থা;
২য় দল- উৎপাদন কারণের, অর্থাৎ চরিত্র এবং সংস্কৃতি
উত্পাদন, প্রযুক্তিগত সরঞ্জাম, সাংগঠনিক এবং
উত্পাদনের প্রযুক্তিগত স্তর;
3য় গ্রুপ - প্রযুক্তিগত কারণগুলি পদ্ধতির বৈশিষ্ট্য
ফাঁকা আকৃতি, ফাঁকা নিজেই নির্বাচন, সরঞ্জাম এবং
অংশ প্রাপ্তির প্রযুক্তিগত প্রক্রিয়া।
শিক্ষক: ইউরি নোসভ
15
16. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা ফাঁকা উত্পাদনকাস্টিং হল ফাঁকা স্থান পাওয়ার প্রাচীনতম উপায়গুলির মধ্যে একটি (কিছু ক্ষেত্রে,
সমাপ্ত অংশ)।
রাশিয়ার প্রথম ফাউন্ড্রি ছিল একটি কামান ফাউন্ড্রি
"কামান কুঁড়েঘর", মস্কোতে 1479 সালে নির্মিত
ঢালাই - দ্বারা তরল (গলিত) ধাতু থেকে আকার দেওয়া
একটি প্রদত্ত আকৃতি এবং আকারের একটি গহ্বর দিয়ে তাদের ভরাট, অনুসরণ করে
স্ফটিককরণ
ঢালাই - গলিত ধাতু ঢালার ফলে খালি জায়গা পাওয়া
একটি ছাঁচ মধ্যে একটি প্রদত্ত রাসায়নিক গঠন, যার গহ্বর আছে
পণ্য কনফিগারেশন।
ঢালাই পণ্য কাস্টিং বলা হয়.
ঢালাই সারাংশ পছন্দসই রাসায়নিক রচনা এবং একটি তরল ধাতু প্রাপ্ত হয়
এটি একটি প্রাক-প্রস্তুত ছাঁচে ঢালা।
স্ফটিককরণ এবং ঢেলে ধাতু শীতল প্রক্রিয়ার মধ্যে, প্রধান
ঢালাইয়ের যান্ত্রিক বৈশিষ্ট্য, ম্যাক্রো- এবং অ্যালয় এর মাইক্রোস্ট্রাকচার দ্বারা নির্ধারিত
ঘনত্ব, অ ধাতব অন্তর্ভুক্তির উপস্থিতি, অভ্যন্তরীণ চাপ ইত্যাদি।
কাস্টিং প্রায় যেকোনো কনফিগারেশনের ফাঁকা তৈরি করতে পারে
এক গ্রামের ভগ্নাংশ থেকে শত শত টন ভর সহ।
শিক্ষক: ইউরি নোসভ
16
17. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা ফাঁকা উত্পাদনঢালাই একটি প্রস্তুত মধ্যে তরল ধাতু ঢালা দ্বারা তৈরি করা হয়
ঢালাই ছাঁচ
কাস্টিং স্কিম
শিক্ষক: ইউরি নোসভ
17
18. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিবালি ঢালাই (মাটিতে ঢালাই) - ঢালাই প্রাপ্তির প্রক্রিয়া
তৈরি একটি ছাঁচ মধ্যে গলিত ধাতু বিনামূল্যে ঢালা দ্বারা
কাদামাটি, জল এবং বিশেষ একটি ছোট পরিমাণ যোগ সঙ্গে বালি
additives
1 - রড;
2, 4 - উপরের এবং নিম্ন ফ্লাস্ক;
3 - পিন; 5 - এক্সট্রুশন;
6 - গ্যাস অপসারণের জন্য চ্যানেল;
7 - স্প্রু বাটি;
8 - রাইজার; 9 - স্ল্যাগ ফাঁদ;
10 - ফিডার
ছাঁচ সমাবেশ
শিক্ষক: ইউরি নোসভ
18
19. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিশেল ঢালাই হল 6 ... 15 মিমি পুরুত্বের পাতলা-প্রাচীরযুক্ত ছাঁচ এবং শেলগুলির একটি অংশ প্রাপ্ত করার একটি পদ্ধতি, যা উচ্চ-শক্তির বালি-ও-রজন মিশ্রণ থেকে তৈরি।
ছাঁচে দুটি শেল অর্ধেক উল্লম্বভাবে সংযুক্ত থাকে।
অথবা আঠালো বা স্ট্যাপল ব্যবহার করে অনুভূমিক বিভাজন লাইন বরাবর
বা clamps. সমাবেশের সময় ঢালাই মধ্যে অভ্যন্তরীণ গহ্বর প্রাপ্ত করার জন্য
ফর্ম, কঠিন বা ফাঁপা রড এটি ইনস্টল করা হয়।
শাঁস গরম নিরাময়ের বালি-রজন মিশ্রণ থেকে তৈরি করা হয়
শেল তৈরির প্রযুক্তিগত প্রক্রিয়ার স্কিম
ফর্ম
1 - অংশ মডেল; 2 - আন্ডার মডেল প্লেট; 3-
ছাঁচনির্মাণ বালি; 4 - শেল
শিক্ষক: ইউরি নোসভ
19
20. যান্ত্রিক প্রকৌশল খালি উত্পাদন
শেল ঢালাইআর্থ ঢালাইয়ের তুলনায় শেল ঢালাইয়ের সুবিধা:
-- উচ্চতর নির্ভুলতা (12…14 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz 160…40);
-- শেলগুলির উচ্চ গ্যাস ব্যাপ্তিযোগ্যতা, যা উল্লেখযোগ্যভাবে গ্যাস প্রত্যাখ্যানকে হ্রাস করে
বুদবুদ এবং শাঁস;
-- কম ছাঁচনির্মাণ বালি খরচ (20…30 বার);
- প্রক্রিয়া যান্ত্রিক এবং স্বয়ংক্রিয় করা সহজ;
-- উচ্চ ছাঁচনির্মাণ উত্পাদনশীলতা (প্রতি ঘন্টায় 500 শেল পর্যন্ত)।
অসুবিধা:
ঢালাইয়ের সীমিত ভর (300 কেজি পর্যন্ত, সবচেয়ে অর্থনৈতিকভাবে 50…80 কেজি পর্যন্ত);
রজন উচ্চ খরচ কারণে ছাঁচনির্মাণ উপকরণ উচ্চ খরচ.
শিক্ষক: ইউরি নোসভ
20
21. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিহারিয়ে যাওয়া মোম ঢালাই হল ঢালাও একটি অংশ প্রাপ্ত করার একটি পদ্ধতি
এক-টুকরা, পাতলা-দেয়ালের সিরামিক ছাঁচ দিয়ে তৈরি
কম গলিত রচনা থেকে মডেল ব্যবহার করে.
এই জাতীয় ছাঁচগুলির ব্যবহার যে কোনও থেকে জটিল আকারের ঢালাই পাওয়া সম্ভব করে তোলে
বর্ধিত মাত্রিক নির্ভুলতা এবং পৃষ্ঠ ফিনিস সঙ্গে alloys. এই পথে
প্রায়ই নির্ভুল ঢালাই প্রক্রিয়া হিসাবে উল্লেখ করা হয়.
একটি - মডেলের ব্লক;
b - একটি স্তর দিয়ে আবৃত ব্লক
অবাধ্য উপাদান
(শেল);
c - ঢালাই মডেল
বিনিয়োগ ছাঁচ তৈরি
শিক্ষক: ইউরি নোসভ
21
22. যান্ত্রিক প্রকৌশল খালি উত্পাদন
আপনি উত্তর দিবেন না আপনি উত্তর দিবেন নাপদ্ধতি এবং সুযোগের বৈশিষ্ট্য। আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না
মডেল যে কোনো থেকে জটিল আকৃতির ঢালাই অংশের উৎপাদন নিশ্চিত করে
বর্ধিত নির্ভুলতা এবং পৃষ্ঠ ফিনিস সঙ্গে alloys.
যখন এটি ব্যবহার করা হয়, এটি উল্লেখযোগ্যভাবে হ্রাস পায়, এবং কিছু ক্ষেত্রে
অংশগুলির যান্ত্রিক প্রক্রিয়াকরণ বাদ দেওয়া হয়। সেই সাথে একসাথে
প্রযুক্তিগত প্রক্রিয়াটি দীর্ঘ এবং প্রযুক্তিগতভাবে জটিল,
ব্যয়বহুল উপকরণ প্রয়োজন।
1 টন ঢালাইয়ের খরচ অন্যান্য পদ্ধতির তুলনায় কয়েকগুণ বেশি
ঢালাই. প্রায়শই, ছোট ঢালাই এই ভাবে প্রাপ্ত হয়।
বিনিয়োগ ঢালাই ব্যাপক উত্পাদন ব্যবহৃত হয়
ছোট, জটিল, পাতলা দেয়ালের ঢালাই।
কিছু কঠিন-টু-মেশিন তাপ-প্রতিরোধী, চৌম্বকীয় এবং অন্যান্য মিশ্রণের জন্য
নির্ভুল বিনিয়োগ ঢালাই প্রাপ্তির বিশেষ বৈশিষ্ট্য হয়
পণ্য তৈরি করার একমাত্র উপায়। উন্নয়নের অন্যতম দিক
নির্ভুল ঢালাই সহজে সহজে সহজে smelted মডেল পরিবর্তে ব্যবহার
দ্রবণীয় এবং গ্যাসীকৃত মডেল।
শিক্ষক: ইউরি নোসভ
22
23. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিধাতব ছাঁচে ঢালাই (চিল মোল্ড) - ঢালাই অংশ পাওয়া
ধাতু ছাঁচ মধ্যে গলে বিনামূল্যে ঢালা দ্বারা.
পদ্ধতিটি ব্যাপক হয়ে উঠেছে। এই ভাবে আপনি আরো পেতে
সমস্ত অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম খাদ ঢালাইয়ের 40%, লোহা ঢালাই,
ইস্পাত এবং অন্যান্য খাদ।
ছাঁচের নকশাগুলি অত্যন্ত বৈচিত্র্যময়, সেগুলি এক-টুকরা হতে পারে
(শেক আউট) এবং বিচ্ছিন্ন করা যায়। এক টুকরা molds প্রাপ্ত করার জন্য ব্যবহার করা হয়
সাধারণ কনফিগারেশনের ছোট কাস্টিং যা ছাঁচ বিভক্ত ছাড়াই সরানো যেতে পারে।
পদ্ধতি এবং সুযোগের বৈশিষ্ট্য।
ধাতব ছাঁচে ঢালাই উৎপাদনের অন্যতম প্রগতিশীল পদ্ধতি
ঢালাই চিল ছাঁচ - একাধিক ব্যবহারের একটি ফর্ম; এটা আপনি পেতে পারেন
300 ... 500 ইস্পাত ঢালাই 100 ... 150 কেজি ওজনের, প্রায় 5000 ঢালাই লোহা ছোট ঢালাই,
কয়েক হাজার অ্যালুমিনিয়াম খাদ ঢালাই।
পদ্ধতিটি উচ্চ নির্ভুলতা (11…12 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz
40) ঢালাই। ধাতুর গঠন সূক্ষ্ম দানাদার, বৃদ্ধির কারণে
তাপ সিঙ্ক গঠন করে, যা যান্ত্রিক বৈশিষ্ট্যে উল্লেখযোগ্য বৃদ্ধি ঘটায়।
পদ্ধতির অসুবিধা হল ছাঁচের উচ্চ খরচ, পরিশ্রমীতা
তুলনামূলকভাবে জটিল কনফিগারেশন এবং পাতলা প্রাচীরযুক্ত ঢালাই উত্পাদন
অবাধ্য alloys থেকে ঢালাই যখন ছাঁচ কম প্রতিরোধের.
শিক্ষক: ইউরি নোসভ
23
24. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ডাই কাস্টিং এর প্রযুক্তিগত প্রক্রিয়া1. ঢালার জন্য ছাঁচ প্রস্তুত করা (সংকুচিত বাতাস দিয়ে ফুঁ দেওয়া, প্রয়োগ করা
ক্ল্যাডিং এবং পেইন্টের স্তরগুলির আকারের কার্যকরী পৃষ্ঠ)। অবাধ্য
0.3 একটি স্তর সঙ্গে আস্তরণের ... 0.8 মিমি প্রতি 50 ... 100 পূরণ করা হয়; পাতলা
চক পেইন্টের একটি স্তর - প্রতিটি ঢালার আগে (স্থায়িত্ব বাড়ানোর জন্য
ফর্ম)।
2. রড ইনস্টলেশনের সাথে ছাঁচের সমাবেশ।
3. প্রতিরোধ করার জন্য ছাঁচকে 100…500°C পর্যন্ত গরম করা
ঢেলে দেওয়া খাদ এর তরলতা। প্রায় কাজ ফর্ম প্রক্রিয়ার মধ্যে
ক্রমাগত উষ্ণ রাখা.
4. ছাঁচ মধ্যে ধাতু ঢালা.
5. ইজেক্টর বা ব্যবহার করে গরম অবস্থায় ঢালাইয়ের নিষ্কাশন
কাঁপানো
6. কাটা এবং ঢালাই পরিষ্কার.
সমস্ত ডাই কাস্টিং অপারেশন যান্ত্রিক করা যেতে পারে। সাধারণভাবে
ফাউন্ড্রি মেশিন যান্ত্রিকভাবে ছাঁচ খোলা এবং বন্ধ করা,
রড ইনস্টলেশন, খনন (নকআউট) ঢালাই
শিক্ষক: ইউরি নোসভ
24
25. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিডাই কাস্টিং হল ধাতুতে কাস্টিং পাওয়ার প্রক্রিয়া
ফর্ম (ছাঁচ), যার মধ্যে ধাতু ঢালা এবং গঠন
ঢালাই বায়ু বা পিস্টন চাপ অধীনে বাহিত হয়.
প্রক্রিয়াটির সারমর্ম হল গলিত ধাতু ঢালা
ঢালাই মেশিনের কম্প্রেশন চেম্বার এবং এর মাধ্যমে পরবর্তী সরবরাহ
ছাঁচ গহ্বর মধ্যে গেটিং সিস্টেম. সঙ্গে ফর্ম পূরণ করা হয়
উচ্চ প্রবাহ বেগ (জেটের উচ্চ গতিশক্তি), যা
সবচেয়ে জটিল ঢালাই পৃষ্ঠের একটি পরিষ্কার নকশা অবদান
কনফিগারেশন.
ইনজেকশন ছাঁচনির্মাণ হাইড্রোলিক ড্রাইভ, বৈদ্যুতিক সরঞ্জাম, জন্য অংশ প্রাপ্ত করতে ব্যবহৃত হয়
জংশন বক্স, ইন্সট্রুমেন্ট বোর্ড, ইত্যাদি পদ্ধতিতে নিম্নলিখিত রয়েছে
সুবিধা: জটিল প্রাপ্ত করার ক্ষমতা (চাঙ্গা করা সহ) সঙ্গে ঢালাই
পাতলা দেয়াল (0.8 মিমি থেকে), আগে থেকে ছিদ্র করা গর্ত, সূক্ষ্ম খোদাই এবং শিলালিপি সহ;
আকারে উচ্চ নির্ভুলতা (8…12 গ্রেড) এবং পৃষ্ঠের গুণমান (Rz=l2.5…2 µm);
উচ্চ কার্যকারিতা; প্রক্রিয়া স্বয়ংক্রিয় করার সম্ভাবনা; উচ্চ
ঢালাই এর যান্ত্রিক বৈশিষ্ট্য।
অসুবিধা:
- প্রযুক্তিগত সরঞ্জাম উচ্চ খরচ;
-- তরল মিশ্রণের কারণে বিশাল ঢালাইয়ে পোরোসিটি গঠন
উচ্চ ঢালাই গতি এ বায়ু সঙ্গে ধাতু.
শিক্ষক: ইউরি নোসভ
25
26. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিইনজেকশন ছাঁচনির্মাণ
একটি ঠান্ডা উল্লম্ব কম্প্রেশন চেম্বারের স্কিম
একটি - ভরাট; b টিপে; গ - ফর্ম খোলা
একটি পিস্টন মেশিনের চিত্র
গরম চেম্বার সহ
শিক্ষক: ইউরি নোসভ
একটি ঠান্ডা অনুভূমিক কম্প্রেশন চেম্বারের স্কিম
একটি - ভরাট; b টিপে;
c - ফর্ম খোলার; d - ঢালাই অপসারণ
26
27. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিসেন্ট্রিফিউগাল ঢালাই - ঢালা দ্বারা ঢালাই প্রাপ্ত করার প্রক্রিয়া
একটি ঘূর্ণায়মান ছাঁচ মধ্যে গলিত ধাতু, যা
ঢালাই কেন্দ্রাতিগ কর্মের অধীনে গঠিত হয়
(জড় শক্তি)। ঢালাইয়ের বাইরের পৃষ্ঠটি একটি ছাঁচ দ্বারা গঠিত হয় (এটি
একটি ছাঁচ বলা হয়), এবং ভিতরের এক এর কর্মের অধীনে প্রাপ্ত হয়
কেন্দ্রাতিগ শক্তি।
কেন্দ্রাতিগ ঢালাই স্কিম
1 - বৈদ্যুতিক মোটর; 2 - হ্রাসকারী; 3 - বেলন;
4 - ছাঁচ-ছাঁচ; 5 - নর্দমা
শিক্ষক: ইউরি নোসভ
আকৃতি যেমন চারিদিকে ঘুরছে
অনুভূমিক অক্ষ ঢালাই
কোন জন্য সমতুল্য হতে সক্রিয় আউট
দৈর্ঘ্য (পর্যাপ্ত গতি সহ
ঘূর্ণন), তাই এই স্কিম অনুযায়ী
দীর্ঘ পাইপ পান। দ্বারা
অন্যান্য পদ্ধতির তুলনায়
খালি জায়গা প্রাপ্ত করা (জাল করা এবং
রোলিং) একটি বড় অর্জন করে
ব্যয়বহুল ইস্পাত সংরক্ষণ, উচ্চ
কর্মক্ষমতা এবং হ্রাস
এ মেশিনিং পরিমাণ
বেশ সন্তোষজনক
যান্ত্রিক বৈশিষ্ট্য.
27
28. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঢালাই পদ্ধতি দ্বারা শূন্যস্থান প্রাপ্ত করার পদ্ধতিকেন্দ্রাতিগ ঢালাই
পদ্ধতির সুবিধা:
-- ঢালাইয়ের সূক্ষ্ম দানাদার কাঠামো;
-- ধাতব অন্তর্ভুক্তি এবং গ্যাসের সাথে কম দূষণ, তাই
পরেরটিকে কীভাবে ঘূর্ণনের কেন্দ্রের দিকে ঠেলে দেওয়া হয় এবং পরবর্তীকালে সরানো হয়
যান্ত্রিক প্রক্রিয়াকরণ;
-- খোলার কোর গঠনের জন্য প্রয়োজন হয় না;
- গেটিং সিস্টেম, ভেন্টের অনুপস্থিতির কারণে ধাতু সংরক্ষণ করা হয়,
লাভ, ইত্যাদি
পদ্ধতির অসুবিধা:
- গর্তের সঠিক আকার প্রাপ্ত করার অসুবিধা;
-- খাদ বর্ধিত পৃথকীকরণ (প্রসারণ অ্যানিলিং দ্বারা নির্মূল)।
সেন্ট্রিফিউগাল ঢালাই বাইমেটালিক পণ্য উত্পাদন করতেও ব্যবহৃত হয়।
প্রকারের রচনাগুলি থেকে: ইস্পাত-ব্রোঞ্জ, ঢালাই লোহা-ব্রোঞ্জ, ইস্পাত-ঢালাই লোহা, ইস্পাত-ইস্পাত (ভিন্ন
গ্রেড), ইত্যাদি। এটি ছাঁচে পর্যায়ক্রমে বিভিন্ন অ্যালো ঢালা দ্বারা অর্জন করা হয়।
শিক্ষক: ইউরি নোসভ
28
29. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক বিকৃতি দ্বারা ফাঁকা উত্পাদনপ্লাস্টিকের বিকৃতি দ্বারা ফাঁকা উৎপাদনের পদ্ধতি,
সাধারণ নামের চাপ চিকিত্সার অধীনে গোষ্ঠীবদ্ধ:
--ঠান্ডা এবং গরম অবস্থায় মুদ্রাঙ্কন;
- টিপে;
- অঙ্কন;
-- ঘূর্ণায়মান;
-- কুঁচকানো;
- ফরজিং, ইত্যাদি
এই প্রক্রিয়ার সারাংশ সত্য যে ঠান্ডা মধ্যে ধাতু মিথ্যা
বা গরম অবস্থা এর ক্রিয়ায় তার আকৃতি (বিকৃত) পরিবর্তন করে
চাপ ধাতু ফলন শক্তি সমান.
ঠান্ডা অবস্থায় অনেক ধাতুর উচ্চ ফলন শক্তি থাকে।
অতএব, ধাতুকে বিকৃত করার জন্য অনেক প্রচেষ্টা লাগে।
এটা সম্ভব ফলন শক্তি হ্রাস যদি workpieces প্রক্রিয়া করা হবে
গরম করা চাপ দ্বারা ধাতু প্রক্রিয়াকরণ যে তাপমাত্রায় বাহিত হয়
ধাতু নমনীয় হয়ে ওঠে এবং পুনরায় ক্রিস্টালাইজেশনে অক্ষম হয়।
শিক্ষক: ইউরি নোসভ
29
30. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনকোল্ড স্ট্যাম্পিং ধাতু গঠনের এক প্রকার
যেখানে ধাতুটি ঠান্ডা অবস্থায় প্লাস্টিকভাবে বিকৃত হয়। ভিতরে
উৎস উপাদান এবং পণ্য ধরনের উপর নির্ভর করে, ঠান্ডা
মুদ্রাঙ্কন শীট বা ভলিউমেট্রিক হতে পারে
শীট মেটাল স্ট্যাম্পিং শীট মেটাল থেকে অংশ তৈরি করতে ব্যবহৃত হয়।
উপাদান, যেমন গাড়ির যন্ত্রাংশ (ছাদ, ফেন্ডার, হাবক্যাপ, ইত্যাদি),
প্লেন, ওয়াগন, রাসায়নিক যন্ত্রপাতি, বৈদ্যুতিক যন্ত্রপাতি, অনেক পণ্য
ভোগ্যপণ্য (ক্যান, চামচ, পাত্র, ইত্যাদি)।
কোল্ড ভলিউমেট্রিক স্ট্যাম্পিং ভলিউমেট্রিক থেকে পণ্য উত্পাদন করে
workpieces - প্রধানত বার উপাদান থেকে। ঠান্ডা বাল্ক
ফাস্টেনার (বোল্ট, বাদাম, রিভেট), বল,
রোলার, বিয়ারিং রিং, অটোমোবাইলের অনেক অংশ, বিমান,
ট্রাক্টর এবং অন্যান্য মেশিন।
যন্ত্রের তুলনায়, ঠান্ডা গঠন ধাতু খরচ হ্রাস করে,
যেহেতু ধাতুকে চিপসে বিভক্ত করা হয় না, তাই পণ্য উৎপাদনের জটিলতা কমায় এবং বৃদ্ধি পায়
শ্রম উৎপাদনশীলতা. একই সময়ে, ঠান্ডা কাজ প্রদান করে
প্রক্রিয়া করা হচ্ছে ধাতব শক্ত করা, যা অংশগুলিকে হালকা, কম করা সম্ভব করে তোলে
ধাতু-নিবিড় এবং আরো পরিধান-প্রতিরোধী।
শিক্ষক: ইউরি নোসভ
30
31. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনকোল্ড স্ট্যাম্পিং অপারেশন দুটি গ্রুপে মিলিত হয়:
-- আলাদা করা;
-- আকৃতি প্রদান
পৃথকীকরণের ফলে এমন ক্রিয়াকলাপ অন্তর্ভুক্ত রয়েছে
উপাদানের এক অংশ থেকে অন্য অংশের সম্পূর্ণ বা আংশিক বিচ্ছেদ
বন্ধ বা খোলা লুপ।
ফর্ম পরিবর্তন করতে - অপারেশন, যার ফলে আছে
ওয়ার্কপিসের আকার এবং মাত্রা পরিবর্তন করা, পুনরায় বিতরণ করা এবং পূর্বনির্ধারিত
ধাতু ভলিউম আন্দোলন.
শিক্ষক: ইউরি নোসভ
31
32. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনউপাদান কাটা আউট.
তিন ধরনের কাটা আছে:
বর্জ্য দিয়ে কাটা অংশগুলি পেতে ব্যবহৃত হয় যা আকারে সহজ
বর্ধিত নির্ভুলতা (10 ... 12 গুণমান)।
আংশিক বর্জ্য সঙ্গে কাটা
বর্জ্য-মুক্ত কাটিং কম-নির্ভুল, সরল-আকৃতির অংশগুলির জন্য ব্যবহৃত হয়
(12 ... 14 যোগ্যতা)।
শীট উপাদান কাটিয়া প্রকার
a, b, c, i - একক সারি;
e, f, g, h - বহু-সারি;
a, b, c, d, e, f, h, i - বর্জ্য সহ;
w - কোন অপচয়
শিক্ষক: ইউরি নোসভ
32
33. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনবিচ্ছেদ অপারেশন
সেগমেন্ট (ক) - একটি খোলা বরাবর উপাদানের একটি অংশ থেকে অন্য অংশের বিচ্ছেদ
কনট্যুরটি কাঁচি বা স্ট্যাম্পে তৈরি করা হয়
পাঞ্চিং (খ) - একটি বহিরাগত বন্ধ বরাবর একটি ফালা বা শীট থেকে একটি অংশ বিচ্ছেদ
কনট্যুর
পাঞ্চিং (ইন) - শীট ফাঁকা গর্ত করা
ছাঁটাই (d) - প্রযুক্তিগত বর্জ্য অংশ থেকে পৃথকীকরণ
নচিং (ডি) - ওয়ার্কপিসের একটি অংশের অসম্পূর্ণ বিচ্ছেদ
খোঁচা (ই) - ছাড়া একটি শীট ফাঁকা মধ্যে গর্ত মাধ্যমে গঠন
উপাদান নিষ্পত্তি
পাঞ্চিং, পাঞ্চিং, স্ট্রিপিং, কাটিং এবং নচিং প্রেসে ডাই-এ সঞ্চালিত হয়।
শিক্ষক: ইউরি নোসভ
33
34. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনবিচ্ছেদ অপারেশন
শীট উপাদান কাটার জন্য কাঁচি সমান্তরাল,
গিলোটিন, বেলন এবং কম্পনকারী
কাঁচি স্কিম
একটি - গিলোটিন; b - সরাসরি সেট ছুরি সহ ডিস্ক;
মধ্যে - তির্যক সেট ছুরি সঙ্গে ডিস্ক; g - কম্পন
শিক্ষক: ইউরি নোসভ
34
35. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কনশীট স্ট্যাম্পিংয়ের ফর্ম-পরিবর্তন ক্রিয়াকলাপ:
-- নমন (ক);
- ফণা (বি);
-- flanging (in);
-- seaming (g);
-- মোচড় (d);
-- বিতরণ (ই);
- crimping (g);
-- ছাঁচনির্মাণ (h);
-- সম্পাদনা(গুলি);
-- ধাওয়া (k);
-- ক্রমাঙ্কন (l);
-- ঘুষি (মি)
শিক্ষক: ইউরি নোসভ
35
36. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঠান্ডা মুদ্রাঙ্কননমন - ওয়ার্কপিসের অংশগুলির মধ্যে বা কোণগুলির গঠন বা পরিবর্তন
এটি একটি বক্ররেখা আকৃতি প্রদান.
নমন করার সময়, বাঁক এ, ভিতরের পৃষ্ঠের কাছাকাছি অবস্থিত ধাতব স্তরগুলি
সংকুচিত হয়, এবং বাইরে অবস্থিত স্তর মধ্যে প্রসারিত হয়
অনুদৈর্ঘ্য দিক। তির্যক দিকে, বিপরীত দিকে
পেইন্টিং অতএব, সংকীর্ণ এবং বরং পুরু রেখাচিত্রমালা ক্রস-বিভাগীয় আকৃতি
বাঁক এ নমন যখন, এটি বিকৃত হয়. ওয়ার্কপিসের স্তর, যা, নমন করার সময়, না
উত্তেজনা বা সংকোচন উভয়ই অনুভব করাকে নিরপেক্ষ বলা হয়।
সঠিক মাত্রা পেতে, নমন একটি ক্যালিব্রেটিং ঘা দিয়ে সম্পন্ন হয়,
পাঞ্চে ওয়ার্কপিসের সম্পূর্ণ ফিট নিশ্চিত করা
নিষ্কাশন - একটি সমতল বা ফাঁপা থেকে একটি ফাঁপা অংশ (একটি কাচের মত) গঠন
ফাঁকা
শিক্ষক: ইউরি নোসভ
36
37. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ইমপালস স্ট্যাম্পিংইমপালস স্ট্যাম্পিং। মুদ্রাঙ্কন (অঙ্কন, খোঁচা, নমন, খোঁচা এবং
ইত্যাদি) এই ক্ষেত্রে একটি তাত্ক্ষণিক আবেগের ক্রিয়াকলাপের অধীনে বাহিত হয়
চাপ
এই ধরনের একটি আবেগ একটি বিস্ফোরণ (বিস্ফোরণ স্ট্যাম্পিং), একটি বৈদ্যুতিক স্রাব দ্বারা তৈরি করা হয়
তরল মাধ্যম (ইলেক্ট্রো-হাইড্রোলিক স্ট্যাম্পিং) বা চৌম্বক ক্ষেত্রের ক্রিয়া দ্বারা
(ইলেক্ট্রোম্যাগনেটিক স্ট্যাম্পিং)।
বিস্ফোরণ স্ট্যাম্পিং একটি বায়বীয়, তরল বা একটি শক ওয়েভ দ্বারা বাহিত হয়
আলগা পরিবেশ।
একটি তরল মাধ্যমে বা ইলেক্ট্রো-হাইড্রলিক সঙ্গে একটি বিস্ফোরণ সঙ্গে স্ট্যাম্পিং যখন
স্ট্যাম্পিং ম্যাট্রিক্স একটি বিশেষ ট্যাঙ্কে ইনস্টল করা হয়, যা ভরা হয়
জল একটি তরলে একটি বিস্ফোরণ বা বৈদ্যুতিক আবেগ একটি শক ওয়েভ তৈরি করে
মুদ্রাঙ্কন সঞ্চালন করে।
বিস্ফোরণ স্ট্যাম্পিং ডিভাইসগুলি কংক্রিট চেম্বার বা কূপে স্থাপন করা হয়। তাই
প্রক্রিয়ার নিরাপত্তা নিশ্চিত করা হয়। ওয়ার্কপিসের নীচে ডাইয়ের গহ্বর থেকে বায়ু
পাম্প আউট
শিক্ষক: ইউরি নোসভ
37
38. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ইমপালস পাঞ্চিং স্কিমের উদাহরণবিস্ফোরণ পাঞ্চিং স্কিম
1 - ফ্রেম;
2 - চার্জ;
3 - বিস্ফোরক চেম্বারের শরীর;
4 - ফাঁকা;
5 - ম্যাট্রিক্স;
6 - বায়ু পাম্প করার জন্য চ্যানেল
শিক্ষক: ইউরি নোসভ
বৈদ্যুতিক স্রাব দ্বারা স্ট্যাম্পিং স্কিম
1 - বাতা;
2 - ট্যাংক,
3 - বিকৃত ওয়ার্কপিস,
4 - ম্যাট্রিক্স,
5 - বায়ু পাম্প করার জন্য চ্যানেল
38
39. যান্ত্রিক প্রকৌশল খালি উত্পাদন
পালস ফোরজিং প্রযুক্তি দ্বারা প্রাপ্ত অংশের উদাহরণশিক্ষক: ইউরি নোসভ
39
40. যান্ত্রিক প্রকৌশল খালি উত্পাদন
কোল্ড ফরজিংকোল্ড ফরজিং সবচেয়ে উত্পাদনশীল এক
ইস্পাত, অ লৌহঘটিত ধাতু এবং তাদের সংকর ধাতু থেকে যন্ত্রাংশ তৈরির পদ্ধতি।
এটি যান্ত্রিক প্রকৌশল, যন্ত্র তৈরি এবং অন্যান্য ক্ষেত্রে ব্যাপকভাবে ব্যবহৃত হয়
ধাতু শিল্প শিল্প।
কোল্ড ফরজিং দ্বারা প্রাপ্ত অংশের উদাহরণ
শিক্ষক: ইউরি নোসভ
40
41. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনআকৃতি পরিবর্তন অপারেশন উদাহরণ
খ - খসড়া খোলা;
গ - খসড়া বন্ধ;
d - ত্রাণ তাড়া;
d - অবতরণ;
ই - ক্রমাঙ্কন;
g - সরাসরি এক্সট্রুশন;
h - বিপরীত এক্সট্রুশন;
এবং - গহ্বরের এক্সট্রুশন
শিক্ষক: ইউরি নোসভ
41
42. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনবিপর্যস্ত করা এমন একটি অপারেশন যেখানে ওয়ার্কপিসের একটি অংশ বিপর্যস্ত হয়।
স্থানীয় ঘন প্রাপ্ত করার জন্য এই অপারেশনটি প্রয়োগ করুন। বিশেষ করে
শিরোনাম ব্যাপকভাবে বোল্ট, স্ক্রু এর মাথা পেতে ব্যবহৃত হয়,
স্বয়ংক্রিয় ঠান্ডা শিরোনাম প্রেস উপর rivets.
এই জাতীয় মেশিনগুলির উত্পাদনশীলতা প্রতি কয়েকশো অংশে পৌঁছায়
মিনিট, যা বাঁক করার উত্পাদনশীলতার চেয়ে দশগুণ বেশি
মেশিন
এক্সট্রুশন স্ট্যাম্পিং। বিকৃত ধাতু extruded যখন
পাঞ্চের কর্মের অধীনে ম্যাট্রিক্সের গর্তে বা মধ্যবর্তী ফাঁকে জোর করে
ঘুষি মারা
একটি সরল রেখার সাহায্যে, ধাতুটি পাঞ্চের কার্যক্ষম স্ট্রোকের দিকে প্রবাহিত হয় এবং এতে চেপে যায়
গর্ত ম্যাট্রিক্স মাধ্যমে। উভয় প্রাপ্ত করার জন্য সরাসরি এক্সট্রুশন ব্যবহার করা হয়
কঠিন এবং ফাঁপা অংশ।
বিপরীত এক্সট্রুশনে, ধাতু বিপরীত দিকে প্রবাহিত হয়
মুষ্ট্যাঘাতের নড়াচড়া, এবং পাঞ্চ এবং ম্যাট্রিক্সের মধ্যে ফাঁকে চেপে দেওয়া হয়।
একত্রিত - কাজের আন্দোলনের দিক হিসাবে ধাতু প্রবাহিত হয়
ঘুষি, এবং তদ্বিপরীত।
শিক্ষক: ইউরি নোসভ
42
43. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ফর্ম পরিবর্তন অপারেশনসঠিক মাত্রা এবং উচ্চ বিশুদ্ধতা পেতে ক্রমাঙ্কন ব্যবহার করা হয়।
স্ট্যাম্প করা অংশের পৃষ্ঠতল।
ক্রমাঙ্কন (চিত্র 5.23, ই) হল চূড়ান্ত চাপ চিকিত্সা অপারেশন
আধা-সমাপ্ত পণ্য পূর্বে গরম বা ঠান্ডা বাল্ক দ্বারা প্রাপ্ত
স্ট্যাম্পিং, যা মাত্রিক নির্ভুলতার জন্য বর্ধিত প্রয়োজনীয়তার বিষয় এবং
পৃষ্ঠের রুক্ষতা। উদাহরণস্বরূপ, অটোমোবাইল ইঞ্জিনের গরম-নকল সংযোগকারী রড, বিভিন্ন স্ট্যাম্পযুক্ত লিভার,
অটোমোবাইল, যন্ত্র, ঘড়ি ইত্যাদির কিছু ঠান্ডা-গঠিত অংশ।
ক্র্যাঙ্ক, এমবসিং এবং ডাইসে ক্রমাঙ্কন করা হয়
জলবাহী প্রেস।
ত্রাণ স্ট্যাম্পিং। ত্রাণ ধাওয়া (চিত্র 5.23, d) পৃষ্ঠে প্রাপ্ত করা হয়
একটি বিকৃত অংশ, সুনির্দিষ্ট protrusions, recesses, শিলালিপি, অঙ্কন, ইত্যাদি
ছোট অংশ তৈরির জন্য ব্যবহৃত হয় (উদাহরণস্বরূপ, ঘড়ির অংশ), কয়েন, অর্ডার
ইত্যাদি অংশের পৃষ্ঠের উপর ত্রাণ উপাদান পুনরায় বিতরণ দ্বারা প্রাপ্ত করা হয়
মহান প্রচেষ্টার কর্মের অধীনে এবং স্ট্যাম্পের কার্যকারী গহ্বরগুলি পূরণ করা। এ চাপ
তাড়া, উদাহরণস্বরূপ, পিতলের ডায়াল এবং স্টেইনলেস স্টীল পণ্য পৌঁছায়
2500…3000 MPa।
এমবসিং প্রেসে ক্লোজড ডাইসে মিন্টিং করা হয়।
শিক্ষক: ইউরি নোসভ
43
44. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গরম পছন্দসইঠান্ডা হলে গরম স্ট্যাম্পিং ব্যবহার করা হয়
বিকৃতি সম্ভব নয়।
উত্তপ্ত হলে, ধাতুর প্লাস্টিকের বৈশিষ্ট্যগুলি তীব্রভাবে বৃদ্ধি পায়, এবং
বিকৃতিতে ধাতুর প্রতিরোধ ক্ষমতা কয়েকবার হ্রাস পায়।
হট স্ট্যাম্পিং ইস্পাত, অ লৌহঘটিত থেকে বিভিন্ন আকার এবং আকারের ফোরজিংস পেতে ব্যবহৃত হয়
ধাতু এবং সংকর ধাতু।
ফোরজিংসের উদাহরণ হল সংযোগকারী রড, স্টেপড শ্যাফ্ট, গিয়ার,
বিভিন্ন লিভার এবং অন্যান্য অনেক।
ফোরজিংস পাওয়ার প্রযুক্তিগত প্রক্রিয়া প্রদান করে
ফসল কাটা, ডিফর্মিং এবং ফিনিশিং অপারেশন।
হট স্ট্যাম্পিংয়ের জন্য শুরুর উপাদান হল ঘূর্ণিত পণ্য, এক্সট্রুড রড,
ingots এবং কাস্ট প্রোফাইল ফাঁকা.
কর্মশালার ক্রয় বিভাগে, উত্স উপাদান পরিমাপ বিভক্ত করা হয়
ফাঁকা
হট স্ট্যাম্পিং ডাইস প্রয়োগের ধরন অনুসারে ভাগ করা হয়
হাতুড়ি, প্রেস, শিরোনামের জন্য সরঞ্জাম (অনুভূমিক ফরজিংয়ের জন্য
মেশিন এবং গরম শিরোনাম মেশিন) এবং রোলিং (ফরজিং রোলগুলিতে)।
শিক্ষক: ইউরি নোসভ
44
45. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গরম পছন্দসইহাতুড়ির উপর গরম স্ট্যাম্পিং এর উদাহরণ মারা যায়
একটি - বন্ধ;
b - খোলা একক-স্ট্র্যান্ড;
c - ফ্ল্যাশ খাঁজ;
d - খোলার নীচের অর্ধেক
মাল্টি-স্ট্র্যান্ড স্ট্যাম্প;
ফসল কাটার ধারা:
2 - দীর্ঘস্থায়ী;
3 - ঘূর্ণায়মান;
4 - নমন;
স্ট্যাম্পিং স্ট্রীম:
5 - প্রাথমিক;
6 - চূড়ান্ত;
7 - ফ্ল্যাশ খাঁজ;
ই - স্ট্যাম্পিং ট্রানজিশন;
1 - ফরজিং;
8 - মূল ওয়ার্কপিস;
9 - ব্রোচ;
10 - ঘূর্ণায়মান;
11 - নমন;
12 - প্রাথমিক মুদ্রাঙ্কন;
13 - চূড়ান্ত মুদ্রাঙ্কন
শিক্ষক: ইউরি নোসভ
45
46. যান্ত্রিক প্রকৌশলে খালি উৎপাদন
গরম পছন্দসইফ্ল্যাশ ট্রিমিং এবং হোল পাঞ্চিং বিশেষভাবে বাহিত হয়
কাট-অফ ক্র্যাঙ্ক বা হাইড্রোলিক প্রেসে মারা যায়।
Forgings তারপর উন্নত তাপ চিকিত্সা করা হয়
ধাতুর যান্ত্রিক বৈশিষ্ট্য। নিম্নলিখিত ধরনের ব্যবহার করা হয়
তাপ চিকিত্সা: স্বাভাবিককরণ, annealing, quenching এবং tempering.
ফোরজিংসের পৃষ্ঠে অবশিষ্ট স্কেল শট ব্লাস্টিং দ্বারা পরিষ্কার করা হয়।
পরিষ্কার করা, গড়াগড়ি দেওয়া বা আচার করা।
বিকৃতি দূর করতে, forgings গরম বা সোজা হয়
ঠান্ডা অবস্থা, এবং আকৃতি এবং আকারের সঠিকতা উন্নত করতে -
ক্রমাঙ্কন
ক্রমাঙ্কন এবং সম্পাদনার মধ্যে পার্থক্য হল ক্রমাঙ্কন করার সময়,
ফোরজিংসের মাত্রা, এবং সোজা করার সময়, পরিবর্তন ছাড়াই বিকৃতি দূর করা হয়
Forging প্রধান মাত্রা.
শিক্ষক: ইউরি নোসভ
46
47. যান্ত্রিক প্রকৌশল খালি উত্পাদন
অঙ্কনঅঙ্কন কঠিন বা ফাঁপা workpieces প্রাপ্ত করতে ব্যবহৃত হয়।
অংশ, যার ক্রস বিভাগ সমগ্র দৈর্ঘ্য বরাবর ধ্রুবক।
ধাতুবিদ্যা উদ্ভিদ এ প্রাপ্ত Billets অধীন হয়
ওয়ার্কপিসের সেকশন থেকে সেকশনে আনুমানিক করার জন্য আরও অঙ্কন
সমাপ্ত অংশ, ছোট করা বা নির্মূল করা
কাটা দ্বারা machining.
ধাতব উদ্ভিদে, বার এবং পাইপ আঁকার জন্য, তারা ব্যবহার করে
অনুদৈর্ঘ্য অঙ্কন মিল, এবং তারের অঙ্কন এবং অন্যান্য জন্য
দাঙ্গায় ক্ষতবিক্ষত প্রোফাইল - ড্রাম মিল।
অঙ্কন দ্বারা প্রাপ্ত প্রোফাইলের উদাহরণ
শিক্ষক: ইউরি নোসভ
47
48. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ঘূর্ণায়মানঘূর্ণিত পণ্য - বাণিজ্যিক ফাঁকা, বিভাগীয় এবং সাধারণের আকৃতির প্রোফাইল,
শিল্প এবং অস্ত্রোপচার, পাইপ, বাঁকানো এবং পর্যায়ক্রমিক
প্রোফাইল
ভাড়ার ধরন:
ক) একটি বার হল একটি ঘূর্ণিত পণ্য যা বিভিন্ন ব্যাসের একটি বৃত্তাকার অংশ রয়েছে; বার ব্যাস ঘ
নিয়ন্ত্রিত হয়, সরবরাহকৃত বারের দৈর্ঘ্য নিয়ন্ত্রিত হয় না এবং হতে পারে
ভিন্ন: 4 মিটার, 6 মিটার এবং আরও বেশি।
খ) ঘূর্ণিত ষড়ভুজ বিভাগ;
ষড়ভুজ এস এর আকার নিয়ন্ত্রিত হয়,
পরিধিকৃত বৃত্ত D এর ব্যাস হল
রেফারেন্স আকার।
গ) পাইপ রোলিং; নিয়ন্ত্রিত বহিরঙ্গন
ব্যাস D এবং ভিতরের ব্যাস d.
ঘ) ঘূর্ণিত বর্গক্ষেত্র বা আয়তক্ষেত্রাকার
বিভাগ; নিয়ন্ত্রিত আকার a.
e) পাত ধাতু; বেধ নিয়ন্ত্রিত হয়
শীট S, শীটের দৈর্ঘ্য a এবং প্রস্থ b হতে পারে
ভিন্ন, সাধারণত 1500 মিমি কম নয়।
শিক্ষক: ইউরি নোসভ
48
49. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া প্রোফাইলের উদাহরণশিক্ষক: ইউরি নোসভ
49
50. যান্ত্রিক প্রকৌশল খালি উত্পাদন
বিকৃতি অঞ্চলে ধাতু আন্দোলনের প্রকৃতি অনুযায়ী, ঘূর্ণায়মান করতে পারেন
নিম্নলিখিত ধরনের বিভক্ত করা হয়:
একটি - অনুদৈর্ঘ্য;
b - তির্যক;
c - ট্রান্সভার্স হেলিকাল
ঘূর্ণায়মান স্কিম
শিক্ষক: ইউরি নোসভ
হেলিকাল ঘূর্ণায়মান সময়, রোলস, সেইসাথে
তির্যক ঘূর্ণায়মান সময়, সঙ্গে ঘোরান
এক দিকে একই গতি। যার মধ্যে
রোলগুলির অক্ষগুলি একে অপরের সাপেক্ষে তির্যক,
অন্তত একটি স্থানাঙ্ক মধ্যে
প্লেন বিলেট রোলস মধ্যে খাওয়ানো হয়
দ্বারা গঠিত কোণের দ্বিখণ্ডকের দিক
রোল অক্ষ রোল অক্ষের অব্যবস্থাপনার কারণে
ওয়ার্কপিস একটি ঘূর্ণন-অনুবাদমূলক পায়
আন্দোলন যা ধারাবাহিকতা নিশ্চিত করে
প্রক্রিয়াকরণ প্রক্রিয়া। ঘূর্ণায়মান সময়, workpiece
ব্যাস মধ্যে crimped হয় এবং আরো হতে পারে
বিকৃত করার জন্য অনুকূল অবস্থা
অক্ষের কর্মের অধীনে অক্ষীয় দিক
রোলগুলির পরিধিগত গতির উপাদান।
50
51. যান্ত্রিক প্রকৌশল খালি উত্পাদন
গুঁড়া ধাতুবিদ্যা দ্বারা workpieces প্রাপ্তিপাউডার ধাতুবিদ্যা প্রযুক্তির একটি ক্ষেত্র যা কভার করে
তাদের থেকে ধাতব গুঁড়ো এবং পণ্য তৈরির জন্য পদ্ধতির একটি সেট
বা প্রধান গলিত ছাড়া অ ধাতব গুঁড়ো সঙ্গে তাদের মিশ্রণ
উপাদান.
পাউডার ধাতুবিদ্যা দ্বারা প্রাপ্ত workpieces উদাহরণ
সাধারণ উত্পাদন প্রযুক্তি
পাউডার দ্বারা অংশ
ধাতুবিদ্যা চারটি অন্তর্ভুক্ত করে
মৌলিক অপারেশন:
- মূল পাউডার প্রাপ্তি
উপাদান;
- ছাঁচনির্মাণ খালি;
- sintering;
- চূড়ান্ত প্রক্রিয়াকরণ।
ধাতু প্রাপ্তির জন্য পদ্ধতি
গুঁড়ো: যান্ত্রিক এবং ভৌত রাসায়নিক, সক্ষম
খুব পরিষ্কার মিশ্রিত পেতে
উপকরণ
শিক্ষক: ইউরি নোসভ
51
52. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক থেকে অংশ প্রাপ্তপ্লাস্টিক (প্লাস্টিক) কঠিন বা
পলিমার যৌগ থেকে প্রাপ্ত ইলাস্টিক উপকরণ এবং ঢালাই করা হয়
প্লাস্টিকের ব্যবহারের উপর ভিত্তি করে পদ্ধতি দ্বারা পণ্য
বিকৃতি
বিভিন্ন ভৌত এবং যান্ত্রিক বৈশিষ্ট্য প্লাস্টিককে মূল্যবান করে তোলে
কাঠামোগত উপাদান। তাদের একটি কম নির্দিষ্ট মাধ্যাকর্ষণ আছে, ভাল
ক্ষয় প্রতিরোধ করে, ঘর্ষণ সহগ এবং বিস্তৃত পরিসর আছে
উচ্চ ঘর্ষণ প্রতিরোধের, ভাল অপটিক্যাল বৈশিষ্ট্য এবং
স্বচ্ছতা, ইত্যাদি
প্লাস্টিকের প্রধান উপাদান হল পলিমার-
সিন্থেটিক জৈব যৌগ।
কখনও কখনও প্লাস্টিক সম্পূর্ণরূপে পলিমার তৈরি করা হয়, কিন্তু প্রায়ই এটি হয়
পলিমার, প্লাস্টিকাইজার, ফিলার এবং এর একটি জটিল রচনা
রঞ্জক
শিক্ষক: ইউরি নোসভ
52
53. যান্ত্রিক প্রকৌশল খালি উত্পাদন
প্লাস্টিক থেকে অংশ প্রাপ্তপ্লাস্টিকের প্রকারভেদ
নিরাময় অবস্থার উপর নির্ভর করে, বিশেষ করে গরম করার আচরণ, পলিমার এবং
তাদের অনুরূপ প্লাস্টিক থার্মোসেটিং এবং বিভক্ত করা হয়
থার্মোপ্লাস্টিক
থার্মোসেটিং প্লাস্টিক (পলিমার) - থার্মোপ্লাস্টিক যখন নিরাময় হয়,
অপরিবর্তনীয় পরিবর্তনের মধ্য দিয়ে যায় এবং শক্ত, অক্ষম এবং হয়ে ওঠে
অদ্রবণীয় অবস্থা। 150 ... 300 ডিগ্রি সেলসিয়াসে উত্তপ্ত হলে নিরাময় ঘটতে পারে
একটি নির্দিষ্ট সময়ের জন্য, চাপে বা চাপ ছাড়াই, কম
হার্ডনার অ্যাডিটিভের উপস্থিতিতে 60…70°সে পর্যন্ত বা গরম না করে গরম করা।
সবচেয়ে সাধারণ থার্মোসেটিং পলিমার হল ফেনল-ফরমালডিহাইড,
epoxy, organosilicon, পলিয়েস্টার।
থার্মোপ্লাস্টিক প্লাস্টিক (পলিমার) - থার্মোপ্লাস্টিক, যখন উত্তপ্ত হয়, তারা স্থানান্তর করে
প্লাস্টিক বা সান্দ্র-তরল অবস্থায়। এই প্লাস্টিক এ নিরাময়
শীতল যখন পুনরায় গরম করা হয়, তারা আবার নরম হয়, ইত্যাদি, অনুমতি দেয়
পণ্যের বারবার পুনরায় ছাঁচনির্মাণের সম্ভাবনা।
সবচেয়ে গুরুত্বপূর্ণ থার্মোপ্লাস্টিক: পলিথিন, পলিস্টাইরিন, পলিমাইডস, ফ্লুরোপ্লাস্ট,
পলিভিনাইল ক্লোরাইড, জৈব কাচ।
শিক্ষক: ইউরি নোসভ
53
54. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিঘূর্ণায়মান থেকে ফাঁকা পাওয়ার জন্য অপারেশন:
- বার সোজা করা;
-- কেন্দ্রবিহীন পিলিং (হট-রোল্ড বারের জন্য) বা পিলিং
নাকাল;
- টুকরা ফাঁকা মধ্যে কাটা;
-- মিলিং শেষ এবং কেন্দ্রীভূত;
-- নিয়ন্ত্রণ।
শিক্ষক: ইউরি নোসভ
54
55. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিসম্পাদনা করুন।
আকারে ধাতুবিদ্যা উদ্যোগ থেকে উদ্ভিদ সরবরাহ করা ঘূর্ণিত পণ্য
বার এবং শীট, একটি ড্রেসিং অপারেশনের মধ্য দিয়ে যায় (কোল্ড-রোল্ড বাদে
উচ্চ নির্ভুলতা ওয়ার্কপিসের জন্য উপাদান)।
শ্যাফ্টের জন্য বার এবং ফাঁকাগুলি সোজা করা যেতে পারে
ম্যানুয়াল, স্ক্রু,
উদ্ভট, জলবাহী,
বায়ুসংক্রান্ত এবং ঘর্ষণ প্রেস মধ্যে
ঠান্ডা অবস্থা
একটি সোজা মেশিনে একটি বার সোজা করার স্কিম
বার স্ট্রিপিং. সম্পাদনার পর
রড পিলিং সাপেক্ষে হয়
উচ্চ কার্যকারিতা
কেন্দ্রবিহীন পিলিং মেশিন
একটি কেন্দ্রবিহীন পিলিং মেশিনের স্কিম
শিক্ষক: ইউরি নোসভ
55
56. যান্ত্রিক প্রকৌশল খালি উত্পাদন
ভাড়া থেকে ফাঁকা প্রাপ্তিবার কাটা বাহিত হয়
যান্ত্রিক hacksaws, অন
করাত মেশিন, জন্য মেশিনে
বৈদ্যুতিক স্পার্ক কাটা,
অতিস্বনক মেশিন,
বাঁক এবং কাটা মেশিন,
কাটা মেশিন,
পেশাই কল.
একটি বৃত্তাকার করাত সঙ্গে ঘূর্ণিত পণ্য কাটা
মুখোমুখি এবং কেন্দ্রীভূত
একটি মিলিং মেশিনে
শিক্ষক: ইউরি নোসভ
একটি ব্যান্ড করাত সঙ্গে ঘূর্ণিত স্টক কাটা
56
57. খালি জায়গা নির্বাচন করা।
ওয়ার্কপিস পছন্দ পদ্ধতি EE প্রতিষ্ঠা করা হয়উত্পাদন, গণনা বা যন্ত্রের জন্য ভাতা নির্বাচন এবং
মূল ওয়ার্কপিসের মাত্রা নির্ধারণ করা।
ওয়ার্কপিস ডিজাইনের ধাপ
1. ওয়ার্কপিস পাওয়ার পদ্ধতি নির্ধারণ।
- কনস্ট্রাক্টর দ্বারা সেট করা
- যান্ত্রিক দোকানের প্রযুক্তিবিদ নির্ধারণ করে
2. ওয়ার্কপিসের ধরন নির্ধারণ করা।
ওয়ার্কপিসের ধরণের পছন্দকে প্রভাবিত করার কারণগুলি:
- গঠনমূলক (শারীরিক এবং রাসায়নিক বৈশিষ্ট্য এবং যান্ত্রিক বৈশিষ্ট্য যা নির্ধারণ করে
পণ্য কর্মক্ষমতা; অংশের আকার, আকার এবং ওজন)
- উত্পাদনের ধরন (ভর, বড় আকারের, সিরিয়াল, ছোট আকারের, একক)
- ফাঁকা তৈরির জন্য সরঞ্জামের প্রাপ্যতা (ফাউন্ড্রি, ফরজিং এবং প্রেসিং ইত্যাদি)
- পাশে ফাঁকা উত্পাদন সম্ভাবনা
- প্রাক-উৎপাদনের খরচ এবং ওয়ার্কপিস তৈরি
3. প্রক্রিয়াকরণ রুটের নকশা (উন্নয়ন)।
- একটি প্রক্রিয়াকরণ প্রকল্পের উন্নয়ন (ক্রম)
- প্রযুক্তিগত সরঞ্জামগুলির একটি সেটের সংকল্প (নির্বাচন)
4. মেশিনিং এর জন্য ভাতা নিয়োগ।
5. ওয়ার্কপিসের অঙ্কনের নকশা / অনুমোদন।
6. ভাতার হিসাব চেক করুন
শিক্ষক: ইউরি নোসভ
57
58. খালি জায়গা নির্বাচন করা।
খালি তৈরির ধরন এবং পদ্ধতি1. কাস্টিং
- বালির ছাঁচে ঢালাই,
- শেল molds মধ্যে ঢালাই
- ইনজেকশন ছাঁচনির্মাণ,
- মরা ঢালাই,
- কেন্দ্রাতিগ ঢালাই,
- আপনি উত্তর দিবেন না আপনি উত্তর দিবেন না.
2. Forgings
5. শীট ফাঁকা
6. প্রিফেব্রিকেটেড ঝালাই খালি
7. Workpieces প্রস্তুতকারকের দিকে পরিণত
8. পাউডার ধাতুবিদ্যা
- বিনামূল্যে ফরজিং,
- মুদ্রাঙ্কন
3. ভাড়া
- গোলাকার বার (ক্যালিব্রেট করা হয়নি),
- বৃত্তাকার বার (ক্যালিব্রেটেড),
- আকৃতির বার (ক্যালিব্রেট করা হয়নি),
- আকৃতির বার (ক্যালিব্রেটেড),
- প্রোফাইল,
- "ভাড়া থেকে কাটা"
4. রিং ফাঁকা
- ঘূর্ণায়মান রিং
- ঢালাই রিং
শিক্ষক: ইউরি নোসভ
58
59. খালি জায়গা নির্বাচন করা।
গ্যাস টারবাইন ইঞ্জিনে বিভিন্ন ধরণের ফাঁকা ব্যবহারের উদাহরণমুদ্রাঙ্কন
(ব্লেড
কম্প্রেসার)
পরিণত
ফাঁকা
(স্ট্যাম্পিং)
এইচপিসি ডিস্ক
পাউডার
ডিস্ক ফাঁকা
টারবাইন এবং এইচপিসি
খালি কাস্ট করুন
টারবাইন ব্লেড
ফরজিং (খাদ
পাখা, HPC খাদ,
টারবাইন shafts
শিক্ষক: ইউরি নোসভ
ঘূর্ণিত এবং ঢালাই
রিং (কাজ করা
রিং এবং রিং চালু)
প্রিফেব্রিকেটেড-ঝালাই
খালি খালি
শীট ফাঁকা
শিখা টিউব CS
59
60. খালি জায়গা নির্বাচন করা।
খালি উদাহরণকর্পস কেভিডি
ঢালাই
টারবাইন ব্লেড
স্টার্টার রটার
শিক্ষক: ইউরি নোসভ
60
61. খালি জায়গা নির্বাচন করা।
খালি উদাহরণForgings
শিক্ষক: ইউরি নোসভ
61
62.
খালি উদাহরণমুদ্রাঙ্কন
শিক্ষক: ইউরি নোসভ
62 শিক্ষক: ইউরি নোসভ
67
68. খালি জায়গা নির্বাচন করা।
খালি উদাহরণপ্রিকাস্ট ঝালাই ফাঁকা থেকে তৈরি অংশ
শিক্ষক: ইউরি নোসভ কাজটি সাইটের সাইটে যোগ করা হয়েছে: 2016-06-20
একটি অনন্য কাজ লেখার আদেশ
"> 1. মেকানিক্যাল ইঞ্জিনিয়ারিং-এ ওয়ার্কপিসের ধারণা।
">এ আধুনিক উত্পাদনমেশিনিং প্রযুক্তির বিকাশের অন্যতম প্রধান দিক হ'ল অর্থনৈতিক কাঠামোগত ফর্মগুলির সাথে রুক্ষ ওয়ার্কপিসগুলির ব্যবহার যা সর্বোচ্চ উত্পাদনশীলতা এবং সর্বনিম্ন বর্জ্য সহ তাদের প্রক্রিয়াকরণের জন্য সর্বোত্তম পদ্ধতিগুলি ব্যবহার করার সম্ভাবনা সরবরাহ করে।
"> একটি ওয়ার্কপিস হল শ্রমের একটি বস্তু যা থেকে আকৃতি, আকার, পৃষ্ঠের বৈশিষ্ট্য এবং / অথবা পৃষ্ঠের স্তর পরিবর্তন করে একটি সমাপ্ত অংশ তৈরি করা হয়।
"> সামগ্রিকভাবে একটি অংশ তৈরির প্রক্রিয়া দুটি মৌলিক দিক দিয়ে যেতে পারে:
"\u003e 1) আকৃতি এবং আকারে সমাপ্ত অংশের কাছাকাছি খালি তৈরি করা, তারপরে ফাঁকা দোকানগুলি শ্রমের তীব্রতার একটি উল্লেখযোগ্য অনুপাত এবং মেশিনের দোকানগুলির জন্য তুলনামূলকভাবে ছোট অংশের জন্য দায়ী৷
"\u003e 2) বিপরীতে: ওয়ার্কপিসটি রুক্ষ, মেশিনের দোকানগুলি বেশিরভাগ প্রক্রিয়াকরণ করে।
একটি যুক্তিযুক্ত ওয়ার্কপিস পছন্দকে প্রভাবিত করার কারণগুলি:
"> 1. উপাদান। উপাদানের প্রযুক্তিগত বৈশিষ্ট্য (নমনীয়তা, স্ট্যাম্পিং, ওয়েল্ডিবিলিটি, ফাউন্ড্রি বৈশিষ্ট্য)।
"> 2. সমাবেশে অংশের উদ্দেশ্য, mech-me এবং তার অপারেশন শর্তাবলী.
">3. অংশ কনফিগারেশন।
4. উৎপাদনের ধরন।
">5. উৎপাদন প্রক্রিয়ার জটিলতার প্রভাব।
">6. উৎপাদন ক্ষমতাকর্মশালা প্রস্তুত করবে।
"> ওয়ার্কপিস নির্বাচনের ক্রম:
"> 1. কোন প্রক্রিয়াটি অংশ তৈরির জন্য সবচেয়ে উপযুক্ত তা নির্ধারণ করুন, যা ঘুরে ঘুরে ওয়ার্কপিসের ধরন নির্ধারণ করে।
"> 2. একই সময়ে, সেই প্রক্রিয়াগুলিকে একত্রিত করার সম্ভাবনা পরীক্ষা করা প্রয়োজন (ঢালাই + ঢালাই ইত্যাদি)
">3. ওয়ার্কপিসকে আকার দেওয়ার পদ্ধতি নির্বাচন করুন।
4. সরঞ্জাম নির্বাচন।
"> 2. ওয়ার্কপিস পছন্দ নির্ধারণের প্রধান কারণগুলি।
"> প্রধান কারণ:
"> 1) যে উপাদান থেকে অংশটি তৈরি করা হয় এবং এর বৈশিষ্ট্য (ঢালাই, স্ট্যাম্পিং, ওয়েল্ডেবিলিটি)।
"> 2) মেশিন সমাবেশে অংশের উদ্দেশ্য, প্রক্রিয়া এবং এর অপারেশনের শর্তাবলী।
">3) অংশ কনফিগারেশন।
">4) উৎপাদনের ধরন।
">5) পরবর্তী মেশিনে টিপির জটিলতার প্রভাব।
">6) ওয়ার্কপিস এবং এর পৃষ্ঠের প্রয়োজনীয় নির্ভুলতা (শক্তকরণ, রুক্ষতা)।
7) প্রকিউরমেন্ট ওয়ার্কশপের উৎপাদন ক্ষমতা।
">8) সাধারণভাবে প্রযুক্তিগত প্রস্তুতিতে ব্যয় করা সময়।
9) প্রযুক্তিগত সরঞ্জামের দ্রুত পুনর্বিন্যাস করার সম্ভাবনা।
">নোডের বিশদ বিবরণ
"> 1. চাকার দাঁত, ফ্লাইহুইল, ব্লক, হাব, হাউজিং এবং বিয়ারিং ক্যাপ, টিস, গিচাগি, উৎপাদনের মাঝখানে, স্ট্যাম্পিং দ্বারা তৈরি করা অযৌক্তিক হলে ঢালাই করে তৈরি করার পরামর্শ দেওয়া হয়। স্কেল উত্পাদন এবং একক উত্পাদন এটি ঢালাই দ্বারা তৈরি করা সমীচীন। মোটা-শস্য এবং ব্যাপক উত্পাদনে চাকার দাঁতের জন্য, দাঁতের ফিল্ড নর্লিং দিয়ে স্ট্যাম্পিং করে তৈরি করা সমীচীন।
"> 2. একটি ছোট ধাপ পার্থক্য (10 মিমি পর্যন্ত) সহ মসৃণ এবং স্টেপড শ্যাফ্টগুলি, ইউনিট pr-ve এবং ver pr-ve উভয় ক্ষেত্রেই, চশমা, বুশিং, রিংগুলি রোল্ড পণ্য থেকে তৈরি করার পরামর্শ দেওয়া হয় (উচ্চ- গুণমান, শীট, পাইপ)।
">3. বিম, বন্ধনী, স্ল্যাব, উভয় ইউনিট pr-ve এবং ver pr-ve-তে, প্রোফাইল করা রোল্ড পণ্য থেকে তৈরি করার সুপারিশ করা হয়।
4. ছোট এবং মাঝারি অংশগুলি প্লাস্টিক এবং পাউডার ধাতুবিদ্যা পদ্ধতিতে তৈরি করা হয়।
"> 5. ইস্পাত, ফাঁপা স্টেপড শ্যাফ্ট, ফ্ল্যাঞ্জ সহ বড় স্টিলের বুশিং, গরম ফোরজিং বা পাইপ থেকে দ্রুত তৈরি
"> 6. ডিস্ক, তাপ-প্রতিরোধী টাইটানিয়াম অ্যালয়, পরবর্তী রোলিং দিয়ে গরম স্ট্যাম্পিং করার পরামর্শ দেওয়া হয়।
"> 3. ফাঁকাগুলির উত্পাদনযোগ্যতা।
">TKI "> - নকশা বৈশিষ্ট্যের একটি সেট প্রতিনিধিত্ব করে যা উত্পাদন, অপারেশন এবং মেরামতের সর্বোত্তম খরচ অর্জনের জন্য এর অভিযোজনযোগ্যতা নির্ধারণ করে, নির্দিষ্ট গুণমান সূচক, আউটপুট ভলিউম এবং কাজ সম্পাদনের শর্তগুলি নিশ্চিত করার জন্য। TKI সূচকগুলি গুণগত এবং পরিমাণগতভাবে বিভক্ত:
">গুণমান সূচক">: এর ভিত্তিতে মূল্যায়ন করা হয় ব্যবহারিক অভিজ্ঞতা, অপারেশনাল নকশা পর্যায়ে.
">রঙ-আলো সূচক">: তারা শূন্যস্থানের সাথে তুলনামূলক বিকল্পগুলির উত্পাদনশীলতাকে উদ্দেশ্যমূলকভাবে এবং মোটামুটি নির্ভুলভাবে মূল্যায়ন করা সম্ভব করে তোলে, এটি উত্পাদনের জটিলতা, প্রযুক্তিগত খরচ এবং ধাতু ব্যবহারের হার।
">খালি উৎপাদনের শ্রমসাধ্যতা">: ওয়ার্কপিস তৈরিতে ব্যয় করা মোট সময়কে প্রতিনিধিত্ব করে, শ্রমের তীব্রতার একটি আনুমানিক অনুমান "ওজন পদ্ধতি" দ্বারা করা যেতে পারে
"> , যেখানে T হল ডিজাইন করা এবং স্ট্যান্ডার্ড ওয়ার্কপিসের জটিলতা," xml:lang="en-US" lang="en-US">G"> - ডিজাইন করা এবং স্ট্যান্ডার্ড ওয়ার্কপিসের ভর।
"> ফাঁকা প্রযুক্তিগত খরচ">: উপকরণের মূল্য প্রকাশ করা হয়: , যেখানে: M হল রুবেলে মৌলিক উপকরণের খরচ, W হল প্রতি টুকরা রুবেলে শ্রমিকদের বেতন,"> - সেগুলির পরিধানের জন্য ক্ষতিপূরণের খরচ৷ প্রতি টুকরো রুবেলে সরঞ্জাম, - প্রতি টুকরো রুবেলে সরঞ্জামের অপারেশন এবং ব্যবহারের সাথে সম্পর্কিত খরচ৷
">বস্তু ব্যবহার অনুপাত">: , যেখানে - অংশের ভর, - ওয়ার্কপিস পাওয়ার জন্য ভোগ্য সামগ্রীর ভর।
">সর্বোচ্চ আরও ব্যয়বহুল উৎপাদন প্রদান করে
"> 1) এটি বাঞ্ছনীয় যে ওয়ার্কপিসের রূপরেখাগুলি সহজ জ্যামিতিক আকারের সংমিশ্রণ।
"> 2) ওয়ার্কপিসের পৃথক উপাদানগুলির আকার এবং মাপ অবশ্যই একীভূত হতে হবে (যেমন সারি থেকে নির্বাচিত)
">3) ওয়ার্কপিসের মাত্রাগত নির্ভুলতা এবং পৃষ্ঠের রুক্ষতা অবশ্যই অর্থনৈতিকভাবে ন্যায়সঙ্গত হতে হবে।
">4) আরও চিপ অপসারণ ছাড়াই ফাঁকা স্থানগুলি পাওয়ার জন্য পদ্ধতিগুলি সর্বাধিক ব্যবহার করা বাঞ্ছনীয়৷
">5) অংশের নকশা অবশ্যই দুই বা ততোধিক অংশ থেকে এর উত্পাদনের সম্ভাবনাকে অনুমতি দিতে হবে।
4. একটি মেশিন-বিল্ডিং ওয়ার্কপিস বেছে নেওয়ার পদ্ধতি।
"> 1) একটি বদ্ধ ধরণের হাউজিং অংশ, যার উপর কাজের প্রক্রিয়া এবং মেশিনের উপাদানগুলি মাউন্ট করা হয়েছে (ইঞ্জিন হাউজিং, বিছানা, সিলিন্ডার, ফিক্সচার হাউজিং) অবশ্যই ঢালাই করে তৈরি করতে হবে)।
">2) শরীরের অংশ খোলা টাইপ, যার জন্য সিরিয়াল উত্পাদনে কাজের প্রক্রিয়া (ফ্রেম, কেস) ঢালাই দ্বারা তৈরি করা হয়, একক এবং ছোট-স্কেল ঢালাইয়ে।
">3) মেশিন অ্যাসেম্বলির বিশদ বিবরণ - গিয়ার, ব্লক, ফ্লাইহুইল, হাব, হাউজিং এবং বিয়ারিং ক্যাপ, ব্যাপক উত্পাদনে চাপ চিকিত্সা, একক - কাস্টিং দ্বারা তৈরি করা হয়।
"> - প্রয়োজনীয় ব্যাসের পার্থক্য (চশমা, বুশিং, রিং) সহ মসৃণ ধাপযুক্ত শ্যাফ্টগুলি রোলড পণ্যগুলি থেকে তৈরি করতে হবে।
"> - স্টিলের ফাঁপা স্টেপড শ্যাফ্ট, ফ্ল্যাঞ্জ সহ স্টিলের বুশিংগুলি পাইপ দিয়ে তৈরি।
"> - হট টিপে এবং হট রোলিং দ্বারা টারবাইন ডিস্ক তৈরি করার পরামর্শ দেওয়া হয়।
">5. মৌলিক ঢালাই উপকরণ।
উপস্থাপনা থেকে টেবিল
">লোহা ঢালাই "> - এগুলি কার্বন সহ লোহার সংকর, যার মধ্যে কার্বনের ভর ভগ্নাংশ 2% এর বেশি, ঢালাই আয়রনের সংমিশ্রণে সিলিকন, ম্যাঙ্গানিজ, ফসফরাস ইত্যাদি অন্তর্ভুক্ত রয়েছে।
">ধূসর ঢালাই আয়রন "> (sch10,15,20,25): MF - ধূসর ঢালাই আয়রন, 10 - প্রসার্য শক্তি।
"> নমনীয় লোহা ">(KCh30-6,KCh33-8): 30 হল চূড়ান্ত প্রসার্য শক্তি, 6 হল সর্বনিম্ন আপেক্ষিক প্রসারণ%, ঠান্ডা অবস্থায় ভাল প্লাস্টিকের বৈশিষ্ট্য রয়েছে৷
নমনীয় ঢালাই লোহা"> (VCh35,40): 35-টেনসিল শক্তি, গ্রাফাইট (???) এর একটি গোলাকার আকৃতি রয়েছে, যা শক্তি বৃদ্ধি করে।
">ঘর্ষণ-বিরোধী ঢালাই লোহা"> (АЧС-1АЧВ-2, АЧК-2) তারা ঘর্ষণ যোগাযোগের শব্দের সাথে কাজ করে, পরিধান-প্রতিরোধী ক্রোমিয়াম, টাইটানিয়াম কপারের অল্প পরিমাণে সংযোজন আছে, নমনীয়, ধূসর, উচ্চ-শক্তি হতে পারে।
"> মিশ্র ঢালাই লোহা"\u003e (ChKh1, ChKh16M2, ChKh28g): প্রচুর পরিমাণে সংকর উপাদান রয়েছে: এক্স-ক্রোমিয়াম, জি-ম্যাঙ্গানিজ, ইউ-অ্যামোনিয়াম, সি-সিলিকন, এইচ-নিকেল, শ-গোলাকার ...
">ইস্পাত "> - কার্বনের সাথে লোহার সংকর ধাতু ভর ভগ্নাংশ 2% কার্বনের কম, এটি শতাংশের শতভাগে নির্দেশিত হয়।
"> খাদ ইস্পাত"> (15l, 20l, 30l, 45l) - ভাল ঢালাই বৈশিষ্ট্য আছে।
"> স্ট্রাকচারাল অ্যালয়েড স্টিল"\u003e (15GL, 30KhNML) অক্ষরের পরে সংখ্যাটি সংকর উপাদানগুলির বিষয়বস্তু নির্দেশ করে, যদি সংখ্যাটি না থাকে তবে এর বিষয়বস্তু 2 এর বেশি নয়">%। তামার সংকর ধাতু">। "> পিতল "> তামা-দস্তা সংকর ধাতু।ব্রোঞ্জ "> - টিনের সাথে তামার সংকর ধাতু (BrS30, BR016S5)">অ্যালুমিনিয়াম খাদ"> তামা, ম্যাঙ্গানিজ, সিলিকন, ইত্যাদি সহ অ্যালুমিনিয়ামের একটি সংকর ধাতু।
ম্যাগনেসিয়াম সংকর ধাতু"> (ML5, ML12) - ফাউন্ড্রি (অ্যালুমিনিয়াম উপস্থিত) একটি উচ্চ নির্দিষ্ট শক্তি আছে, ভালভাবে মেশিন করা হয়, কম্পনকে স্যাঁতসেঁতে করতে সক্ষম, শুধুমাত্র শূন্যে গলে যায় এবং গরম ফাটল গঠনের ঝুঁকিতে থাকে।">টাইটানিয়াম খাদ"> (VT5L, VT6L) - উচ্চ নির্দিষ্ট শক্তি, উচ্চ তরলতা, হ্রাস ঢালাইযোগ্যতা, রাসায়নিকভাবে সক্রিয়, ভ্যাকুয়াম ঢালাই।
6. খাদ এর ঢালাই বৈশিষ্ট্য।
">1) তরলতা হল একটি তরল অবস্থায় একটি ছাঁচ পূরণ করার এবং একটি ছাঁচ এবং কোরের মাত্রা এবং আকারগুলি পুনরুত্পাদন করার ক্ষমতা। এটি খাদের অতিরিক্ত উত্তাপের তাপমাত্রা বৃদ্ধির সাথে বৃদ্ধি পায়। কার্বন এবং ফসফরাস তরলতা উন্নত করে।
">2) সংকোচন - শীতলকরণ এবং ঘনীভূতকরণের সময় ঢালাইয়ের আয়তন এবং আকারের একটি সাধারণ হ্রাস। লাভ প্রতিরোধ করার জন্য, এর দৃঢ়করণের সময় ধাতুর অতিরিক্ত সরবরাহের জন্য সেট করা হয়।
">3) অভ্যন্তরীণ ঢালাই চাপ - ঢালাই ধাতুর শীতল ও দৃঢ়করণের সময়, সংকোচনের ফলে, অভ্যন্তরীণ সংকোচনের চাপ দেখা দেয় যদি">, তারপরে বিকৃতি ঘটে। তারপরে যদি ফেটে যায়, একটি ফাটল তৈরি হয়। এটি উচ্চ তাপমাত্রার অঞ্চলে তরলতা বৃদ্ধি এবং ধীরগতির শীতলতা দ্বারা প্রতিরোধ করা যেতে পারে।
">4) অবসান (???) "> - এটি রাসায়নিক সংমিশ্রণে সংকরের ভিন্নতা, উভয় ঢালাইয়ের পৃথক অংশে (জোনাল) এবং ইস্পাত, কার্বন, ফসফরাস, সালফারের ক্রিস্টালয়েড (???) উভয় ক্ষেত্রেই মিশ্রিত ধাতুর অসামঞ্জস্যতা তৈরি করে। এটা ঢালা সময় খাদ ভাল মিশ্রণ দ্বারা প্রতিরোধ করা হয়.
">5) গ্যাসের শোষণ? গলে যাওয়ার সময়, ধাতু এবং সংকর ধাতুগুলি মরিচা, আর্দ্রতা, জ্বালানী থেকে গ্যাস (হাইড্রোজেন, মিথেন) শোষণ করতে সক্ষম হয় এবং সংকর মানের পরিবর্তন হয়। সংকর ধাতুগুলির মাধ্যমে গ্যাসগুলি যা এই সংকর ধাতুগুলি দ্বারা শোষিত হয় না, তবে দ্রবীভূত গ্যাসগুলি অপসারণ করে, বা ভ্যাকুয়াম চুল্লিগুলিতে গলে যাওয়ার ব্যবহার।
"> খাদ ঢালাই জন্য প্রয়োজনীয়তা:
"> 1) তাদের উচিত, যদি সম্ভব হয়, ছাঁচটি ভালভাবে পূরণ করা, অর্থাৎ উচ্চ তরলতা থাকা উচিত।
">2) তাদের অবশ্যই কম গলনাঙ্ক থাকতে হবে।
">3) ঠাণ্ডা হলে তাদের সামান্য সঙ্কুচিত হওয়া উচিত।
4) তাদের গ্যাস শোষণ করার সামান্য ক্ষমতা থাকতে হবে।
">5) তাদের অবশ্যই একটি ভাল কাঠামো থাকতে হবে৷
">6) তাদের অবশ্যই একটি সামান্য পৃথকীকরণ ক্ষমতা থাকতে হবে, যা কিছু জায়গায় একটি সংকর ধাতু।
">7) তাদের সর্বনিম্ন খরচ হওয়া উচিত।
">8) এগুলিকে সহজেই মেশিন করা উচিত, মোটামুটি ভাল ওয়েল্ডেবিলিটি থাকতে হবে।
7-8. বালি-কাদামাটির ছাঁচে ঢালাই: প্রযুক্তিগত প্রক্রিয়ার সারমর্ম, প্রযুক্তিগত ক্ষমতা, সুযোগ এবং সরঞ্জাম।
">1,2 - পাঁজর; " xml:lang="-none-" lang="-none-">৷
">3 – মডেল;
">4 - রড;
">5 - ফর্ম;
">6 - রাইজার;
"\u003e এই পদ্ধতিটি উপকরণের ঢালাইয়ের 70% পর্যন্ত দায়ী - ফাউন্ড্রি ছাঁচ তৈরির জন্য, ছাঁচনির্মাণ বালি এবং কাদামাটি ব্যবহার করা হয়। সংযোজন যুক্ত করার সাথে:
"> 1) সজ্জা এবং কাগজ শিল্পের বর্জ্য চূর্ণ হতে দেয় না। 2) কয়লা ধূলিকণা মিশ্রণগুলিকে পোড়াতে দেয় না। 3) জ্বালানী তেলের বর্জ্য অ লৌহঘটিত ধাতুগুলির মিশ্রণকে পোড়াতে দেয় না।প্রযুক্তিগত প্রক্রিয়া:
">1) ছাঁচনির্মাণ বালি তৈরি: - চুলায় বালি এবং কাদামাটি শুকানো
">-কল এবং রানারগুলিতে কাদামাটি পিষে একটি সূক্ষ্মভাবে ছড়িয়ে দেওয়া অবস্থায়
"> - মিশ্রণের মিশ্রণ - মিশ্রণের বার্ধক্য - ছাঁচনির্মাণে সরবরাহ
"\u003e 2) গঠন (একটি ছাঁচের রসিদ প্রদান করে) এটি নিশ্চিত করার জন্য, নিম্নলিখিতগুলি প্রয়োজনীয়: ফ্লাস্ক, ঢালাই মডেল এবং রড। একটি ঢালাই মডেল হল কাস্ট অংশের রূপরেখার একটি অনুলিপি, বিবেচনায় নিয়ে মেশিনিং ভাতা। ছাঁচ তৈরির উপাদান হল কাঠ (আখরোট, বিচ, বার্চ, লিন্ডেন, পাইন, স্প্রুস)। মডেলটি প্রায়শই ফাইবারগুলির বিভিন্ন দিক দিয়ে পৃথক টুকরো থেকে একসাথে আঠালো থাকে (বৃহত্তর শক্তির জন্য) এটি 5-500 সহ্য করে। ঢালাই. কখনও কখনও এটি ঢালাই লোহা, পিতল তৈরি করা হয়.
গহ্বর এবং গর্ত পেতে, রড তৈরি করা হয়।
"> ছাঁচগুলি এমন বাক্স যা শুধুমাত্র দেয়াল রয়েছে (FIG)
">3) ঢালা - ছাঁচে গলিত পদার্থ সরবরাহ করার পদ্ধতি কনফিগারেশন, দেয়ালের বেধ এবং ধাতুর উপর নির্ভর করে। ঢালাই লোহা ঢালার সময়, ধাতু পাতলা দেয়ালে সরবরাহ করা হয় যাতে অভিন্ন শীতলতা নিশ্চিত করা হয়। উপাদান, অর্থাৎ বড় সংকোচন বৈশিষ্ট্যগত।
কাস্টিং নির্ভুলতা ক্লাস:
">-আকার 100 কেজি পর্যন্ত 7-13 ক্লাস (বড় উত্পাদনে ছোট কাস্টিংয়ের জন্য 7; একক উত্পাদনে বড় কাস্টিংয়ের জন্য 13)
"> - সহনশীলতা 9-14 যোগ্যতা - রুক্ষতা 0.2 -40 মাইক্রন - ভাতা প্রতি পাশে 2.5 - 10 মাইক্রন
">সুবিধা: "> - বিভিন্ন উৎপাদন অবস্থার জন্য কর্মক্ষমতা
"> - কনফিগারেশনের জটিলতা - বিভিন্ন ওজন এবং মাত্রা
">অসুবিধা: ">-উচ্চ শ্রমের তীব্রতা-সময়কাল-ম্যানুয়াল ছাঁচনির্মাণে কম উত্পাদনশীলতা-নিম্ন মানের-উচ্চ ভাতা-নেতিবাচক পরিবেশগত প্রভাব
9. শেল মোল্ডে কাস্টিং: প্রযুক্তিগত প্রক্রিয়ার সারমর্ম, প্রযুক্তিগত ক্ষমতা, সুযোগ এবং টুলিং।
"> যেহেতু বেলে-কাদামাটির ছাঁচে ছাঁচের শক্তি কম, তাই এর জন্য প্রচুর পরিমাণে ছাঁচনির্মাণ বালি প্রয়োজন (প্রতি 1 টন ঢালাইয়ের জন্য 4-12 টন বালি ব্যবহার করা হয়)। স্তরটি.
">উপাদান: ">-কোয়ার্টজ বালি-থার্মোসেটিং রজন
এই ধরনের মিশ্রণের প্রসার্য শক্তি 15-20 গুণ বৃদ্ধি পায় এবং 5 MPa হয়
">কাস্টিং প্রক্রিয়া ">: এই সত্য দিয়ে শুরু হয় যে একটি বাড়িতে তৈরি ঢাল
মডেলটি ইনস্টল করা হয়েছে (এগুলি ধাতব), এগুলি 200-300 ডিগ্রিতে উত্তপ্ত হয়, একটি সীমাবদ্ধ লুব্রিকেন্ট দিয়ে লুব্রিকেট করা হয় এবং 10-30 সেকেন্ডের জন্য ধরে রাখা হয়। ছাঁচনির্মাণ বালি ঢেলে দেওয়া হয়, রজন উত্তপ্ত হয় এবং বালির দানাগুলিকে আবদ্ধ করে , 6-15 মিমি একটি শেল গঠন করে। মিশ্রণটি অপসারণের পরে, প্যাটার্ন প্লেটের সাথে শেলটি একটি ওভেনে স্থাপন করা হয়, যেখানে তারা 600-700 এ 3 মিনিট ধরে রাখা হয়, যখন রজন একটি কঠিন অবস্থায় পরিবর্তিত হয়। যে, শেলটি বাইরে ঠেলে দেওয়া হয়। যদি ছাঁচে দুটি থাকে, তবে সেগুলিকে আঠালো করা হয়। প্রয়োজনে, একটি রড ইনস্টল করা হয় এবং ধাতু ঢেলে দেওয়া হয়। ঢালাইয়ের পরে শেলটি সহজেই ধ্বংস হয়ে যায়, কারণ রজনটির কিছু অংশ পুড়ে যায়। .মিশ্রণটি পুনরায় তৈরি করা হয় (?), অর্থাৎ আগুন-প্রতিরোধী ফিলারটি আবার ব্যবহার করা যেতে পারে।
বৈশিষ্ট্য:
">-শেল ছাঁচ গরম ধাতব সরঞ্জাম ব্যবহার করে তৈরি করা যেতে পারে।
">-বালি-রজন মিশ্রণের উচ্চ প্রবাহযোগ্যতা রয়েছে, অর্থাৎ মাত্রিক নির্ভুলতা বৃদ্ধি পায় (8 গুণমান" xml:lang="en-US" lang="en-US">Rz"> = 40-80 মাইক্রন)। - ঢালাইয়ের ভর 0.5-50 কেজি।
"> - পদ্ধতির কার্যকারিতা, ভাতা 2 গুণ হ্রাস করা হয়।
"> - যন্ত্রের পরিমাণ কমে গেছে।
"> - বালির আয়তন কমে গেছে।
"> - সময় গ্রাসকারী নকআউট অপারেশন বাদ দেওয়া হয়.
"> এই পদ্ধতিটি সর্বাধিক যৌক্তিকভাবে ব্যাপক উত্পাদনে ব্যবহৃত হয় (প্রতি বছর কমপক্ষে 200 ঢালাই)
">অসুবিধা: "> - গরম সরঞ্জামে কাজ। - ভারী ওয়ার্কপিস তৈরিতে ঢালাই ছাঁচের নির্ভুলতা হারানো।
">10. বিনিয়োগ কাস্টিং: প্রযুক্তিগত প্রক্রিয়ার সারাংশ, প্রযুক্তিগত ক্ষমতা, সুযোগ এবং টুলিং।
"> পদ্ধতির সারমর্ম একটি অবিচ্ছেদ্য এক-সময়ের মডেল ব্যবহারের মধ্যে রয়েছে।
"> একই সময়ে, গলিত ঢালা আগে, মডেল fusing, squeezing, দ্রবীভূত দ্বারা তাদের ফর্ম থেকে সরানো হয়।
প্রযুক্তিগত প্রক্রিয়া:
"> একটি মডেল বা একটি মডেলের একটি লিঙ্ক একটি ছাঁচে তৈরি করা হয়, যার কার্যকারী প্লেনে একটি ভাতা সহ একটি ঢালাইয়ের কনফিগারেশন রয়েছে, মেশিন করার জন্য মডেলটি এমন উপকরণ থেকে তৈরি করা হয় যার কম গলনাঙ্ক রয়েছে (মোম, প্যারাফিন) , দ্রবীভূত করার একটি উচ্চ ক্ষমতা (কার্বনাইট), গেটিং সিস্টেম এবং রাইজারের মডেলগুলির সাহায্যে ব্লকগুলি তৈরি না করেই পুড়িয়ে ফেলার ক্ষমতা। উপরন্তু, শেল মোল্ডগুলির জন্য একটি তরল ছাঁচনির্মাণ বালি (সাসপেনশন) সহ মোলগুলির একটি স্তর গঠন করে। পৃষ্ঠে 1 মিমি-এর কম, শেলটি 3-10 স্তরে পরাগায়নের মাধ্যমে তৈরি হয়, প্রতিটি স্তর বাতাসে বা অ্যামোনিয়াতে শুকানো হয়। এর পরে, মডেলের রচনাটি 100 ডিগ্রিতে গলে যায়, অতিরিক্তভাবে ক্যালসাইন করা হয়। শীতল হওয়ার পরে এবং শক্ত হয়ে যাওয়া, সিরামিক ছাঁচটি ধ্বংস হয়ে যায়। প্রক্রিয়াটি 1.4 মিমি থেকে একটি মসৃণ পরিষ্কার পৃষ্ঠ (8-11 গুণমান) ভাতা প্রদান করে। এই প্রক্রিয়াটি সর্বাধিক সিআইএম (85-95%) প্রদান করে আকৃতির উন্নতির কারণে, 0.8-2 মিমি কাস্টিং প্রাপ্ত করা যাবে.
">সুবিধা: "> - যে কোনও খাদ, যে কোনও কনফিগারেশন, পাতলা-প্রাচীরের ঢালাই পাওয়ার সম্ভাবনা। - জটিল কাঠামো তৈরি করার ক্ষমতা যা বিভিন্ন অংশকে একত্রিত করে। - একক এবং ব্যাপক উত্পাদন উভয় ক্ষেত্রেই সংগঠিত করার সম্ভাবনা। - ছাঁচনির্মাণের খরচ হ্রাস করা উপকরণ - ক্ষতিকারক প্রভাব হ্রাস.
">অসুবিধা: "> - শ্রমের তীব্রতা এবং সময়কাল৷ - ঢালাইয়ের গুণমানকে প্রভাবিত করে এমন অনেকগুলি কারণ৷
"> 11. ধাতব ছাঁচে ঢালাই (চিল মোল্ড): প্রযুক্তিগত প্রক্রিয়ার সারমর্ম, প্রযুক্তিগত ক্ষমতা, সুযোগ এবং সরঞ্জাম।
">চিল মোল্ড হল একটি গলে ভরা একটি ধাতব ছাঁচ; এটি বারবার ব্যবহার করা হয়। এতে দুটি অর্ধ-ছাঁচ, একটি প্লেট এবং সন্নিবেশ থাকে। অর্ধ-ছাঁচগুলি পারস্পরিকভাবে পিনের সাথে কেন্দ্রীভূত হয় এবং তালা দ্বারা সংযুক্ত থাকে। এর পরামিতিগুলি ছাঁচটি খাদের সংকোচনের দ্বারা ঢালাইয়ের মানকে ছাড়িয়ে যায়। এবং শীতল হয়। গলিত হয় গেটিং সিস্টেমের মাধ্যমে, এবং ফিডটি রাইজারের মাধ্যমে বাহিত হয়। ছাঁচের দেয়ালের মাধ্যমে গ্যাস অপসারণ করা হয়। .ছাঁচের নকশা জটিল হতে পারে (এক-টুকরা, অনুভূমিক, উল্লম্ব এবং বেশ কয়েকটি সমতল সংযোগকারী সহ)
প্রযুক্তিগত প্রক্রিয়া:"> 1) কাজের জন্য ছাঁচের প্রস্তুতি: সংযোগকারীর পৃষ্ঠটি পুঙ্খানুপুঙ্খভাবে পরিষ্কার করা হয়; অংশগুলির চলাচলের সহজতা, কেন্দ্রের নির্ভুলতা পরীক্ষা করা হয়; ছাঁচের পৃষ্ঠে অবাধ্য আবরণ এবং পেইন্টের একটি স্তর প্রয়োগ করা হয়; ছাঁচটি অপারেটিং তাপমাত্রায় উত্তপ্ত হয় (473-623)
">2) গলে যাওয়া
"> ঢালাই ধাতুর সাথে ছাঁচের মিথস্ক্রিয়া বৈশিষ্ট্য:
"> ধাতব ছাঁচের একটি উচ্চ তাপ পরিবাহিতা, তাপ ক্ষমতা, প্রায় শূন্য গ্যাস ব্যাপ্তিযোগ্যতা। 1) ঢালাই উপাদান ঠান্ডা করার প্রক্রিয়া আরও নিবিড় (একটি সূক্ষ্ম-দানাযুক্ত এবং ঘন কাঠামো পাওয়া যায়)
"\u003e 2) উপাদানের হাইড্রোফ্লুইডিটি হ্রাস পায়, অর্থাৎ ছাঁচের ভরাট আরও খারাপ হয় (পাতলা-প্রাচীরযুক্ত ঢালাই পাওয়া যায় না) 3) ছাঁচটি কার্যত অপ্রতিরোধ্য, তাই এটি উচ্চতর নির্ভুলতা প্রদান করা সম্ভব (12-15 গ্রেড) ) তবে একই সময়ে এটি উল্লেখযোগ্য অভ্যন্তরীণ চাপ তৈরিতে অবদান রাখে (ফাটল, জাহাজ নির্মাণ) 4) ছাঁচের অভ্যন্তরীণ পৃষ্ঠটি একটি মুখোমুখি মিশ্রণ দিয়ে আবৃত থাকে, তাই পৃষ্ঠের রুক্ষতা কম (8-10 মাইক্রন)
">সুবিধা: "\u003e -শ্রম উৎপাদনশীলতা বৃদ্ধি (2-3 বার)।
"> -মূলধন বিনিয়োগের খরচ হ্রাস করা (কাস্টিং অপসারণ বৃদ্ধি করা 1)। -কাস্টিংয়ের গুণমান উন্নত করা।-স্যানিটারি এবং স্বাস্থ্যকর অবস্থার উন্নতি করা।-সম্পূর্ণ স্বয়ংক্রিয়করণ এবং যান্ত্রিকীকরণের সম্ভাবনা।
">অসুবিধা: "> - ছাঁচের উচ্চ মূল্য, এর উত্পাদনের জটিলতা।
"> - অভ্যন্তরীণ চাপের গঠন। - জটিল কনফিগারেশনের ঢালাই পেতে অসুবিধা। এগুলি সিরিয়াল এবং ব্যাপক উত্পাদনে ব্যবহৃত হয়: প্রতি বছর 20 টিরও বেশি বড় এবং 400টি ছোট কাস্টিংয়ের একটি সর্বনিম্ন ব্যাচ (ঢালাই লোহা) 400-700 ঢালাই প্রতি বছর (অ্যালুমিনিয়াম)।
12. কেন্দ্রাতিগ ঢালাই: প্রযুক্তিগত প্রক্রিয়ার সারাংশ, প্রযুক্তিগত ক্ষমতা, সুযোগ এবং সরঞ্জাম।
">এটি হল কাস্টিং তৈরির একটি পদ্ধতি, যাতে ছাঁচে ঢেলে দেওয়া ধাতু কেন্দ্রের শক্তির অধীন হয়। ঘূর্ণায়মান ছাঁচ ব্যবহার করা হয়, অর্থাৎ ঢালাই, শুধুমাত্র বিপ্লবের সংস্থা। ছাঁচের উপাদানের উপর কোন বিধিনিষেধ নেই। যেহেতু ছাঁচ ঘূর্ণায়মান, ড্রাইভ ব্যবহার করা হয় (প্রায়শই সমস্ত বৈদ্যুতিক) এই জাতীয় মেশিনগুলিকে সেন্ট্রিফিউগাল বলা হয়; আবর্তনের একটি অনুভূমিক এবং উল্লম্ব অক্ষ সহ।
"> একটি অনুভূমিক অক্ষ সহ মেশিনগুলিতে পাইপগুলি প্রধানত প্রাপ্ত হয়, একটি উল্লম্ব অক্ষ সহ, কম ঢালাই (ব্যাস উচ্চতার চেয়ে অনেক বেশি)
">ক) ফোরজিং খ) একটি ED স্পিন্ডেল সহ একটি ছাঁচ। কেন্দ্রীভূত শক্তির ক্রিয়ায় গলিত (3) ছাঁচের দেয়ালে নিক্ষিপ্ত হয় এবং শক্ত হয়ে যায়। 100% জল আউটপুট দেয়। ঢালাই গঠনের শর্ত ঢালাই উপাদান দ্বারা নির্ধারিত হয়. কম হতে পারে, কিন্তু ভিতরে থেকে আরো.
">সুবিধা: ">-শূন্যতার সামান্য উপস্থিতির কারণে ঢালাইয়ের ঘনত্ব বেশি।-গ্যাটিং সিস্টেমের অনুপস্থিতির কারণে ধাতুর কম ব্যবহার।-কোর তৈরির খরচ দূর করা।-ভরাটের উপর তরলতার প্রভাব দূর করা। ছাঁচ।-দুটি ভিন্ন সংকর ধাতু থেকে ঢালাই উৎপাদনের সম্ভাবনা: চাঙ্গা, গলিত ঢালাই, বিভিন্ন সংকর ধাতু পরপর ঢালা।
">অসুবিধা: "> মুক্ত পৃষ্ঠের পাশ থেকে ব্যাসের সঠিকতা (উচ্চতার পার্থক্য) শক্তিশালী করার সময়, শক্তিবৃদ্ধি প্রথমে ছাঁচে ইনস্টল করা হয়, যা একটি ভিন্ন রচনার একটি খাদ দিয়ে ঢেলে দেওয়া হয়, যা পরিধান হ্রাস করে। ঢালাই করার সময়, একটি ধাতব হাতা প্রথমে ইনস্টল করা হয়, তারপর খাদটি ঢেলে দেওয়া হয়। অনুক্রমিক ঢালা হলে, একটি ধাতু প্রথমে ঢেলে দেওয়া হয়, তারপর যখন এটি শক্ত হয়ে যায়, তখন এটি কেবল অভ্যন্তরীণ পৃষ্ঠগুলিতে থাকে না, আরেকটি ধাতু ঢেলে দেওয়া হয়।
"> ঢালাইয়ের জন্য ন্যূনতম ভাতাগুলি ধূসর ঢালাই আয়রনের জন্য সেট করা হয়, তারপর ভাতাগুলি বৃদ্ধি পায়৷
">13. ইনজেকশন ছাঁচনির্মাণ।
গলিত ধাতুটি একটি বিশেষ ম্যানিনার চেম্বারে ঢেলে দেওয়া হয় এবং তারপর এই চেম্বারে চাপের মধ্যে চলে যায়। স্প্রু চ্যানেলের মাধ্যমে এটি পূর্ণ হয় উচ্চ গতিছাঁচ গহ্বর, অত্যধিক চাপ অধীনে শক্ত হয়ে যায়, একটি ঢালাই গঠন, ঢালাই ছাঁচ খোলার পরে, ঢালাই সরানো হয়।
বৈশিষ্ট্য:
"> স্লাইডিং ধাতব ছাঁচ এবং তরল ধাতুর উপর অতিরিক্ত চাপ উচ্চ মানের, নির্ভুলতা এবং কম রুক্ষতার ঢালাই পাওয়া সম্ভব করে তোলে। একটি উল্লম্ব কোল্ড প্রেসিং চেম্বার সহ মেশিনের পরিচালনার স্কিম:
"> গলিত করা হয় প্রেসিং চেম্বারে (2) এবং পিস্টন দ্বারা (1) মাধ্যমে!!! ... চলমান অর্ধেক (7) এবং অস্থাবর অর্ধেক (6), বাকি অংশ নিয়ে গঠিত ছাঁচে। ধাতু চেম্বারের বাইরে ধাক্কা দেওয়া হয় (2) পিস্টন দ্বারা (3) স্প্রিং দিয়ে (4) সমাপ্ত ঢালাই (8) স্প্রুস সহ একসাথে ছাঁচের চলমান অর্ধেক (7) থেকে সরানো হয়।
চাপ 30-177 MPa। ছাঁচে তরল ধাতুর মুক্তির হার 0.5-120 m/s থেকে।
"> ঢালাই ছাঁচ 0.1-0.01 সেকেন্ডে ভরা হয়।
ধাতুর চলাচলের উচ্চ প্লাস্টিক শক্তিও একটি ভাল পৃষ্ঠ ফ্রিকোয়েন্সি প্রাপ্ত করা সম্ভব করে। ঢালাইয়ের ছাঁচের ব্যবহার, সেইসাথে ঢালাইয়ের দৃঢ়করণের সময় চাপের ক্রিয়া, 7-9 নির্ভুলতা অর্জনে অবদান রাখে শ্রেণীসমূহ." xml:lang="en-US" lang="en-US">Rz 20-10 মাইক্রন " xml:lang="en-US" lang="en-US">Ra"> 1,25-0,63
">এর থেকে কাস্টিং পান৷" xml:lang="en-US" lang="en-US">আল">, " xml:lang="en-US" lang="en-US">Cu">, " xml:lang="en-US" lang="en-US">Zn">-মিশ্র ধাতু।
"> ইনজেকশন ছাঁচনির্মাণের সময় ঢালাইয়ের ভর মেশিনের শক্তির উপর নির্ভর করে এবং আসলে কয়েক গ্রাম থেকে কেজি পর্যন্ত হতে পারে।
"> মাটিতে ঢালাই করে প্রাপ্ত কাস্টিংয়ের শক্তি 10-15% বৃদ্ধি পায়।
"> গঠনের অবনতি হয়, কারণ ছাঁচ ভরাট করার প্রক্রিয়ায়, লুব্রিকেন্টের দহন থেকে বায়ু এবং গ্যাস তৈরি হয় এবং গ্যাস-এয়ার পোরোসিটি তৈরি করে।
"> «+» "> 1. 1 মিমি থেকে কম একটি ছোট প্রাচীর বেধ এবং একটি বৃহৎ এলাকার একটি উন্নত পৃষ্ঠ সঙ্গে ঢালাই প্রাপ্তি; 2. গুণমান উন্নত করা; 3. উত্পাদন, সমাবেশ এবং ছাঁচের নকআউটের শ্রম-নিবিড় ক্রিয়াকলাপ সম্পূর্ণ বর্জন, যেহেতু ধাতব ছাঁচ বারবার ব্যবহার করা হয়, নিষ্কাশন প্রক্রিয়া 4. স্যানিটারি এবং স্বাস্থ্যকর কাজের অবস্থার উল্লেখযোগ্য উন্নতি।
"> «-» "> 1. মাত্রা এবং ওজনের পরিপ্রেক্ষিতে ঢালাইয়ের সীমাবদ্ধতা; 2. ছাঁচের উচ্চ খরচ; 3. শ্রম-নিবিড় উত্পাদন, সীমিত ছাঁচের স্থায়িত্ব, বিশেষ করে লৌহঘটিত ধাতু ঢালাই করার সময়; 4. গ্যাস সংকোচন এবং ছিদ্রতা।
">14. ইলেক্ট্রোস্ল্যাগ কাস্টিং। FIG।
গলে যাওয়া এবং জমাট বাঁধার প্রক্রিয়া একই সাথে ঘটে।
"> প্রক্রিয়ার শুরুতে, একটি জল-ঠাণ্ডা তামার ছাঁচ 6 একটি প্রাথমিক গলিত স্ল্যাগ 4 দিয়ে ঢেলে দেওয়া হয়। স্ফটিককরণের নীচের অংশে অবস্থিত রিমেল্টেড ইলেক্ট্রোড 7 এবং বীজ 1-এ একটি বৈদ্যুতিক প্রবাহ সরবরাহ করা হয়। স্ল্যাগ স্নানের একটি কম বৈদ্যুতিক পরিবাহিতা রয়েছে, তাই, যখন একটি বৈদ্যুতিক প্রবাহ এটির মধ্য দিয়ে যায়, তখন প্রচুর পরিমাণে স্ল্যাগ বাথ 1973 সেন্টিগ্রেড তাপমাত্রায় উত্তপ্ত হয়, যার কারণে ইলেক্ট্রোডগুলির প্রান্তগুলি এতে নিমজ্জিত হয়। ছাঁচের নীচের অংশে শক্ত হয়।
"> ঢালাই 2 প্রাপ্তির পরে, ইলেক্ট্রোড 7 গলে যাওয়ার সাথে সাথে উপরে তোলা হয়। ঢালাইয়ে একটি অভ্যন্তরীণ গহ্বর গঠনের জন্য, একটি ধাতব রড 5 ইনস্টল করা হয়, যা উপরে উঠে যায়। প্রক্রিয়াটির সারমর্ম হল এই যে গলে যায় সময় এবং জায়গায় ছাঁচ পূরণ করে একত্রিত করা হয়। ঢালাই ধীরে ধীরে ছাঁচে যায়। ছাঁচের 2টি কাজ আছে, এটি একটি ঢালাই গঠন করে। এটি বিশেষ স্টিল এবং অ্যালয় এবং কাস্টিং থেকে আকৃতির কাস্টিং পেতে ব্যবহৃত হয়। দায়িত্বশীল নিয়োগ, যা প্রযুক্তিগত বৈশিষ্ট্য এবং গুণমানের জন্য উচ্চ প্রয়োজনীয়তার বিষয়।
"> ঢালাই যেমন সিলিন্ডার, গোলাকার এবং ডিম্বাকৃতি পাইপ, ভালভ বডি, তাপ এবং পারমাণবিক বিদ্যুৎ কেন্দ্র। অতি-উচ্চ চাপের জাহাজ, সংযোগকারী রড ইত্যাদি।
">15. ক্রমাগত কাস্টিং
">তরল ধাতুকে এক প্রান্ত থেকে সমানভাবে এবং অবিচ্ছিন্নভাবে একটি ঠান্ডা ছাঁচে (2) টানা হয় এবং একটি শক্ত রডের আকারে অন্য প্রান্ত থেকে একটি বিশেষ প্রক্রিয়ার সাহায্যে টেনে আনা হয়, যার ফলস্বরূপ ক্রমাগত দৃঢ়করণের জন্য পরিস্থিতি তৈরি হয়। ঢালাইয়ের। কাস্টিংগুলি উচ্চ যান্ত্রিক শক্তি সহ সংকোচন গহ্বর ছাড়াই ঘন হয়।
"> ট্রে (4) বীজ সহ (5) ছাঁচের নীচের অংশে ইনস্টল করা।
"> মই (1) থেকে ঢালাই গহ্বরে (6) পরিবেশন করা হয়।
বেধ 10-16 মিমি। গতি 0.75-1 মি/মিনিট।
"> ঢালাইয়ের প্রক্রিয়ায় - ছাঁচ থেকে পাইপের ক্রমাগত নিষ্কাশন, যা উচ্চ শক্তি নিশ্চিত করে। ঢালাইয়ের গুণমান ধাতব ছাঁচে ঢালাইয়ের সাথে মিলে যায়। পাইপ Ф ০.৮ মিটার পর্যন্ত এবং" xml:lang="en-US" lang="en-US">l">=10মি.
">"+" 1. সীমাহীন দৈর্ঘ্যের বিভিন্ন ক্রস-সেকশনের ঢালাই প্রাপ্তি, ফলন বৃদ্ধি, ঢালাই ছাঁচ তৈরির জন্য কম খরচ। 2. ধাতু ঢালাই প্রক্রিয়াগুলির অটোমেশন, অপারেশনের শ্রম তীব্রতা সম্পূর্ণ নির্মূল। স্যানিটারি মান।
">"-" গলে শীতল হওয়ার তীব্রতা বৃদ্ধি পায়, যা অভ্যন্তরীণ চাপের দিকে নিয়ে যায়।
">16. স্কুইজ কাস্টিং
"> সারমর্ম হল যে ছাঁচের পূরণযোগ্যতা উন্নত করতে এবং ঢালাইয়ের গুণমান উন্নত করার জন্য, প্রক্রিয়াটি এমনভাবে সম্পাদিত হয় যে ছাঁচটি গলে যাওয়ার সাথে সাথে ঢালাইয়ের জিওম। মাত্রা এবং আকৃতি পরিবর্তন হয়। এটি গলে তাপের ক্ষতি কমায় এবং পাতলা দেয়ালযুক্ত এবং বড় আকারের ঢালাইয়ের জন্য ছাঁচটি সর্বোত্তমভাবে পূরণ করে।
"> প্রক্রিয়াটি 2 উপায়ে সম্পন্ন করা যেতে পারে:
"> 1. ছাঁচের অর্ধেক একটি স্থির অক্ষের দিকে ঘুরানো।
"> 2. 2টি অর্ধ-ফর্মের একটির সমতল-সমান্তরাল আন্দোলন।
"> ছাঁচ প্রস্তুত এবং একত্রিত করার পরে, ফাউন্ড্রি ইনস্টলেশন স্টেজ 1 এর ধাতব রিসিভারের নীচের অংশে গলে ঢেলে দেওয়া হয়, তারপরে এই ফর্মটি পর্যায় 2 হয়ে যায় এবং গলে যায় ইনস্টলেশনে, অর্ধেক-এর মধ্যে গহ্বরটি পূরণ করে। ছাঁচ এবং পাশের দেয়াল যা প্রান্ত থেকে ইনস্টলেশন বন্ধ করে দেয়। গলানো ভলিউমের কনফিগারেশনটি এমন যে তাদের তাপের ক্ষয় কম আকারে হয়। অর্ধ-ছাঁচের পদ্ধতির শেষে, পর্যায় 3, মধ্যে দূরত্ব এগুলি ঢালাই প্রাচীরের পুরুত্বের সাথে মিলে যায়, এবং অতিরিক্ত ধাতু রিসিভিং ক্রুসিবলের মধ্যে নিষ্কাশন করা হয়। ঢালাইটি ইনস্টলেশন থেকে সরানো হয়, এইভাবে 2 মিমি পর্যন্ত একটি ছোট প্রাচীর বেধ এবং একটি উল্লেখযোগ্য এলাকা দিয়ে কাস্টিংগুলি পাওয়া যায় 1000x3000 (প্যানেল, স্যাটেলাইট অংশ) (" xml:lang="en-US" lang="en-US">আল"> 2, " xml:lang="en-US" lang="en-US">আল">4, " xml:lang="en-US" lang="en-US">আল"> 6, " xml:lang="en-US" lang="en-US">Mn">5) ঢালাইগুলির একটি ভাল গঠন, যান্ত্রিক বৈশিষ্ট্য রয়েছে। এই কারণে যে ঢালাই প্রক্রিয়ার গঠন একই সাথে ঢালাই ছাঁচের ভরাটের সাথে এবং এটি ভরাটের সময় শেষ হয়। ভাল ফলন মহান নয় 8 -10%। প্রক্রিয়াটির শ্রমের তীব্রতা কম এবং ঢালাই পণ্য রয়েছে।
">17. লিকুইড মেটাল স্ট্যাম্পিং
">তরল ধাতু স্ট্যাম্পিং হল প্রগতিশীল প্রযুক্তিগত প্রক্রিয়াগুলির মধ্যে একটি যা উচ্চ শারীরিক, যান্ত্রিক এবং কর্মক্ষম বৈশিষ্ট্য সহ, কম মেশিনিং ফাঁকের সাথে ঘন ফাঁকা স্থান পেতে দেয়।
">তরল ধাতু স্ট্যাম্পিং প্রক্রিয়া ঢালাই এবং গরম ফোরজিং প্রক্রিয়াগুলিকে একত্রিত করে৷
"> প্রক্রিয়াটির মধ্যে রয়েছে যে গলে যাওয়া, ছাঁচের ম্যাট্রিক্সে ঢেলে, একটি হাইড্রোলিক প্রেসের স্লাইডে স্থির করা একটি পাঞ্চের সাহায্যে দৃঢ়করণের শেষ না হওয়া পর্যন্ত কম্প্যাক্ট করা হয়।
"> পাঞ্চ এবং ম্যাট্রিক্সের জোড়া একটি বদ্ধ আকৃতির গহ্বর গঠন করে। ওয়ার্কপিসের বাইরের কনট্যুরগুলি একটি বিভক্ত আকারে প্রাপ্ত হয় যদি অংশটিতে বাহ্যিক প্রোট্রুশন থাকে, অথবা একটি এক-টুকরা আকারে - প্রোট্রুশনের অনুপস্থিতিতে। অভ্যন্তরীণ গহ্বরগুলি তরল ধাতুতে একটি পাঞ্চ প্রবর্তন করে গঠিত হয়।
"> ছাঁচ থেকে সরানোর পরে, ওয়ার্কপিসটি বিভিন্ন ধরণের প্রক্রিয়াকরণের শিকার হয় বা আরও প্রক্রিয়াকরণ ছাড়াই ব্যবহার করা হয়।
">উচ্চ চাপের প্রভাবে এবং দ্রুত শীতলগলে দ্রবীভূত গ্যাসগুলি শক্ত দ্রবণে থাকে। সমস্ত সঙ্কুচিত শূন্যস্থানগুলি অ-কঠিন গলে ভরা হয়, যার ফলস্বরূপ ওয়ার্কপিসগুলি ঘন হয়, একটি সূক্ষ্ম-দানাযুক্ত কাঠামো সহ, যা জলবাহী চাপের অধীনে কাজ করা অংশগুলি তৈরি করা সম্ভব করে।
"> এইভাবে, বাইরের পৃষ্ঠে বিভিন্ন আকৃতির জোয়ারের সাহায্যে জটিল ফাঁকা স্থানগুলি পাওয়া যেতে পারে, যা অংশের প্রধান সামগ্রিক মাত্রার বাইরে চলে যায়৷ শুধুমাত্র পাঞ্চের গতিবিধির সাথেই নয়, তবে শূন্যস্থানগুলিতে গর্তগুলি পাওয়া যেতে পারে৷ এছাড়াও লম্ব দিকে.
"> ধাতব এবং নন-মেটাল ফিটিংগুলিকে ফাঁকা জায়গায় চাপানো সম্ভব৷
"> প্রক্রিয়াটি ম্যাগনেসিয়াম, অ্যালুমিনিয়াম, তামা, দস্তা, সেইসাথে লৌহঘটিত ধাতু থেকে বিশুদ্ধ ধাতু এবং সংকর ধাতু থেকে আকৃতির ফাঁকা পেতে ব্যবহৃত হয়।
">18.কাস্ট বিলেটের নকশা
"> কাস্টিং এর ডিজাইনের জন্য প্রয়োজনীয়তা:
"> নিম্নলিখিত প্রয়োজনীয়তা পূরণ করা আবশ্যক:
"> 1) কাস্টিং, যদি সম্ভব হয়, ন্যূনতম সংখ্যক পাঁজর, প্রোট্রুশন এবং অভ্যন্তরীণ গহ্বর সহ একটি সাধারণ বাহ্যিক রূপরেখা থাকা উচিত। 2) কাস্টিংয়ের নকশাটি তার পরিষেবা বৈশিষ্ট্য, শক্তি, দৃঢ়তা, নিবিড়তা উচ্চ স্তরের নিশ্চিত করা উচিত। 3) ঢালাইয়ের নকশাটি ফাউন্ড্রি ফর্মের সাথে এর মিথস্ক্রিয়াকে বিবেচনায় নেওয়া উচিত। 4) কাস্টিংয়ের নকশাটি নির্বাচিত কাস্টিংয়ের পরিপ্রেক্ষিতে যথেষ্ট পরিমাণে উত্পাদনযোগ্য হতে হবে।
"\u003e 5) ঢালাইয়ের বেস সারফেসগুলিতে যন্ত্রের জন্য সুবিধাজনক ব্যবস্থা থাকা উচিত। 6) এই অবস্থার অধীনে ঢালাইয়ের নকশার জন্য ব্যবস্থা করা উচিত" xml:lang="en-US" lang="en-US">মিনিট"> উপাদান খরচ। 7) ঢালাই অবশ্যই কমপ্যাক্ট হতে হবে, বড় পণ্যগুলিকে অবশ্যই কয়েকটি অংশে ভাগ করতে হবে।"> একটি ঢালাই অঙ্কন উন্নয়ন."> প্রাথমিক তথ্য: 1. অংশ অঙ্কন 2. রিলিজ প্রোগ্রাম সম্পর্কে তথ্য 3. উপাদান 4. সমাবেশে অংশের বরাদ্দ।"> শুরুতে "> একটি ঢালাই বিকাশ করার সময়, প্রথমত, এটির উত্পাদনশীলতা মূল্যায়ন করা প্রয়োজন। অংশটির নকশা এবং যদি সম্ভব হয়, স্থিতিস্থাপকতা অধ্যয়ন করুন। অভ্যন্তরীণ পৃষ্ঠ, গর্ত পাওয়ার সম্ভাবনা মূল্যায়ন করা প্রয়োজন, মনে রাখবেন যে রডের সংখ্যা উল্লেখযোগ্যভাবে ছাঁচ তৈরি এবং একত্রিত করার জটিলতা বাড়ায় তারা বিয়ের সম্ভাবনা বাড়িয়ে দেয়।"> ছাঁচনির্মাণ ঢালাইয়ের সুবিধা নিশ্চিত করা।"> ঢালাই তৈরির জন্য প্রযুক্তিগত প্রক্রিয়ার বিকাশ ছাঁচে এর অবস্থানের জন্য সম্ভাব্য বিকল্পগুলি বিবেচনা করে শুরু হয়। 1. বিচ্ছেদ পৃষ্ঠের নির্বাচন।
"> যে পৃষ্ঠের সাথে, ছাঁচটি একত্রিত করার সময়, এর নীচের এবং উপরের অংশগুলিকে সংযুক্ত করা হয় তাকে বিভাজন পৃষ্ঠ বলে। ছাঁচ থেকে মডেলের বিনামূল্যে অপসারণ, ছায়া পদ্ধতি ব্যবহার করা হয়। যখন ঢালাইয়ের স্নান সমান্তরাল বিমের মাধ্যমে দেখা যায়, তখন সমস্ত বিভাগে অন্ধকার এলাকাগুলি কোথাও দেখা যায় না। গ) ঢালাইয়ের অভ্যন্তরীণ পৃষ্ঠগুলিতে পর্যাপ্ত সংখ্যা থাকতে হবে জানালা বা খোলা, যার আকার এবং অবস্থান ছাঁচের অংশগুলির সঠিক এবং স্থিতিশীল ব্যবস্থা নিশ্চিত করতে হবে।"> কাস্টিংয়ের গুণমান নিশ্চিত করা"> ঢালাই স্তরের গুণমান বিভিন্ন অংশতরল ধাতু দিয়ে ছাঁচ ভর্তি করার সময় ছাঁচ একই হবে না, গলে যাবে, ধাতু নিজেই দূষণ সম্ভব এবং সংগ্রহ করে উপরে উঠবে। ধাতুতে দ্রবীভূত গ্যাসগুলি ঢালাইয়ের উপরের অংশে উঠে যায় এবং পাললিক খোলসও তৈরি হয়। সর্বোত্তম ঢালাই মানের ছাঁচ নীচে গঠিত হয়.
">ঢালাইয়ের প্রাচীর বেধ বরাদ্দ করা"> ন্যূনতম প্রাচীর বেধের নিয়োগ। যদি দেয়ালের বেধ খুব বেশি হয়, তাহলে এর ফলে পাললিক খোলস, ছিদ্র ইত্যাদি দেখা দিতে পারে। শেষ পর্যন্ত, দেয়ালের শক্তি হ্রাস পায় এবং ধাতুর ব্যবহার বৃদ্ধি পায়। যদি দেয়ালের বেধ অবমূল্যায়ন করা হয়, তারপর এই ক্ষেত্রে এটি একটি উত্পাদনযোগ্য ঢালাই প্রাপ্ত করা কঠিন: অসমাপ্ত ধাতু ছাঁচ, voids, ফাটল.
অংশের মাত্রার উপর নির্ভর করে ন্যূনতম বেধ নির্বাচন করা যেতে পারে: N \u003d (2 * l + b + h) / 3. বালি ঢালাইয়ের জন্য, বিশেষ সময়সূচী রয়েছে যা অনুসারে এই বেধটি নির্বাচন করা হয়। যদি N> 8, তারপর ইস্পাত এবং ঢালাই লোহা ঢালাই জন্য প্রাচীর বেধ 40-30 মিমি কম না নেওয়া হয়?. n<0,1 для алюминиевых сплавов минимальная толщина стенки 2мм, медь, олово - 2.5 мм. -4 мм.
"\u003e যদি প্রাপ্ত ন্যূনতম প্রাচীরের বেধটি অঙ্কনে নির্দেশিত হতে দেখা যায়, তবে ডিজাইনারের সাথে চুক্তিতে সামঞ্জস্য করা প্রয়োজন। কাস্টিংগুলিতে ওভারলে নিয়োগ করা
"> ল্যাপকে ঢালাইয়ের প্রযুক্তিগত বিভাগ বলা হয়, যেখানে ঢালাই পদ্ধতি দ্বারা গর্ত, গহ্বর গহ্বর পাওয়া কঠিন বা অসম্ভব।
19. বেস এবং সাইজিং নির্বাচন করার নিয়ম
"> বেস - পৃষ্ঠ, পৃষ্ঠের সংমিশ্রণ, অক্ষ, পয়েন্ট = ওয়ার্কপিস। মেশিনিংয়ের সময় বেসিংয়ের জন্য ব্যবহৃত হয়। বেস: ফিনিশিং, রাফ মেশিনিং। রুক্ষ বেস নির্বাচন করার সময়, নিম্নলিখিত সুপারিশগুলি বিবেচনায় নেওয়া উচিত: 1. রুক্ষতার মাত্রা বেস, যদি সম্ভব হয়, ন্যূনতম হওয়া উচিত, এই ক্ষেত্রে এর বিচ্যুতি এবং বিচ্যুতি ন্যূনতম হবে।2। সবচেয়ে ভালো হয় যদি বেস পৃষ্ঠগুলি ছাঁচের নীচের অংশে অবস্থিত হয় এবং ছাঁচের ছাপের কারণে এতে গঠিত হয়। মডেল এবং কোর নয়।3. বেস সারফেসগুলির সাথে মেটাল মোল্ড সংযোগকারী বা এটিকে অতিক্রম করার জন্য পৃষ্ঠতল ব্যবহার করা যুক্তিযুক্ত নয়।
">কাস্ট পার্টস সাইজ করার জন্য মৌলিক নিয়ম।
">1. রুক্ষ পৃষ্ঠগুলিকে রুক্ষ কাস্টিং বেসের সাথে সরাসরি বা মাত্রিক সমীকরণ ব্যবহার করে বাঁধতে হবে৷
"> জি-আনহ্যান্ডলড, ভি দিয়ে বাঁধা
"> 2. প্রাথমিক ফিনিশিং বেসটি খসড়া বেস A এর সাথে বাঁধা উচিত।
">3. অন্যান্য সমস্ত সারফেস মেশিনিং ডাইমেনশন অবশ্যই মেশিনিং বেস B এর সাথে লিঙ্ক করা উচিত।
">20. একটি কাস্ট বিলেটের একটি অঙ্কন ডিজাইন করা৷
"\u003e অঙ্কনগুলি USKD-এর নিয়ম অনুসারে আঁকা হয়। কাস্ট আয়রন কাস্টিংগুলিতে অবশ্যই উত্পাদন, নিয়ন্ত্রণ এবং গ্রহণযোগ্যতার জন্য প্রয়োজনীয় সমস্ত ডেটা থাকতে হবে। উত্স নথি হল একটি অংশের অঙ্কন। শুরুতে - একটি অংশের অঙ্কন পাতলা রেখায়, তারপর সমস্ত মেশিনযুক্ত পৃষ্ঠে যাকে ভাতা, ল্যাপ বলে। অভ্যন্তরীণ পৃষ্ঠতলের নকশা এবং মাত্রা, গর্তগুলি নির্ধারিত হয়, যার পরে সাইজিং সিস্টেম ইনস্টল করা হয়।
">প্রযুক্তিগত শর্তের বরাদ্দ"> 1. তাপ চিকিত্সার ধরন, কঠোরতার প্রতিষ্ঠিত সীমা নির্দেশ করুন,
"> পৃষ্ঠ পরিমাপের জন্য পদ্ধতি এবং স্থান। 2. মাত্রার নির্ভুলতার শ্রেণী, ভর, ওয়ারপেজের ডিগ্রি এবং GOST 26845-85 অনুসারে মেশিনিংয়ের জন্য অনেকগুলি ভাতা নির্দেশিত হয়েছে। এর জন্য বিভিন্ন মাপেরএকই কাস্টিংয়ের জন্য বিভিন্ন নির্ভুলতা ক্লাস অনুমোদিত। ফ্লাস্কের অনুমতিযোগ্য স্থানচ্যুতি।
"> 5. GOST নির্দেশকারী উপাদান সম্পর্কে তথ্য 6. অনুমতিযোগ্য ঢালাই ত্রুটির ধরন, পরিমাণ এবং অবস্থান সম্পর্কে তথ্য (পোরোসিটি, শেল, ফাটল)।
">21. ধাতু গঠনের প্রযুক্তিগত সম্ভাবনা
"> মেশিন-বিল্ডিং এবং ধাতুবিদ্যা শিল্পের উদ্যোগে, চাপের মাধ্যমে ধাতু প্রক্রিয়াকরণের বিভিন্ন পদ্ধতি ব্যবহার করা হয়। উদাহরণস্বরূপ, বিনামূল্যে ফোরজিং, ভলিউমেট্রিক এবং শীট স্ট্যাম্পিং মেশিন-বিল্ডিং এন্টারপ্রাইজগুলিতে ব্যাপকভাবে ব্যবহৃত হয় এবং রোলিং, অঙ্কন এবং প্রেসিং ( এক্সট্রুশন) ধাতুবিদ্যার উদ্ভিদে ব্যাপকভাবে ব্যবহৃত হয়।">ফ্রি ফরজিং"> হাতুড়ি বা প্রেসে সঞ্চালিত হয়। বিনামূল্যে ফোরজিংয়ের ফলে প্রাপ্ত বিভিন্ন ধরণের ফরজিং একই সার্বজনীন সরঞ্জাম ব্যবহার করে অর্জন করা হয় - স্ট্রাইকার, পিয়ার্সিং, রোলিং এবং অন্যান্য। উচ্চতায় ধাতু এর মাত্রা বৃদ্ধির সাথে দৈর্ঘ্য এবং প্রস্থ। এভাবে, ওয়ার্কপিসের কম্প্রেশন এবং বিভিন্ন দিকে অসম বিকৃতির কারণে পণ্যের আকৃতি তৈরি হয়।">3D স্ট্যাম্পিং"> হল এক ধরনের ফোরজিং এবং এটি একটি প্রযুক্তিগত প্রক্রিয়া যেখানে একটি স্ট্যাম্পযুক্ত ফোরজিং জোরপূর্বক ধাতু দিয়ে ডাই ক্যাভিটি পূরণ করে প্রাপ্ত করা হয়৷ ফোরজিংয়ের সময় ধাতব বিকৃতি একটি বিশেষ সরঞ্জাম ব্যবহার করে করা হয় - একটি স্ট্যাম্প, যার কার্যকারী গহ্বর একটি পণ্যের আকৃতির ছাপ যা প্রাপ্ত করা প্রয়োজন। অতএব, ডাই-এর গহ্বরের আকৃতি এবং মাত্রা অবশ্যই প্রয়োজনীয় পণ্যের প্রকারের সাথে সঙ্গতিপূর্ণ হতে হবে। সুনির্দিষ্ট ভলিউমেট্রিক পদ্ধতি ব্যবহার করে, প্রধানত কোল্ড স্ট্যাম্পিং, এটি সম্ভব। মেশিনের অংশগুলি প্রাপ্ত করুন যেগুলি কাটার মাধ্যমে পরবর্তী যন্ত্রের প্রয়োজন হয় না।
ঘূর্ণায়মান "> হল ধাতু তৈরির সবচেয়ে সাধারণ পদ্ধতিগুলির মধ্যে একটি। শুরুতে, থালা-বাসন তৈরির জন্য টিন, মুদ্রা তৈরির জন্য সোনা ও রূপা, পাইপের জন্য সীসা তৈরি করা হত। বর্তমানে, ধাতব ঘূর্ণায়মান পদ্ধতি ব্যাপক হয়ে উঠেছে। বাস্তবিক ব্যবহারবিভিন্ন ধরণের পণ্য উৎপাদনে। রোলগুলির অবস্থান এবং তাদের আপেক্ষিক গতিবিধির উপর নির্ভর করে, রোলিং পদ্ধতিগুলি হল: অনুদৈর্ঘ্য, ট্রান্সভার্স এবং হেলিকাল (হেলিকয়েডাল)। সমস্ত ধাতু গঠন প্রক্রিয়া কঠিনের মধ্যে ধাতব পদার্থের ক্ষমতার উপর ভিত্তি করে। বাহ্যিক শক্তির ক্রিয়াকলাপের অধীনে আকৃতি এবং আকার পরিবর্তন করার রাষ্ট্র, যেমন প্লাস্টিকভাবে বিকৃত। গঠন প্রক্রিয়ার মহান বৈচিত্র্য সত্ত্বেও, তারা একত্রিত করা যেতে পারে"> দুটি প্রধান দলে বিভক্ত"> - ধাতুবিদ্যা এবং মেশিন-বিল্ডিং উৎপাদনের প্রক্রিয়া। প্রথম গ্রুপের মধ্যে রয়েছে: ঘূর্ণায়মান, চাপা এবং অঙ্কন, অর্থাৎ প্রযুক্তিগত প্রক্রিয়ার ধারাবাহিকতার নীতির উপর ভিত্তি করে প্রক্রিয়া। ধাতব উৎপাদনের পণ্য (শীট, স্ট্রিপ, টেপ, পর্যায়ক্রমিক এবং আকৃতির ঘূর্ণিত পণ্য, পাইপ, প্রোফাইল, তার, ইত্যাদি) ফোরজিং এবং স্ট্যাম্পিং এবং মেশিন শপগুলিতে ফাঁকা হিসাবে এবং বিভিন্ন ধরণের কাঠামো তৈরির জন্য সমাপ্ত পণ্য হিসাবে ব্যবহৃত হয়। দ্বিতীয় গ্রুপে ফোরজিং, ডাই ফোরজিং (গরম এবং ঠান্ডা) এর মতো প্রক্রিয়াগুলি অন্তর্ভুক্ত করে। , শীট স্ট্যাম্পিং এই প্রক্রিয়াগুলি পণ্যগুলির (অংশ) এবং সমাপ্ত অংশগুলির ফাঁকা প্রদান করে যেগুলির পরবর্তী যন্ত্রের প্রয়োজন হয় না।"> প্রক্রিয়াকরণ "> চাপ প্রয়োগ করা যেতে পারে সেই সমস্ত ধাতু এবং সংকর ধাতুগুলিতে যেগুলির প্লাস্টিকতার প্রয়োজনীয় মার্জিন রয়েছে, যা উপাদানটির ধারাবাহিকতা না ভেঙে অর্থাৎ এটিকে ধ্বংস না করে বিকৃতি নিশ্চিত করে৷ প্লাস্টিসিটি উপাদানটির একটি ধ্রুবক, পূর্বনির্ধারিত সম্পত্তি নয় - এটি প্রভাবিত হয়৷ অনেকগুলি কারণের দ্বারা: রাসায়নিক গঠন উপাদান, তাপমাত্রা এবং স্ট্রেন রেট, বিকৃতি অঞ্চলের আকৃতি ইত্যাদি। উপযুক্ত বিকৃতি পরিস্থিতি তৈরি করে, প্রয়োজনীয় প্রযুক্তিগত প্লাস্টিকতা পাওয়া সম্ভব।">কে "> তাপমাত্রা এবং স্ট্রেন হারের উপর নির্ভর করে"> ঠান্ডা এবং গরম বিকৃতির মধ্যে পার্থক্য করুন।
">ঠান্ডা বিকৃতি"> এই ধরনের তাপমাত্রা এবং গতির অবস্থার অধীনে ঘটে, যখন উপাদানটিতে শুধুমাত্র একটি প্রক্রিয়া ঘটে - ধাতুর শক্ত হওয়া (বা শক্ত হওয়া)।">গরম বিকৃতি"> এই ধরনের তাপমাত্রা-গতি প্রক্রিয়াকরণ অবস্থার অধীনে বাহিত হয় যখন উপাদানে দুটি প্রক্রিয়া একই সাথে ঘটে: শক্ত করা এবং পুনঃক্রিস্টালাইজেশন (শক্তকরণ এবং নরম করা), এবং নরম করার হার শক্ত হওয়ার হারের সমান বা বেশি। গরম বিকৃতির সময়, সমস্ত যান্ত্রিক উপাদানের বৈশিষ্ট্যগুলি উন্নত হয়: শক্তি এবং প্লাস্টিক উভয়ই, প্রভাব শক্তি বিশেষত বৃদ্ধি পায় গরম বিকৃতির পরে, একটি নিয়ম হিসাবে, মাইক্রোস্ট্রাকচার, সূক্ষ্ম-দানাযুক্ত, তন্তুযুক্ত ম্যাক্রোস্ট্রাকচার গরম বিকৃতির সময় তন্তুযুক্ত ম্যাক্রোস্ট্রাকচারের গঠন একটি দরকারী ঘটনা, বিশেষ করে সমালোচনামূলক অংশ তৈরিতে (টারবাইন ডিস্ক, শ্যাফ্ট, রোটর, ইত্যাদি)। ধাতু গঠনের জন্য একটি প্রযুক্তিগত প্রক্রিয়া বেছে নেওয়ার সময়, খাদগুলির প্রযুক্তিগত বৈশিষ্ট্যগুলি বিবেচনা করা উচিত। উপাদানটির প্লাস্টিকতা যত কম হবে, উচ্চ-প্রাপ্ত করা তত কঠিন। মানের ওয়ার্কপিস, প্রযুক্তিগত প্রক্রিয়া যত বেশি জটিল এবং অংশটির দাম তত বেশি।
22. প্লাস্টিকের বিকৃতি দ্বারা খালি স্থান পাওয়ার প্রধান পদ্ধতি
"> সারফেস প্লাস্টিক ডিফর্মেশন (SPD) হল চাপের মাধ্যমে ওয়ার্কপিসগুলির প্রক্রিয়াকরণ, যেখানে শুধুমাত্র উপাদানের পৃষ্ঠ স্তরটি প্লাস্টিকভাবে বিকৃত হয়।
PPD পদ্ধতি দ্বারা মেশিনিং বিশেষ সরঞ্জামগুলির সাহায্যে ধাতব-কাটিং মেশিনে সঞ্চালিত হয়। ওয়ার্কপিস প্রক্রিয়াকরণের এই পদ্ধতিগুলি চিপস গঠন ছাড়াই তাদের উপাদানগুলির প্লাস্টিকের বিকৃতিতে গঠিত।
"> পিপিডি দুই প্রকার।"> - ভলিউমেট্রিক প্লাস্টিক ডিফর্মেশন (OPD), যা ওয়ার্কপিসের নতুন উপাদান তৈরি করতে ব্যবহৃত হয়: corrugations, থ্রেড, স্লট, জ্যাগড সারফেস ইত্যাদি। - সারফেস প্লাস্টিক ডিফর্মেশন (SPD) - সারফেস ফিনিশিং অনিয়ম দূর করে এবং পৃষ্ঠকে শক্ত করে ওয়ার্কপিসের স্তর: রোলার এবং বল দিয়ে ঘূর্ণায়মান, হীরা পোড়ানো, একটি বলের সাহায্যে গর্ত পোড়ানো এবং ক্যালিব্রেট করা, ধাতব ব্রাশ দিয়ে প্রক্রিয়াকরণ, শট দিয়ে ফুঁ দেওয়া, এমবসিং ইত্যাদি।
"> PPD পদ্ধতিগুলি উত্পাদনশীল এবং উচ্চ পৃষ্ঠের গুণমান প্রদান করে (বর্ধিত কঠোরতা, অবশিষ্ট সংকোচনমূলক চাপ, নিম্ন পৃষ্ঠের রুক্ষতা) এবং প্রয়োজনীয় নির্ভুলতা। সাধারণত, PPD সার্বজনীন সরঞ্জামগুলিতে সঞ্চালিত হয় এবং সহজেই স্বয়ংক্রিয় হয়। এটি সমাপ্তির আগে হয় (ফিনিশিং বাঁক এবং বিরক্তিকর, রিমিং, ইত্যাদি)।)
">এই পদ্ধতিগুলো হল">: খসড়া, সংকোচন, প্রসারণ, ইন্ডেন্টেশন, অঙ্কন, প্রসারিত করা, সোজা করা, নর্লিং। অংশগুলির মাত্রা পুনরুদ্ধার করা হয় ধাতুর একটি অংশকে তার অ-কার্যকর এলাকা থেকে জীর্ণ পৃষ্ঠে সরিয়ে নিয়ে। উত্পাদনের প্রয়োজন বিশেষ ডিভাইসএবং স্ট্যাম্পগুলি এই ধরণের মেরামতের বেশিরভাগ পদ্ধতিকে অর্থনৈতিকভাবে ন্যায়সঙ্গত করে তোলে যখন একই ধরণের অনেকগুলি অংশ পুনরুদ্ধার করে।">খসড়া "> কঠিন অংশগুলির বাইরের ব্যাস বাড়ানোর জন্য বা ভিতরের কমাতে এবং ফাঁপা অংশগুলির উচ্চতা কমিয়ে বাইরের ব্যাস বাড়ানোর জন্য ব্যবহৃত হয়৷ এইভাবে, ভিতরের বা বাইরের ব্যাস বরাবর পরিধান করা হলে বিভিন্ন বুশিং পুনরুদ্ধার করা হয়, শ্যাফ্টের ট্রুনিয়নগুলি এবং এক্সেল, গিয়ার দাঁত এবং অন্যান্য অংশ।">কম্প্রেশন "> বাইরের অংশ কমিয়ে ফাঁপা অংশের ভেতরের ব্যাস কমাতে ব্যবহৃত হয়। এই পদ্ধতিটি নন-লৌহঘটিত ধাতু দিয়ে তৈরি বুশিং, মসৃণ বা স্লটেড ছিদ্রযুক্ত লিভারের আইলেট, হাইড্রোলিক পাম্প হাউজিং, রোলার বিয়ারিং খাঁচা ইত্যাদি পুনরুদ্ধার করে। , অংশটি বাইরের ব্যাস বৃদ্ধি করা হয় (উদাহরণস্বরূপ, ইলেক্ট্রোলাইটিক পদ্ধতি), এবং প্রয়োজনীয় আকারে ভিতরের ব্যাস বরাবর উন্মোচিত হয়।"> বিতরণ "> ভিতরেরটি বাড়িয়ে বাইরের ব্যাস বাড়ানোর জন্য ব্যবহার করা হয়। এইভাবে, পিন, বুশিং (বিভক্ত সহ), ফাঁপা শ্যাফ্ট এবং ঘূর্ণনের অন্যান্য সংস্থাগুলি পুনরুদ্ধার করা হয়। বিতরণ প্রায়ই অংশগুলির ঠান্ডা অবস্থায় বাহিত হয়, শক্ত হয়ে যাওয়া অংশগুলি প্রথমে টেম্পারিং বা অ্যানিলিংয়ের শিকার হয়৷ পরিবর্তে পাঞ্চ কখনও কখনও পছন্দসই ব্যাসের স্টিলের বল ব্যবহার করে৷ সংকোচনের পরে, বাইরের ব্যাসের অংশটি, একটি নিয়ম হিসাবে, মেশিন করা হয়৷">ইন্ডেন্টেশন "> একটি অংশের জীর্ণ অংশের আকার বাড়ানোর জন্য ব্যবহার করা হয় তার নন-কাজিং সারফেস থেকে ধাতুকে পুনঃবন্টন করে। এই পদ্ধতিটি স্প্লাইন, গিয়ার দাঁত, বল পিন ইত্যাদির জীর্ণ পাশের পৃষ্ঠকে পুনরুদ্ধার করে। শক্ত অংশগুলি প্রথমে টেম্পারিংয়ের শিকার হয়। নাকাল">এক্সস্ট "> প্রসারণের দিকে লম্ব বল প্রয়োগ করে একটি ছোট এলাকায় তাদের ক্রস সেকশনের স্থানীয় সংকীর্ণতার কারণে অংশগুলির (লিভার, রড, রড, রড, ইত্যাদি) দৈর্ঘ্য বাড়ানোর জন্য ব্যবহৃত হয়। হুড সঞ্চালিত হয় 800-850 ডিগ্রি সেলসিয়াস পর্যন্ত স্থানীয় গরম সহ অংশের গরম অবস্থায়।"> স্ট্রেচিং, স্ট্রেচিং এর মত">, অংশের দৈর্ঘ্য বাড়ানোর জন্য কাজ করে, কিন্তু প্রসারণের দিকটি ভারপ্রাপ্ত শক্তির দিকনির্দেশের সাথে মিলে যায়। অংশের বাঁকানো, মোচড় দেওয়া এবং বাঁকানো দূর করতে সম্পাদনা ব্যবহার করা হয়। এই পদ্ধতিটি শ্যাফ্ট, সীসা স্ক্রু, অক্ষ, সংযোগ পুনরুদ্ধার করে। রড, রড, বন্ধনী, বিম, ফ্রেম এবং হাউজিং।">সম্পাদনা করুন "> প্রেস, জ্যাক, বন্ধনী, বিশেষ ডিভাইস, স্লেজহ্যামার এবং হাতুড়ি ব্যবহার করে সঞ্চালিত হয়। অংশের বিকৃতি এবং আকারের উপর নির্ভর করে, অংশের ঠান্ডা অবস্থায় বা এটির প্রাথমিক গরম করার সাথে সম্পাদনা করা হয়।">নার্লিং "> শ্যাফ্টের ঘাড়ে স্থির ফিটগুলি পুনরুদ্ধার করতে ব্যবহৃত হয়। লেদটির কেন্দ্রে স্থির করা অংশটি 60-70 ° টেপার কোণ সহ U12A বা ShKh15 স্টিলের তৈরি একটি খাঁজ সহ একটি রোলার দিয়ে ঘূর্ণিত হয়। HRC 55-58 এর কঠোরতা, ক্যালিপারে স্থির। এইভাবে, অংশের ব্যাস 0.4 মিমি পর্যন্ত বাড়ানো যেতে পারে। অংশের কঠোরতার জন্য HRC<30 накатку производят в холодном состоянии при обильном охлаждении машинным маслом. После накатки деталь шлифуют или накатывают гладким роликом до получения требуемого размера.
">23. বেসিক কামার অপারেশন
"> ড্রাফ্ট, ল্যান্ডিং, ব্রোচ, ফার্মওয়্যার, রোলিং, ইত্যাদি।
"> খসড়া - মূল ওয়ার্কপিসের ক্রস সেকশন বৃদ্ধি এবং এর উচ্চতা হ্রাসের সাথে যুক্ত একটি ফোরজিং অপারেশন
"> সহগ
অবতরণ "> - একটি অপারেশন যা বিপর্যস্ত করে সঞ্চালিত হয়, কিন্তু জ্যাগের কিছু অংশে সঞ্চালিত হয়।">ব্রোচ ">ক - জাগ-কির ক্রস সেকশনে হ্রাস এবং এর দৈর্ঘ্য বৃদ্ধির সাথে যুক্ত একটি ফোরজিং অপারেশন।">ফার্মওয়্যার "> - ফরজিং এ গর্ত পাওয়া (সাধারণত গোলাকার)ম্যান্ড্রেলের উপর ঘূর্ণায়মান"> - কামার
"> বৃত্তাকার খালির বাইরের এবং ভিতরের ব্যাস বৃদ্ধি এবং এর প্রাচীরের পুরুত্ব হ্রাসের সাথে সম্পর্কিত একটি অপারেশন।
জালিয়াতির জন্য সরঞ্জাম।"> ফোরজিং করা হয় ফোরজিং হ্যামারের উপর। হাতুড়ি যন্ত্রটি ইমপ্যাক্ট অ্যাকশনের নীতির উপর ভিত্তি করে তৈরি করা হয়, হাতুড়ির প্রভাব শক্তি পতিত অংশের ভর দ্বারা নির্ধারিত হয় এবং">জ্যাগ-কুতে আঘাত করার সময় তাদের পতন।
"> ব্যবহৃত হাতুড়ির ধরন অনুযায়ী:"> - বাষ্প-বায়ু (1); - বায়ুসংক্রান্ত (2); - যান্ত্রিক। (1) বাষ্প বা সংকুচিত বায়ুতে কাজ করতে পারে। বাষ্পের তাপ এবং হাতুড়িতে সংকুচিত বাতাসের শক্তি যন্ত্রের চলাচলের কাজে পরিণত হয়। পতিত অংশ। তারা বিভক্ত: একক ক্রিয়া(গুলি), দ্বৈত ক্রিয়া
"> (ক) শক্তি বাহক শুধুমাত্র পড়ে যাওয়া অংশগুলিকে তুলতে ব্যবহৃত হয়
"> (খ) ব্যবহৃত শক্তি এবং তার কার্যক্ষম স্ট্রোকের সময় উপর থেকে হাতুড়ি পিস্টনের উপর চাপের জন্য (2) শক্তি বাহক হল বায়ু। পড়ে যাওয়া অংশগুলির ভর 75 কেজি (একক ক্রিয়া), 1000 কেজি পর্যন্ত (২য় ক্রিয়া) ব্যবহার করুন- জিয়া ফরজিং প্রেস - সরঞ্জামপ্রভাবহীন কর্ম (বড় প্যাকেজ প্রাপ্ত করার জন্য), তারা প্যারাহাইড্রলিক এবং জলবাহী হতে পারে।
5 থেকে 150mN পর্যন্ত বাহিনী"> ফোরজিং ত্রুটি। "\u003e প্রযুক্তিগত প্রক্রিয়ার বিভিন্ন পর্যায়ে ঘটতে পারে। যখন প্যাকেজটি শীতল করার সময় গঠনের প্রক্রিয়ায় উত্তপ্ত হয়" xml:lang="en-US" lang="en-US">t"> ↓ " xml:lang="en-US" lang="en-US">t"> ফোরজিং এর সময় ফোরজিং বা অপর্যাপ্ত এক্সপোজার" xml:lang="en-US" lang="en-US">tজয়েন্টে বাহ্যিক বা অভ্যন্তরীণ ফাটল দেখা দেয় (প্লাস্টিকতার অভাব) খ) জয়েন্টটি উত্তপ্ত হলে ত্রুটিগুলির অতিরিক্ত গরম হয়" xml:lang="en-US" lang="en-US">t"> প্রদত্ত গ্রেডের ইস্পাত বা দীর্ঘস্থায়ী বার্ধক্যের জন্য গ্রহণযোগ্য। ফলাফল হল একটি অসাধারণ শস্য বৃদ্ধি এবং শক্তি হ্রাস উচ্চ" xml:lang="en-US" lang="en-US">t">। ধাতু শক্তি এবং নমনীয়তা হারায়, যা ধ্বংসের দিকে নিয়ে যায়। মোটা দানাযুক্ত ফ্র্যাকচার বৈশিষ্ট্যযুক্ত। চিহ্ন: বিধ্বস্ত স্ফুলিঙ্গের প্রচুর মুক্তি, একটি বাঁকা রূপরেখা সহ অশ্রু গঠন।
">24. খালি জায়গা তৈরির জন্য কাঁচামাল
"> ফোরজিং প্রক্রিয়ার জন্য, শুরুর উপকরণগুলি হল ইনগট, যার ভর কয়েক কিলোগ্রাম থেকে 250 ... 350 টন এবং ঘূর্ণিত খালি হতে পারে৷ হট স্ট্যাম্পিংয়ের জন্য, নকল, ঘূর্ণিত, চাপা ফাঁকা এবং অঙ্কন দ্বারা প্রাপ্ত ফাঁকাগুলি, যেমন পাশাপাশি তরল ধাতু ব্যবহার করা হয়।শীট স্ট্যাম্পিং-এ, শুরুর উপাদান হল গরম এবং ঠান্ডা ঘূর্ণিত শীট এবং বিভিন্ন স্টিলের তৈরি স্ট্রিপ, অ্যালুমিনিয়াম, তামা, নিকেল, টাইটানিয়াম, মূল্যবান ধাতু এবং অন্যান্য উপকরণের উপর ভিত্তি করে তৈরি অ্যালয়।
"> ফরজিং এবং স্ট্যাম্পিংয়ের জন্য প্রারম্ভিক উপাদান (ইনগট, বার বা শীট মেটাল) তৈরির মধ্যে রয়েছে বাছাই করা, দৈর্ঘ্যে কাটা, পৃষ্ঠের ত্রুটিগুলি অপসারণ, তাপ চিকিত্সা, প্রয়োজনে, ইত্যাদি। যদি বিকৃতিটি গরম অবস্থায় সঞ্চালিত হয়। , ধাতু গরম করার প্রয়োজন আছে। ফোরজিং এবং স্ট্যাম্পিং উৎপাদনে বিদ্যমান প্রযুক্তিগত ক্রিয়াকলাপের বিভিন্নতার জন্য একটি প্রযুক্তিগত প্রক্রিয়া নির্বাচন করার সময় নিম্নলিখিত মৌলিক বিধানগুলির সাথে সম্মতি প্রয়োজন: গৃহীত প্রযুক্তিগত প্রক্রিয়া অবশ্যই তাদের জ্যামিতিক নির্দিষ্ট নির্ভুলতার সাথে পণ্যের উত্পাদন নিশ্চিত করতে হবে। আকৃতি এবং আকার, যান্ত্রিক বৈশিষ্ট্য, গঠন এবং পৃষ্ঠ এবং অভ্যন্তরীণ ত্রুটিগুলির অনুপস্থিতি। প্রযুক্তিগত প্রক্রিয়া ডিজাইন করার সময়, পণ্যগুলির পর্যায়ক্রমিক গুণমান নিয়ন্ত্রণ প্রদান করা হয়, যা কেবলমাত্র সনাক্ত করা উচিত নয়, ত্রুটিগুলির উপস্থিতি রোধও করা উচিত। সমাপ্তি ক্রিয়াকলাপগুলি এই ধরণের অন্তর্ভুক্ত। ছাঁটাই (burr) বা অন্য হিসাবে প্রক্রিয়াকরণ বর্জ্য, পণ্যের মাত্রা এবং আকৃতির সঠিকতা উন্নত করতে এবং পৃষ্ঠের গুণমান উন্নত করতে ক্রমাঙ্কন, তাপ চিকিত্সা, সোজা করা, পরিষ্কার এবং এচিং, গ্যালভানিক এবং পেইন্ট আবরণ, অক্সিডেশন, অ্যানোডাইজিং ইত্যাদি।
">26. ধাতুর প্লাস্টিক প্রক্রিয়াকরণের সময় বিকৃতির প্রকারগুলি
"> প্লাস্টিকের বিকৃতির প্রকৃতি তাপমাত্রা, লোডের সময়কাল বা স্ট্রেন হারের উপর নির্ভর করে ভিন্ন হতে পারে। শরীরে একটি ধ্রুবক লোড প্রয়োগ করা হলে, সময়ের সাথে সাথে বিকৃতি পরিবর্তন হয়; এই ঘটনাটিকে ক্রীপ বলা হয়। তাপমাত্রা বৃদ্ধির সাথে, ক্রীপ রেট বৃদ্ধি পায়। হামাগুড়ির বিশেষ ঘটনা হল শিথিলতা এবং স্থিতিস্থাপক আফটারফেক্ট প্লাস্টিক বিকৃতির প্রক্রিয়া ব্যাখ্যা করে এমন একটি তত্ত্ব হল স্ফটিকের স্থানচ্যুতির তত্ত্ব।
"> প্রধান বৈশিষ্ট্য যার দ্বারা MMD তত্ত্বে প্লাস্টিকের বিকৃতিকে বিভিন্ন প্রকারে বিভক্ত করা হয়েছে তা হল তাপমাত্রা৷ এটি একটি বিকৃত শরীরে সমান্তরালভাবে ঘটতে থাকা শক্ত হওয়া এবং নরম হওয়ার প্রক্রিয়াগুলির অনুপাত নির্ধারণ করে৷
প্লাস্টিক বিকৃতির প্রক্রিয়ায় ধাতুর শক্তি বৈশিষ্ট্য বৃদ্ধির সাথে সম্পর্কিত ঘটনাগুলির সেটকে স্ট্রেন হার্ডেনিং বা ওয়ার্ক হার্ডেনিং বলা হয়।
"> যদি প্লাস্টিকের বিকৃতির সময় ধাতুর শক্তি বৈশিষ্ট্য হ্রাস পায়, তবে আমরা ধাতুটির তথাকথিত নরম হওয়ার কথা বলছি।
"> শক্তিশালীকরণ এবং নরম করার প্রক্রিয়াগুলি নির্দিষ্ট হারে নির্দিষ্ট হারে এগিয়ে যায়, বিকৃতির অবস্থার কারণে এবং ধাতুর প্রকৃতি বিকৃত হওয়ার কারণে৷ কোন প্রক্রিয়াটি প্রধান তার উপর নির্ভর করে, বিকৃতির ফলাফলগুলি ভিন্ন হবে৷
"> প্লাস্টিকের বিকৃতিকে প্রকারভেদে বিভক্ত করার জন্য বেশ কয়েকটি বিকল্প রয়েছে, যার মধ্যে, অনুশীলনে, সর্বাধিক ব্যবহৃত একটি, যার অনুসারে শুধুমাত্র গরম এবং ঠান্ডা বিকৃতিগুলি আলাদা করা হয়।
ধাতুগুলির প্লাস্টিক বিকৃতিকে গরম বলা হয় যদি এটি পুনঃক্রিস্টালাইজেশনের শুরুর তাপমাত্রার সমান বা বেশি তাপমাত্রায় সঞ্চালিত হয় ("> টি "> "> টি ">রিসিআর) তাপমাত্রা">টি "> কেলভিনে নেওয়া হয়েছে। পুনঃস্থাপন ("> টি "> recr \u003d 0.4 "> টি ">pl), অর্থাৎ নতুন অবিকৃত দানা বৃদ্ধির প্রক্রিয়া, যার ফলে ধাতুর সমস্ত আসল শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য পুনরুদ্ধার হয়, সম্পূর্ণ হওয়ার সময় আছে, স্ফটিক জালির কোনো বিকৃতি নেই।
ঠান্ডা বিকৃতির সাথে, পুনরায় ক্রিস্টালাইজেশন এবং প্রত্যাবর্তন সম্পূর্ণভাবে অনুপস্থিত এবং বিকৃত ধাতুতে শক্ত হওয়ার সমস্ত লক্ষণ রয়েছে। ঠান্ডা বিকৃতির তাপমাত্রা পরিসীমা পুনঃক্রিস্টালাইজেশনের শুরুর তাপমাত্রার নীচে অবস্থিত (">টি>< ">টি ">রেকর)। ঠান্ডা বিকৃতির ফলে, বিকৃতির বিরুদ্ধে ধাতুর প্রতিরোধ ক্ষমতা বৃদ্ধি পায়, প্লাস্টিকতা হ্রাস পায়। এটি সাধারণত মাত্রিক নির্ভুলতা, প্রয়োজনীয় স্তরের বৈশিষ্ট্য এবং উচ্চ পৃষ্ঠের গুণমান নিশ্চিত করতে পণ্য প্রাপ্তির চূড়ান্ত পর্যায়ে ব্যবহৃত হয়।
">উপরের শ্রেণীবিভাগ অনুসারে, ঠান্ডা এবং গরম বিকৃতি নির্দিষ্ট গরম করার তাপমাত্রার সাথে সম্পর্কিত নয়, তবে শুধুমাত্র শক্ত হওয়া এবং নরম করার প্রক্রিয়ার উপর নির্ভর করে। বিকৃতির ধরন একটি প্রদত্ত ধাতু প্রক্রিয়াকরণ তাপমাত্রা দ্বারা নির্ধারণ করা যেতে পারে।
">27. পেটা স্টিল এবং অ্যালোয়ের যান্ত্রিক বৈশিষ্ট্য
ঠান্ডা গঠনের জন্য খাদ স্টিল মারা যায়:
"\u003e এই স্টিলগুলির অবশ্যই একটি বিকৃত ধাতুর কঠোরতা এবং শক্তির চেয়ে বেশি কঠোরতা এবং শক্তি থাকতে হবে; উচ্চ পরিধান প্রতিরোধের; যথেষ্ট কঠোরতা; উপযুক্ত কঠোরতা; শক্ত হওয়ার সময় নগণ্য ভলিউমেট্রিক পরিবর্তন।
"> উচ্চ-ক্রোমিয়াম স্টিলগুলি বর্ধিত লোড এবং পরিধানের অধীনে কাজ করে জটিল আকারের বড় ডাইগুলির জন্য ব্যবহার করা হয়৷ X12 ইস্পাত, যার যান্ত্রিক বৈশিষ্ট্য কম, খুব কমই ব্যবহৃত হয়৷ X12F1 ইস্পাত নমনীয়তা, দৃঢ়তা এবং টেম্পারিং প্রতিরোধে X12M ইস্পাতকে ছাড়িয়ে যায়৷ X12M সি-এর উচ্চ কন্টেন্ট সহ ইস্পাত নিভানোর পরে, এটি একটি উচ্চ কঠোরতা অর্জন করে।Kh6VF ইস্পাত অপেক্ষাকৃত ছোট আকারের স্ট্যাম্পের জন্য ব্যবহৃত হয়।
"> প্লাস্টিকভাবে বিকৃত সংকর ধাতুগুলির উচ্চ যান্ত্রিক বৈশিষ্ট্য রয়েছে, ভাল স্ট্যাম্পযুক্ত, কাঁচি দিয়ে কাটা, মেশিনযুক্ত।
"> প্লাস্টিকভাবে বিকৃত সংকর ধাতুর ব্যবহার তাদের উচ্চ খরচ দ্বারা সীমিত।
"> ডুরালুমিনের মধ্যে প্লাস্টিকভাবে বিকৃতকারী অ্যালুমিনিয়াম-ভিত্তিক অ্যালয়গুলির একটি গ্রুপ অন্তর্ভুক্ত রয়েছে।
যান্ত্রিক বৈশিষ্ট্য নিম্নলিখিত কারণগুলির দ্বারা নির্ধারিত হয়:
">-পদার্থ, তার গঠন এবং বৈশিষ্ট্য;
"> - উপাদানটির নকশা বৈশিষ্ট্য, যেমন, আকার, আকৃতি, ঘনত্বের উপস্থিতি, পৃষ্ঠের অবস্থা;
">-লোডের অধীনে শর্ত: তাপমাত্রা, গতি, লোড পুনরাবৃত্তিযোগ্যতা, ইত্যাদি।
ব্যর্থতা পর্যন্ত বিকৃতির প্রক্রিয়ায় কাঠামোগত উপকরণগুলি ভিন্নভাবে আচরণ করে। প্লাস্টিকের আচরণ আকৃতি এবং আকারের একটি উল্লেখযোগ্য পরিবর্তন দ্বারা চিহ্নিত করা হয়, যখন ব্যর্থতার সময় উল্লেখযোগ্য বিকৃতি ঘটে যা লোড সরানোর পরে অদৃশ্য হয়ে যায় না। এই ধরনের উপকরণগুলি হল প্লাস্টিক বলা হয়। ভঙ্গুর আচরণে, ব্যর্থতা ঘটে যখন খুব ছোট বিকৃতি ঘটে এবং এই জাতীয় বৈশিষ্ট্যযুক্ত উপাদানগুলিকে ভঙ্গুর বলা হয়। তবে একই নির্মাণ সামগ্রী, যা বিকৃতির বিভিন্ন অবস্থার অধীনে, ভিন্নভাবে আচরণ করে: কিছু পরিস্থিতিতে, তারা নিজেদেরকে প্লাস্টিকের উপকরণ হিসাবে প্রকাশ করে, অন্যদের অধীনে, ভঙ্গুর হিসাবে। এই ক্ষেত্রে, উপকরণগুলির প্রধান ম্যাক্রোমেকানিকাল বৈশিষ্ট্যগুলি - স্থিতিস্থাপকতা, প্লাস্টিকতা, সান্দ্রতা, ইত্যাদি, আরও সঠিকভাবে তাদের বৈশিষ্ট্যগুলির জন্য নয়, উপাদানের অবস্থার জন্য দায়ী করা হয়।
">28. গরম গঠনের তাপমাত্রা পরিসীমা
"> চাপ দ্বারা গরম কাজের জন্য, ধাতুটিকে একটি নির্দিষ্ট তাপমাত্রায় উত্তপ্ত করা হয় এবং বিকৃত করা হয় যতক্ষণ না এর তাপমাত্রা এমন স্তরে নেমে যায় যাতে আরও বিকৃত হওয়া অসম্ভব। এইভাবে, ধাতুটি একটি কঠোরভাবে সংজ্ঞায়িত তাপমাত্রার পরিসরে বিকৃত হতে পারে। সর্বোচ্চ t-ra একে বলা হয় উচ্চ সীমা, এবং সর্বনিম্নকে বলা হয় নিম্ন। প্রতিটি ধাতুর চাপ দ্বারা গরম কাজের নিজস্ব কঠোরভাবে সংজ্ঞায়িত tr ব্যবধান রয়েছে। tr ব্যবধান tv.p এর উপরের সীমাটি বেছে নেওয়া হয়েছে যাতে কোনও অতিরিক্ত জ্বালাপোড়া, তীব্র না হয়। অক্সিডেশন এবং ডিকারবুরাইজেশন, সেইসাথে ওভারহিটিং উচ্চ-কার্বন এবং অ্যালয় স্টিলের জন্য টি-ব্যবধানের উপরের সীমা বেছে নেওয়ার সময়, তাদের অত্যধিক গরম করার প্রবণতা মনে রাখা প্রয়োজন। নিম্ন সীমার তাপমাত্রা tn.p হওয়া উচিত। যেমন এই টি-রে বিকৃতির পরে, ধাতুটি শক্ত হয়ে যায় না (শক্তকরণ) এবং প্রয়োজনীয় শস্যের আকার ছিল। নিম্ন সীমার পছন্দটি খাদযুক্ত স্টিল এবং সংকর ধাতুগুলির জন্য বিশেষ গুরুত্বপূর্ণ; সাধারণ ফেজ এবং অ্যালোট্রপিক রূপান্তর, উদাহরণস্বরূপ, অস্টেনিটিক এবং ফেরিটিক স্টিলের জন্য। এই স্টিলের চূড়ান্ত বৈশিষ্ট্যগুলি মূলত তাপমাত্রা পরিসরের নিম্ন সীমা দ্বারা নির্ধারিত হয় (যেহেতু তারা তাপ চিকিত্সার শিকার হয় না)।
"\u003e চাপ সহ গরম কাজের তাপমাত্রা পরিসীমা 1150 - 850, বাতাসে ঠান্ডা; স্ট্যাম্পবিলিটি ভাল; গভীর অঙ্কন অনুমোদিত। তাপ-চিকিত্সা অবস্থায়, স্টিলগুলি অত্যন্ত নমনীয় হয়। গরম কাজের তাপমাত্রা পরিসীমা হল 1180 - 900 সি, শীতলকরণ ধীর।
"> চাপ দ্বারা গরম কাজের জন্য প্রতিটি ধাতু এবং সংকর ধাতুর নিজস্ব কঠোরভাবে সংজ্ঞায়িত তাপমাত্রা পরিসীমা রয়েছে৷ উদাহরণস্বরূপ, অ্যালুমিনিয়াম খাদ AK4 470 - 350 সি; তামার খাদ BrAZhMts 900 - 750 C; টাইটানিয়াম সংকর ধাতু VT8 1100 - 900 C. কার্বন স্টিলের জন্য, উত্তাপের তাপমাত্রা পরিসীমা স্টেট ডায়াগ্রাম থেকে নির্ধারণ করা যেতে পারে (সেকেন্ড দেখুন। উদাহরণস্বরূপ, ইস্পাত 45-এর জন্য তাপমাত্রা সীমা হল 1200 - 750 C, এবং স্টিলের জন্য U10 1100 - 850 C .
">29. ফ্রি ফোরজিং
সেন্ট ফরজিং এবং স্ট্যাম্পিং - প্যাকেজিং দ্বারা প্রাপ্ত ফাঁকা।
"> Sv.k. ফোরজিংস তৈরির উদ্দেশ্যে" xml:lang="en-US" lang="en-US">মি">= 0.3 kg-10t.
"> স্বতন্ত্র এবং ছোট আকারের উত্পাদনের পরিস্থিতিতে, নির্ভুলতা GOST 7505-89 মান দ্বারা নিয়ন্ত্রিত হয়
"> সরঞ্জাম ব্যবহার করা হয়: একক এবং ডবল অ্যাকশনের বাষ্প-এয়ার হাতুড়ি, বায়ুসংক্রান্ত হাতুড়ি।
"> Forging একটি গরম বিকৃতি, তাই সমস্ত স্টিল এবং ঢালাই ব্যবহার করা হয়।
">উল pov-ty " xml:lang="en-US" lang="en-US">Rz">=320-160
">ভ্রূণের স্ট্যাম্প ব্যবহার" xml:lang="en-US" lang="en-US">Rz">=80, স্থূল নির্ভুলতার সহগ হল 0.4-0.5, যা একটি গড় নিয়ে যাবে" xml:lang="en-US" lang="en-US">ভি"> পশম প্রক্রিয়াকরণ।
"> "+" 1. যান্ত্রিক বৈশিষ্ট্য (বিশেষত প্লাস্টিকতা) সহ ধাতুর গুণমান পাওয়ার সম্ভাবনা; 2. বড় আকারের জ্যাগ পাওয়ার সম্ভাবনা;
"> 3. নিম্ন শক্তির সরঞ্জাম। "-" 1. কম উত্পাদনশীলতা; 2. উল্লেখযোগ্য শ্রম তীব্রতা; 3. বড় ভাতা, ল্যাপ এবং সহনশীলতা, যার অর্থ যান্ত্রিক প্রক্রিয়াকরণের সময় ধাতুর ক্ষতি।">প্রযুক্তি। প্যাকেজ গ্রহণের প্রক্রিয়ার মধ্যে নিম্নলিখিত ক্রিয়াকলাপগুলি অন্তর্ভুক্ত রয়েছে:"\u003e 1. প্রস্তুতিমূলক ক্রিয়াকলাপ (ফরজিং বা ডাইমেনশনাল কাটে বার কাটার জন্য ইঙ্গটগুলির প্রস্তুতি) 2. ফোরজিং বা স্ট্যাম্পিং অপারেশন। সমস্ত প্রযুক্তিগত ক্রিয়াকলাপ যা কাটের আকারে পরিবর্তনের দিকে পরিচালিত করে 3. চূড়ান্ত প্রযুক্তিগত ক্রিয়াকলাপ। বুর প্রক্রিয়াকরণ, ছিদ্র এবং হোল পাঞ্চিং .4 ফিনিশিং ড্রেসিং, ডিস্কলিং, ক্রমাঙ্কন, তাপ চিকিত্সা।
30. বিনামূল্যে ফোরজিং এর প্রধান ত্রুটি
"> ত্রুটির ধরন এবং কারণ
">প্রযুক্তিগত বৈশিষ্ট্য থেকে বিচ্যুতি নিয়ে তৈরি করা এবং তাদের মধ্যে চিহ্নিত ত্রুটিগুলি দূর করার জন্য অতিরিক্ত কাজের প্রয়োজন হয় তাকে ত্রুটিপূর্ণ বলে।
"> ফরজিং ত্রুটির প্রধান কারণ হল:"> ইংগট বা বিলেটের নিম্ন-মানের উত্স ধাতু; ইংগট বা বিলেট গরম করার ভুল পদ্ধতি; ভুল ফোরজিং কৌশল; ফোরজিংয়ের পরে ফোরজিংয়ের কুলিং মোডের সাথে অ-সম্মতি; একটি ত্রুটিযুক্ত সরঞ্জামের সাথে কাজ।
"> ফোরজিংসের প্রধান ত্রুটিগুলি হল বাহ্যিক ফাটল বা ত্রুটি, চুলের রেখা, অভ্যন্তরীণ ফাটল বা ভগন্দর এবং ডিলামিনেশন, চাপ এবং ভাঁজ, ডেন্ট, ফ্লক্স, অ-ধাতুর অন্তর্ভুক্তি এবং সংকোচনের চিহ্ন।
"\u003e ফোরজিংসে ফাটলের কারণ হতে পারে: একটি বিলেট বা ইনগটের নিম্নমানের স্টার্টিং উপাদান; কম তাপমাত্রায় ফোরজিং; ফোরজিংয়ের অসম ঠান্ডা; ভুল কৌশলের ব্যবহার এবং ফোরজিংয়ের সময় খুব বড় হ্রাস। ফোরজিংয়ের সময় ফাটল ধরা পড়ে বিশেষ অক্ষ ব্যবহার করে ঘুষি দিয়ে গরম অবস্থায় সরানো হয়, এবং ঠান্ডা অবস্থায় - ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা দিয়ে পরিষ্কার করে, বায়ুসংক্রান্ত ছেনি দিয়ে কেটে ফেলা হয় এবং অন্যান্য উপায়ে।
">ভোলোসোভিন "\u003e গুলি খুব পাতলা এবং ছোট (খালি চোখে পিকিং করার পরে দৃশ্যমান) ফাটলগুলি তৈরি হতে পারে যা ফোর্জিং বা ঘূর্ণায়মান করার সময় তৈরি হতে পারে যেখানে ছোট গ্যাস সাবক্রাস্টাল বুদবুদ রয়েছে এবং ফোরজিংস খুব দ্রুত ঠান্ডা হওয়ার কারণে। .
"> ত্রুটিগুলি "> উপস্থিত হয়: কম তাপমাত্রায় ফরজিংয়ের সময় পিণ্ডের প্রথম হ্রাসের প্রক্রিয়ায়; ওয়ার্কপিসকে অনুপযুক্ত গরম করার সাথে (ধাতু বার্নআউট)।
"> ফ্ল্যাট ডাইসের নিচে বৃত্তাকার ফোরজিংসের জন্য ভুল ফোর্জিং কৌশল সহ অক্ষীয় অঞ্চলে ফিস্টুলাস (ভয়ডস বা বার্ডহাউস) পাওয়া যায়, যখন ব্রোচটি বৃত্ত থেকে বৃত্তে সামান্য সংকোচনের সাথে একটি বর্গক্ষেত্রে স্যুইচ না করে, তারপরে কোণে ছিটকে পড়ে।
চাপ "> (চিত্রটি গঠনের ক্রমটি দেখায়) ব্রোচিংয়ের সময় উপস্থিত হয় কম ফিডের ফলে ওয়ার্কপিসের গভীর হ্রাসের সাথে বা ত্রুটিপূর্ণ ডাইসের উপর ফরজিংয়ের ফলে। বিপর্যস্ত হওয়ার সময়, ওয়ার্কপিসের লেজ পৃষ্ঠ থেকে ভাঁজগুলি পাওয়া যায়, যা প্রদর্শিত হয় খারাপ মানের ওয়ার্কপিস এর বিপর্যস্ত হওয়ার আগে ব্রোচিংয়ের ফলাফল।
"> যখন ওয়ার্কপিস এবং স্ট্রাইকারগুলিকে অসাবধানতার সাথে স্কেল থেকে পরিষ্কার করা হয়, যা, গঠনের প্রক্রিয়ার মধ্যে, ফোরজিংয়ের শরীরে নকল হয়।
">ফ্লোকেন্স "> - গলানোর সময় তরল ইস্পাত দ্বারা শোষিত হাইড্রোজেন নিঃসরণ থেকে উদ্ভূত অভ্যন্তরীণ ফাটল৷ ফোরজিংয়ের পরে ফোরজিং দ্রুত শীতল হওয়ার ফলে এবং বৃহত্তর পরিমাণে, ফোরজিং ক্রস সেকশন যত বড় হয় ফ্লক্স তৈরি হয়৷
"\u003e নন-ধাতু অন্তর্ভুক্তি (স্ল্যাগ, বালি) এবং ফোরজিংসে সঙ্কুচিত ফ্রেবিবিলিটির চিহ্নগুলি সাধারণত মেশিনিংয়ের সময় সনাক্ত করা হয়৷ যদি ফোরজিংয়ের সময় লাভজনক অংশটি সম্পূর্ণরূপে অপসারণ না করা হয়, তবে সংকোচন গহ্বরের অবশিষ্টাংশগুলি সংকোচনের আকারে প্রকাশ করা হয় জাল করার সময়।
"> ফোরজিংসের ভুল ত্রুটিগুলির মধ্যে রয়েছে: গভীর অনুদৈর্ঘ্য এবং ট্রান্সভার্স ফাটল, ত্রুটি, শিথিলতা এবং অ-ধাতু অন্তর্ভুক্তি, বার্নআউট। অপূরণীয় ত্রুটিযুক্ত ফোরজিংস অব্যবহারযোগ্য এবং প্রত্যাখ্যান করা হয়।
ফোরজিংসের সংশোধনযোগ্য ত্রুটিগুলির মধ্যে রয়েছে: ছোট ফাটল, ধাতুর অতিরিক্ত গরম হওয়া, চাপ এবং ভাঁজ, যদি সেগুলি অংশের কনট্যুরে অন্তর্ভুক্ত না হয়। ছোট ফাটলগুলি বায়ুসংক্রান্ত চিসেল দিয়ে ঠান্ডা অবস্থায় কাটা হয় এবং গরম ফোরজিং প্রক্রিয়ার সময় বিশেষ অক্ষ সহ। চাপ এবং ভাঁজ, যদি সেগুলি অংশের কনট্যুরে অন্তর্ভুক্ত না হয়, তবে সেগুলিকে এমরি হুইলে পিষে বা কেটে ফেলা হয়। অতিরিক্ত গরমের প্রভাব দূর করার জন্য ধাতুর যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত করতে এবং অভ্যন্তরীণ চাপ কমাতে, ফোরজিংস প্রাথমিক তাপ চিকিত্সার অধীন হয় - অ্যানিলিং, স্বাভাবিককরণ এবং উন্নতি
একটি অনন্য কাজ লেখার আদেশ