Оперативно календарное планирование в единичном производстве. Оперативно-производственное планирование в единичном производстве
Единичное производство характеризуется большим количеством заказов на изготовление разнообразной продукции единицами и реже малыми, не повторяющимися партиями. При этом в одних изделиях преобладают литейные работы, в других кузнечные, в третьих, механические и т. д. Следовательно, оперативное планирование/должно так сгруппировать заказы для запуска, чтобы обеспечить наилучшее сочетание сроков изготовления заказов с равномерной загрузкой основных цехов.
Это важнейшее условие должно учитываться при составлении календарной производственной программы единичного производства на каждый месяц планируемого периода. Чтобы такое условие выдержать, на многих предприятиях при приеме заказа от заказчика и заключении с ним договора, прежде чем указывать срок выполнения заказа, делают предварительный расчет производственного цикла изготовления заказа. Следующей отличительной особенностью планирования единичного производства является включение в цикл изготовления заказа всех стадий подготовки производства и изготовления изделия, а именно: разработка конструкции изделия (если на изделие нет от заказчика готовой технической документации), разработка технологии изготовления изделия, нормирование затрат труда, проектирование и изготовление необходимой оснастки, изготовление, испытание и доводка изделия. В единичном производстве оперативное управление осуществляется по заказной системе (табл. 37), при которой планируемой единицей является заказ на изделие, а для сложных многодетальных изделий — сборочное соединение.
Оперативное планирование в единичном производстве включает: расчет производственного цикла выполнения заказа и построение объемно-календарного графика выполнения отдельных заказов и сводного по всем заказам; расчет календарных сроков опережений в работе цехов; расчет загрузки оборудования и производственных площадей в планируемом периоде; ежесменный учет выполнения заказов.
Расчет производственного цикла по каждому заказу начинается с распределения трудоемкости заказа по видам работ и расчета потребного числа рабочих мест Срм (оборудования)
где т, - трудоемкость данного вида работ по заказу;
Fдo - действительный фонд времени работы оборудования.

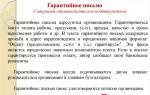
На основе таких расчетов и с учетом возможного межоперационного пролеживания деталей формируют по каждому заказу объемно-календарный график выполнения заказа (рис.).
График строят в порядке, обратном ходу технологического процесса, начиная с испытательного или сборочного цеха. По графику определяют общий цикл изготовления заказа, который сопоставляют с заданным сроком. Для заказов с коротким производственным циклом (менее месяца) и незначительным числом цехов-исполнителей (один, два) объемно-календарный график не составляют.

Рис. 1 Объемно-календарный график выполнение заказа

Рис. 2 Сводный объемно-календарный график выполнения заказов
Расчет календарных сроков опережения в работе цехов необходим для их согласованной бесперебойной работы и для того, чтобы все детали, входящие в данное изделие, поступали на сборку к заданному сроку. Поэтому детали, имеющие более длительный цикл изготовления, запускают в производство раньше, чем другие детали.
Сводный объемно-календарный график выполнения всех заказов необходим для взаимной увязки работ по заказам во времени и для более полного использования оборудования и площадей (рис. 2). При построении сводного объемно-календарного графика может случиться, что сроки выполнения одинаковых работ по разным заказам на одном и том же оборудовании совпадут, и оно оказывается перегруженным, или сроки окончания работ по одному заказу и начала работ по другому на одном и том же оборудовании не совпадут, и эго оборудование оказывается недогруженным. В обоих случаях необходимо откорректировать сроки выполнения работ, предусмотренные графиками выполнения отдельных заказов. При этом нужно определить мероприятия по ликвидации узких мест и догрузить недогруженное оборудование. Чтобы сводный объемно-календарный график отвечал перечисленным требованиям, ПДО и ПДБ основных цехов рассчитывают загрузку оборудования и использования производственных площадей, находя оптимальный вариант использования имеющихся мощностей.
Сводный объемно-календарный график ежемесячно корректируют с учетом данных о выполнении месячной программы основными цехами, о состоянии незавершенного производства по заказам, о новых заданиях министерства и заказах, принятых предприятием. Одновременно уточняются номенклатура и объем работ по включенным ранее заказам. С учетом этих особенностей окончательно уточняется сводный объемно-календарный график заказов и на основании его ПДО выдает каждому цеху месячную производственную программу работ, в которой указаны объем работ по каждому заказу и сроки их выполнения (форма 8).
Планово-диспетчерское бюро основного цеха, получив из ПДО месячную производственную программу, распределяет предусмотренные в ней работы по производственным участкам, производит объемные расчеты для правильного использования мощностей и устранения диспропорций в загрузке оборудования участков. Иногда в дополнение к месячной программе ПДБ цеха до начала планируемого периода выдает мастерам уточненные графики распределения работ по более коротким плановым периодам (декаде, неделе). При определении сроков запуска и выполнения отдельных работ руководствуются длительностью циклов, текущими потребностями и состоянием незавершенного производства. Выполнение месячных заданий (графиков) должно быть полностью обеспечено комплектами рабочих чертежей и другой технической документацией, материалами, заготовками, полуфабрикатами, деталями, инструментом, производственной документацией и др. Основой планово-распределительской работы на смену является сменно-суточный план, в котором задания конкретизируются на каждые сутки и смену для каждого рабочего. Реальность сменных заданий должна обеспечиваться заблаговременной и тщательной оперативной подготовкой производства. В сменные задания включаются только такие работы, для которых подготовлены технологическая документация, оснастка, материалы и заготовки.

Рис. 3 График оперативной загрузки станков
На каждую работу, указанную в сменном задании, рабочий получает или наряд, или макетированную перфокарту (в зависимости от степени механизации учетных работ). По выполнении работы и принятии ее контролером БЦК наряд рабочего закрывается, а в сменном задании мастер делает отметку о принятии работы.
Для распределения работ существуют различного рода приспособления. Так, применяется распределительная картотека, в ячейки которой закладывается рабочая документация. По расположению последней можно судить о состоянии данной работы: назначена ли она к выполнению, подготовлена ли она к выполнению или рабочий уже получил задание на ее выполнение. Оперативный учет выполнения программы основными цехами в единичном производстве осуществляется по данным выполнения сменно-суточного задания каждым участком. Объектами оперативного учета служат выработка рабочих, движение деталей по операциям, поступление заготовок, простои рабочих, брак, сдача готовой продукции. Учет осуществляется на основе первичной документации; выработка рабочих - по рабочим нарядам, движение деталей в производстве по маршрутным картам, поступление заготовок и сдача готовой продукции — по накладным и т. д. На основании данных выполнения сменно-суточных заданий и накладных на сданную продукцию мастер делает отметку в графике участка о ходе выполнения месячной программы по каждой сдаточной позиции.
Единичное производство характеризуется большим количеством заказов на изготовление разнообразной продукции единицами и малыми не повторяющимися партиями. При этом в одних изделиях преобладают механические работы, в других монтажные и т.д.
Следовательно, оперативное планирование должно так сгруппировать заказы для запуска, чтобы обеспечить наилучшее сочетание сроков изготовления с равномерной загрузкой основных цехов.
Чтобы такое условие выдержать на предприятии, прежде чем заключать договора с заказчиком, делают предварительный расчет производственного цикла изготовления заказа. Другой отличительной особенностью планирования единичного производства является включение в цикл изготовления заказа всех стадий подготовки производства и изготовления изделия, т.е. разработка конструкции, технологии, нормирования затрат труда, проектирование и изготовление оснастки, изготовление, испытание и доводка изделий.
В единичном производстве оперативное руководство осуществляется по заказной системе, при которой планируемой единицей является заказ на изделие или сборочное соединение.
Система основывается на разработке и соблюдении сквозных цикловых графиков технической подготовки каждого заказа и производству и его поэтапного выполнения, в увязке с цикловым графиком по другим заказам.
Оперативное планирование в единичном производстве включает:
расчет производственного цикла по каждому заказу и расчет потребного числа рабочих мест по формуле
 , (9.1)
, (9.1)
Трудоемкость данного вида работ по заказу;
– действительный фонд времени работы оборудования.
На основе таких расчетов и с учетом возможного межоперационного пролеживания деталей формируется по каждому заказу объемно-календарный график выполнения заказа (рис. 9.2):

Рис. 9.2. Объемно-календарное планирование выполнения заказа
График строят в порядке, обратном ходу технологического процесса. По графику определяется общий цикл изготовления заказа, который сопоставляют с заданным сроком.
Детали, имеющие более длительный цикл изготовления, запускают в производство раньше, чем другие детали, для того чтобы согласовать бесперебойное их поступление на сборку.
Для взаимной увязки по времени и более полного использования оборудования и площадей по всем заказам составляется сводный объемно-календарный график.
Чтобы избежать совпадения работ на одном и том же оборудовании для нескольких заказов, необходимо откорректировать сроки выполнения работ, предусмотренные графиком выполнения отдельных заказов. Необходимо определить мероприятия по ликвидации узких мест и догрузить недогруженное оборудование.
Сводный объемно-календарный график ежемесячно корректируется с учетом данных о выполнении производственной программы основными цехами, состоянии незавершенного производства и заказа о новых заданиях.
Одновременно уточняется номенклатура и объем работ. С учетом этих особенностей окончательно уточняется сводный объемно-календарный график заказов и на основании его ПДО выдает каждому цеху месячную производственную программу работ по форме, представленной в таблице 9.1.
Таблица 9.1
Месячная производственная программа цеха
ПДБ основного цеха, получив из ПДО месячную производственную программу, распределяет предусмотренные в ней работы по производственным участкам, производит объемные расчеты для правильного использования мощностей и устранения диспропорций в загрузке оборудования участков, составляется график оперативной загрузки станков.
Основой планово-распределительной работы на смену является сменно-суточный план, в котором задание конкретизируется на каждые сутки и смену для каждого рабочего.
Для распределения работ существуют различного рода приспособления. Так применяется распределительная карточка, в ячейки которой закладывается рабочая документация. По расположению последней можно судить о состоянии данной работы: назначена ли она к выполнению, подготовлена ли к выполнению или рабочий уже получил задание на ее выполнение. Кроме того, имеется контрольная карточка с ячейками по числу дней в месяц.
Оперативный учет выполнения программы основными цехами в единичном производстве осуществляется по данным восполнения сменно-суточного задания каждым участком. Объектами учета служат: выработка рабочих, движение деталей по операциям, поступление заготовок, брак, простои, сдача готовой продукции. Учет производится на основе специальной первичной документации – по нарядам, специальным маршрутным картам движения изделий, по накладным и т.д.
| Предыдущая |
В единичном производстве изготавливается одно изделие или некоторое количество изделий оригинальной конструкции. Поэтому по каждому заказу, составляющему одно изделие или небольшую партию изделий, разрабатывается техническая документация, производится подготовка производства, рассчитывается график изготовления, определяется себестоимость, ведется контроль и учет хода производства. Поскольку отдельные детали и сборочные единицы могут применяться в разных заказах, а некоторые изготавливаться как оригинальные, то основной задачей оперативно-календарного планирования в этих условиях является рациональное сочетание выполнения разнообразных заказов в установленные для каждого из них сроки. При этом должна быть достигнута равномерная загрузка всех производственных участков и рабочих мест.
Системы ОКП в единичном производстве в наименьшей степени типизированы и ориентированы на сложившиеся на предприятиях методы организации производства, труда и управления. Тем не менее при всем разнообразии применяемых в оперативно-календарном планировании средств и методов они должны решать три важные задачи:
Разработка календарно-плановых нормативов, регламентирующих ход выполнения заказа;
Планирование технической, организационной, экономической и материальной подготовки производства;
Применение серийных методов организации производства и оперативно-календарного планирования на отдельных участках производства, специализированных деталей и узлов.
Особенности межцехового оперативно-календарного планирования в единичном производстве сводятся к следующему:
Годовой выпуск продукции распределяется по периодам внутри года в соответствии с портфелем заказов, очередностью поступления заказов и условиями загрузки производства;
Отсутствие повторяемости заказов не позволяет создать надежные календарно-плановые нормативы длительного действия.
Внутрицеховое ОКП характеризуется тем, что задания для производственных участков и рабочих мест по каждому заказу формируются путем выборки из оперативного цехового плана соответствующей номенклатуры с учетом технологических маршрутов изготовления. Кроме того, задания на месяц регламентируют сроки изготовления ведущих и оригинальных деталей и узлов.
Сроки изготовления остальной номенклатуры цеха устанавливаются в порядке текущего распределения в зависимости от загрузки рабочих мест.
Оперативно-календарное планирование в единичном производстве включает следующие плановые расчеты (рис. 3.6): расчет производственного цикла выполнения заказа и построение объемно-календарного графика выполнения отдельных заказов и сводного по всем заказам; расчет календарных сроков опережений в работе цехов; расчет загрузки оборудования и производственных площадей в планируемом периоде; ежесменный учет выполнения заказов.
Рисунок 3.6 – Алгоритм оперативно-календарного планирования единичного производства
Расчет производственного
цикла
по каждому заказу ( )
начинается с распределения трудоемкости
заказа по видам работ и расчета
потребного числа рабочих мест
)
начинается с распределения трудоемкости
заказа по видам работ и расчета
потребного числа рабочих мест (оборудования):
(оборудования):
где
 – трудоемкость данного вида работ по
заказу;
– трудоемкость данного вида работ по
заказу;
 –действительный
фонд времени работы оборудования.
–действительный
фонд времени работы оборудования.
На основе таких расчетов и с учетом возможного межоперационного пролеживания деталей по каждому заказу формируется объемно-календарный график выполнения заказа.
График строится в порядке, обратном ходу технологического процесса, начиная с испытательного или сборочного цеха. По графику определяют общий цикл изготовления заказа, который сопоставляют с заданным сроком. Для заказов с коротким производственным циклом (менее месяца) и незначительным числом цехов-исполнителей (один-два) объемно-календарный график не составляют.
Расчет календарных сроков опережения в работе цехов необходим для их согласованной бесперебойной работы и для того, чтобы все детали, входящие в данное изделие, поступали на сборку к заданному сроку. Поэтому детали, имеющие более длительный цикл изготовления, запускают в производство раньше, чем другие детали.
Сводный объемно-календарный график выполнения всех заказов необходим для взаимной увязки работ по заказам во времени и для более полного использования оборудования и площадей. При построении сводного объемно-календарного графика может случиться, что сроки выполнения одинаковых работ по разным заказам на одном и том же оборудовании совпадут, и оно оказывается перегруженным, или сроки окончания работ по одному заказу и начала работ по другому на одном и том же оборудовании не совпадут, и это оборудование оказывается недогруженным. В обоих случаях необходимо откорректировать сроки выполнения работ, предусмотренные графиками выполнения отдельных заказов. При этом нужно определить мероприятия по ликвидации узких мест и догрузить недогруженное оборудование. Чтобы сводный объемно-календарный график отвечал перечисленным требованиям, ПДО и ПДБ основных цехов рассчитывают загрузку оборудования и использования производственных площадей, находя оптимальный вариант использования имеющихся мощностей.
Сводный объемно-календарный график ежемесячно корректируют с учетом данных о выполнении месячной программы основными цехами, состоянии незавершенного производства по заказам, новых заказах, принятых предприятием. Одновременно уточняются номенклатура и объем работ по включенным ранее заказам. С учетом этих особенностей окончательно уточняется сводный объемно-календарный график заказов и на основании его ПДО выдает каждому цеху месячную производственную программу работ, в которой указаны объем работ по каждому заказу и сроки их выполнения.
Месячная цеховая программа содержит следующие реквизиты:
Наименование и код заказа;
Наименование и код детали (сборочной единицы);
Количество планируемых к выпуску деталей (сборочных единиц);
Сроки запуска-выпуска;
Трудоемкость изготовления единицы продукции и планируемого объема работ.
Цеховая производственная программа служит исходным документом для составления программ производственных участков. Для этого предусмотренные программой цеха работы распределяются по производственным участкам, производятся объемные расчеты для правильного использования мощностей и устранения диспропорций в загрузке оборудования участков. Иногда в дополнение к месячной программе ПДБ цеха до начала планируемого периода выдает мастерам уточненные графики распределения работ по более коротким плановым периодам (декаде, неделе). При определении сроков запуска и выполнения отдельных работ руководствуются длительностью циклов, текущими потребностями и состоянием незавершенного производства. Выполнение месячных заданий (графиков) должно быть полностью обеспечено комплектами рабочих чертежей и другой технической документацией, материалами, заготовками, полуфабрикатами, деталями, инструментом, производственной документацией и др.
Основой планово-распределительной работы на смену является сменно-суточный план, в котором задания конкретизируются на каждые сутки и смену для каждого рабочего. Реальность сменных заданий должна обеспечиваться заблаговременной и тщательной оперативной подготовкой производства. В сменные задания включаются только такие работы, для которых подготовлены технологическая документация, оснастка, материалы и заготовки.
Оперативный учет выполнения программы основными цехами в единичном производстве осуществляется по данным выполнения сменно-суточного задания каждым участком. Объектами оперативного учета служат выработка рабочих, движение деталей по операциям, поступление заготовок, простои рабочих, брак, сдача готовой продукции. Учет осуществляется на основе первичной документации, обрабатываемой на ЭВМ с помощью машиночитаемых документов.
Единичное производство характеризуется изготовлением различных изделий единичными или небольшими сериями. Повторяемость выпуска изделий в единичном производстве либо отсутствует, либо нерегулярна и не оказывает влияние на существенные особенности производственного процесса.
Главная задача оперативно-календарного планирования в этих условиях заключается в обеспечении своевременного выполнения разнообразных заказов в соответствии производственными программами при равномерной загрузке всех звеньев производства и наименее коротких производственных циклах выполнения заказа.
Характерной чертой оперативно-календарного планирования является тесная связь календарно-плановых расчётов производства с планированием технической подготовки выполнения каждого заказа. В единичном производстве следует увеличивать удельный вес унифицированных и стандартных составных частей выпускаемой продукции. Это позволяет применить групповые технологии, специализированные участки и многопредметные поточные линии по обработке унифицированных деталей и узлов, планировать их производство партиями на склад.
Процесс выполнения заказа состоит из следующих этапов: оформление заказа, подготовка выполнения заказа, выполнение заказа. Рассмотрим каждый из этих этапов в отдельности.
Оформление заказа - необходимо пользоваться укрупнёнными нормативами, определяемыми опытно-статистическими методами. Последовательность оформления заказа на машиностроительном производстве показана на рис 16., основными элементами которого являются портфель заказов, запросный лист (документ, в который заносятся все пожелания, требования, расчёты исполнителей в последовательности, указанной на схеме), карта заказа, договор (контракт) выполнения заказа. Запросный лист каждый исполнитель передаёт в бюро заказов и следующему по циклу исполнителю. Используются следующие сокращения: ОГК - отдел главного конструктора, ОГТ - отдел главного технолога, ОМТО - отдел материально-технического снабжения, ПО - производственный отдел, ПЭО - планово-экономический отдел.
|
Наименование работ |
Исполнители |
||||
|
Бюро заказов |
|||||
|
1. регистрация заказов в журнале портфеля заказов (ПЗ ), оформление запросного листа (ЗЛ ). 2. Расчёт показателей (объём, сроки, затраты) конструкторской подготовки производства 3. Расчёт показателей технологической подготовки производства 4. Нормирование расходов материальных ресурсов 5. Нормирование руда по стадиям производства 6. Разработка плана поставок ресурсов 7. Определение сроков выполнения заказа по стадиям производства 8. Калькулирование затрат и расчёт цены 9. Расчёт прибыли 10. Заполнение карты заказа и проект договора 11. Согласование и утверждение договора, его регистрация в журнале |
Рис 16. Последовательность оформления заказа на машиностроительном производстве
Подготовка выполнения заказа.
Календарно-плановые расчёты в единичном производстве включают:
1. расчёт длительности производственного цикла изготовления изделий (выполнения заказов) и построения цикловых графиков по отдельным заказам;
2. определение календарных опережений в работе цехов;
3. составление сводного календарного графика выполнения заказов, принятых к производству, и последующее уточнение календарных опережений в работе цехов;
4. проверочные расчёты загрузки производственных площадей и оборудования (объёмно-календарные расчёты и корректировка сводгого графика с целью выравнивания загрузки по отдельным плановым периодам.
Расчёт длительности производственного цикла выполнения заказа является основным календарно- плановым расчётом в единичном производстве. Эта длительность определяется по формуле:
Тц = n ? (tк / csq) + m (tмп / sq) + tс
Тц - длительность производственного цикла;
n - число деталей в партии;
m - число операций технологического процесса;
tк - полная норма времени на операцию;
c - число рабочих мест, параллельно занятых выполнением операции;
s - число рабочих смен в сутках;
q -длительность рабочей смены;
tмп - межоперационное время;
tс -продолжительность естественных процессов;
Сборка изделий может быть последовательной, то есть по окончании сборки одного изделия начинается сборка другого и параллельной, когда одновременно собираются все изделия серии. При последовательной сборке общая длительность сборки определяется по формуле
Тпсб = nс Тсб
nс - число изделий в серии
Тсб -длительность производственного цикла сборки одного изделия
При параллельной сборке общий период сборки совпадает с длительностью производственного цикла сборки одного изделия.
По каждому заказу суммируется трудоёмкость операции по видам работ для того, чтобы определить загрузку каждого вида оборудования и работников. Форма циклограммы изготовления изделий представлена на рис17.
Рис 17. Циклограммы изготовления изделий
Заготовительные, подготовительные операции
Межпроизводственные перерывы
Технологическая обработка
Заключительные операции (сборка, упаковка ит.д.)
Выполнение заказа производится последовательно согласно оперативно-календарного планирования.
Оперативно-календарное планирование в единичном и мелкосерийном производстве заключается в составлении месячных оперативных программ для цехов, учёте их выполнения и внутрицеховом оперативно - календарном планировании, составлении сменно-суточных заданий для участков и рабочих мест, и их учёте. Планово-учётными единицами являются:
· в сборочных цехах являются изделия, или сборочные единицы соответствующего наименования;
· в обрабатывающих и заготовительных цехах - заказы в целом, сборочные комплекты и маршрутно-сборочные комплекты.
В соответствии с этим в единичном и мелкосерийном производстве целесообразно применять комплектно-сборочную систему оперативно-производственного планирования, при которой опережение выпуска для всех деталей данной сборочной единицы принимается равным наибольшему опережению выпуска одной из обрабатываемых в данном цехе деталей этой сборочной единицы. При изготовлении трудоёмких деталей, которые проходят через несколько цехов, увеличивается незавершённое производство, для его уменьшения детали одной сборочной единицы разбивают на комплекты с одинаковыми технологическими маршрутами их обработки в последующих цехах (рис 18, 19)
Рис 18 Технологические маршруты обработки деталей сборочной единицы по цехам.
Рис 19 Комплекты деталей сборочной единицы с одинаковыми технологическими маршрутами.
Оперативный план на три месяца выдаётся цехам либо в начале каждого месяца, либо в начале квартала. По окончании первого месяца квартала вносятся коррективы в оставшиеся два месяца и к ним добавляется план первого месяца следующего квартала с учётом опережений. Сроки выпуска деталей, входящих в сборочный комплект, определяются вычитанием опережений выпуска, установленного по данному сборочному комплекту, из срока выпуска готовых сборочных единиц.
Сроки выпуска изделий устанавливают укрупнено по декадам или неделям на основании реализации. Для наглядности загрузку оборудования по заказам представляют графически (рис 20)
В том случае, если процент готовности на начало месяца фактически окажется меньше, чем было запланировано, цех в текущем месяце должен будет выполнить по данной планово-учётной единице больший объём работ, чем предусматривается в программе, чтобы процент готовности на конец месяца был не ниже установленного. Форма месячной оперативной программы приведена на рис 21.Порядок составления месячных оперативных заданий для участков целесообразнее составлять в подетальном разрезе (рис 22). Срок выпуска детали соответствующего наименования определяется вычитанием длительности производственного цикла сборки сборочной единицы и обработки детали после данного участка из срока выпуска сборочной единицы, установленного в месячной программе для цеха.
Для предметных участков, специализированных по сборочным единицам, месячные оперативные задания составляют выборкой числа сборочных единиц и сроков их выпуска из месячной программы для цеха.
Для участков на которых обрабатывается небольшое число трудоёмких деталей, месячное задание может составляться в виде план-графика загрузки оборудования рабочих мест.
Для сборочных участков целесообразно составлять планы-графики сборки изделий в пооперационном разрезе
Производственная программа механическому цеху на март 2006 г.
Рис 21 Производственная программа механическому цеху.
Задание участку на март 200--г.
Рис 22 Задание участку.
План график загрузки оборудования (в числителе номер детали в знаменателе - номер операции)
Рис 23 План загрузки оборудования
Декадные задания составляют для участков и деталей с длительным производственным циклом. Эти задания составляют либо в виде план-графика загрузки оборудования, либо в виде задания на декаду в пооперационном разрезе по каждой детали или сборочной единице.
Сменно-суточное планирование и учёт месячных и внутримесячных заданий осуществляется следующим образом: при обработке трудоёмких деталей в сменном задании указывается процент готовности детали, если обработка её не может быть закончена в течении данной смены. При наличии нормы времени на переходы в сменном задании могут быть указаны переходы, по которым должна быть произведена обработка детали в течении смены.
Рис 24 план графика сборки изделия
Учёт выполнения месячных заданий и программ для цехов ведётся тех же формах по которым они составляются.
На основании плана-графика прохождения заказа ПДО разрабатываются уточненные квартальные и месячные календарные графики подготовки производства, изготовления и испытания данного изделия (заказа).
Поскольку в заказ на разработку и изготовление изделия включается техническая подготовка производства, требующая значительного периода времени (иногда не один год), оперативно-календарное планирование приобретает перспективный характер и возникает необходимость производить разбивку объемов его работ не только по кварталам и месяцам, но и по годам и определять длительность производственного цикла и опережение запуска и выпуска по стадиям и этапам технической подготовки, изготовлению узлов и деталей, а также общей сборки изделия. Для решения этих вопросов необходимо на данный заказ построить цикловой график сборки и испытания изделия с учетом длительности циклов изготовления деталей каждой сборочной единицы, входящей в изделие.
Длительности циклов изготовления деталей и длительность цикла сборочных единиц можно определить по формулам. Однако прежде чем приступить к расчету длительности производственного цикла изготовления деталей и сборочных единиц, необходимо определить размеры партий деталей и изделий на заказ, вытекающих из годового (квартального) плана выпуска. Размеры партий деталей можно определить по формулам, а количество изделий из сводного заказа.
На основании циклового графика устанавливаются сроки запуска и выпуска деталей и сборочных единиц, нормативные опережения запуска-выпуска и длительность цикла производства изделия.
По уточненному цикловому графику можно установить очередность и сроки подачи деталей, узлов, подузлов и мелких сборочных единиц на сборку изделия и тем самым определить сроки их выпуска. Сроки запуска рассчитываются исходя из установленных сроков выпуска и величины опережений, определяемых по цикловому графику. При таком планировании достигаются минимальные сроки пролежива- ния деталей перед сборкой.
Сроки запуска в производство заготовок устанавливаются по срокам их выпуска, которые, в свою очередь, определяются сроками запуска на обрабатывающей стадии и продолжительностью циклов заготовительных процессов.
После определения продолжительности циклов отдельных стадий производства (заготовительной, обрабатывающей и сборочной) устанавливается общая продолжительность цикла изготовления изделия по цикловому графику.
Календарные цикловые графики разрабатываются вначале на каждый отдельный заказ, а затем на их основании составляется сводный объемно-календарный график по всему портфелю заказов на данный плановый период и по каждому цеху. При этом необходимо обеспечивать такую загрузку всех звеньев производства, чтобы она соответствовала их пропускной способности и была равномерной на протяжении всего планового периода. Для решения этой задачи проводят календарно-объемные расчеты и строят соответствующие графики, в которых показывают взаимную увязку календарных сроков выполнения отдельных заказов и загрузки производственного оборудования и площадей.
Пример объемно-календарного графика выполнения одного заказа представлен на рис 5.2. При построении такого графика на схему последовательно наносят величину загрузки по исполнителям заказа в виде прямоугольников, каждый из которых обозначает: по вертикали - число рабочих мест, занятых выполнением заказа, а по горизонтали - календарный период выполнения работы. Затем графики всех заказов увязывают в сводном объемно-календарном графике (рис. 5.3). Последний содержит объем работ и сроки выполнения всех включенных в программу заказов.
В сводном объемно-календарном графике сроки выполнения одинаковых работ по разным заказам на одном и том же оборудовании могут совпадать, и тогда оно окажется перегруженным, или сроки окончания работ по одному заказу и начало работ по другому на одном и том же оборудовании не совпадут, и это оборудование будет недогружено. В обоих случаях необходимо от корректировать сроки выполнения работ, предусмотренные цикловыми графиками отдельных заказов. При этом необходимо определить мероприятие по ликвидации «узких мест» и дозагрузки незанятого оборудования.
Откорректированный сводный объемно-календарный график выполнения заказов является исходным для составления производственной программы оперативного задания каждого цеха предприятия на планово-учетный период (месяц, декаду или неделю). Это задание должно вытекать из плана на более продолжительный период.
Рис. 5.2.

Рис. 5.3.
Задание отдельным цехам должно составляться цепным методом - в порядке, обратном ходу технологического процесса, т.е. от сборочных работ до заготовительных операций. Первым составляется задание выпускающему цеху, например, сборочному - отделочному, основой для него служит заводская программа выпуска готовой продукции. Далее составляется задание по запуску для этого же цеха. Исходя из задания по запуску сборочного цеха определяется задание по выпуску механического цеха, питающего своей продукцией выпускной цех, а затем - задание по запуску этого же обрабатывающего цеха. На основе задания по запуску обрабатывающего цеха разрабатывается задание по выпуску заготовительного цеха, и наконец, на основе последнего - задание по запуску этого цеха.