শ্রমিকদের শ্রম খরচের হার ডিজাইন করা। কাজের সময় ব্যয়ের অধ্যয়ন শ্রমের মানের মৌলিক ধারণা
(প্রধান এবং সহায়ক) ক্রিয়াকলাপের ঘন ঘন পুনরাবৃত্তি উপাদান। সময় পরিমাপ 1 সেকেন্ডের নির্ভুলতার সাথে করা হয়। টাইমিংয়ের মূল উদ্দেশ্য হ'ল সামগ্রিকভাবে অপারেশনের জন্য অপারেশনাল সময়ের একটি আদর্শ ডিজাইন করার জন্য সময়ের মান বিকাশের জন্য ম্যানুয়াল এবং মেশিন-ম্যানুয়াল কাজের স্বতন্ত্র পদ্ধতিগুলির কার্য সম্পাদনে ব্যয় করা সময়ের অধ্যয়ন। প্রস্তুতিমূলক এবং চূড়ান্ত, এলোমেলো এবং অনুৎপাদনশীল কাজের জন্য সময়, সেইসাথে ডাউনটাইম, সময় দ্বারা অধ্যয়ন করা হয় না। সময় সাধারণত গণনা দ্বারা প্রতিষ্ঠিত সময়ের নিয়মগুলি পরীক্ষা করতে, পৃথক কর্মী বা স্থানান্তরগুলির দ্বারা নিয়মগুলি মেনে না চলার কারণগুলি খুঁজে বের করতে এবং সেইসাথে একটি দৃষ্টিকোণ সহ উত্পাদনে নেতা এবং উদ্ভাবকদের কাজের পদ্ধতিগুলি অধ্যয়ন করতে ব্যবহৃত হয়। তাদের ছড়িয়ে দিতে।
সময় নির্ধারণের সময়, শুধুমাত্র প্রধান এবং সহায়ক কাজ (অর্থাৎ, অপারেশনাল সময়) সঞ্চালনের জন্য কাজের সময় ব্যবহার করে পর্যবেক্ষণ করা হয়। এই ক্ষেত্রে, কর্মপ্রবাহটি কাজের ক্রিয়াকলাপগুলিতে এবং কাজের ক্রিয়াকলাপগুলিতে বিভক্ত শ্রম অনুশীলন. টাইমকিপিংয়ের সাহায্যে, শুধুমাত্র এই ধরনের কাজের ক্রিয়াকলাপগুলি অধ্যয়ন করা হয়, যার সমস্ত উপাদান একটি নির্দিষ্ট ক্রমানুসারে ক্রমাগত পুনরাবৃত্তি হয়। টাইমিং কাজের ক্রিয়াকলাপের জন্য অপারেশনাল সময়ের মান ডিজাইন করার জন্য এবং ম্যানুয়াল এবং মেশিন-ম্যানুয়াল কাজের উপাদানগুলির জন্য মান গণনা করার জন্য প্রাথমিক ডেটা সরবরাহ করে। এটি গণনার দ্বারা প্রতিষ্ঠিত সময়ের নিয়মগুলি পরীক্ষা করা এবং স্পষ্ট করা, উন্নত পদ্ধতি এবং শ্রমের কৌশলগুলি অধ্যয়ন করা সম্ভব করে তোলে।
যান্ত্রিক প্রক্রিয়াগুলির জন্য মানগুলির নকশায় রয়েছে মেশিনগুলির ব্যবহারের ডিগ্রি অধ্যয়ন করা, তাদের আনুমানিক উত্পাদনশীলতা প্রতিষ্ঠা করা এবং এই মেশিনগুলির পরিষেবা প্রদানকারী কর্মীদের সংখ্যা এবং যোগ্যতা নির্ধারণ করা। মেশিনের সময় ব্যয় অধ্যয়ন করার সময়, একটি কার্যদিবসে (শিফট) মেশিনের ব্যবহারের হার নির্ধারণের জন্য একটি ভারসাম্য তৈরি করা হয়।
একটি যৌক্তিক কাটিং মোডকে কাট, ফিড এবং কাটার গতির গভীরতার একটি প্রযুক্তিগত এবং অর্থনৈতিকভাবে সম্ভাব্য সমন্বয় হিসাবে বোঝা যায়, যেখানে, প্রদত্ত সাংগঠনিক এবং প্রযুক্তিগত অবস্থার জন্য, একটি অংশ মেশিন করার সর্বনিম্ন খরচ অর্জন করা হয়। অতএব, বাঁক কাজের জন্য আদর্শের নকশা পূর্বনির্ধারিত পরামিতি (মেশিনিং ভাতা, কাটার গভীরতা, ফিড) অনুযায়ী মেশিনের সময়ের একটি সাধারণ গণনা নয়, তবে, প্রথমত, এমন পরামিতিগুলির পছন্দ যার অধীনে কেবলমাত্র সংক্ষিপ্ততম মেশিন নয়। সময় প্রাপ্ত হয়, কিন্তু সমগ্র অপারেশন স্বল্পতম সময়কাল .
আদর্শ নির্মাণ এবং ডিজাইন করার জন্য স্কিমের পছন্দ। আদর্শিক পর্যবেক্ষণের ফলাফলের প্রক্রিয়াকরণ এবং সাধারণীকরণের উপর ভিত্তি করে, শ্রমিকদের শ্রম ব্যয়ের নিয়ম বা মেশিন ব্যবহারের সময় ডিজাইন করা হয়েছে। একই সময়ে, তারা পূর্বে বিবেচিত নীতিগুলি থেকে এগিয়ে যায় এবং প্রযুক্তিগত নিয়ন্ত্রণের পদ্ধতিগত বিধানগুলিকে বিবেচনা করে।
Co-এর মান - মেশিনের ডিজাইন করার সময় একটি পণ্যের শ্রম খরচ সহজেই E0 T0 হিসাবে উপস্থাপন করা যেতে পারে, যেখানে E0 হল সামাজিকভাবে প্রয়োজনীয় (জীবন্ত এবং বস্তুগত) সময়ের প্রতি একক ব্যয় করা শ্রমের পরিমাণ (উদাহরণস্বরূপ, 1 ঘন্টা ) মেশিন ডিজাইন করার সময় পণ্যের উৎপাদনের উপর, T0 - এই অবস্থার অধীনে উত্পাদনশীলতার প্রযুক্তিগত মান, যা পণ্যের পরিমাণ দ্বারা চিহ্নিত করা হয়, উদাহরণস্বরূপ, টুকরা, টন, মিটার ইত্যাদিতে তৈরি করা হয়। সময়ের একই একক।
অনুশীলনে, স্বাভাবিককরণের দুটি পদ্ধতি ব্যবহার করা হয়: বিশ্লেষণাত্মক এবং সারাংশ। প্রথমটি হল শ্রমের মান প্রতিষ্ঠার প্রধান পদ্ধতি, এতে শ্রম প্রক্রিয়াকে পৃথক উপাদানে (কৌশল, তাদের কমপ্লেক্স, ক্রিয়া এবং আন্দোলন), অধ্যয়ন, বিশ্লেষণ, বিষয়বস্তুর নকশা, সম্পাদনের ক্রম এবং ব্যক্তির সময়কালের মধ্যে বিভাজন জড়িত থাকে। উপাদান, যুক্তিসঙ্গত মানের উপর ভিত্তি করে শ্রম মান গণনা, সাংগঠনিক ও প্রযুক্তিগত ব্যবস্থার উন্নয়ন এবং বর্ণনা এবং প্রাকৃতিক অবস্থাযা শ্রমের মান প্রবর্তন এবং বিকাশ নিশ্চিত করে, মেশিনের পরিচালনার পরিকল্পিত মোড এবং কাজের পদ্ধতি। যদি, মোট রেশনিংয়ের সাথে, কাজ সম্পাদনের পদ্ধতিটি অভিনয়কারী নিজেই নির্ধারণ করে, তবে বিশ্লেষণাত্মকভাবে, কার্য সম্পাদনের পদ্ধতি এবং উত্পাদনের উপায়গুলি পূর্বনির্ধারিত হয়, অর্থাৎ, কীভাবে এবং কী দ্বারা কাজটি করা উচিত তা নির্ধারণ করা হয়। শ্রম রেশনিংয়ের বিশ্লেষণাত্মক পদ্ধতির সাথে, একটি নির্দিষ্ট পরিমাণ কাজ বা পণ্যের উত্পাদন (উৎপাদন) করার জন্য প্রয়োজনীয় কাজের সময়ের ব্যয় এবং মেশিন (সরঞ্জাম) ব্যবহারের প্রযুক্তিগত সূচক উভয়ই প্রমাণিত হয়। তাই তৃতীয় নামটি উঠে এসেছে - প্রযুক্তিগত নিয়ন্ত্রণ। বিশ্লেষণী পদ্ধতির (উপাদান-দ্বারা-উপাদান) ভিত্তিতে প্রতিষ্ঠিত শ্রম মানকে প্রযুক্তিগতভাবে শব্দ বলা হয়।
ক্রোনোমেট্রিক পর্যবেক্ষণের ডেটা ম্যানুয়াল এবং মেশিন-ম্যানুয়াল কাজের জন্য সময়ের মান ডিজাইন করার পাশাপাশি সময়ের মান (উৎপাদন), মান দ্বারা প্রতিষ্ঠিত সময়ের মান পরীক্ষা এবং স্পষ্ট করার জন্য প্রাথমিক ডেটা হিসাবেও ব্যবহৃত হয়।
টাইমিংকে বারবার পুনরাবৃত্তি করা অপারেশনের পৃথক উপাদানগুলি পর্যবেক্ষণ করে কাজের সময়ের ব্যয় অধ্যয়ন করার এক ধরণের হিসাবে বোঝা যায়। টাইমিং ব্যবহার করা হয় পুনরাবৃত্তিমূলক ম্যানুয়াল, ম্যানুয়াল মেকানাইজড এবং মেশিন-ম্যানুয়াল অপারেশনের উপাদানগুলির (কৌশল, কৌশল, ক্রিয়া এবং নড়াচড়ার জটিলতা) স্বাভাবিক সময়কাল নির্ধারণ করতে এবং সর্বোত্তম কাঠামো এবং ক্রম ডিজাইন করার জন্য কাজের উন্নত পদ্ধতি এবং কৌশলগুলি সনাক্ত করতে এবং অধ্যয়ন করতে। ক্রিয়াকলাপের উপাদানগুলির এবং স্থানান্তর করার এই পদ্ধতিগুলির কাজের বিস্তৃত পরিসরের কর্মীরা সময়ের মান উন্নয়ন করে, যেমন, একটি অপারেশনের রচনা ডিজাইন করার জন্য প্রযুক্তিগতভাবে সাউন্ড টাইম স্ট্যান্ডার্ড গণনা করতে ব্যবহৃত অপারেশনাল সময়ের পৃথক উপাদানগুলির সময়কালের জন্য গণনা করা মান। ব্যাপক উৎপাদনে, স্বতন্ত্র ক্রিয়াকলাপের জন্য সময়ের মান নির্ধারণ করা (প্রধানত ভর এবং বড় আকারের উত্পাদনের শর্তে) মানগুলির বিকাশ এবং স্পষ্টীকরণের জন্য বিদ্যমান নিয়মগুলি পূরণ না করার কারণগুলি পরীক্ষা করা, মান অনুসারে প্রযুক্তিগত গণনার প্রতিষ্ঠিত পদ্ধতি, একটি পদ্ধতি তুলনামূলক, সেইসাথে সময়সূচীর পরীক্ষামূলক এবং পরিসংখ্যানগত উন্নয়ন, কাজ এবং শ্রম সংগঠিত করার জন্য একটি পরিকল্পনা মাল্টি-মেশিন রক্ষণাবেক্ষণে নির্ধারণের প্রক্রিয়াগুলির চক্রাকার প্রকৃতির সাথে প্রয়োজনীয় রচনাশ্রমিকদের ব্রিগেড এবং শ্রমিক সংগঠনের ব্রিগেড আকারে তাদের মধ্যে কাজের বণ্টন।
উত্পাদনের মান ডিজাইন করার সময় শ্রমিক এবং মেশিনের কাজের সময়ের সমস্ত ধরণের ক্ষতি বিবেচনায় নেওয়া হয় না, যা শ্রম উত্পাদনশীলতা বৃদ্ধি নিশ্চিত করতে উত্পাদন মানকে একটি সাংগঠনিক ভূমিকা দেয়।
মেশিনের সাথে কাজ করা শ্রমিকদের লিঙ্কের কম্পোজিশন ডিজাইন করা। মেশিনটি পরিচালনাকারী এবং এর রক্ষণাবেক্ষণে নিযুক্ত শ্রমিকদের শ্রম ইনপুট হার (চালক, সহকারী ড্রাইভার, ইত্যাদি) মেশিনটি ব্যবহারের সময় হার এবং এই শ্রমিকদের প্রয়োজনীয় সংখ্যকের ভিত্তিতে প্রতিষ্ঠিত হয়।
প্রযুক্তিগত এবং উন্নয়নমূলক কাজের বিষয়বস্তু হল শ্রমিকদের উৎপাদন ক্ষমতার বিশ্লেষণ। স্থান, স্বাভাবিক প্রক্রিয়া, এই প্রক্রিয়াগুলির উপাদান উপাদানগুলির সময়কালকে প্রভাবিত করে এমন সমস্ত কারণকে বিবেচনায় নিয়ে, এসএমইগুলির সমস্ত অপারেটর এবং অপারেটর-নিয়ন্ত্রকদের মধ্যে তাদের বাস্তবায়নের জন্য উন্নত পদ্ধতি এবং কাজের পদ্ধতিগুলির অধ্যয়ন। কারিগরি নিয়ন্ত্রণের মধ্যে রয়েছে স্বাভাবিক শ্রম প্রক্রিয়ার সর্বোত্তম কাঠামোর নকশা, গণনা মেশিনের পরিচালনার সর্বোত্তম পদ্ধতি, নির্দিষ্ট কাজ সম্পাদনের জন্য পদ্ধতি এবং কৌশল, কর্মক্ষেত্রের যুক্তিসঙ্গত সংগঠন; প্যালেটগুলির প্রয়োজন গণনা করার নিয়ম (ক্যাসেট, পাত্রে); মেঝে বৈদ্যুতিক পরিবহনে ইনস্টল করা ব্যাটারির জন্য চার্জ করার স্থানগুলির প্রয়োজন গণনা করার নিয়মগুলি প্যাকেজ করা পণ্যগুলির জন্য গুদামগুলির প্রযুক্তিগত নকশার জন্য অল-ইউনিয়ন মান অনুসারে গ্রহণ করা উচিত (ONTP 01-77)।
বিষয় 4. ডিজাইনিং উৎপাদন মান
বক্তৃতা প্রশ্ন:
1. শ্রমিকদের শ্রম খরচের হার ডিজাইন করা।
2. কর্মীদের রচনা ডিজাইন করা
3. মেশিন সময় আদর্শ নকশা.
4. বিল্ডিং উপকরণ খরচ রেশনিং.
5. উপকরণ খরচ রেশনিং জন্য পদ্ধতি.
প্রযুক্তিগতভাবে ন্যায্য আদর্শের নকশা প্রক্রিয়াটির স্বাভাবিক সংকলন এবং কাজের সময়ের সমস্ত স্বাভাবিক ব্যয়ের গণনা (পরিচালনামূলক কাজের জন্য, পিজেড কাজ, নিয়ন্ত্রিত বিরতির জন্য) শুরু হয়। স্বাভাবিকগুলি ফ্লো চার্টের আকারে আঁকা হয়, যা মানগুলি বাস্তবায়নের জন্য সাংগঠনিক এবং প্রযুক্তিগত শর্তগুলিকে প্রতিফলিত করে।
জন্য শ্রম খরচ মান ডিজাইন অপারেশনাল কাজ(প্রধান এবং সহায়ক) আদর্শিক পর্যবেক্ষণের ডেটার উপর ভিত্তি করে কাজের উপাদানগুলির জন্য যুক্তিসঙ্গত মান নির্ধারণ করে। পুরো কাজের প্রক্রিয়ার জন্য মোট শ্রম ব্যয় নির্ধারণ করা হয় উপাদানগুলির দ্বারা কাজের সময়ের খরচগুলিকে মূল মিটারের জন্য শ্রমের খরচের সাথে এনে এবং হ্রাসকৃত খরচগুলিকে যোগ করার মাধ্যমে।
অধ্যয়নের অধীনে প্রক্রিয়াটির মূল মিটারে কাজের সময়ের খরচ আনাকে বলা হয় আদর্শের সংশ্লেষণএবং এই রূপান্তর ব্যবহার করে বাহিত হয় রূপান্তর ফ্যাক্টর.
রূপান্তর ফ্যাক্টর হল এমন একটি সংখ্যা যা নির্দেশ করে যে উপাদান মিটারে উৎপাদনের কত ইউনিট উৎপাদনের একটি ইউনিটে রয়েছে, পুরো প্রক্রিয়ার মূল মিটারে প্রকাশ করা হয়।
Oe - উপাদানটির উত্পাদনের আয়তন।
অপ - প্রক্রিয়াটির উত্পাদনের পরিমাণ।
পরিচালন কাজের খরচের আদর্শিক মান নির্ধারণ করা হয় প্রতিটি উপাদানের জন্য শ্রম খরচ যোগ করে t i , সংশ্লিষ্ট রূপান্তর ফ্যাক্টর দ্বারা গুণিত করে।
জন্য শ্রম খরচ প্রস্তুতিমূলক এবং চূড়ান্ত কাজব্যয় করা মোট কাজের সময়ের% এর মধ্যে মূলত প্রতিষ্ঠিত মানগুলির ভিত্তিতে ডিজাইন করা হয়েছে।
যদি PZR একটি উল্লেখযোগ্য আছে আপেক্ষিক গুরুত্ব(> 7%), তাদের মান পর্যবেক্ষণমূলক ডেটা থেকে নির্ধারিত হয় এবং তারপরে রূপান্তরিত হয়।
প্রযুক্তিগত বিরতিতে ব্যয় করা সময়ের আদর্শ ডিজাইন করা।
এই খরচের মান প্রধানত আদর্শিক পর্যবেক্ষণের তথ্য অনুসারে নির্ধারিত হয় এবং তারপরে তাদের ভাগ % এ নির্ধারিত হয়।
প্রক্ষিপ্ত নিয়মে প্রয়োজনীয় প্রযুক্তিগত বিরতিগুলি অন্তর্ভুক্ত করার সময়, এটি মনে রাখা উচিত যে এই বিরতির সময় শ্রমিকরা আংশিকভাবে বিশ্রাম নেয়, তাই বিশ্রামের জন্য উদ্বৃত্ত সময়টি আদর্শের অন্তর্ভুক্ত প্রযুক্তিগত বিরতির মূল্যের অর্ধেক হ্রাস করা যেতে পারে।
স্বল্পমেয়াদী বিশ্রাম এবং কর্মীদের ব্যক্তিগত প্রয়োজনের জন্য ব্যয়ের পরিমাণ মান অনুযায়ী নেওয়া হয়।
| কাজের ধরন | কোটডিহ% এর জন্য আদর্শ |
| 1. মেশিনিস্ট 2. স্ট্রাকচারাল অ্যাসেম্বলার 3. ব্রিকলেয়ার | 8 – 10 % 10 – 12 % 10 – 12 % |
খরচ হারের সম্পূর্ণ মান সূত্র দ্বারা গণনা করা হয়।
7. শ্রম রেশনিং সংগঠন
বর্তমানে, শিল্প পদ্ধতিগতভাবে বিশ্লেষণাত্মক পদ্ধতি ব্যবহার করে প্রতিষ্ঠিত শ্রমের মানগুলি ব্যবহার করে, যা কাজের প্রকৃতি এবং কাজের সময় ব্যয়ের পরিমাণের উপর ভিত্তি করে তৈরি করা হয়, যা পৃথক কাজের পদ্ধতি, কাজের ক্রিয়াকলাপ এবং কার্য সম্পাদনের জন্য এর প্রকৃত খরচ স্থাপন করা সম্ভব করে। প্রসেস রেশনিংয়ের বিশ্লেষণাত্মক পদ্ধতিটি কাজের সময় নষ্ট হওয়ার কারণগুলি সনাক্ত করা এবং নির্মূল করা, সেগুলির মধ্যে সর্বোত্তম বাস্তবায়নের জন্য কাজের পদ্ধতিগুলি সম্পাদন করার জন্য প্রযুক্তির সন্ধান করা এবং শ্রম বিভাজনের সর্বোত্তম রূপগুলি সন্ধান করা সম্ভব করে তোলে।
ব্যয়িত সময় অধ্যয়নের জন্য বৈজ্ঞানিক ব্যবস্থা, শ্রম ব্যয়ের নিয়ম (উৎপাদন নিয়ম) ডিজাইন করার লক্ষ্যে এবং কাজের সময়ের ব্যবহার উন্নত করার ব্যবস্থা করার লক্ষ্যে, একটি বিশেষ শৃঙ্খলা গঠন করে - প্রযুক্তিগত শ্রম রেশনিং।
আকরিক খরচের হার, বিশ্লেষণাত্মকভাবে প্রতিষ্ঠিত, যুক্তিসঙ্গত উত্পাদন প্রক্রিয়া প্রযুক্তির উপর ভিত্তি করে, বৈজ্ঞানিক সংস্থাএকটি প্রদত্ত কর্মক্ষেত্রে শ্রম এবং উত্পাদনের উপায় এবং কাজের সময় সবচেয়ে দক্ষ ব্যবহারের জন্য প্রদান করে।
এই ধরনের নিয়মগুলিকে প্রযুক্তিগতভাবে ন্যায়সঙ্গত বলা হয়, এবং যেহেতু তারা সর্বোত্তম অনুশীলন এবং বিজ্ঞান ও প্রযুক্তির সর্বশেষ অর্জনগুলিতে ফোকাস করে, তাই তারা প্রগতিশীলও।
সময়ের (উৎপাদন) প্রযুক্তিগতভাবে ন্যায়সঙ্গত নিয়মগুলির মধ্যে, প্রাথমিক এবং সাধারণীকৃত নিয়মগুলিকে আলাদা করা হয়।
প্রাথমিক হল আদর্শ, প্রথম উন্নত এই প্রক্রিয়াভিতরে কাজের পরিবেশনির্দিষ্ট সংস্থা।
একটি সাধারণীকৃত আদর্শ হল এমন একটি আদর্শ যা প্রাথমিক নিয়মের ভিত্তিতে বিকশিত হয়েছে যা বেশ কয়েকটি সংস্থার উত্পাদন পরিস্থিতিতে পরীক্ষা করা হয়েছে এবং একটি নির্দিষ্ট হিসাবে অনুমোদিত হয়েছে আদর্শিক নথি(উদাহরণস্বরূপ, ENiR, VNiR, MNIR, TNiR)।
7.1 আদর্শিক পর্যবেক্ষণের ধরন
প্রযুক্তিগত নিয়ন্ত্রণের পদ্ধতিগুলি পারফর্মারদের আদর্শিক পর্যবেক্ষণের উপর ভিত্তি করে। তৈরির পদ্ধতিশ্রমিক, লিংক বা কর্মীদের দল, মেশিন এবং মেকানিজমের কাজে।
নিয়ন্ত্রক তত্ত্বাবধান হল উৎপাদন প্রক্রিয়ার এককালীন (অন্তত অর্ধেক শিফট) অধ্যয়ন, যা নিম্নলিখিত কাজগুলি নিয়ে গঠিত:
1) প্রক্রিয়াটির বৈশিষ্ট্যের বর্ণনা।
2) শ্রমিকদের কাজের সময় বা মেশিন ব্যবহারের সময় পরিমাপ।
3) পর্যবেক্ষণ সময়কালে উত্পাদিত পণ্য পরিমাপ.
4) পর্যবেক্ষণ ফলাফল প্রাথমিক প্রক্রিয়াকরণ.
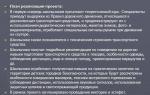
প্রযুক্তিগত নিয়ন্ত্রণ আছে ঐতিহ্যগত উপায়কাজের সময় খরচ অধ্যয়ন. শ্রম প্রক্রিয়ার প্রধান ধরনের আদর্শিক পর্যবেক্ষণের শ্রেণীবিভাগের ব্লক ডায়াগ্রাম চিত্র 7.1-এ দেখানো হয়েছে। প্রথমত, তাদের ফটো অ্যাকাউন্টিং, সময় এবং প্রযুক্তিগত অ্যাকাউন্টিং (প্রযুক্তিগত অ্যাকাউন্টিং) অন্তর্ভুক্ত করা উচিত।
চিত্র 7.1 - প্রধান ধরনের শ্রেণীবিভাগ
আদর্শিক পর্যবেক্ষণ
ফটো অ্যাকাউন্টিং হল এক ধরনের নিয়ন্ত্রক পর্যবেক্ষণ যা উৎপাদন প্রক্রিয়ার বাস্তবায়নে ব্যয় করা সব ধরনের সময়ের ক্রমাগত পরিমাপের জন্য (বর্তমান সময় অনুযায়ী) ব্যবহৃত হয়।
ফটো অ্যাকাউন্টিং হল আদর্শিক পর্যবেক্ষণের সবচেয়ে সাধারণ পদ্ধতি। এর সাহায্যে, কাজের সময়ের খরচগুলি 5 সেকেন্ড থেকে 1 মিনিট পর্যন্ত রেকর্ডিংয়ের নির্ভুলতার সাথে অধ্যয়ন করা হয়।
বর্তমান সময় পর্যবেক্ষণ এবং রেকর্ড করার পদ্ধতি অনুসারে, ফটো অ্যাকাউন্টিং গ্রাফিক, মিশ্র এবং ডিজিটাল এবং পর্যবেক্ষণের প্রকৃতি অনুসারে - পৃথক এবং গোষ্ঠীতে বিভক্ত।
গ্রাফিক্যাল এবং মিশ্র ফটো অ্যাকাউন্টিং পর্যবেক্ষণের জন্য ব্যবহার করা হয় যখন সময় পরিমাপের নির্ভুলতা 0.5 মিনিট পর্যন্ত যথেষ্ট। প্রক্রিয়ার সংশ্লিষ্ট উপাদানগুলির সাথে সম্পর্কিত সরল রেখার অংশগুলির দ্বারা বিশেষ ফর্মগুলিতে অতিবাহিত সময় রেকর্ড করা হয়।
গ্রাফিকাল ফটো অ্যাকাউন্টিং আপনাকে প্রতিটি পারফর্মারের জন্য আলাদাভাবে তাদের বাস্তবায়নের প্রযুক্তিগত ক্রমানুসারে প্রক্রিয়া উপাদানগুলির দ্বারা সময়ের খরচের ডেটা রেকর্ড করতে দেয়। এছাড়াও, প্রতিটি কাজের অপারেশনের জন্য এবং সামগ্রিকভাবে পর্যবেক্ষণ করা প্রক্রিয়ার জন্য উত্পাদিত পণ্যের পরিমাণ ধারাবাহিকভাবে রেকর্ড করা হয়। উপরন্তু, গ্রাফিক ফটো অ্যাকাউন্টিং ব্যবহার করা হয় যখন মেশিন, ড্রাইভার বা শ্রমিকরা স্বতন্ত্রভাবে কাজ করে (ওয়েল্ডার, গ্ল্যাজিয়ার, ফিটার, ইত্যাদি) দ্বারা সময়ের ব্যবহার পর্যবেক্ষণ করে। গ্রাফিক ফটো অ্যাকাউন্টিংয়ের একটি বৈশিষ্ট্য হল যে প্রতিটি পারফর্মারের দ্বারা ব্যয় করা সময় বিভিন্ন রঙের পৃথক লাইন দ্বারা রেকর্ড করা হয়। রেকর্ডিংটি একটি এফজি ফর্মে তৈরি করা হয়, যার 60টি বিভাগ সহ একটি গ্রিড রয়েছে, যার প্রতিটি এক মিনিটের সাথে মিলে যায়।
মিশ্র ফটো অ্যাকাউন্টিং হল সময়ের অ্যাকাউন্টিংয়ের সর্বজনীন রূপ। এর সারমর্মটি এই সত্যের মধ্যে নিহিত যে যে সময়টিতে অধ্যয়নের অধীনে প্রক্রিয়াটির পৃথক উপাদানগুলি সঞ্চালিত হয় তা গ্রাফিকাল ফটো অ্যাকাউন্টিংয়ের মতো সরল রেখার অংশ দ্বারা চিত্রিত হয় এবং প্রতিটি উপাদান বাস্তবায়নে জড়িত কর্মীদের সংখ্যা দ্বারা নির্দেশিত হয় একটি সংখ্যা তার প্রারম্ভিক বিন্দুতে সেগমেন্টের উপরে লাগানো। সম্পূর্ণ পণ্যের ভলিউম গ্রাফিক ফটো অ্যাকাউন্টিংয়ের অনুরূপভাবে রেকর্ড করা হয়। ফটো অ্যাকাউন্টিংয়ের এই পদ্ধতিটি একই সাথে একদল শ্রমিকের কাজ, সেইসাথে মেশিনের ক্রিয়াকলাপ পর্যবেক্ষণ করার সময় ব্যবহৃত হয়। সময় এফএস ফর্মে রেকর্ড করা হয়। FG এবং FS ফর্মগুলির ফর্মগুলি একই রকম তা বিবেচনা করে, এই দুটি ধরণের ফটো অ্যাকাউন্টিং (গ্রাফিক এবং মিশ্র ফটো অ্যাকাউন্টিং) এর জন্য FGS ফর্মটি ব্যবহার করার অনুমতি দেওয়া হয়।
ডিজিটাল ফটো অ্যাকাউন্টিং প্রক্রিয়াগুলির স্বাভাবিককরণে ব্যবহৃত হয় যার জন্য সময় রেকর্ডিংয়ের উচ্চ নির্ভুলতা প্রয়োজন বা অনেক উপাদানে বিভক্ত। এই ক্ষেত্রে পর্যবেক্ষিত কর্মীর সংখ্যা সাধারণত দুইজনের বেশি হয় না। সময় রেকর্ডিং নির্ভুলতা 5 সেকেন্ড। হিসাব সি ফর্মে সঞ্চালিত হয়।
পৃথক ফটো অ্যাকাউন্টিংয়ের সাথে, প্রতিটি কর্মীর সময় এবং আউটপুট পর্যবেক্ষণের প্রক্রিয়ায় আলাদাভাবে রেকর্ড করা হয়। গ্রুপ ফটো অ্যাকাউন্টিংয়ের সাথে, একটি লিঙ্ক বা ব্রিগেডের কাজের উপর পর্যবেক্ষণ করা হয়।
টাইমিং হল শ্রমিক এবং মেশিনের প্রধান কাজের উপাদানগুলির সময়কালের একটি অধ্যয়ন, অর্থাৎ যান্ত্রিক চক্রীয় এবং অ-চক্রীয় প্রক্রিয়া। প্রক্রিয়াটির উপাদানগুলির সময়কাল সাধারণত স্টপওয়াচ ব্যবহার করে পরিমাপ করা হয়, 1 সেকেন্ডের নির্ভুলতার সাথে ব্যয় করা সময় এবং প্রয়োজনে 0.2 সেকেন্ড পর্যন্ত।
টাইমিং করার সময় সময় পরিমাপ করার দুটি উপায় আছে: ক্রমাগত (অবিচ্ছিন্ন) এবং নির্বাচনী। ঘন ঘন পুনরাবৃত্তিকারী উপাদানগুলির সাথে চক্রাকার প্রক্রিয়াগুলিকে স্বাভাবিক করতে ব্যবহৃত নির্বাচনী পদ্ধতিটি সবচেয়ে সাধারণ।
0.2 থেকে 1 সেকেন্ডের রেকর্ডিং নির্ভুলতার সাথে C ফর্মে তাদের প্রযুক্তিগত ক্রমানুসারে কাজের ক্রিয়াকলাপ সম্পাদনের সময় ঠিক করে অবিচ্ছিন্ন সময় নির্ধারণ করা হয়। সি ফর্ম পূরণ করার কৌশলটি ডিজিটাল ফটো অ্যাকাউন্টিংয়ের মতোই। একটি মেশিন বা এক বা দুইজন কর্মী দ্বারা সঞ্চালিত অ-চক্রীয় প্রক্রিয়াগুলি অধ্যয়নের জন্য ক্রমাগত সময় ব্যবহার করা হয়।
টাইমিং সিলেক্টিভ পর্যবেক্ষকের আগ্রহের কিছু প্রক্রিয়া উপাদানের অধ্যয়নের উপর ভিত্তি করে। একই সময়ে, গবেষক বর্তমান সময় নয়, তার জন্য সুবিধাজনক একটি ক্রম অনুসারে পৃথক অপারেশনের সময়কাল ঠিক করেন। নির্বাচনী সময় প্রায়ই যান্ত্রিক চক্রীয় প্রক্রিয়া অধ্যয়ন করতে ব্যবহৃত হয়। একটি নির্বাচনী সময়ের সময়কাল সাধারণত দুই থেকে তিন ঘণ্টার বেশি হয় না। এই পদ্ধতি সহজ এবং সঠিক। সময় XB ফর্মে 0.2 থেকে 1 সেকেন্ডের নির্ভুলতার সাথে রেকর্ড করা হয়।
টেকনিক্যাল অ্যাকাউন্টিং হল উপাদানগুলির একটি বর্ধিত নামকরণের একটি চাক্ষুষ পর্যবেক্ষণ (সর্বকালের খরচ দুটি গ্রুপে বিভক্ত - প্রমিত এবং অ-প্রমিত খরচ), যা 5 এর রেকর্ডিং সময়ের নির্ভুলতার সাথে সময় এবং শ্রম খরচের একটি গ্রুপ রেকর্ডিং দ্বারা চিহ্নিত করা হয়। -10 মিনিট. একই সময়ে, ব্যয় করা সময় গ্রাফিকভাবে রেকর্ড করা হয়, এবং কর্মীদের সংখ্যা সংখ্যায় চিহ্নিত করা হয়। পণ্যগুলি পর্যবেক্ষণের শেষে প্রধান ওয়ার্কফ্লো মিটারে পরিমাপ করা হয়। উপরের সবকটি দেওয়া, প্রযুক্তিগত অ্যাকাউন্টিং শুধুমাত্র মানগুলির সাথে সম্মতির স্তর পরীক্ষা করার জন্য ব্যবহার করা উচিত।
7.2 অনুষ্ঠানের প্রস্তুতির সংগঠন
নিয়ন্ত্রক পর্যবেক্ষণ
আদর্শিক পর্যবেক্ষণ করার আগে সাংগঠনিক এবং প্রস্তুতিমূলক কাজ নিম্নলিখিত পর্যায়গুলি অন্তর্ভুক্ত করে:
1) গবেষণা গ্রুপের সংগঠন।
2) গবেষণা প্রক্রিয়ার সাথে প্রাথমিক পরিচিতি।
3) প্রক্রিয়া মান স্থাপন.
4) পর্যবেক্ষণের বস্তুর পছন্দ এবং প্রক্রিয়াটির সংগঠনে প্রয়োজনীয় স্পষ্টীকরণের প্রবর্তন।
5) আদর্শিক পর্যবেক্ষণের ধরন নির্বাচন, সংখ্যা নির্ধারণ এবং পর্যবেক্ষণের সময়কাল।
6) উপাদানগুলিতে প্রক্রিয়াটির বিভাজন, প্রতিটি উপাদান এবং সামগ্রিকভাবে প্রক্রিয়াটির উত্পাদনের জন্য ফিক্সিং পয়েন্ট এবং পরিমাপের একক স্থাপন।
গবেষণা গোষ্ঠীর প্রাথমিক অধ্যয়নের সাপেক্ষে তথ্যের বাধ্যতামূলক উত্সগুলির মধ্যে রয়েছে প্রাসঙ্গিক GOSTs, SNiPs, কাজের উত্পাদন এবং গ্রহণযোগ্যতার জন্য প্রযুক্তিগত বৈশিষ্ট্য (TU), যন্ত্রপাতি এবং সরঞ্জামের ক্যাটালগ, কাজের উত্পাদন প্রকল্প (PPR) এবং কাজের অঙ্কন, শ্রম সুরক্ষা বিধি, প্রযুক্তিগত মানচিত্র, উৎপাদন মান এবং দাম অনুরূপ কাজ, ট্যারিফ এবং যোগ্যতা রেফারেন্স বই, ইত্যাদি
উচ্চ-মানের প্রাথমিক তথ্য প্রাপ্তি মূলত শ্রম প্রক্রিয়া স্বাভাবিকের সঠিক প্রতিষ্ঠার উপর নির্ভর করে, যা আদর্শের একটি অবিচ্ছেদ্য অংশ এবং আদর্শিক পর্যবেক্ষণের বস্তু নির্বাচন করার জন্য একটি মান।
স্বাভাবিক প্রক্রিয়াটি উত্পাদন প্রক্রিয়া বাস্তবায়নের জন্য সবচেয়ে গুরুত্বপূর্ণ কারণ এবং শর্তগুলির একটি সেট। নিম্নলিখিত প্রয়োজনীয়তা বিবেচনা করে এটি ইনস্টল করা আবশ্যক:
1) প্রকৌশল ও প্রযুক্তির উন্নয়নের আধুনিক স্তরের সাথে শ্রম ও উৎপাদনের সংগঠনের সম্মতি।
2) একটি প্রমিত প্রক্রিয়া বাস্তবায়নের জন্য ডিজাইন করা যান্ত্রিকীকরণ এবং অটোমেশন সরঞ্জামগুলির সম্পূর্ণ এবং দক্ষ ব্যবহার।
3) SNiP, GOST, স্থানীয় এবং জেলার প্রয়োজনীয়তার সাথে উপকরণ, পণ্য, অংশ এবং কাঠামোর সম্মতি স্পেসিফিকেশন(TU) কাজের উৎপাদন ও গ্রহণযোগ্যতার জন্য, এই প্রক্রিয়ার প্রযুক্তি।
4) শ্রম সুরক্ষা এবং নিরাপত্তা প্রবিধানের সাথে সম্পূর্ণ সম্মতি।
5) অধ্যয়নের অধীনে প্রক্রিয়ার অন্তর্ভুক্ত সমস্ত কাজের আদর্শিক পর্যবেক্ষণের সম্পূর্ণ কভারেজ।
6) উচ্চ মানের পণ্য উৎপাদন নিশ্চিত করা।
7) অধ্যয়নের অধীনে প্রক্রিয়া সম্পাদনকারী কর্মীদের যোগ্যতার চিঠিপত্র, এর উপাদান ক্রিয়াকলাপের জটিলতার স্তর।
পর্যবেক্ষণের বস্তু হিসাবে নির্বাচিত প্রক্রিয়াটিকে অবশ্যই স্বীকৃত স্বাভাবিকের সাথে সম্মতি দিতে হবে এবং বাস্তব উত্পাদনের অবস্থার মধ্যে বাহিত হতে হবে। গৃহীত স্বাভাবিক থেকে প্রক্রিয়াটির প্রকৃত অবস্থার বিচ্যুতি হলে, পর্যবেক্ষণের বস্তুটিকে অনুকূলিত করার জন্য উপযুক্ত সাংগঠনিক এবং প্রযুক্তিগত ব্যবস্থাগুলি পরিকল্পনা করা এবং প্রয়োগ করা উচিত।
প্রযুক্তির বৈশিষ্ট্য এবং স্বাভাবিক প্রক্রিয়ার সংগঠনের উপর ভিত্তি করে আদর্শিক পর্যবেক্ষণের ধরন বেছে নেওয়া হয়।
সমস্ত অ-চক্রীয় প্রক্রিয়া, সেইসাথে 5 মিনিট বা তার বেশি সময়কালের চক্রের সময়কালের চক্রীয় প্রক্রিয়াগুলি ফটো অ্যাকাউন্টিং (গ্রাফিক, মিশ্র বা ডিজিটাল) ব্যবহার করে অধ্যয়ন করা উচিত।
টাইমিং (চক্রীয় অংশ) এবং ফটো অ্যাকাউন্টিং (অ-চক্রীয় অংশ) ব্যবহার করে অ-চক্রীয় উপাদানগুলির একটি ছোট অনুপাত (প্রক্রিয়ার মোট শ্রম তীব্রতার 20% পর্যন্ত) সহ চক্রীয় প্রক্রিয়াগুলি তদন্ত করার সুপারিশ করা হয়।
যেকোন ধরণের আদর্শিক পর্যবেক্ষণ করার সময়, অধ্যয়নের অধীনে প্রক্রিয়াটিকে তাদের বাস্তবায়নের প্রযুক্তিগত ক্রম অনুসারে উপাদান উপাদানগুলিতে বিভক্ত করা উচিত।
প্রক্রিয়াটিকে উপাদানগুলিতে বিভক্ত করার সময়, উপাদানগুলির নামকরণটি স্বাভাবিক প্রক্রিয়ায় তালিকাভুক্ত গবেষণার জন্য পরিকল্পিত সমস্ত কাজের ক্রিয়াকলাপগুলিকে বিবেচনায় নেয় তা সাবধানে নিশ্চিত করা প্রয়োজন।
প্রাথমিক উৎপাদনের পরিমাপের উৎপাদনে সর্বাধিক সুবিধা নিশ্চিত করে এমন উপাদানগুলির একটি পরিসীমা পেতে প্রক্রিয়াটিকে এমনভাবে উপাদানগুলিতে বিভক্ত করা প্রয়োজন।
যান্ত্রিক প্রক্রিয়াগুলির অধ্যয়নের ক্ষেত্রে, মেশিনের পরিচালনা এবং শ্রমিকদের কাজের জন্য এবং যৌথভাবে উভয়ই পর্যবেক্ষণ করা যেতে পারে। তবে যে কোনও ক্ষেত্রে, মেশিনের কাজের উপাদানগুলির পৃথক নামকরণ এবং এই মেশিনের সাথে কাজ করা প্রক্রিয়াটির নির্বাহকদের কাজের উপাদানগুলি অবশ্যই আঁকতে হবে। একটি যান্ত্রিক প্রক্রিয়ার উপাদানগুলির একটি মিশ্র নামকরণ করা অসম্ভব।
পর্যবেক্ষণের প্রস্তুতির একই পর্যায়ে, অধ্যয়নকৃত শ্রম প্রক্রিয়ার প্রতিটি উপাদানের (অপারেশন) সীমানা নির্দেশ করে, ফিক্সিং পয়েন্টগুলি নির্ধারণ করা হয়। একটি ফিক্সিং পয়েন্ট নির্ধারণের জন্য লক্ষণগুলি প্রক্রিয়াটির এক বা অন্য উপাদানের শুরু এবং শেষের একটি স্পষ্ট চাক্ষুষ উপলব্ধি দ্বারা প্রতিষ্ঠিত হতে পারে।
কোনও আদর্শিক পর্যবেক্ষণ করার আগে, একটি প্রক্রিয়ার বৈশিষ্ট্য তৈরি করা প্রয়োজন - সমস্ত সাংগঠনিক এবং প্রযুক্তিগত অবস্থার একটি সঠিক বিবরণ যেখানে অধ্যয়ন করা শ্রম প্রক্রিয়াটি সঞ্চালিত হয়। বৈশিষ্ট্যটি সংক্ষিপ্ত হওয়া উচিত, তবে সম্পূর্ণ সম্পূর্ণতার সাথে বিষয়বস্তু এবং অধ্যয়নের অধীনে উত্পাদন প্রক্রিয়া বাস্তবায়নের সমস্ত বৈশিষ্ট্য প্রতিফলিত করে।
প্রক্রিয়াটির বৈশিষ্ট্যগুলি বর্ণনা করতে, একটি বিশেষ HP ফর্ম ব্যবহার করা হয়, যা প্রতিটি পর্যবেক্ষণের জন্য আলাদাভাবে পূরণ করা হয়।
সমস্ত সাংগঠনিক এবং প্রস্তুতিমূলক ব্যবস্থা গ্রহণ করার পরে, তারা নিয়ন্ত্রক পর্যবেক্ষণ শুরু করে।
7.3 নিয়ন্ত্রক ফলাফল প্রাথমিক প্রক্রিয়াকরণ
পর্যবেক্ষণ
7.3.1 অ-চক্রীয় প্রক্রিয়া
গ্রাফিকাল, মিশ্র বা ডিজিটাল ফটো অ্যাকাউন্টিং ব্যবহার করে সঞ্চালিত একটি অ-চক্রীয় প্রক্রিয়ার আদর্শিক পর্যবেক্ষণের ফলাফলের প্রাথমিক প্রক্রিয়াকরণ দুটি ধাপ নিয়ে গঠিত:
1) প্রক্রিয়ার প্রতিটি উপাদানের জন্য শ্রম খরচ বা সময় এবং পণ্যের প্রাথমিক গণনা এবং সামগ্রিকভাবে পর্যবেক্ষণ সময়ের জন্য (FGS বা C ফর্মের উপর ভিত্তি করে)।
2) শ্রম বা সময় পরিমাপের ফলাফল, সেইসাথে পর্যবেক্ষণের সময় রেকর্ড করা প্রক্রিয়ার সমস্ত উপাদানগুলির জন্য পণ্য পরিমাপের ফলাফলগুলিকে একটি বিশেষ OH ফর্মে (অ-চক্রীয় প্রক্রিয়াগুলির পর্যবেক্ষণের ফলাফলগুলি প্রক্রিয়াকরণ) এবং উত্পাদনের পরিমাণ গণনা করা। 60 মিনিটের মধ্যে প্রক্রিয়া উপাদান দ্বারা সঞ্চালিত.
অ-চক্রীয় প্রক্রিয়াগুলির একটি পর্যবেক্ষণের সময়কাল কমপক্ষে অর্ধেক শিফট হওয়া উচিত। অতএব, FGS ফর্ম এবং বেশ কয়েকটি Ts ফর্মের প্রতি ঘন্টায় এন্ট্রিগুলিকে অন ফর্মে ডেটা স্থানান্তর করার জন্য সর্বদা মধ্যবর্তী গণনার প্রয়োজন হয়। এই মধ্যবর্তী বা প্রাথমিক গণনাগুলি প্রক্রিয়ার প্রতিটি উপাদানের জন্য সমস্ত শ্রম খরচ এবং সমগ্র পর্যবেক্ষণ সময়কালের জন্য নিয়ন্ত্রিত বিরতির সময় সমন্বিত করে।
প্রাথমিক গণনার পরে, আপনি OH ফর্মটি পূরণ করতে এগিয়ে যেতে পারেন।
OH ফর্মটি পূরণ করা নিম্নরূপ। শুরুতে, অধ্যয়নের অধীনে প্রক্রিয়াটির সমস্ত উপাদানের নাম প্রবেশ করানো হয়। ফর্মের সংশ্লিষ্ট কলামে তাদের অবস্থান সর্বদা একটি নির্দিষ্ট প্রযুক্তিগত ক্রমানুসারে পরিচালিত হয় যা প্রতিষ্ঠিত প্রক্রিয়া স্বাভাবিকের সাথে সম্পর্কিত। এর পরে, অপারেশনাল কাজের উপাদানগুলির একটি গ্রুপ আন্ডারলাইন করা হয় এবং লাইনের নীচে এটিতে ব্যয় করা সময়ের গণনার ফলাফলগুলি নির্দেশিত হয়।
তারপরে, পৃথক লাইনগুলি প্রস্তুতিমূলক এবং চূড়ান্ত কাজে ব্যয় করা সময়, প্রযুক্তিগত বিরতি এবং বিশ্রাম (ব্যক্তিগত প্রয়োজনের জন্য ব্যয় সহ) রেকর্ড করে। স্বাভাবিক সময় ব্যয়ের উপাদানগুলির গোষ্ঠী আন্ডারলাইন করা হয় এবং তাদের মোট পরিমাণ লাইনের নীচে লেখা হয়।
আরও, অপ্রত্যাশিত এবং অপ্রয়োজনীয় কাজে ব্যয় করা সময়, কাজের দুর্বল সংগঠনের কারণে এবং এলোমেলো কারণে, লঙ্ঘনের কারণে বিরতি রেকর্ড করা হয়। শ্রম শৃঙ্খলা. অ-প্রমিত সময় ব্যয়ের উপাদানগুলির গ্রুপ আন্ডারলাইন করা হয় এবং তাদের মোট পরিমাণ লাইনের নীচে লেখা হয়।
এই সাবটোটালের নীচে, আবার একটি লাইন টানা হয়েছে, যার অধীনে অধ্যয়নকৃত শ্রম প্রক্রিয়ার সমস্ত উপাদানগুলিতে ব্যয় করা মোট সময় রেকর্ড করা হয়েছে।
7.3.2 চক্রাকার প্রক্রিয়া
চক্রীয় প্রক্রিয়াগুলির পর্যবেক্ষণের ফলাফলগুলি প্রক্রিয়া করার সময়, প্রতিটি উপাদান এবং সামগ্রিকভাবে চক্রের জন্য সময় ব্যয়ের আদর্শিক সিরিজ সম্পূর্ণ করা XB ফর্মগুলি থেকে প্রাপ্ত হয়। সিরিজের মানের সংখ্যা পর্যবেক্ষণ করা চক্রের সংখ্যার সাথে মিলে যায়।
টার্গেট প্রাথমিক প্রক্রিয়াকরণচক্রীয় প্রক্রিয়াগুলির পর্যবেক্ষণের ফলাফল - পরিষ্কার এবং উন্নত সিরিজের জন্য গড় মান প্রাপ্ত করা।
আদর্শ সিরিজের প্রক্রিয়াকরণ নিম্নলিখিত পদক্ষেপগুলি নিয়ে গঠিত:
1) পর্যবেক্ষণ থেকে প্রাপ্ত অধ্যয়নের অধীনে প্রক্রিয়াটির প্রতিটি উপাদানে ব্যয় করা সময়ের মূল্যের ক্রমবর্ধমান ক্রম অনুসারে গ্রুপিং।
2) যে মানগুলি প্রতিষ্ঠিত স্বাভাবিকের সাথে সম্পর্কিত নয় তা বাদ দিয়ে সিরিজের বিশ্লেষণ এবং মৌলিক পরিচ্ছন্নতা।
3) গাণিতিক পদ্ধতি ব্যবহার করে সিরিজ চেক করা এবং প্রয়োজনে সিরিজ পরিষ্কার করা।
4) সাফ করা সারিগুলির জন্য গড় মান নির্ধারণ।
র্যান্ডম বিচ্যুতি মান থেকে সিরিজ পরীক্ষা এবং পরিষ্কার করার সময়, গাণিতিক পরিসংখ্যানের পদ্ধতি ব্যবহার করা হয়।
প্রথমত, সিরিজের স্ক্যাটার সহগ নির্ধারণ করা হয়কেপি সূত্র অনুযায়ী:
font-size:16.0pt">কোথায় আপ- সিরিজের সর্বোচ্চ মান;
a1- সিরিজের সর্বনিম্ন মান।
যদি প্রাপ্ত মান প্রতি আর1.3 এর বেশি নয়, যার মানে সিরিজটির পরিষ্কারের প্রয়োজন নেই। যদি একটি প্রতি আর> 1.3, কিন্তু 2.0 এর বেশি নয়, সিরিজ চেক করতে, সীমা মান পদ্ধতি প্রয়োগ করা প্রয়োজন। যদি একটি কে পি> 2.0, সিরিজটি গড় বর্গক্ষেত্র ত্রুটি পদ্ধতি ব্যবহার করে পরীক্ষা করা হয়।
মান সীমিত করার পদ্ধতি দ্বারা সিরিজ পরীক্ষা করা অধ্যয়নের অধীনে আদেশকৃত সিরিজের চরম মানগুলির তুলনা করে ( a1এবং আপ) সর্বাধিক অনুমোদিত মান সহ এবং সিরিজে পরীক্ষিত মানগুলি সংরক্ষণ করার সম্ভাবনার সমস্যাটি সমাধান করা।
এটি করার জন্য, প্রথমে নিম্নলিখিত সূত্র অনুসারে সিরিজের অনুমোদিত সর্বোচ্চ এবং সর্বনিম্ন মান নির্ধারণ করুন:
EN-US style="font-size:16.0pt"">font-size:16.0pt">যেখানে ∑ ক i - চেক করা সিরিজের সমস্ত মানগুলির যোগফল;
আপ- সিরিজের বৃহত্তম মান;
n - একটি সারিতে মান সংখ্যা;
প্রতিলিম- রেফারেন্স ডেটা দ্বারা নির্ধারিত সারিতে মানের সংখ্যার উপর নির্ভর করে সহগ।
a1- সিরিজের ক্ষুদ্রতম মান;
a2এবং ap-1- যথাক্রমে আদেশকৃত সিরিজের দ্বিতীয় এবং শেষ পর্যন্ত সদস্য;
আপেক্ষিক গড় বর্গাকার ত্রুটির পদ্ধতি দ্বারা সিরিজটি পরীক্ষা করার মধ্যে রয়েছে প্রকৃত আপেক্ষিক গড় বর্গাকার ত্রুটির মান নির্ধারণ করা এবং প্রাপ্ত মানটিকে অনুমোদিত একটির সাথে তুলনা করা। এই পদ্ধতিটি আদর্শ সিরিজের মূল্যায়ন করতে ব্যবহৃত হয় ক্র > 2.
প্রকৃত আপেক্ষিক মানে বর্গাকার ত্রুটি Eotnপরীক্ষিত সারির (%) সূত্র দ্বারা নির্ধারিত হয়:
font-size:16.0pt">অনুমতিযোগ্য RMS ত্রুটি হল পাঁচটি পর্যন্ত লুপ সহ লুপের জন্য 7%, এবং পাঁচটির বেশি লুপ সহ লুপের জন্য 10%৷
7.4 শ্রমিকদের জন্য শ্রম খরচের মান ডিজাইন করা
একটি প্রযুক্তিগতভাবে ন্যায়সঙ্গত আদর্শের নকশায় একটি স্বাভাবিক প্রক্রিয়ার বিকাশ, স্বাভাবিক শ্রম ব্যয়ের বিভিন্ন উপাদানের গণনা (পরিচালনামূলক এবং প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য), কাজের নিয়ন্ত্রিত বিরতির জন্য মানগুলির সংজ্ঞা, শ্রমের সম্পূর্ণ মূল্য অন্তর্ভুক্ত থাকে। খরচ এবং কর্মীদের লিঙ্কের রচনার নকশা।
স্বাভাবিক উত্পাদন প্রক্রিয়ার নকশা প্রভাবিত কারণগুলির সেরা মান নির্বাচন করে। স্বাভাবিকগুলি ফ্লো চার্টের আকারে আঁকা হয়, যা মানগুলি মেনে চলার জন্য প্রয়োজনীয় সমস্ত মৌলিক সাংগঠনিক এবং প্রযুক্তিগত শর্তগুলিকে প্রতিফলিত করে।
পরিচালন কাজের জন্য শ্রম ব্যয়ের নিয়মগুলির নকশা প্রাথমিক প্রক্রিয়াকরণের মধ্য দিয়ে যাওয়া আদর্শিক পর্যবেক্ষণের ডেটার ভিত্তিতে, অধ্যয়নের অধীনে প্রক্রিয়াটির উপাদানগুলির জন্য শ্রম ব্যয়ের মান নির্ধারণ করে।
অধ্যয়নের অধীনে প্রক্রিয়ার সমস্ত উপাদানগুলির জন্য পর্যবেক্ষণমূলক ডেটা প্রাথমিক প্রক্রিয়াকরণের ফলস্বরূপ, সঞ্চালিত প্রাথমিক উত্পাদনের আয়তনের গড় সূচকগুলি প্রতিষ্ঠিত হয়। শ্রমের খরচ এবং প্রাথমিক উৎপাদনের পরিমাণ উপাদান মিটার দ্বারা নির্ধারিত হয়।
সম্পূর্ণ কর্মপ্রবাহের জন্য শ্রম খরচের পরিমাণ উপাদান উৎপাদন মিটার থেকে মূল ওয়ার্কফ্লো প্রোডাক্ট মিটারে শ্রমের খরচ নিয়ে এসে এবং এই শ্রম খরচগুলিকে যোগ করে নির্ধারণ করা হয়।
অধ্যয়নের অধীনে প্রক্রিয়াটির মূল পরিমাপে শ্রমের খরচ আনাকে আদর্শের সংশ্লেষণ বলা হয়।
আদর্শের সহজ সংশ্লেষণের একটি উদাহরণ হল যখন সমস্ত উপাদানের আউটপুট মিটার প্রক্রিয়া আউটপুটের প্রধান পরিমাপের সাথে মিলে যায়। এই ধরনের ক্ষেত্রে, একটি কর্মপ্রবাহের জন্য শ্রমের খরচগুলি এই প্রক্রিয়ার উপাদানগুলির জন্য শ্রমের খরচের যোগফল দ্বারা নির্ধারিত হয়।
আরও কঠিন হল আদর্শের সংশ্লেষণ, যখন উপাদানগুলির উত্পাদনের পরিমাপকগুলি আলাদা হয় এবং পুরো প্রক্রিয়াটির উত্পাদনের পরিমাপের সাথে সামঞ্জস্যপূর্ণ হয় না। এই ধরনের ক্ষেত্রে, কাজের প্রক্রিয়ার প্রধান মিটারের জন্য শ্রম খরচের গণনা উপাদান মিটারে শ্রমের খরচগুলিকে রূপান্তর কারণগুলির দ্বারা গুণ করে, প্রাপ্ত মানগুলির সমষ্টি দ্বারা অনুসরণ করা হয়।
রূপান্তর ফ্যাক্টর প্রতি পৃ একটি সংখ্যা বলা হয় যা দেখায় যে উপাদান মিটারে উৎপাদনের কত ইউনিট উৎপাদনের একটি ইউনিটে রয়েছে, সমগ্র প্রক্রিয়ার মূল মিটারে প্রকাশ করা হয়।
সহগের মান প্রতি পৃসূত্র দ্বারা নির্ধারিত:
font-size:16.0pt">কোথায় ভিউহ- উপাদান মিটারে উত্পাদনের পরিমাণ;
ভিপৃ- প্রক্রিয়াটির সমাপ্ত পণ্যের পরিমাণ।
কর্মক্ষম কাজের জন্য শ্রম খরচের আদর্শ মান এইচ সম্পর্কিত. আর.প্রতিটি উপাদানের জন্য শ্রমের খরচ যোগ করে নির্ধারিত হয়t i সংশ্লিষ্ট রূপান্তর গুণক দ্বারা গুণিত প্রতি n i :
font-size:16.0pt">প্রস্তুতিমূলক এবং চূড়ান্ত কাজে ব্যয় করা সময়ের হারt pzrএকটি নিয়ম হিসাবে, মোট কাজের সময় ব্যয়ের শতাংশ হিসাবে প্রতিষ্ঠিত মানগুলির ভিত্তিতে ডিজাইন করা হয়েছে (শিফ্ট, টাস্ক)। প্রস্তুতিমূলক এবং চূড়ান্ত কাজে ব্যয় করা সময়ের জন্য পৃথক মান প্রাসঙ্গিক রেফারেন্স সামগ্রীতে রয়েছে।
নিয়ন্ত্রিত বিরতির জন্য নিয়মগুলির নকশায় কাজ, বিশ্রাম এবং কর্মীদের ব্যক্তিগত প্রয়োজনে প্রযুক্তিগত বিরতিতে ব্যয় করা সময় নির্ধারণ করা হয়।
প্রযুক্তিগত বিরতিতে ব্যয় করা আদর্শ সময়ের মূল্যt টিপি, স্বাভাবিক উত্পাদন প্রক্রিয়ার বৈশিষ্ট্যগুলির সাথে যুক্ত, সাধারণত একটি সঠিকভাবে সংগঠিত প্রক্রিয়ার আদর্শিক পর্যবেক্ষণ থেকে ডেটা বিশ্লেষণের ফলে প্রতিষ্ঠিত হয়।
দুই থেকে পাঁচ জনের সমন্বয়ে গঠিত একটি লিঙ্কের জন্য, প্রযুক্তিগত বিরতির আদর্শ মান নিম্নলিখিত ক্রমে নির্ধারিত হয়:
1) মান পর্যবেক্ষণ অনুযায়ী প্রযুক্তিগত বিরতির গড় মান গণনা করুনttp(sr).
2) প্রাপ্ত মানttp(sr)রেফারেন্স উপাদানে প্রদত্ত অনুরূপ সর্বোচ্চ অনুমোদিত মান সঙ্গে তুলনা.
বিশ্রাম এবং ব্যক্তিগত প্রয়োজনে সময় কাটানোর জন্য ডিজাইনিং নিয়মt তরঙ্গবিশ্রামের প্রাকৃতিক প্রয়োজনের জন্য উদ্বৃত্ত সময়ের হিসাব। বিশ্রামে সময় ব্যয় করার জন্য আদর্শের মান এবং কর্মীদের ব্যক্তিগত প্রয়োজনগুলি একটি সঠিকভাবে সংগঠিত প্রক্রিয়ার আদর্শিক পর্যবেক্ষণের ফলাফলগুলিকে বিবেচনায় নিয়ে, রেফারেন্স ডেটা বিবেচনায় নেওয়া হয়।
শ্রম খরচ হারের সম্পূর্ণ মূল্য এইচ জ. t.একটি নির্দিষ্ট উত্পাদন প্রক্রিয়া বাস্তবায়নের জন্য, ম্যান-আওয়ারে পরিমাপ করা হয়, অপারেশনাল কাজের উপাদানগুলির জন্য, প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য, প্রযুক্তিগত বিরতির পাশাপাশি বিশ্রাম এবং ব্যক্তিগত প্রয়োজনগুলির জন্য খরচের পরিমাণ অন্তর্ভুক্ত করে:
font-size:16.0pt">কোথায় এইচ সম্পর্কিত. আর.- অপারেশনাল কাজের জন্য শ্রম খরচ, প্রক্রিয়ার প্রধান মিটারের জন্য গণনা করা হয়, ম্যান-মিন।;
tpzr- প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য মান, শ্রম খরচের আদর্শের%;
tতরঙ্গ- বিশ্রাম এবং ব্যক্তিগত প্রয়োজনের মান, শ্রম খরচের আদর্শের%;
tটিপি- প্রযুক্তিগত বিরতির নকশা মান, শ্রম ব্যয়ের আদর্শের%;
60 হল ম্যান-মিনিট থেকে ম্যান-আওয়ারে রূপান্তরের ফ্যাক্টর।
কর্মীদের লিঙ্কের রচনার নকশাটি পেশা, বিভাগ এবং একটি প্রদত্ত উত্পাদন প্রক্রিয়া সম্পাদনকারী কর্মীদের সংখ্যার সংজ্ঞা প্রদান করে। স্বতন্ত্র কাজের প্রক্রিয়া স্বাভাবিক করার সময়, বর্তমান ট্যারিফ-যোগ্যতা রেফারেন্স বই (TCS) এ প্রদত্ত কাজের বৈশিষ্ট্য অনুসারে কর্মীর পেশা এবং বিভাগ সেট করা হয়। ক্রিয়াকলাপগুলির সমন্বয়ে গঠিত প্রক্রিয়াগুলিকে স্বাভাবিক করার সময়, যার কার্যকারিতার জন্য কর্মীদের বিভিন্ন যোগ্যতা এবং কখনও কখনও বিভিন্ন পেশার প্রয়োজন হয়, তারা প্রতিটি পেশা এবং বিভাগের জন্য আলাদাভাবে নির্দিষ্ট সংখ্যক কর্মী সমন্বিত একটি লিঙ্কের রচনা ডিজাইন করে।
কর্মীদের একটি সঠিকভাবে ডিজাইন করা দল অবশ্যই দুটি মৌলিক প্রয়োজনীয়তা পূরণ করবে:
1) এমনকি পুরো শিফট জুড়ে কাজের চাপ বিতরণ।
2) পেশা ও যোগ্যতা অনুযায়ী কাজ করা।
7.5 ডিজাইনিং মেশিন টাইম স্ট্যান্ডার্ড
মেশিন টাইম স্ট্যান্ডার্ডের ডিজাইনে নিম্নলিখিত পদক্ষেপগুলি অন্তর্ভুক্ত রয়েছে:
1) স্বাভাবিক নকশা প্রক্রিয়া.
2) একটানা অপারেশনের 1 ঘন্টার জন্য মেশিনের আনুমানিক উত্পাদনশীলতা নির্ধারণ।
3) মেশিনের অপারেশনে নিয়ন্ত্রিত বিরতির পরিমাণ নির্ধারণ করা।
4) মেশিন সময়ের আদর্শের মোট মান গণনা।
5) মেশিনে পরিবেশনকারী কর্মীদের রচনার গণনা।
মেশিনের সময়ের নিয়মে, এর ব্যয়গুলির নিম্নলিখিত বিভাগগুলি বিবেচনায় নেওয়া হয়: সম্পূর্ণ লোডের অধীনে কাজ, যুক্তিসঙ্গতভাবে হ্রাসকৃত (আংশিক) লোডের অধীনে কাজ, অপসারণযোগ্য অলসতা এবং নিয়ন্ত্রিত বিরতি।
মেশিনের পরিচালনার সময় ব্যয় করা সময় এবং এটি পরিবেশনকারী কর্মীদের নিম্নলিখিত অংশে ভাগ করা যেতে পারে:
1) শ্রমিক এবং মেশিনের যৌথ কাজ।
2) শ্রমিকদের অংশগ্রহণ ছাড়াই মেশিনের অপারেশন।
3) শ্রমিকদের স্বাধীন কাজ।
4) শ্রমিকদের কাজে প্রযুক্তিগত বিরতি।
5) মেশিনের অপারেশনে প্রযুক্তিগত বাধা। 18
আদর্শের নকশা (সময় এবং শ্রম খরচ) গণনা এবং গবেষণা বা গণনা এবং বিশ্লেষণী পদ্ধতি দ্বারা বাহিত হয়।
প্রথম পদ্ধতিটি নিয়ন্ত্রক পর্যবেক্ষণের ভিত্তিতে মানগুলির নকশায় ব্যবহৃত হয় এবং দ্বিতীয়টি - মেশিন, উপকরণের প্রযুক্তিগত ডেটার ভিত্তিতে। প্রযুক্তিগত নথিপত্রেইত্যাদি
গণনা এবং গবেষণা পদ্ধতি দ্বারা ডিজাইন করার সময়, পৃথক উপাদানগুলির কার্যকারিতার সময় ক্ষেত্র পর্যবেক্ষণের ডেটা নেওয়া সমস্ত পরিমাপের জন্য গড় মান হিসাবে নির্ধারিত হয়, যার উপকরণগুলি প্রাথমিকভাবে প্রক্রিয়া করা হয় এবং বিশ্লেষণ করা হয়। সময় এবং শ্রম খরচের নিয়মের আরও নকশা পাঁচটি পর্যায়ে সঞ্চালিত হয়।
1. পূর্বে পরিকল্পিত স্বাভাবিকের পরিমার্জন এবং উন্নতি;
2. প্রধান এবং সহায়ক কাজের জন্য খরচ নির্ধারণ;
3. প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য নকশা খরচ;
4. নিয়ন্ত্রিত বিরতির জন্য খরচ গণনা;
5. শ্রম বা সময়ের মোট খরচ ডিজাইন করা।
নির্মাণ এবং ইনস্টলেশন প্রক্রিয়ার প্রধান এবং সহায়ক কাজের জন্য ডিজাইনিং খরচগুলি কার্যপ্রবাহের প্রতিটি উপাদানের জন্য খরচের পরিমাণ এবং 60 মিনিটের মধ্যে উপাদান মিটার প্রতি উৎপাদনের পরিমাণ নির্ধারণের সাথে শুরু হয়। তারপরে প্রতি 1 জন-ঘণ্টায় উপাদান মিটারে উত্পাদনের গড় পরিমাণ গণনা করা হয়, তারপরে উপাদান মিটার থেকে সামগ্রিকভাবে কাজের প্রক্রিয়ার পণ্য মিটারে রূপান্তর সহগগুলি প্রতিষ্ঠিত হয়। উপসংহারে, প্রতিটি উপাদানের জন্য খরচ যোগ করে, সংশ্লিষ্ট ট্রানজিশন সহগ দ্বারা গুণ করে, প্রধান এবং সহায়ক কাজের জন্য খরচের আদর্শ মান পাওয়া যায়।
সম্পূর্ণ নতুন নির্মাণ এবং ইনস্টলেশন প্রক্রিয়াগুলির প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য ব্যয়ের নকশা মূল এবং সহায়ক কাজের জন্য ব্যয়ের নকশার মতোই পর্যবেক্ষণের ফলাফলের ভিত্তিতে পরিচালিত হয়। যাইহোক, বেশিরভাগ ক্ষেত্রে, প্রস্তুতিমূলক এবং চূড়ান্ত কাজের জন্য ব্যয়ের মান মান দ্বারা বা বিষয়বস্তু এবং সম্পাদনে একই রকম কাজের মানগুলির সাথে সাদৃশ্য দ্বারা নির্ধারিত হয়।
প্রযুক্তিগত বিরতি, বিশ্রাম এবং ব্যক্তিগত প্রয়োজনে ব্যয় করা সময়ের নকশার নিজস্ব বৈশিষ্ট্য রয়েছে। লিঙ্কের বেশ কয়েকটি সদস্যের কাজের সময় প্রযুক্তিগত বিরতিগুলি উপস্থিত হয় এবং এটি নির্মাণ এবং ইনস্টলেশন প্রক্রিয়াগুলির প্রযুক্তিগত অসঙ্গতির ফলাফল, যা প্রক্রিয়াগুলির বিষয়বস্তুতে নিজেকে প্রকাশ করে, এবং তাদের অসন্তোষজনক সংস্থার কারণে নয়। পৃথক প্রক্রিয়ায় কোন প্রযুক্তিগত বিরতি নেই।
প্রযুক্তিগত বিরতির সময়কাল প্রক্রিয়ার প্রধান সূচকের জন্য একটি গাণিতিক গড় মান হিসাবে পর্যবেক্ষণের ফলাফল অনুসারে নির্ধারিত হয়
অনেক ক্ষেত্রে প্রযুক্তিগত বিরতি শ্রমিকদের বিশ্রামের সময়। অতএব, প্রযুক্তিগত নিয়ন্ত্রণের অনুশীলনে, বিশ্রামের জন্য প্রযুক্তিগত বিরতির সময়ের 50% অ্যাকাউন্টে নেওয়া সাধারণ, তবে শর্ত থাকে যে প্রক্রিয়াটির মোট ব্যয়ের কমপক্ষে 5% বিশ্রামে ব্যয় করা হয়।
বিশ্রামের সময় সারণী মানগুলির উপর ভিত্তি করে কাজের তীব্রতার বিভাগের উপর নির্ভর করে নির্ধারিত হয়।
কর্মীদের ব্যক্তিগত প্রয়োজনের জন্য বিরতিগুলি মানব দেহের শারীরবৃত্তীয় বৈশিষ্ট্যগুলির কারণে হয় এবং সম্পাদিত কাজের তীব্রতার উপর কিছুটা নির্ভর করে, যার ফলস্বরূপ সেগুলি মূল সময়ের ব্যয়ের 5% পরিমাণে নেওয়া হয়।
একটি সম্পূর্ণ আদর্শ ডিজাইন করার সময়, প্রধান, সহায়ক এবং প্রস্তুতিমূলক এবং চূড়ান্ত কাজের খরচ, প্রযুক্তিগত বিরতি এবং কর্মীদের ব্যক্তিগত প্রয়োজন এবং বিশ্রামের খরচ যোগ করা হয়।
উত্পাদন পরীক্ষা এবং মান অনুমোদন - মান উন্নয়নের চূড়ান্ত কাজ। তারা উপকরণের নকশাও অন্তর্ভুক্ত করে, যা খসড়া নিয়মগুলির উপস্থাপনায় গঠিত। পরেরটিতে থাকা উচিত: আদর্শের নাম, এর সংখ্যা এবং পণ্য মিটার; রচনা এবং কাজের উত্পাদন জন্য নির্দেশাবলী; কর্মীদের গঠন (পেশা, পরিমাণ, যোগ্যতা) এবং কাজের মানের জন্য প্রয়োজনীয়তা; আদর্শের নোট।
উপস্থাপিত খসড়া নিয়মগুলির জন্য উত্পাদন পরীক্ষার প্রয়োজন, যা নির্মাণ সংস্থার নেতাদের ধ্রুবক নিয়ন্ত্রণে থাকা উচিত এবং এর অগ্রগতি সাবধানতার সাথে বিশ্লেষণ করা উচিত। পরীক্ষার মধ্যে লাইন ইঞ্জিনিয়ারিং এবং প্রযুক্তিগত কর্মী এবং কর্মীদের এমন শর্তগুলির সাথে পরিচিতি অন্তর্ভুক্ত রয়েছে যা মানগুলির সাথে সম্মতি নিশ্চিত করে। এছাড়াও, কর্মক্ষেত্রে তাদের বিক্ষোভের সংগঠনের সাথে স্বাভাবিক প্রক্রিয়া অনুসারে উন্নত কৌশল এবং কাজের পদ্ধতিতে কর্মীদের প্রাথমিক প্রশিক্ষণ দেওয়া হয়। নিয়মগুলির পরীক্ষার শুরুটি একটি পৃথক আদেশ দ্বারা নির্ধারিত হয় যা অর্থনৈতিক প্রণোদনার জন্য বস্তু, দল এবং শর্তগুলি নির্দেশ করে, বিশেষত পরীক্ষা এবং বাস্তবায়নের প্রাথমিক সময়কালে।
যদি পরীক্ষার প্রক্রিয়া চলাকালীন দেখা যায় যে কিছু কর্মী নতুন নিয়মগুলি মেনে চলে না, তবে কাজের দিনের একটি ছবি তোলা হয়, এর ভিত্তিতে, নিয়মগুলি মেনে চলার জন্য ব্যবস্থা তৈরি করা হয়। কিছু ক্ষেত্রে, নিয়মগুলি সামঞ্জস্য করার প্রয়োজন হতে পারে এবং তারপরে পরীক্ষা চলতে থাকে।
নিয়মগুলি পরীক্ষা এবং আয়ত্ত করার পরে, শ্রমিকরা নিয়মগুলি অনুমোদন করার জন্য এবং নির্মাণ ও ইনস্টলেশন কাজে তাদের ব্যবহারের আদেশ জারি করে।
ট্যারিফ রেশনিং
বেতন হল আর্থিক শর্তাবলীসামাজিক পণ্যের একটি অংশ যা শ্রমিকদের ব্যক্তিগত ব্যবহারে আসে এবং শ্রমিকদের উপর প্রভাব বিস্তারের একটি শক্তিশালী লিভার।
উন্নয়নের জন্য নির্মাণ শিল্পএকটি নির্মাণ সংস্থার দ্বারা পরিচালিত রাষ্ট্রীয় প্রণোদনা এবং শ্রম প্রণোদনা উভয়ই ব্যবহৃত হয়।
প্রধান কাজট্যারিফ প্রবিধান একটি সঠিক, বৈজ্ঞানিকভাবে ভিত্তিক সংস্থা মজুরি, যা মূল্যায়ন এবং অর্থ প্রদানের মধ্যে রয়েছে বিভিন্ন ধরণেরশ্রম এর বাস্তবায়নের শর্ত, পরিমাণগত এবং গুণগত সূচকের উপর নির্ভর করে।
ট্যারিফ স্কেল
শুল্ক হার,
ট্যারিফ-যোগ্যতা নির্দেশিকা
· বিভিন্ন সংশোধন কারণ (আঞ্চলিক, পেশাদার, ইত্যাদি)।
ট্যারিফ স্কেল হল এমন একটি স্কেল যা একটি নির্দিষ্ট সংখ্যক বিভাগ এবং সংশ্লিষ্ট শুল্ক সহগগুলির সংখ্যা স্থাপন করে, যা দেখায় যে উচ্চ শ্রেণীর জন্য মজুরি প্রথম শ্রেণীর তুলনায় কত গুণ বেশি। ট্যারিফ স্কেল কর্মীদের কাজের জন্য আলাদাভাবে অর্থ প্রদানের সুযোগ দেয়।
পাবলিক সেক্টরের কর্মচারীদের জন্য, নির্মাণ প্রতিষ্ঠানের শ্রমিক এবং বিশেষজ্ঞদের পারিশ্রমিকের জন্য, সরকার একটি 18-সংখ্যার গ্রিড স্থাপন করেছে, নীচে দেখানো হয়েছে।
প্রথম থেকে অষ্টম ক্যাটাগরির এই গ্রিড অনুযায়ী নির্মাণ শ্রমিকদের চার্জ করা হয়।
মজুরির বিভাগ (শুল্ক বিভাগ) কর্মচারীর যোগ্যতার ডিগ্রী নির্ধারণ করে এবং ট্যারিফ সহগ এটি এবং প্রথম বিভাগগুলির সরকারী বেতনের মধ্যে অনুপাত দেখায়। উদাহরণ স্বরূপ: সরকারী বেতন 10ম শ্রেণীর কর্মচারীর বেতন 1ম শ্রেণীর কর্মচারীর বেতনের চেয়ে 2.047 গুণ বেশি।
কিছু নির্মাণ প্রতিষ্ঠান তাদের নিজস্ব ট্যারিফ সহগ সহ একটি ছয়-সংখ্যার গ্রিড ব্যবহার করে। এটা বর্তমান আইনের পরিপন্থী।
ট্যারিফ রেট হল কর্মীর যোগ্যতা, কাজের জটিলতা এবং এর বাস্তবায়নের বিশেষত্ব বিবেচনায় নিয়ে কাজের সময়ের প্রতি ইউনিট আর্থিক আকারে গৃহীত মজুরির পরিমাণ। হার প্রতি ঘণ্টায়, দৈনিক এবং মাসিক (বেতন) হতে পারে এবং আর্থিক শর্তে মজুরির পরম পরিমাণ প্রকাশ করতে পারে। 1ম শ্রেণীর ট্যারিফ হার সর্বনিম্ন। এটিকে অন্য কোনো বিভাগের ট্যারিফ সহগ দ্বারা গুণ করে, অন্যান্য সমস্ত বিভাগের হার নির্ধারণ করা হয়।
নির্মাণ এবং মেরামত ও নির্মাণ সংস্থাগুলিতে, মজুরি নির্ধারণ করা হয় সময়ের মানদণ্ডের ভিত্তিতে যা ম্যান-আওয়ারে প্রকাশ করা হয় এবং প্রতি ঘণ্টার শুল্ক হারগুলি টুকরাওয়ার্ক এবং সময় শ্রমিকদের জন্য একই। শুল্ক হারের ভিত্তিতে, পিস রেটগুলি শারীরিক পরিভাষায় কাজের পরিমাপের একক প্রতি নির্ধারিত হয় (m 3, টুকরা, ইত্যাদি)। এই হারগুলি গুণ করে গণনা করা হয় ট্যারিফ হারসময়ের আদর্শে।
হার পৃথক এবং যৌথ (একটি লিঙ্ক, ব্রিগেড, ইত্যাদির গড় ট্যারিফ হার)।
গড় শুল্ক হার তাদের সংখ্যা দ্বারা লিঙ্কের সদস্যদের (টিম) ট্যারিফ হারের যোগফলের ভাগফল হিসাবে সংজ্ঞায়িত করা হয়।
প্রথম শ্রেণীর একজন কর্মচারীর জন্য ন্যূনতম মাসিক মজুরির হার (বেতন) সরকার দ্বারা সেট করা হয় এবং বর্তমান অর্থনৈতিক পরিস্থিতির উপর নির্ভর করে পর্যায়ক্রমে পর্যালোচনা করা হয়। তাই ন্যূনতম মজুরি নির্ধারণ করা হয়েছে ট্যারিফ বিভাগবা বেতন, কর্মসংস্থানের শর্তে কর্মরত প্রতিটি শ্রমিকের জন্য রাষ্ট্র দ্বারা নিশ্চিত করা হয়। রাষ্ট্রীয় সংস্থা এবং উদ্যোগগুলিতে, কর্মীরা নিজেরাই অতিরিক্ত অর্থ প্রদান এবং বোনাস উপার্জন করে, উদাহরণস্বরূপ, অবস্থানগুলিকে একত্রিত করে বা অতিরিক্ত পরিমাণে নির্মাণ এবং ইনস্টলেশন কাজের বিকাশ সাপেক্ষে। মালিকানা সব ধরনের সংগঠনে সর্বনিম্ন আকারএন্টারপ্রাইজ এবং সংস্থাগুলির তহবিলের উপস্থিতিতে শ্রমের জটিলতা এবং তীব্রতার উপর নির্ভর করে মজুরি বৃদ্ধি এবং পার্থক্য করা যেতে পারে। অনেক জয়েন্ট-স্টক এবং প্রাইভেট নির্মাণ সংস্থা 1ম শ্রেণীর হার চালু করেছে, যা সরকার কর্তৃক প্রতিষ্ঠিত তার চেয়ে উল্লেখযোগ্যভাবে বেশি।
3টি প্রধান কাজ সমাধান করে না: অর্থনৈতিক, সাইকোফিজিকাল, সামাজিক। অর্থনৈতিক সমস্যার সমাধানের সাথে জড়িত নয় প্রবর্তন উপাদান এবং প্রযুক্তিগত সংস্থানগুলির সর্বাধিক সম্পূর্ণ সম্পাদনে অবদান রাখে এবং মানব শ্রমের দক্ষতা বৃদ্ধি নিশ্চিত করে। শেষ পর্যন্ত, শ্রম উৎপাদনশীলতা বৃদ্ধির লক্ষ্য নয়। সাইকোফিজিওলজি: সবচেয়ে অনুকূল পরিস্থিতি তৈরি করা যা মানুষের স্বাস্থ্য এবং কর্মক্ষমতা সংরক্ষণ নিশ্চিত করে। সামাজিক - একটি সৃজনশীল সক্রিয় কর্মীর শ্রম প্রক্রিয়ায় শিক্ষা।
1-যৌক্তিক ফর্মগুলির বিকাশ এবং বাস্তবায়ন, শ্রমের বিভাজন এবং সহযোগিতা (এই দিকটি শ্রমের প্রযুক্তিগত এবং পেশাদার যোগ্যতার বিকাশের উন্নতির জন্য প্রদান করে, প্রযুক্তিগত উন্নয়নের বর্তমান স্তরকে বিবেচনা করে, সাংস্কৃতিক প্রযুক্তিগত স্তরকাজ, সেইসাথে শ্রম সংগঠনের যৌক্তিক রূপের প্রবর্তন, পেশার সংমিশ্রণ ইত্যাদি)।
2-প্রশিক্ষণ নির্বাচনের সংগঠনের উন্নতি এবং কর্মীদের উন্নত প্রশিক্ষণ (বৃত্তিমূলক নির্দেশিকা, পেশাদার নির্বাচন এবং এন্টারপ্রাইজে কর্মীদের অভিযোজন। এন্টারপ্রাইজের প্রয়োজন অনুসারে প্রশিক্ষণ প্রদান, প্রশিক্ষণের ফর্ম এবং পদ্ধতিগুলি পূরণ করা)।
3- কাজের জায়গাগুলির সংগঠন এবং রক্ষণাবেক্ষণের উন্নতি। এটি তাদের প্রয়োজনীয় সরঞ্জাম সরবরাহ করে কাজের জায়গাগুলির একটি যুক্তিসঙ্গত বিন্যাস বলে মনে হচ্ছে।
4- শ্রম রেশনের উন্নতি, শ্রম মান প্রবর্তন।
5- মজুরি এবং প্রণোদনা উন্নত করা, প্রগতিশীল মজুরি ব্যবস্থার উন্নয়ন ও বাস্তবায়ন, বোনাস এবং নৈতিক উত্সাহের ধরন।
6- কাজের অবস্থার উন্নতি। ভারী যান্ত্রিকীকরণ হস্তনির্মিতশিল্প বিপদ নির্মূল, লোড. কাজ এবং বিশ্রামের যৌক্তিক পদ্ধতির ব্যবহার।
7-শ্রম শৃঙ্খলা জোরদার করা এবং শ্রম প্রক্রিয়ায় সৃজনশীলভাবে সক্রিয় কর্মীকে শিক্ষিত করা।
ম্যানুয়াল এবং যান্ত্রিক প্রক্রিয়ার জন্য শ্রম খরচ ডিজাইন করা
সাধারণ ধারণাশ্রম মান ডিজাইনের জন্য:
1- শ্রমের মানগুলির বিকাশের ভিত্তি হল কাজের সময়ের ব্যয়ের উপাদানগুলির সাধারণ যোগ্যতা, যখন শ্রমের নিয়মে শুধুমাত্র স্বাভাবিক করা, সম্পন্ন কাজের জন্য কাজের সময়ের মান খরচ, প্রযুক্তিগত বিরতি এবং বিশ্রাম, ব্যক্তিগত প্রয়োজন অন্তর্ভুক্ত থাকে।
2- খসড়া শ্রম মানগুলির প্রধান উত্স হল নিয়ন্ত্রক পর্যবেক্ষণ।
নকশার 3-শেষ ফলাফল হল কর্মপ্রবাহের জন্য একটি পৃথক উৎপাদন মানের খসড়া, যা একটি অনুচ্ছেদ আকারে আঁকা হয়েছে নতুন আদর্শবা বর্তমান আদর্শের অনুচ্ছেদের সংযোজন হিসাবে, সমস্ত গণনা এবং ন্যায্যতা ফর্মটিতে ব্যাখ্যা করা হয়েছে ব্যাখ্যামূলক টীকাযা একটি পরিচায়ক অংশ এবং নিয়মগুলির বিকাশের পর্যায়গুলির অনুক্রমের সাথে সম্পর্কিত বেশ কয়েকটি বিভাগ নিয়ে গঠিত।
সূচনা অংশে:
এন্টারপ্রাইজের বৈশিষ্ট্য যেখানে অধ্যয়ন করা হচ্ছে - অধ্যয়নের উদ্দেশ্য, তার পরিচালনার তারিখ
অ্যাকাউন্টিংয়ের পদ্ধতি এবং নির্ভুলতা, সময় ব্যয়, প্রয়োজনীয় পর্যবেক্ষণের সংখ্যা এবং তাদের মোট সময়কাল।
এই প্রক্রিয়ার প্রধান পরিমাপ হয় এর একটি সংক্ষিপ্ত বিবরণঅধ্যয়নের অধীনে প্রক্রিয়া
এর উপাদানগুলির নামকরণ।
প্রয়োজনীয় ডায়াগ্রাম, অঙ্কন, স্কেচ সহ প্রভাবের কারণগুলির বর্ণনা।
ডিজাইনের আদর্শ:
অপারেশনাল কাজের উপাদান দ্বারা সূচক পরিবেশের গণনা।
মূল পরিমাপ প্রক্রিয়ায় ট্রান্সফার ফ্যাক্টর।
পরিচালন কাজের উপাদানগুলির দ্বারা শ্রম ব্যয়ের সংশ্লেষণ করা হয়, মানক ব্যয়ের অন্যান্য সমস্ত উপাদানের যুক্তি এবং ঠিকাদারের সংখ্যাগতভাবে যোগ্য কর্মীদের। উপসংহার উত্পাদন অবস্থার নতুন আদর্শ পরীক্ষার ফলাফল দেওয়া হয়.
স্ট্যান্ডার্ড খরচের উপাদান ডিজাইন। এনটি-র উন্নয়ন প্রকল্পের ভিত্তিতে পরিচালিত হয়
অপারেশনাল কাজের উপাদানগুলির বাস্তবায়নের জন্য শ্রম খরচ দুটি পদ্ধতির ভিত্তিতে নির্ধারণ করা যেতে পারে, বিশ্লেষণাত্মক অধ্যয়ন এবং বিশ্লেষণাত্মক গণনা।
কর্মক্ষম কাজের শ্রম খরচের সংশ্লেষণ হল কর্মপ্রবাহের জন্য কর্মক্ষম কাজের উপাদানগুলির জন্য শ্রম খরচ।