মাঝারি জটিলতা এবং জটিল উপাদানগুলির গ্যাস ঢালাই। গ্যাস ঢালাই কৌশল
পদ্ধতিগত উন্নয়ন: "ওয়েল্ডিং ট্রান্সফরমার" বিষয়ে পাঠ।
পাঠের রূপরেখা "ওয়েল্ডিং ট্রান্সফরমার"
পাঠের উদ্দেশ্য:
শিক্ষাগত:
অন্বেষণ নকশা বৈশিষ্ট্যএবং ঢালাই ট্রান্সফরমার অপারেটিং নীতি;
ঢালাই সরঞ্জামের বাহ্যিক বর্তমান-ভোল্টেজ বৈশিষ্ট্য সম্পর্কে জ্ঞান একত্রিত করতে;
বৈদ্যুতিক ওয়েল্ডার সরঞ্জাম সম্পর্কে জ্ঞান সাধারণীকরণ এবং পদ্ধতিগতকরণ;
অনুশীলন-ভিত্তিক সমস্যা সমাধানে দক্ষতার বিকাশকে উন্নীত করা।
উন্নয়নমূলক:
শিক্ষার্থীদের মধ্যে অধ্যয়ন করা বিষয়বস্তুতে মূল জিনিসটি তুলে ধরার ক্ষমতা বিকাশ করা;
ব্যবহারিক ক্রিয়াকলাপে অর্জিত জ্ঞান প্রয়োগ করার ক্ষমতা গঠনে অবদান রাখুন
শিক্ষাগত:
- তাদের নির্বাচিত পেশার প্রতি ছাত্রদের সম্মান গঠনে অবদান রাখা;
- সংকল্পের বিকাশকে উন্নীত করা;
- উত্পাদন অনুশীলনের সাথে বিষয়ের সংযোগ দেখান;
সাধারণ দক্ষতা:
ঠিক আছে 1. আপনার সারমর্ম এবং সামাজিক তাত্পর্য বুঝতে ভবিষ্যতের পেশা, তার প্রতি অবিচল আগ্রহ দেখান।
ঠিক আছে 2. ম্যানেজার দ্বারা নির্ধারিত লক্ষ্য এবং এটি অর্জনের পদ্ধতির উপর ভিত্তি করে আপনার নিজস্ব কার্যকলাপ সংগঠিত করুন।
ঠিক আছে 3. কাজের পরিস্থিতি বিশ্লেষণ করুন, নিজের কার্যকলাপের বর্তমান এবং চূড়ান্ত পর্যবেক্ষণ, মূল্যায়ন এবং সংশোধন করুন এবং একজনের কাজের ফলাফলের জন্য দায়ী হন।
ঠিক আছে 4. পেশাদার কাজগুলি কার্যকরভাবে সম্পাদন করার জন্য প্রয়োজনীয় তথ্য অনুসন্ধান করুন।
ঠিক আছে 6. একটি দলে কাজ করুন, সহকর্মী, ব্যবস্থাপনা এবং ক্লায়েন্টদের সাথে কার্যকরভাবে যোগাযোগ করুন।
ঠিক আছে 7. অর্জিত পেশাদার জ্ঞান ব্যবহার সহ সামরিক দায়িত্ব পালন করুন।
পেশাগত দক্ষতা:
পিসি 2.1। গ্যাস ওয়েল্ডিং সঞ্চালন মাঝারি অসুবিধাএবং জটিল নোড, কার্বন এবং স্ট্রাকচারাল স্টিলের তৈরি অংশ এবং পাইপলাইন এবং অ লৌহঘটিত ধাতু এবং সংকর ধাতু দিয়ে তৈরি সাধারণ অংশ।
পিসি 2.2। মাঝারি জটিলতা এবং কাঠামোগত এবং কার্বন স্টিল, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং সংকর দিয়ে তৈরি যন্ত্রপাতি, সমাবেশ, কাঠামো এবং পাইপলাইনের জটিল অংশগুলির ম্যানুয়াল আর্ক এবং প্লাজমা ওয়েল্ডিং সম্পাদন করুন।
পিসি 2.3। কার্বন এবং স্ট্রাকচারাল স্টিলের তৈরি মাঝারি জটিলতা এবং জটিল ডিভাইস, উপাদান, অংশ, কাঠামো এবং পাইপলাইনগুলির প্লাজমা টর্চ ব্যবহার করে স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাই সঞ্চালন করুন।
পিসি 2.4। রেক্টিলিনিয়ার এবং জটিল কনফিগারেশনের ধাতুগুলির অক্সিজেন, এয়ার-প্লাজমা কাটা সঞ্চালন করুন।
পিসি 2.6। স্যানিটারি এবং প্রযুক্তিগত প্রয়োজনীয়তা এবং শ্রম সুরক্ষা প্রয়োজনীয়তা অনুযায়ী কর্মক্ষেত্রে ঢালাই কাজের নিরাপদ কর্মক্ষমতা নিশ্চিত করুন।
পাঠের ধরন:জ্ঞানের প্রাথমিক অধিগ্রহণের পাঠ
শিক্ষার পদ্ধতিঃ
- ব্যাখ্যামূলক এবং দৃষ্টান্তমূলক(ব্যাখ্যা, প্রদর্শন)
-আংশিক-অনুসন্ধান (জ্ঞানীয় সমস্যা এবং সমস্যাযুক্ত পরিস্থিতি সমাধান করা)
শেখার সরঞ্জাম:
ভিডিও "ঢালাই উৎপাদনের অটোমেশন"
উপস্থাপনা "ওয়েল্ডিং ট্রান্সফরমার";
স্লাইড এবং টাস্ক কার্ড "প্রধান ধরনের ওয়েল্ডিং ট্রান্সফরমারের বৈশিষ্ট্য", "টিএসকে-500 ট্রান্সফরমারের নকশা", "একটি ওয়েল্ডারের আদেশ";
কাজ সহ পরীক্ষা
পাঠের অগ্রগতি:
স্লাইড 1 "পাঠের বিষয়"
1. সাংগঠনিক পয়েন্ট:
শিক্ষার্থীদের অভিবাদন; পাঠের জন্য প্রস্তুতি পরীক্ষা করা হচ্ছে।
2.লক্ষ্য নির্ধারণ এবং প্রেরণা। মানসিক মেজাজ।
শিক্ষক:
আজ আমাদের পাঠটি নীতিবাক্যের অধীনে অনুষ্ঠিত হবে: "আধুনিক প্রযুক্তিগত অগ্রগতিঢালাই উৎপাদনের উন্নতির সাথে অবিচ্ছেদ্যভাবে যুক্ত"
ভিডিওর স্ক্রীনিং "ওয়েল্ডিং উৎপাদনের অটোমেশন"
স্লাইড 2 "আমরা কি শিখব"
শিক্ষক:আমরা "ওয়েল্ডিং স্টেশন ইকুইপমেন্ট" বিষয় অধ্যয়ন চালিয়ে যাব এবং "ওয়েল্ডিং আর্ক পাওয়ার সোর্সের জন্য প্রয়োজনীয়তা" বিষয়ে জ্ঞান একত্রিত করব।
স্লাইড 3 "পাঠ পরিকল্পনা"
স্লাইড 4 "পাঠের উদ্দেশ্য"
শিক্ষক: অনুগ্রহ করে আজকের পাঠের পরিকল্পনা এবং উদ্দেশ্যগুলি আপনার নোটবুকে লিখুন।
স্লাইড 5 "আমরা কি জানি"
3. মৌলিক জ্ঞান আপডেট করা
(আচার-আচরণের ধরন - পেশাদার নির্দেশনা)
শিক্ষক:আমি আপনাকে বাক্যটির শুরুটি নির্দেশ করব, এবং আপনাকে আপনার নোটবুকে শেষটি লিখতে হবে, তারপর আপনার বন্ধুর উত্তরগুলির সাথে আপনার উত্তরগুলি পরীক্ষা করুন। ত্রুটি খুঁজুন, যদি থাকে.
স্লাইড 5 "বিদ্যুৎ সরবরাহের বাহ্যিক বৈশিষ্ট্য"
শিক্ষক:আপনি এবং আমি জানি যে ওয়েল্ডিং আর্ককে পাওয়ার জন্য বর্তমান উত্সগুলির একটি বিশেষ থাকতে হবে বাহ্যিক বৈশিষ্ট্য. শক্তির উৎসের বাহ্যিক বৈশিষ্ট্যকে কী বলা হয়?
: একটি শক্তি উৎসের বাহ্যিক বৈশিষ্ট্য হল লোড কারেন্টের উপর তার আউটপুট টার্মিনালগুলিতে ভোল্টেজের নির্ভরতা।
শিক্ষক: পাওয়ার সাপ্লাই কি বাহ্যিক বৈশিষ্ট্য আছে?
প্রত্যাশিত ছাত্র প্রতিক্রিয়া: খাড়াভাবে ডুবানো, আলতো করে ডুবানো, শক্ত, বৃদ্ধি।
শিক্ষক:ওয়েল্ডিং ট্রান্সফরমারের কী কী বৈশিষ্ট্য রয়েছে?
প্রত্যাশিত ছাত্র প্রতিক্রিয়া: ট্রান্সফরমারগুলির একটি খাড়াভাবে পড়ে যাওয়া বাহ্যিক বৈশিষ্ট্য রয়েছে।
4. পাঠের বিষয়ে কাজ করুন
স্লাইড 6 "প্রধান ধরনের ওয়েল্ডিং ট্রান্সফরমারের বৈশিষ্ট্য"
শিক্ষক:ওয়েল্ডিং ট্রান্সফরমার, তাদের অপারেটিং নীতি এবং নকশার উপর ভিত্তি করে, দুটি গ্রুপে বিভক্ত: স্বাভাবিক চৌম্বকীয় বিচ্ছুরণ সহ ট্রান্সফরমার এবং বর্ধিত চৌম্বকীয় বিচ্ছুরণ সহ ট্রান্সফরমার।
ট্রান্সফরমার STN, STE, TSD হল সাধারণ চৌম্বকীয় বিচ্ছুরণ সহ ট্রান্সফরমার - এগুলি স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় নিমজ্জিত আর্ক ওয়েল্ডিংয়ের জন্য ব্যবহৃত হয়।
বর্ধিত চৌম্বকীয় বিচ্ছুরণ সহ ট্রান্সফরমারগুলির অপারেটিং নীতিটি চৌম্বকীয় শান্ট, চলন্ত কয়েল বা ধাপ (টার্ন) নিয়ন্ত্রণের ব্যবহারের উপর ভিত্তি করে।
চলন্ত কয়েল সহ ট্রান্সফরমার TS, TSK, TD - একক-স্টেশন ট্রান্সফরমার। TD ট্রান্সফরমারগুলি বর্তমানে আরও উন্নত TDM ট্রান্সফরমার দ্বারা প্রতিস্থাপিত হচ্ছে।
আজকাল, ওয়েল্ডিং ট্রান্সফরমার টিএস এবং টিএসকে সর্বাধিক ব্যবহৃত হয়।
ম্যাগনেটিক শান্ট OSTA, STAN, STS সহ ট্রান্সফরমারগুলি বর্তমানে উত্পাদিত হয় না, তবে এখনও প্রায়শই উত্পাদনে ব্যবহৃত হয়।
একটি চুম্বকীয় শান্ট এবং স্টেপ রেগুলেশন সহ ট্রান্সফরমারগুলি স্বয়ংক্রিয় নিমজ্জিত আর্ক ওয়েল্ডিংয়ের জন্য ব্যবহৃত হয়। এগুলি হল TDF 1001 এবং TDF 2001 ট্রান্সফরমার।
সুতরাং, আমরা আমাদের শিল্প যে ধরনের ট্রান্সফরমার তৈরি করে তার সাথে পরিচিত হয়েছি। অনুগ্রহ করে আপনার নোটবুকে লিখুন কিভাবে ট্রান্সফরমার শ্রেণীবদ্ধ করা হয়। আমরা নিম্নলিখিত পাঠগুলিতে বিশেষভাবে প্রতিটি ধরণের ট্রান্সফরমার অধ্যয়ন করব।
স্লাইড 7 "ট্রান্সফরমার TSK-500 এর নকশা"
একটি ব্রেডবোর্ডে TSK-500 ট্রান্সফরমারের নকশার ব্যাখ্যা।
শিক্ষক: TSK-500 ট্রান্সফরমারের মধ্যে রয়েছে: - ট্রান্সফরমার স্টিলের তৈরি একটি চৌম্বকীয় কোর;
কোর প্রাথমিক এবং মাধ্যমিক windings রয়েছে;
ট্রান্সফরমারটি 380V এর ভোল্টেজ সহ একটি বিকল্প বর্তমান নেটওয়ার্কের সাথে সংযুক্ত থাকে;
প্রাথমিক ওয়াইন্ডিং স্থির স্থির থাকে এবং সেকেন্ডারি ওয়াইন্ডিং কোর বরাবর চলে, ওয়েল্ডিং কারেন্টের পরিমাণ নিয়ন্ত্রণ করে।
কয়েলগুলি সরানোর জন্য, একটি হ্যান্ডেল দিয়ে সজ্জিত একটি টেপ থ্রেড সহ একটি উল্লম্ব স্ক্রু ব্যবহার করা হয়।
ওয়েল্ডিং ট্রান্সফরমারের অপারেটিং নীতিটি সহজ (লেআউটের ব্যাখ্যা):
কয়েলগুলি একসাথে কাছাকাছি যাওয়ার সাথে সাথে চৌম্বকীয় বিচ্ছুরণ এবং এর দ্বারা সৃষ্ট উইন্ডিংগুলির প্রবর্তক প্রতিরোধ ক্ষমতা হ্রাস পায় এবং ঢালাই প্রবাহ বৃদ্ধি পায়;
যখন কয়েলগুলি একে অপরের থেকে দূরে সরে যায়, তখন বেশিরভাগ চৌম্বকীয় প্রবাহ ছড়িয়ে পড়ে, অর্থাৎ, এটি ইস্পাত কোরের মধ্য দিয়ে সম্পূর্ণভাবে যায় না, তবে আংশিকভাবে তাদের চারপাশের বায়ু স্থানের মধ্য দিয়ে যায়। এটি E.D.S বৃদ্ধি করে। প্রধান E.M.F. এর বিরুদ্ধে নির্দেশিত স্ব-ইন্ডাকশন, অর্থাৎ, এটি উইন্ডিংগুলির প্রবর্তক প্রতিরোধের বৃদ্ধি করে, যা ওয়েল্ডিং সার্কিটে কারেন্ট হ্রাসের দিকে পরিচালিত করে;
চৌম্বকীয় সার্কিট বরাবর কয়েলগুলি সরানোর মাধ্যমে ঢালাই কারেন্টের পরিমাণ সামঞ্জস্য করা হয়;
সঠিকভাবে ঢালাই বর্তমান মান নির্ধারণ করতে, একটি ammeter ব্যবহার;
ক্যাপাসিটর পাওয়ার ফ্যাক্টর উন্নত করতে কাজ করে।
অনুগ্রহ করে ওয়েল্ডিং ট্রান্সফরমারের প্রধান অংশগুলির নাম দিন এবং এটি একটি মডেলে দেখান: চৌম্বকীয় সার্কিট, প্রাথমিক এবং মাধ্যমিক কয়েল।
শিক্ষক:কিভাবে ঢালাই বর্তমান নিয়ন্ত্রণ?
প্রত্যাশিত ছাত্র প্রতিক্রিয়া: চৌম্বকীয় বর্তনী বরাবর প্রাথমিক ঘুর কুণ্ডলী সরানোর মাধ্যমে ঢালাই কারেন্টের পরিমাণ সামঞ্জস্য করা হয়।
শিক্ষক: কয়েলের কোন অবস্থানে কারেন্ট বেশি হবে?
প্রত্যাশিত ছাত্র প্রতিক্রিয়া: কয়েলগুলি একসাথে কাছাকাছি যাওয়ার সাথে সাথে উইন্ডিংগুলির প্রবর্তক বিক্রিয়া হ্রাস পায় এবং ঢালাই প্রবাহ বৃদ্ধি পায়।
শিক্ষক:একটি ক্যাপাসিটর কি জন্য ব্যবহৃত হয়?
প্রত্যাশিত ছাত্র প্রতিক্রিয়া: ক্যাপাসিটর পাওয়ার ফ্যাক্টর উন্নত করতে কাজ করে।
স্লাইড 8 "ওয়েল্ডিং ট্রান্সফরমার পরিচালনার নিয়ম"
শিক্ষক: ওয়েল্ডিং ট্রান্সফরমার সার্ভিসিং করার সময়, নিম্নলিখিত নিয়মগুলি অবশ্যই পালন করা উচিত:
নিয়মিত ঢালাই এবং গ্রাউন্ডিং সার্কিটের অবস্থা পরীক্ষা করুন, কোর এবং কেসিংয়ের ফাস্টেনারগুলিকে শক্ত করুন;
আরো প্রায়ই সামঞ্জস্য প্রক্রিয়া লুব্রিকেট;
ডিভাইসটি সরানোর সময়, ট্রান্সফরমার কেসিংয়ের হ্যান্ডলগুলি বা উত্তোলন রিংগুলি ব্যবহার করুন।
অনুগ্রহ করে আপনার নোটবুকে "ওয়েল্ডিং ট্রান্সফরমার অপারেটিং করার নিয়ম" স্ক্রীন থেকে টেবিলটি অনুলিপি করুন।
স্লাইড 9 "ওয়েল্ডারকে নোট করুন"
শিক্ষক:এবং এখন, আমরা বিবেচনা করব কি ধরনের রক্ষণাবেক্ষণ এবং কোন সময়ের মধ্যে ওয়েল্ডিং ট্রান্সফরমারগুলির রুটিন এবং বড় মেরামত করা প্রয়োজন (ছাত্রদের আলোচনা করার জন্য আমন্ত্রিত)
স্লাইড 10 "একটি পরিস্থিতিগত সমস্যার সমাধান"
5. অধ্যয়ন করা উপাদান একত্রীকরণ
শিক্ষক: আপনি যে উপাদানটি কভার করেছেন তা একীভূত করতে, আপনাকে নিম্নলিখিত কাজগুলি অফার করা হয়েছে:
1. টাস্ক কার্ডে "একটি ওয়েল্ডিং ট্রান্সফরমারের নকশা", সঠিক উত্তরটি চিহ্নিত করুন। আপনি আপনার টেবিলে থাকা লাল কার্ডগুলিতে সঠিক উত্তর দিয়ে আপনার উত্তরগুলি পরীক্ষা করতে পারেন।
2. শিল্প প্রশিক্ষণের প্রতিটি পাঠে এবং আমাদের বিষয়ের পাঠে আপনি ঢালাই সরঞ্জামগুলির সাথে কাজ করার সময় নিরাপত্তা সতর্কতাগুলি পুনরাবৃত্তি করেন৷ প্রথম প্রদানের নিয়ম চিকিৎসা সেবাআমরা স্কুল বছরের একেবারে শুরুতে অধ্যয়ন করেছি। দ্বিতীয় কাজটি আপনাকে পরীক্ষা করতে বলে, যেখানে আপনাকে ঢালাইয়ের কাজ করার সময় উদ্ভূত পরিস্থিতি বিশ্লেষণ করতে হবে এবং সঠিক উত্তর দিতে হবে। আপনাকে আপনার কমরেডদের উত্তরের সাথে আপনার উত্তরগুলি পরীক্ষা করতে হবে এবং ত্রুটিগুলি খুঁজে বের করতে হবে, যদি থাকে (আলোচনার জন্য শিক্ষার্থীদের জড়িত পরীক্ষার উত্তরগুলির একটি সংক্ষিপ্ত বিশ্লেষণ)।
স্লাইড 11 "একজন ওয়েল্ডারের পাঁচটি আদেশ"
5. কাজের সারসংক্ষেপ
শিক্ষক: এবং, আমাদের কাজের ফলস্বরূপ, ওয়েল্ডিং সরঞ্জামের সাথে কাজ করার সময় একজন ওয়েল্ডারের আদেশ।
(যারা উচ্চস্বরে আদেশগুলি পড়ে এবং সেগুলিতে মন্তব্য করে এমন শিক্ষার্থীদের কাছ থেকে সহায়তা করুন)।
স্লাইড 12 "আপনি কোন নতুন জিনিস শিখেছেন এবং জ্ঞান কিসের জন্য অর্জিত হয়েছে?"
(অধ্যয়ন করা বিষয়ে শিক্ষার্থীদের সংক্ষিপ্ত জরিপ)
(শিক্ষার্থীরা পাঠের উদ্দেশ্য এবং এর ফলাফলের তুলনা করে, তাদের কাজের মূল্যায়ন করে, উপসংহার টানে এবং তাদের উত্তরগুলিকে ন্যায়সঙ্গত করে)।
ফলাফল পরিচালনা (পাঠে সবচেয়ে সক্রিয়ভাবে কাজ করা ছাত্রদের নাম উচ্চারণ করা)।
হোমওয়ার্ক: শেষ পাঠের একটি সংক্ষিপ্ত সারাংশ তৈরি করুন
6. শিক্ষকের কাছ থেকে চূড়ান্ত শব্দ
আজ ক্লাসে, ওয়েল্ডিং ট্রান্সফরমারের নকশা বৈশিষ্ট্য এবং অপারেটিং নীতি অধ্যয়ন করার সময়, আমরা পেশাদার এবং সাধারণ দক্ষতার বিকাশের জন্য একটি পেশা আয়ত্ত করার জন্য তাত্ত্বিক জ্ঞানের গুরুত্ব সম্পর্কে নিশ্চিত হয়েছি।
আমি আশা করি যে অর্জিত জ্ঞান আপনাকে অনুশীলনে সাহায্য করবে যখন ঢালাই সরঞ্জামগুলির সাথে কাজ করে, কারণ আধুনিক বাজারশ্রমের জন্য উচ্চ পেশাদার গতিশীলতার সাথে একজন বিশেষজ্ঞের প্রয়োজন, নতুন কাজের অবস্থার সাথে দ্রুত খাপ খাইয়ে নেওয়ার ক্ষমতা এবং আত্মবিশ্বাসের সাথে তার পেশাদার জ্ঞান আয়ত্ত করা।
উপসংহার
IN আধুনিক বিশ্বনির্মাণ এবং অনেক কাঠামো তৈরিতে ঢালাই মৌলিক গুরুত্ব, যা ছাড়া এটি কল্পনা করা কঠিন দৈনন্দিন জীবন: গাড়ি, বাড়ি, সেতু ইত্যাদি।
ঢালাই প্রক্রিয়ার জন্য গুরুতর জ্ঞান এবং দক্ষতা প্রয়োজন; আপনি কেবল একটি ওয়েল্ডিং মেশিন নিতে এবং একটি সীম প্রয়োগ করতে পারবেন না।
একজন পেশাদার ওয়েল্ডারকে ধাতু গলানোর প্রযুক্তি, ব্যবহৃত ইউনিট এবং সরঞ্জামগুলির পরিচালনার পদ্ধতি এবং নীতিগুলি আয়ত্ত করতে হবে। তাকে সমস্ত চলমান প্রক্রিয়াগুলির শারীরিক সারাংশ বুঝতে হবে এবং ঢালাইয়ের বৈশিষ্ট্যগুলি জানতে হবে বিভিন্ন ধরনেরধাতু
এবং প্রযুক্তিগুলি স্থির থাকে না এবং ক্রমাগত বিকশিত হয় এই বিষয়টিকে বিবেচনায় রেখে, ওয়েল্ডারকে ক্রমাগত তার দক্ষতা উন্নত করতে এবং আধুনিক প্রতিশ্রুতিশীল প্রবণতাগুলি অধ্যয়ন করতে হবে।
ঢালাই উৎপাদনের নমনীয়তা প্রাথমিকভাবে ঢালাই সরঞ্জামের বহুমুখিতা এবং ওয়েল্ডারদের উচ্চ যোগ্যতা দ্বারা নির্ধারিত হয়।
তথ্যসূত্র
1. Gerasimenko বৈদ্যুতিক গ্যাস ঢালাই. - রোস্তভ/এনডি: ফিনিক্স, 2006।
2. Borilov ম্যানুয়াল চাপ ঢালাই. - রোস্তভ/এনডি: ফিনিক্স, 2008।
3. http://www. profvibor রু/ক্যাটালগ/নিবন্ধ। php
4. http://www. edu ru/abitur/act.86/index. php
অ্যাপ্লিকেশন।
প্রযুক্তিগত নির্দেশনা
ব্যায়াম:বাক্য যোগ করুন
না. | বাক্যের শুরু | প্রতিক্রিয়া মান |
ঢালাইয়ের জন্য একটি বিশেষভাবে সজ্জিত স্থান বলা হয়... | ওয়েল্ডিং স্টেশন |
|
ওয়েল্ডিং স্টেশনের প্রধান সরঞ্জাম হল… | পাওয়ার সাপ্লাই |
|
এসি ওয়েল্ডিং আর্কের শক্তির উৎস হল... | ঢালাই ট্রান্সফরমার |
|
ইলেক্ট্রোড ক্ল্যাম্প করতে এবং এতে ওয়েল্ডিং কারেন্ট সরবরাহ করতে,... | ইলেক্ট্রোড ধারক |
|
চোখ এবং মুখের ত্বককে আর্ক রশ্মি, ধাতব স্প্ল্যাশ এবং স্ল্যাগ থেকে রক্ষা করতে… | হালকা ফিল্টার বা প্রতিরক্ষামূলক চশমা |
|
বিদ্যুৎ উৎস থেকে ইলেক্ট্রোড হোল্ডার এবং পণ্যে কারেন্ট সরবরাহ করতে... | ঢালাই তারের |
|
বৈদ্যুতিক সার্কিটে কারেন্টের উপর পাওয়ার উৎসের আউটপুট টার্মিনালের ভোল্টেজের নির্ভরতাকে বলা হয়... | বাহ্যিক বৈশিষ্ট্য |
|
ওয়েল্ডিং আর্ক পাওয়ার উত্সগুলির একটি বাহ্যিক বৈশিষ্ট্য থাকতে হবে... | খাড়াভাবে পতন আলতো করে পড়ে, কঠিন, বৃদ্ধি |
|
ওয়েল্ডিং কারেন্ট, ভোল্টেজ এবং শক্তি যেখানে সর্বাধিক ডিজাইন মোডে উত্সটি অতিরিক্ত গরম হয় না তাকে বলা হয়... | নামমাত্র |
|
GOST AC পাওয়ার সাপ্লাইয়ের জন্য সর্বোচ্চ ওপেন সার্কিট ভোল্টেজ সেট করে, যা... এর বেশি হওয়া উচিত নয়। | ||
GOST ডিসি পাওয়ার সাপ্লাইয়ের জন্য সর্বাধিক ওপেন-সার্কিট ভোল্টেজ সেট করে, যা এর বেশি হওয়া উচিত নয়... |
পরীক্ষা
"ওয়েল্ডিং সরঞ্জামের সাথে কাজ করার সময় নিরাপত্তা সতর্কতা"
ওয়েল্ডিংয়ের কাজ চলাকালীন একজন ওয়েল্ডারের সাথে একটি ঘটনা ঘটেছে। এই ক্ষেত্রে আপনার কর্ম: (সঠিক উত্তর নির্বাচন করুন)
আইটেম নং | ব্যায়াম | প্রতিক্রিয়া মান |
চোখের শ্লেষ্মা ঝিল্লির প্রদাহের ক্ষেত্রে এটি প্রয়োজনীয়: 1. একজন ডাক্তারকে কল করুন; 2. শিকারকে তাজা বাতাসে নিয়ে যান; 3. বেকিং সোডার দুর্বল দ্রবণে বা বোরিক অ্যাসিডের 2% দ্রবণে ভেজানো একটি কম্প্রেস চোখে লাগান; 4. শিকারকে একটি অন্ধকার ঘরে স্থানান্তর করুন | বেকিং সোডা বা 2% বোরিক অ্যাসিডের দ্রবণের দুর্বল দ্রবণে ভিজিয়ে একটি কম্প্রেস চোখে লাগান। |
|
গ্যাসের বিষক্রিয়ার ক্ষেত্রে, আপনাকে অবশ্যই: 1. শিকারকে তাজা বাতাসে নিয়ে যান; 2. গরম চা পান করুন; 3. প্রয়োজন হলে, কৃত্রিম শ্বসন সঞ্চালন; 4. আপনাকে একটি অক্সিজেন ব্যাগ থেকে অক্সিজেন শ্বাস নিতে দিন। | শিকারকে তাজা বাতাসে সরিয়ে দিন |
|
বৈদ্যুতিক শকের ক্ষেত্রে, শিকারের পরিত্রাণ নির্ভর করে: 1. আঘাতের কারণ স্রোতের শক্তি; 2. প্রাথমিক চিকিৎসা প্রদানের সময় তাকে বর্তমান এবং দ্রুত ও সঠিক পদক্ষেপ থেকে মুক্তি দেওয়ার গতি থেকে। | প্রাথমিক চিকিৎসা প্রদানের সময় তাকে বর্তমান এবং দ্রুত এবং সঠিক কর্ম থেকে মুক্তির গতি থেকে |
|
বৈদ্যুতিক শকের ক্ষেত্রে প্রাথমিক চিকিৎসা প্রদান করার সময় কর্মের ক্রম নির্ধারণ করুন: | 1. ইনস্টলেশনের সেই অংশটি বন্ধ করুন যা শিকার স্পর্শ করে; 2. শিকারকে জীবন্ত অংশ থেকে আলাদা করতে, আপনি তার কাপড় শুকিয়ে গেলে ধরতে পারেন (জ্যাকেটের লেজ, কোট) |
ইউনিফাইড ট্যারিফ অ্যান্ড কোয়ালিফিকেশন ডিরেক্টরি অফ ওয়ার্ক অ্যান্ড প্রফেশনস অফ ওয়ার্কার্স (UTKS), 2019
ETKS এর ইস্যু নং 2 এর অংশ নং 1
ইস্যুটি রাশিয়ান ফেডারেশনের শ্রম মন্ত্রণালয়ের 15 নভেম্বর, 1999 N 45 তারিখের রেজোলিউশন দ্বারা অনুমোদিত হয়েছিল
(13 নভেম্বর, 2008 N 645 তারিখের রাশিয়ান ফেডারেশনের স্বাস্থ্য ও সামাজিক উন্নয়ন মন্ত্রকের আদেশ দ্বারা সংশোধিত)
গ্যাস ওয়েল্ডার
§ 6. গ্যাস ওয়েল্ডার ২য় বিভাগ
কাজের বৈশিষ্ট্য. ওয়েল্ডের সমস্ত স্থানিক অবস্থানে অংশ এবং কাঠামোগত পণ্যগুলির ট্যাক ওয়েল্ডিং। ঢালাইয়ের জন্য জয়েন্টগুলির প্রস্তুতি এবং ঢালাইয়ের পরে seams পরিষ্কার করা। ব্যবহারের জন্য গ্যাস সিলিন্ডার প্রস্তুত করা হচ্ছে। বহনযোগ্য গ্যাস জেনারেটর রক্ষণাবেক্ষণ। ঢালাইয়ের নিম্ন এবং উল্লম্ব অবস্থানে কার্বন স্টিলের তৈরি সাধারণ অংশ, সমাবেশ এবং কাঠামোর গ্যাস ঢালাই। সরল অংশের উপরিভাগ। সরল ঢালাই মধ্যে surfacing দ্বারা cavities এবং ফাটল নির্মূল. সোজা করার সময় কাঠামো এবং অংশ গরম করা।
জানতে হবে:সার্ভিসড গ্যাসের ডিভাইস এবং অপারেটিং নীতি ঢালাই মেশিন, গ্যাস জেনারেটর, অক্সিজেন এবং অ্যাসিটিলিন সিলিন্ডার, ডিভাইস এবং ঢালাই টর্চ হ্রাস; প্রজাতি weldsএবং সংযোগ; ঢালাই জন্য সহজ পণ্য প্রস্তুত করার নিয়ম; অঙ্কনগুলিতে ওয়েল্ডের বিভাগ এবং উপাধিগুলির ধরন; পরিচালনার নিয়ম এবং ঢালাইয়ে ব্যবহৃত গ্যাস এবং তরলগুলির মৌলিক বৈশিষ্ট্য; সিলিন্ডারে অনুমতিযোগ্য অবশিষ্ট গ্যাসের চাপ; উদ্দেশ্য এবং ঢালাই ব্যবহৃত fluxes ব্র্যান্ড; ঢালাইয়ের সময় ত্রুটির কারণ, গ্যাসের শিখার বৈশিষ্ট্য; সিলিন্ডার পেইন্ট রং; ব্যবহারের জায়গাগুলিতে গ্যাস সরবরাহ যোগাযোগের ব্যবস্থা এবং তাদের সাথে সংযোগের নিয়ম।
কাজের উদাহরণ
1. এক্সেল-বক্স, কলাম এবং কেন্দ্রের বোল্ট - খনন এলাকার ফিউজিং।
2. গাড়ির গ্যাস ট্যাঙ্কের ঘাড় সোল্ডার করা হয়।
3. পার্শ্ব শামিয়ানার ফ্রেমের বিশদ বিবরণ - ট্যাক ঢালাই এবং ঢালাই।
4. Portholes এবং কভার - ঢালাই.
5. তেলের পাম্প এবং গাড়ির ফিল্টারগুলির শঙ্কু - ঢালাইয়ে শেলগুলির ফিউজিং।
6. প্রতিরক্ষামূলক casings - ঢালাই.
7. আন্ডারকার আলো গটার জন্য কভার - ঢালাই.
8. গাড়ির ফ্রেমে মাফলার সংযুক্ত করার জন্য বন্ধনী - ফাটলগুলির ঢালাই।
9. moldings - কান ঢালাই.
10. মেশিনের জন্য প্যালেট - ঢালাই।
11. অভ্যর্থনা পাইপ - নিরাপত্তা জালের ঢালাই।
12. গাড়ী উইং শক্তিবৃদ্ধি - ঢালাই.
13. ট্রামের ভিতরের এবং বাইরের ত্বকের কোণার শীট - কাটার ঢালাই।
14. ডাম্প ট্রাকের হাইড্রোলিক মেকানিজমের ক্ল্যাম্প - ঢালাই।
§ 7. 3য় শ্রেণীর গ্যাস ওয়েল্ডার
কাজের বৈশিষ্ট্য. সিলিং ব্যতীত ওয়েল্ডের সমস্ত স্থানিক অবস্থানে কার্বন এবং স্ট্রাকচারাল স্টিল এবং নন-লৌহঘটিত ধাতু এবং অ্যালয় দিয়ে তৈরি ইউনিট, অংশ এবং পাইপলাইনগুলির গড় জটিলতার গ্যাস ওয়েল্ডিং। সারফেসিংয়ের মাধ্যমে মাঝারি জটিলতার অংশ এবং সমাবেশগুলিতে গহ্বর এবং ফাটল দূর করা। হার্ড অ্যালয় সহ সরল অংশগুলির সারফেসিং। নির্দিষ্ট মোডের সাথে সম্মতিতে অংশগুলি ঢালাই করার সময় প্রাথমিক এবং সহগামী হিটিং।
জানতে হবে:সার্ভিসড গ্যাস ওয়েল্ডিং সরঞ্জাম ইনস্টলেশন; ঢালাই seams এর গঠন এবং তাদের পরীক্ষার পদ্ধতি; ঢালাই ধাতু মৌলিক বৈশিষ্ট্য; ঢালাই এবং সারফেসিংয়ের জন্য অংশ এবং সমাবেশগুলি প্রস্তুত করার নিয়ম; তার গ্রেড এবং বেধ উপর নির্ভর করে ধাতু জন্য একটি গরম করার মোড নির্বাচন করার নিয়ম; ঢালাই পণ্যের অভ্যন্তরীণ চাপ এবং বিকৃতির কারণ এবং তাদের প্রতিরোধের ব্যবস্থা; ইস্পাত, অ লৌহঘটিত ধাতু এবং ঢালাই লোহা দিয়ে তৈরি ঢালাই এবং পৃষ্ঠের অংশগুলির জন্য প্রাথমিক প্রযুক্তিগত কৌশল।
কাজের উদাহরণ
1. টিনের ব্রোঞ্জ এবং সিলিকন পিতলের তৈরি ফিটিং 1.6 MPa (15.5 atm.) পর্যন্ত পরীক্ষার চাপে - ফিউজিং দ্বারা ত্রুটিগুলি দূর করা।
2. অটোমোবাইলের ক্র্যাঙ্কশ্যাফ্ট এবং ক্যাম শ্যাফ্ট - বিশেষ স্টিলের সাথে ত্রুটিপূর্ণ আধা-সমাপ্ত ফোরজিংসের ঢালাই।
3. সাইলেন্সার - ঢালাই।
4. অভ্যন্তরীণ জ্বলন ইঞ্জিন (জ্বালানি এবং বায়ু সিস্টেম) - ঢালাই।
5. গাড়ির যন্ত্রাংশ (তেল হিটার নেক, গিয়ারবক্স হাউজিং, ক্র্যাঙ্ককেস কভার) - ফিউশন দ্বারা ত্রুটিগুলি দূর করা।
6. ব্রোঞ্জ ব্রেক ডিস্ক - গহ্বর নির্মূল।
7. ইলাস্টিক কাপলিং এর আবরণ - ঢালাই।
8. গাড়ির পিছনের অক্ষ - ঢালাই মধ্যে গহ্বর নির্মূল.
9. গাড়ির রেডিয়েটরের আস্তরণ - ফাটল দূর করা।
10. লেভেল রেগুলেটর ফ্লোটস (ফিটিং) - ঢালাই।
11. ড্রাইভারের ক্যাবের প্রোফাইল উইন্ডো ফ্রেম - ঢালাই।
12. প্যান্টোগ্রাফ ফ্রেম - টেমপ্লেট ঢালাই।
13. অ-দাহ্য তরল এবং রোলিং স্টকের ব্রেক সিস্টেমের জন্য ট্যাঙ্ক - ঢালাই।
14. বাল্কহেড খাদ সিল - হাউজিং এবং চাপ হাতা ঢালাই.
15. রিয়ার হুইল হাব, রিয়ার এক্সেল এবং গাড়ির অন্যান্য অংশ - নমনীয় আয়রন সোল্ডারিং।
16. বায়ুচলাচল পাইপ - ঢালাই।
17. কপার গ্যাস নিষ্কাশন পাইপ - ঢালাই।
18. বয়লার এবং স্টিম সুপারহিটার পাইপে সংযুক্ত ধোঁয়া পাইপ - ঢালাই।
19. ব্রেক লাইন পাইপ - ঢালাই।
20. জলের জন্য চাপহীন পাইপলাইন (প্রধানগুলি ছাড়া) - ঢালাই।
21. বহিরাগত এবং অভ্যন্তরীণ জল সরবরাহ এবং গরম করার নেটওয়ার্কগুলির পাইপলাইন - ওয়ার্কশপের অবস্থার মধ্যে ঢালাই।
22. পিতলের গ্যাসিফায়ার বল (খোলা) - ঢালাই।
§ 8. 4র্থ শ্রেণীর গ্যাস ওয়েল্ডার
কাজের বৈশিষ্ট্য. ঢালাইয়ের সমস্ত স্থানিক অবস্থানে কার্বন এবং স্ট্রাকচারাল স্টিলের তৈরি জটিল অংশ, কাঠামো এবং পাইপলাইন এবং অ লৌহঘটিত ধাতু এবং খাদ দিয়ে তৈরি মাঝারি জটিলতার অংশগুলির গ্যাস ওয়েল্ডিং। মাঝারি জটিলতার অংশ এবং সমাবেশগুলির প্রতিরক্ষামূলক গ্যাসে সিরামিক ফ্লাক্স ব্যবহার করে হার্ড অ্যালয় সারফেসিং। মেশিনিং এবং পরীক্ষার চাপ সার্ফেসিংয়ের জন্য বড় লোহা এবং অ্যালুমিনিয়াম ঢালাইয়ের ত্রুটিগুলি দূর করা। প্রক্রিয়াকৃত অংশ এবং সমাবেশগুলিতে ফিউজ করে গহ্বর এবং ফাটল দূর করা। হট সম্পাদনাজটিল কাঠামো।
জানতে হবে:ঢালাই করা অংশগুলির কনফিগারেশন এবং বেধের উপর নির্ভর করে ধাতব ঢালাই মোড স্থাপনের পদ্ধতি; অ লৌহঘটিত সংকর ঢালাই পদ্ধতি, ঢালাই লোহা; অ লৌহঘটিত ধাতু এবং সংকর ধাতু তৈরি welds পরীক্ষা; ধাতু ঝালাই করার জন্য মৌলিক নিয়ম; সাধারণ ধারণাগ্যাস ওয়েল্ডিংয়ে ব্যবহৃত সবচেয়ে সাধারণ গ্যাস (অ্যাসিটিলিন, হাইড্রোজেন, অক্সিজেন, প্রোপেন-বিউটেন ইত্যাদি) প্রাপ্ত এবং সংরক্ষণের পদ্ধতি সম্পর্কে; ত্রুটির প্রকার weldsএবং তাদের প্রতিরোধ ও নির্মূলের পদ্ধতি; অঙ্কন পড়ার নিয়ম।
কাজের উদাহরণ
1. 1.6 থেকে 4.9 MPa (15.5 থেকে 48.4 atm-এর বেশি) পরীক্ষার চাপে নন-লৌহঘটিত ধাতু এবং অ্যালয় দিয়ে তৈরি পাইপলাইন শাট-অফ ভালভ - ফিউশনের মাধ্যমে ত্রুটিগুলি দূর করা।
2. বিয়ারিং এর ব্যাবিট ফিলিং - ফিউশন।
3. অটোমোবাইল ইঞ্জিনের সিলিন্ডার ব্লক - ঢালাই মধ্যে গহ্বর নির্মূল।
4. Crankshafts - জার্নাল ঢালাই.
5. ব্রোঞ্জ এবং পিতল সন্নিবেশ - ইস্পাত bearings সম্মুখের ফিউজিং.
6. নন-লৌহঘটিত ধাতু দিয়ে তৈরি যন্ত্রাংশ এবং সমাবেশ - চাপ পরীক্ষা দ্বারা ঢালাই।
7. স্পুল ফ্রেম, পেন্ডুলাম - ঢালাই।
8. কাস্ট আয়রন গিয়ারের দাঁত - ঢালাই।
9. নন-লৌহঘটিত ধাতু দিয়ে তৈরি পাতলা-প্রাচীরযুক্ত পণ্য (এয়ার কুলার কভার, বিয়ারিং শিল্ড, টার্বোজেনারেটর ফ্যান) - পিতল বা সিলুমিন দিয়ে বডি ওয়েল্ডিং।
10. বড় ঢালাই লোহার পণ্য (ফ্রেম, পুলি, ফ্লাইহুইল, গিয়ার) - গহ্বর এবং ফাটল দূর করা।
11. বড় ইঞ্জিনের ক্র্যাঙ্ককেস এবং ডিজেল লোকোমোটিভের যান্ত্রিক ট্রান্সমিশন হাউজিং - ওয়েল্ডিং।
12. স্ট্রিপ কপার দিয়ে তৈরি বৈদ্যুতিক মেশিনের মেরু কয়েল - জাম্পার ঢালাই।
13. ব্রাশ হোল্ডার হাউজিং, বিপরীত অংশ, বৈদ্যুতিক মোটর রোটর - ঢালাই।
14. অ্যালুমিনিয়াম আসবাবপত্র - ঢালাই।
15. হিটার - একটি খাঁচার ঢালাই, একটি খাঁচা, শঙ্কু, রিং এবং ফ্ল্যাঞ্জ সহ একটি জল গরম করার পাইপ।
16. বায়ুসংক্রান্ত হাতুড়ির পিস্টন - গহ্বর এবং ফাটল নির্মূল।
17. অ্যাক্সেল বক্স, ড্রবারগুলির জন্য বিয়ারিং এবং লাইনার - ফ্রেমের সাথে ফিউজিং এবং ফাটলগুলির ফিউজিং।
18. Porthole ফ্রেম তৈরি অ্যালুমিনিয়াম খাদ- ঢালাই।
19. ট্রলিবাসের জন্য এয়ার ট্যাঙ্ক - ঢালাই।
20. সজ্জা এবং কাগজ উৎপাদনের জন্য একক এবং পাকানো ধাতব জাল - সিলভার সোল্ডার দিয়ে শেষের সোল্ডারিং।
21. একটি তেজস্ক্রিয় আইসোটোপ সহ সেন্সরগুলির জন্য টিউব - নির্মূল।
22. বয়লার, আর্মার প্লেট ইত্যাদির পাইপ উপাদান। - গরম সম্পাদনা।
23. বহিরাগত এবং অভ্যন্তরীণ জল সরবরাহ এবং গরম করার নেটওয়ার্কগুলির পাইপলাইন - ইনস্টলেশনের সময় ঢালাই।
24. প্রযুক্তিগত পাইপলাইন (বিভাগ 5) - ঢালাই।
25. বহিরাগত এবং অভ্যন্তরীণ নিম্ন-চাপের গ্যাস সরবরাহ নেটওয়ার্কগুলির পাইপলাইন - কর্মশালার অবস্থার মধ্যে ঢালাই।
26. ব্রাস রেফ্রিজারেটর - 2.5 MPa (24.2 atm) পর্যন্ত চাপে হাইড্রোটেস্টিংয়ের জন্য সিমের ঢালাই।
27. বিশেষ অ্যালুমিনিয়াম খাদ দিয়ে তৈরি বল, ভাসমান এবং ট্যাঙ্ক - ঢালাই।
§ 9. 5 ম শ্রেণীর গ্যাস ওয়েল্ডার
কাজের বৈশিষ্ট্য. জটিল অংশ, সমাবেশ, প্রক্রিয়া, কাঠামো এবং উচ্চ-কার্বন, সংকর, বিশেষ এবং জারা-প্রতিরোধী ইস্পাত, ঢালাই লোহা, নন-লৌহঘটিত ধাতু এবং সংকর ধাতুগুলির গ্যাস ওয়েল্ডিং যা গতিশীল এবং কম্পন লোড এবং চাপের অধীনে কাজ করার জন্য ডিজাইন করা হয়েছে। জটিল অংশ, সমাবেশ, কাঠামো এবং মেকানিজমের হার্ড অ্যালয় সারফেসিং। পাতলা দেয়ালযুক্ত পণ্য এবং ঢালাইয়ের জন্য হার্ড-টু-নাগালের জায়গা সহ পণ্যগুলিতে ঢালাই এবং ফাটল এবং গহ্বর নির্মূল করা। ঢালাইয়ের পরে গ্যাস টর্চ দিয়ে ঢালাই জয়েন্টগুলির তাপ চিকিত্সা।
জানতে হবে:ঢালাই করা ধাতুগুলির যান্ত্রিক এবং প্রযুক্তিগত বৈশিষ্ট্য, উচ্চ-খাদ স্টিল সহ জমা ধাতু; seams এবং ঢালাই মোড প্রযুক্তিগত ক্রম নির্বাচন করার জন্য নিয়ম; নিরীক্ষণ এবং welds পরীক্ষার জন্য পদ্ধতি; ঢালাই জয়েন্টের বৈশিষ্ট্যের উপর তাপ চিকিত্সার প্রভাব।
কাজের উদাহরণ
1. ব্লাস্ট ফার্নেসের এমব্রেসার - শেল এবং ফাটলের ঢালাই।
2. টিনের ব্রোঞ্জ এবং পিতল (সিলিকন) দিয়ে তৈরি পাইপলাইন শাট-অফ ভালভ - 5 MPa (48.4 atm) এর বেশি পরীক্ষা চাপে ঢালাই।
3. সিলিন্ডার, ক্যাপ, একটি ভ্যাকুয়ামে কাজ করা গোলক - ঢালাই।
4. সীসা স্নান - ঢালাই.
5. ব্রোঞ্জ এবং ব্রাস প্রোপেলার - ফিউশন দ্বারা ত্রুটি সংশোধন।
6. গ্যাস ওয়েল্ডিং সরঞ্জামের অংশ - সিলভার সোল্ডার দিয়ে সোল্ডারিং।
7. কপার কয়েল - ঢালাই।
8. ওপেন-হর্থ ফার্নেসের ক্যাসন (গরম মেরামত) - অভ্যন্তরীণ ঢালাই।
9. জারা-প্রতিরোধী ইস্পাত দিয়ে তৈরি বেলো-টাইপ ক্ষতিপূরণকারী - সোল্ডারিং।
10. রেডিওগ্রাফি - ওয়েল্ডিং ব্যবহার করে ম্যাক্রোস্ট্রাকচার যাচাই সহ জারা-প্রতিরোধী স্টিল এবং তাপ-প্রতিরোধী ইস্পাত দিয়ে তৈরি 20 বা তার বেশি অংশ নিয়ে গঠিত জটিল কনফিগারেশনের সংগ্রাহক।
11. কাস্ট আয়রন বডি, কভার, টিজ, কনুই, সিলিন্ডার - ফিউশন দ্বারা ত্রুটিগুলি দূর করা।
12. বাষ্প বয়লার - ফাটল ফিউশন.
13. অ্যালুমিনিয়াম এবং ব্রোঞ্জ ঢালাই, জটিল এবং বড় - শেল এবং ফাটলগুলির ফিউজিং।
14. ছাঁচ - হার্ড-টু-নাগালের জায়গায় ঢালাই।
15. বৈদ্যুতিক মেশিনের রোটর - শর্ট-সার্কিট রিং, রড, সারফেসিং এর ঢালাই।
16. জটিল বিছানা, বড় lathes এর aprons - ঢালাই, ফাটল সরফেসিং।
17. ইনস্ট্রুমেন্টেশন এবং অটোমেশনের জন্য পালস সিস্টেমের টিউব - ঢালাই।
18. 4.0 MPa (38.7 atm.) পর্যন্ত চাপ সহ বাষ্প বয়লারের পাইপ উপাদান - ঢালাই।
19. বাহ্যিক এবং অভ্যন্তরীণ নিম্ন-চাপের গ্যাস সরবরাহ নেটওয়ার্কগুলির পাইপলাইন - ইনস্টলেশনের সময় ঢালাই।
20. বিভাগ 3 এবং 5 (গ্রুপ) এর প্রযুক্তিগত পাইপলাইন, 3 এবং 5 বিভাগের বাষ্প এবং জলের পাইপলাইন - ঢালাই।
21. সীসা পাইপ - ঢালাই।
22. মাঝারি এবং উচ্চ চাপের বাহ্যিক গ্যাস সরবরাহ নেটওয়ার্কগুলির জন্য পাইপলাইন - ইনস্টলেশনের সময় ঢালাই।
23. পিতলের রেফ্রিজারেটর - 2.5 MPa (24.2 atm.) এর উপরে চাপে হাইড্রোটেস্টিংয়ের জন্য সিমের ঢালাই।
24. অভ্যন্তরীণ জ্বলন ইঞ্জিনের সিলিন্ডার - অভ্যন্তরীণ এবং বাহ্যিক জ্যাকেটগুলির ঢালাই।
25. অ লৌহঘটিত ধাতু তৈরি তাদের জন্য টায়ার, টেপ, সম্প্রসারণ জয়েন্টগুলি - ঢালাই।
§ 10. 6 তম শ্রেণীর গ্যাস ওয়েল্ডার
কাজের বৈশিষ্ট্য. জটিল অংশ, প্রক্রিয়া উপাদান, কাঠামো এবং উচ্চ-কার্বন, সংকর, বিশেষ এবং জারা-প্রতিরোধী ইস্পাত, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং সংকর ধাতুগুলির গ্যাস ওয়েল্ডিং যা গতিশীল এবং কম্পন লোড এবং উচ্চ চাপের অধীনে কাজ করার জন্য ডিজাইন করা হয়েছে। জটিল অংশ, সমাবেশ, কাঠামো এবং মেকানিজমের হার্ড অ্যালয় সারফেসিং।
জানতে হবে:হালকা এবং ভারী খাদ বিভিন্ন, তাদের ঢালাই এবং যান্ত্রিক বৈশিষ্ট্য; ক্ষয়ের প্রকার এবং কারণগুলি যা ঘটায়; welds এর ধাতববিদ্যা; ঢালাই পণ্যের বিশেষ পরীক্ষার পদ্ধতি এবং তাদের প্রতিটির উদ্দেশ্য।
কাজের উদাহরণ
1. বায়ু-অক্সিজেন ওয়ার্কশপের জন্য পৃথকীকরণ ইউনিট - অ লৌহঘটিত ধাতু দিয়ে তৈরি অংশগুলির ঢালাই।
2. 4.0 MPa (38.7 atm.) এর উপরে চাপে কাজ করে অ লৌহঘটিত ধাতু দিয়ে তৈরি অংশ এবং সমাবেশ - ঢালাই।
3. ভ্যাকুয়াম এবং ক্রায়োজেনিক পাত্র, ক্যাপ, গোলক এবং পাইপলাইন - ঢালাই।
4. টারবাইন রোটার এবং স্টেটরের ব্লেড - সোল্ডারিং।
5. টারবাইন এবং বয়লারের পালস তারের - ঢালাই।
6. 4.0 MPa (38.7 atm.) এর উপরে চাপ সহ বাষ্প বয়লারের পাইপ উপাদান - ঢালাই।
7. মাঝারি এবং উচ্চ চাপের বাহ্যিক গ্যাস সরবরাহ নেটওয়ার্কগুলির জন্য পাইপলাইন - ইনস্টলেশনের সময় ঢালাই।
8. বিভাগ 1 এবং 2 (গ্রুপ) এর প্রযুক্তিগত পাইপলাইন, সেইসাথে 1 এবং 2 বিভাগের বাষ্প এবং জলের পাইপলাইন - ওয়েল্ডিং।
গ্যাস ঢালাই কৌশল
গ্যাস ঢালাই একটি সর্বজনীন পদ্ধতি, তবে এটি সম্পাদন করার সময়, আপনাকে অবশ্যই মনে রাখতে হবে যে ঢালাই জয়েন্টের চারপাশে মোটামুটি বড় এলাকা তাপের সংস্পর্শে আসে। অতএব, ওয়ার্পিংয়ের ঘটনা এবং কাঠামোর অভ্যন্তরীণ চাপের বিকাশকে বাদ দেওয়া অসম্ভব এবং এগুলি অন্যান্য ঢালাই পদ্ধতির তুলনায় আরও তাৎপর্যপূর্ণ। এই বিষয়ে, গ্যাস ওয়েল্ডিং এই ধরনের জয়েন্টগুলির জন্য আরও উপযুক্ত যার জন্য অল্প পরিমাণে জমা ধাতু এবং বেস মেটালের কম গরম করা যথেষ্ট। সবার আগে আমরা সম্পর্কে কথা বলছিবাট, কোণ এবং শেষ সংযোগ সম্পর্কে (তাদের স্থানিক অবস্থান নির্বিশেষে - নীচে, অনুভূমিক, উল্লম্ব বা সিলিং), যখন টি-জয়েন্ট এবং ওভারল্যাপগুলি এড়ানো উচিত (যদিও সেগুলি চালানো যেতে পারে)।
ওয়েল্ডের উচ্চ যান্ত্রিক বৈশিষ্ট্য থাকার জন্য, নিম্নলিখিত পদক্ষেপগুলি সম্পাদন করতে হবে:
- ধাতুর প্রান্ত প্রস্তুত করুন;
- উপযুক্ত বার্নার শক্তি নির্বাচন করুন;
- বার্নার শিখা সামঞ্জস্য করুন;
- প্রয়োজনীয় ফিলার উপাদান নিন;
- টর্চটিকে সঠিকভাবে অভিমুখী করুন এবং সঞ্চালিত সীম বরাবর এর চলাচলের গতিপথ নির্ধারণ করুন।
আর্ক ওয়েল্ডিংয়ের মতো, গ্যাসের সাথে, ঢালাই করা ধাতুর প্রান্তটি প্রস্তুত করতে হবে। তারা জং, আর্দ্রতা, তেল, ইত্যাদি পরিষ্কার করা হয় (প্রত্যেক দিকে 20-30 মিমি)। এটি করার জন্য, কেবল প্রান্তগুলি উষ্ণ করুন। অ লৌহঘটিত ধাতু ঢালাইয়ের ক্ষেত্রে, যান্ত্রিক এবং রাসায়নিক পরিষ্কারের পদ্ধতি ব্যবহার করা হয়।
বাট জয়েন্টগুলি তৈরি করার সময় (সারণী 42), আপনার প্রান্ত কাটার জন্য কিছু নিয়ম মনে রাখা উচিত:
- যখন ঢালাই পাত ধাতু(2 মিমি পর্যন্ত) অ্যাডিটিভগুলি ব্যবহার করা হয় না - এটি প্রান্তগুলিকে ছড়িয়ে দেওয়ার জন্য যথেষ্ট, যা পরে গলে যায় এবং একটি ওয়েল্ড পুঁতি তৈরি করে। এই বিকল্পটিও সম্ভব: বাট কাটিং বা ফাঁক ছাড়া প্রান্ত ঢালাই, কিন্তু ফিলার উপাদান ব্যবহার করে;
- যখন 5 মিমি এর কম বেধের সাথে ধাতু ঢালাই করা হয়, আপনি প্রান্তের বেভেল ছাড়াই করতে পারেন এবং একতরফা গ্যাস ঢালাই করতে পারেন;
– 5 মিমি-এর বেশি পুরুত্বের সাথে ধাতুর সাথে যোগ করার সময়, প্রান্তগুলি 35-40° কোণে বেভেল করা হয় যাতে সীমের মোট খোলার কোণ 70-90° হয়। এটি ধাতুটিকে তার সম্পূর্ণ বেধে ঢালাই করার অনুমতি দেবে।
সারণি 42. বাট জয়েন্টগুলি তৈরি করার সময় ঢালাই করার জন্য ধাতুর প্রান্তগুলির প্রাথমিক প্রস্তুতি
দ্রষ্টব্য: a – ফাঁক আকার; a1 - নিস্তেজতার মাত্রা; S এবং S1 - ধাতব বেধ।
কোণার জয়েন্টগুলি তৈরি করার সময়, ফিলার উপাদান ব্যবহার করা হয় না, এবং ধাতুর প্রান্তগুলি গলিয়ে সিম তৈরি হয়।
ল্যাপ এবং টি-জয়েন্টগুলিকে শুধুমাত্র 3 মিমি পুরু পর্যন্ত ধাতু ঢালাই করার অনুমতি দেওয়া হয়, যেহেতু বৃহত্তর পুরুত্বের সাথে ধাতুর স্থানীয় উত্তাপ অসম হয়, যা উল্লেখযোগ্য অভ্যন্তরীণ চাপ এবং বিকৃতির বিকাশের পাশাপাশি ফাটল দেখা দেয়। ঢালাই ধাতু এবং বেস ধাতু উভয়.
ঢালাই প্রক্রিয়া চলাকালীন অংশগুলি নড়াচড়া না করে এবং তাদের মধ্যে ব্যবধান পরিবর্তিত না হয় তা নিশ্চিত করার জন্য, সেগুলি হয় স্থির করা হয় বিশেষ ডিভাইস, অথবা potholders সঙ্গে. পরেরটির মধ্যে দৈর্ঘ্য, পরিমাণ এবং ব্যবধান ধাতুর বেধ, সীমের দৈর্ঘ্য এবং কনফিগারেশনের উপর নির্ভর করে:
- যদি ধাতু পাতলা হয় এবং সীমগুলি ছোট হয়, তাহলে ট্যাকের দৈর্ঘ্য 5-7 মিমি এবং তাদের মধ্যে 70-100 মিমি ব্যবধান থাকে;
- যদি ধাতুটি পুরু হয় এবং সীমগুলি দীর্ঘ হয়, তবে ট্যাকের দৈর্ঘ্য 20-30 মিমি পর্যন্ত বৃদ্ধি করা হয় এবং তাদের মধ্যে দূরত্ব 300-500 মিমি পর্যন্ত বৃদ্ধি করা হয়।
ঢালাই প্রক্রিয়া চলাকালীন, টর্চের শিখাটি ধাতুর দিকে নির্দেশিত হয় যাতে এটি হ্রাস জোনে পড়ে এবং মূল থেকে 2-6 মিমি দূরে থাকে। ঢালাই যখন মিশ্রিত ধাতুবার্নার শিখা প্রধানত ফিলার উপাদানের দিকে থাকে এবং কোর জোনটি ওয়েল্ড পুল থেকে আরও দূরে সরানো হয়।
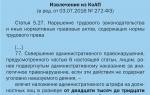
ঢালাই করার সময়, ধাতুর গরম এবং গলে যাওয়ার হার নিয়ন্ত্রণ করা প্রয়োজন। এটি করার জন্য, নিম্নলিখিত ক্রিয়াগুলি অবলম্বন করুন (চিত্র 91):
- মুখপাত্রের কোণ পরিবর্তন করুন;
- মুখপত্র নিজেই ম্যানিপুলেট.
ভাত। 91. পরিবর্তন করে ধাতু গরম করার এবং গলে যাওয়ার হার সামঞ্জস্য করার পদ্ধতি: a – মুখবন্ধের প্রবণতার কোণ; b – মুখপত্র এবং তারের চলাচলের গতিপথ; 1 – পাতলা শীট ধাতু ঢালাই যখন; 2, 3 – যখন পুরু শীট ধাতু ঢালাই
ঢালাই করার সময়, আপনাকে অবশ্যই নিশ্চিত করতে হবে যে:
- শিখা কোরটি গলিত ধাতুর সংস্পর্শে ছিল না, কারণ পরবর্তীটি ফলস্বরূপ কার্বনাইজড হয়ে যেতে পারে;
- ওয়েল্ড পুলটি একটি টর্চ জোন এবং একটি হ্রাস জোন দ্বারা সুরক্ষিত ছিল, অন্যথায় ধাতুটি বায়ুমণ্ডলীয় অক্সিজেন দ্বারা জারিত হবে।
গ্যাস বার্নার ব্যবহার করার সময়, আপনাকে অবশ্যই এটি পরিচালনা করার নিয়মগুলি অনুসরণ করতে হবে:
1. যদি বার্নারটি ভাল অবস্থায় থাকে, তাহলে এটি যে শিখা তৈরি করে তা স্থিতিশীল। যদি কোন বিচ্যুতি পরিলক্ষিত হয় (দহন অস্থির, শিখা বন্ধ হয়ে যায় বা বেরিয়ে যায়, ব্যাকফায়ার ঘটে), তবে এটি বিপরীত করা প্রয়োজন। বিশেষ মনোযোগবার্নার উপাদানগুলিতে এবং এটি সামঞ্জস্য করুন।
2. ইনজেকশন বার্নার পরীক্ষা করতে, অক্সিজেন পায়ের পাতার মোজাবিশেষ সংযোগ করুন এবং শরীরের সাথে টিপ সংযুক্ত করুন। ইউনিয়ন বাদাম শক্ত করার পরে, সাবধানে অ্যাসিটিলিন ভালভটি খুলুন, অক্সিজেন হ্রাসকারী ব্যবহার করে উপযুক্ত অক্সিজেনের চাপ সেট করুন এবং তারপরে অক্সিজেন ভালভটি খুলুন।
3. যদি অ্যাসিটিলিন স্তনবৃন্তের সাথে সংযুক্ত একটি আঙুল আটকে থাকে, তাহলে এর অর্থ হল অক্সিজেন একটি ভ্যাকুয়াম তৈরি করছে। এটি না ঘটলে, ইনজেক্টর, মিক্সিং চেম্বার বা মুখবন্ধ আটকে যেতে পারে। তারা পরিষ্কার করা উচিত.
4. ভ্যাকুয়াম (সাকশন) চেক পুনরাবৃত্তি করুন। এর মান ইনজেক্টরের শেষ এবং মিক্সিং চেম্বারের প্রবেশদ্বারের মধ্যে ফাঁক দ্বারা নির্ধারিত হয়। ইনজেক্টর unscrewing দ্বারা, ফাঁক সমন্বয় করা হয়.
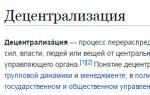
গ্যাস ঢালাইয়ের দুটি পদ্ধতি রয়েছে (চিত্র 92):
ভাত। 92. গ্যাস ওয়েল্ডিংয়ের পদ্ধতি (তীরটি ঢালাইয়ের দিক নির্দেশ করে): a – বাম; b - ডান; 1 - ফিলার তারের; 2 - ঢালাই টর্চ
- বাম হাতের ঢালাই, যেখানে টর্চটি ডান থেকে বামে সরানো হয় এবং ফিলার তারের পিছনে রাখা হয়। এই ক্ষেত্রে, ঢালাই শিখা সীমের দিকে ভিত্তিক যা এখনও ঢালাই করা হয়নি। এই পদ্ধতিটি অক্সিডেশন থেকে ধাতুকে পর্যাপ্তভাবে রক্ষা করে না, আংশিক তাপের ক্ষতির সাথে থাকে এবং কম ঢালাই উত্পাদনশীলতা দেয়;
– ডান হাতের ঢালাই, যেখানে টর্চটি বাম থেকে ডানে সরানো হয় এবং ফিলার তারের সামনে রাখা হয়। এই ক্ষেত্রে, শিখা সম্পূর্ণ জোড় এবং ফিলার তারের শেষ দিকে ভিত্তিক হয়। এই পদ্ধতিটি ধাতু গলানোর জন্য জোড় পুলকে নির্দেশ করা সম্ভব করে তোলে আরোতাপ, এবং মুখপাত্র এবং তারের দোলক ট্রান্সভার্স নড়াচড়া বাম পদ্ধতির তুলনায় কম ঘন ঘন ঘটে। উপরন্তু, ফিলার তারের শেষটি ক্রমাগত জোড় পুলে নিমজ্জিত হয়, তাই এটিকে নাড়াতে ব্যবহার করা যেতে পারে, যা অক্সাইডের স্ল্যাগে রূপান্তরকে উত্সাহ দেয়।
ঢালাই করা ধাতবটির পুরুত্ব 5 মিমি-এর বেশি হলে সঠিক পদ্ধতিটি সাধারণত ব্যবহার করা হয়, বিশেষ করে যেহেতু এই ক্ষেত্রে ঢালাই শিখাটি পণ্যের প্রান্ত দ্বারা এবং পিছনে জমা করা ধাতুর গুটিকা দ্বারা সীমাবদ্ধ থাকে। এটির জন্য ধন্যবাদ, তাপের ক্ষতি হ্রাস করা হয় এবং এটি আরও দক্ষতার সাথে ব্যবহার করা হয়।
বাম পদ্ধতির সুবিধা রয়েছে, যেহেতু, প্রথমত, ঢালাই সর্বদা ওয়েল্ডারের দৃষ্টিভঙ্গিতে থাকে এবং তিনি এর উচ্চতা এবং প্রস্থ সামঞ্জস্য করতে পারেন, যা পাতলা শীট ধাতু ঢালাই করার সময় বিশেষ গুরুত্ব বহন করে; দ্বিতীয়ত, ঢালাই করার সময়, শিখা ধাতব পৃষ্ঠের উপর ছড়িয়ে পড়তে পারে, বার্নআউটের ঝুঁকি হ্রাস করে।
এক বা অন্য ঢালাই পদ্ধতি নির্বাচন করার সময়, আপনাকে অবশ্যই ওয়েল্ডের স্থানিক অবস্থান দ্বারা পরিচালিত হতে হবে:
- নীচের সীম তৈরি করার সময়, ধাতুর পুরুত্ব বিবেচনায় নেওয়া উচিত। এটি ডান এবং বাম উভয় প্রয়োগ করা যেতে পারে। এই ঢালাই সবচেয়ে সহজ কারণ ঢালাইকারী প্রক্রিয়াটি পর্যবেক্ষণ করতে পারে। উপরন্তু, তরল ফিলার উপাদান crater মধ্যে প্রবাহিত এবং জোড় পুল আউট ঢালা না;
- একটি অনুভূমিক সীমের জন্য, সঠিক পদ্ধতিটি পছন্দনীয়। তরল ধাতু ফুটো থেকে প্রতিরোধ করার জন্য, ওয়েল্ড পুলের দেয়ালগুলি কিছু বিকৃতি দিয়ে তৈরি করা হয়;
- উল্লম্ব সীমের জন্য - বাম এবং ডান উভয়, এবং উল্লম্ব সীমের জন্য - শুধুমাত্র সঠিক পদ্ধতি;
- সঠিক উপায়ে সিলিং সীম প্রয়োগ করা সহজ, যেহেতু শিখা প্রবাহটি সিমের দিকে পরিচালিত হয় এবং তরল ধাতুকে ওয়েল্ড পুল থেকে প্রবাহিত হতে দেয় না।
একটি উপায় যে গ্যারান্টি উচ্চ মানেরজোড় হল পুল ঢালাই (চিত্র 93)।
ভাত। 93. পুলের সাথে ঢালাই: 1 – ঢালাই দিক; 2 – ফিলার তারের চলাচলের গতিপথ; 3 – মুখবন্ধের গতিপথ
এই পদ্ধতিটি পাতলা পাত ধাতু এবং লো-কার্বন এবং কম-মিশ্র ধাতুর স্টীল দিয়ে তৈরি পাইপগুলিকে হালকা ওজনের ঝালাই দিয়ে ঢালাই করার জন্য ব্যবহার করা হয়। এটি 3 মিমি পর্যন্ত ধাতব পুরুত্ব সহ বাট এবং কোণার জয়েন্টগুলিকে ঢালাই করার সময়ও ব্যবহার করা যেতে পারে।
পুল ঢালাই প্রক্রিয়া নিম্নলিখিত হিসাবে এগিয়ে যায়:
1. 4-5 মিমি ব্যাস সহ গলিত ধাতু থাকার পরে, ওয়েল্ডার এটিতে ফিলার তারের শেষটি রাখে। যখন এর শেষ গলে যায়, তখন তিনি এটিকে শিখার হ্রাসকারী অঞ্চলে প্রবর্তন করেন।
2. একই সময়ে, ঢালাইকারী, মুখপাত্রটিকে সামান্য নড়াচড়া করে, পরবর্তী স্নান গঠনের জন্য এটির সাথে বৃত্তাকার আন্দোলন করে, যা পূর্ববর্তীটিকে সামান্য (ব্যাসের প্রায় এক তৃতীয়াংশ দ্বারা) ওভারল্যাপ করা উচিত। এই ক্ষেত্রে, তারের জারণ রোধ করার জন্য তারটিকে অবশ্যই হ্রাসকারী অঞ্চলে রাখতে হবে। শিখা কোরটি অবশ্যই ওয়েল্ড পুলে নিমজ্জিত করা উচিত নয়, অন্যথায় ওয়েল্ড ধাতুর কার্বারাইজেশন ঘটবে।
যখন গ্যাস ঢালাই, seams একক বা বহু স্তর হতে পারে। যদি ধাতব বেধ 8-10 মিমি হয়, তাহলে সীম দুটি স্তরে ঢালাই করা হয়, যার পুরুত্ব 10 মিমি - তিন স্তর বা তার বেশি, এবং প্রতিটি পূর্ববর্তী সীম প্রথমে স্ল্যাগ এবং স্কেল দিয়ে পরিষ্কার করা হয়।
মাল্টি-পাস ওয়েল্ডগুলি গ্যাস ওয়েল্ডিংয়ে ব্যবহার করা হয় না, যেহেতু এটি সরু পুঁতি প্রয়োগ করা খুব কঠিন।
গ্যাস ঢালাইয়ের সময়, অভ্যন্তরীণ চাপ এবং বিকৃতি দেখা দেয়, যেহেতু গরম করার ক্ষেত্রটি আর্ক ওয়েল্ডিংয়ের চেয়ে বেশি বিস্তৃত। বিকৃতি কমাতে, যথাযথ ব্যবস্থা গ্রহণ করা আবশ্যক। এই জন্য আমরা সুপারিশ:
- পণ্যটি সমানভাবে গরম করুন;
- একটি পর্যাপ্ত ঢালাই মোড নির্বাচন করুন;
- সমানভাবে পৃষ্ঠের উপর জমা ধাতু বিতরণ;
- sutures একটি নির্দিষ্ট ক্রম মেনে চলুন;
- ট্যাক্স করে দূরে সরে যাবেন না।
বিকৃতির বিরুদ্ধে লড়াই করার জন্য বিভিন্ন পদ্ধতি ব্যবহার করা হয়:
1. বাট জয়েন্টগুলি তৈরি করার সময়, ওয়েল্ডটি একটি বিপরীত-পদক্ষেপ বা সম্মিলিত পদ্ধতি ব্যবহার করে প্রয়োগ করা হয়, এটিকে 100-250 মিমি লম্বা বিভাগে ভাগ করে (চিত্র 94)। যেহেতু তাপ জোড়ের পৃষ্ঠের উপর সমানভাবে বিতরণ করা হয়, তাই বেস ধাতুটি কার্যত বিপর্যয়ের সাপেক্ষে নয়।
ভাত। 94. বাট জয়েন্টগুলি ঢালাই করার সময় একটি সীম প্রয়োগের ক্রম: একটি - প্রান্ত থেকে; b - seam মাঝখানে থেকে
2. বিকৃতি হ্রাস তাদের ভারসাম্য দ্বারা সহজতর হয় যখন পরবর্তী সীম পূর্ববর্তী সীম দ্বারা সৃষ্ট বিকৃতির বিপরীতে বিকৃতি ঘটায়।
3. বিপরীত বিকৃতির পদ্ধতিটিও ব্যবহার করা হয়, যখন ঢালাইয়ের আগে অংশগুলি স্থাপন করা হয় যাতে ঢালাইয়ের পরে, বিকৃতির ক্রিয়াকলাপের ফলে, তারা পছন্দসই অবস্থান নেয়।
4. যুক্ত হওয়া পণ্যগুলিকে প্রি-হিটিং করা বিকৃতির বিরুদ্ধে লড়াই করতেও সাহায্য করে, যার ফলে ওয়েল্ড পুল এবং পণ্যের মধ্যে তাপমাত্রার পার্থক্য কম হয়। ঢালাই লোহা, ব্রোঞ্জ এবং অ্যালুমিনিয়াম পণ্য মেরামত করার সময় এই পদ্ধতিটি ভাল কাজ করে, সেইসাথে যদি সেগুলি উচ্চ-কার্বন এবং খাদ স্টিল দিয়ে তৈরি হয়।
5. কিছু ক্ষেত্রে, তারা ঢালাই (ঠান্ডা বা গরম অবস্থায়) ফোরজিং করে, যা উন্নতি করে যান্ত্রিক বৈশিষ্ট্য seam এবং সংকোচন হ্রাস.
6. তাপ চিকিত্সা উন্নত মানসিক চাপ দূর করার আরেকটি উপায়। এটি প্রাথমিক হতে পারে, ঢালাইয়ের সাথে একযোগে সঞ্চালিত হতে পারে, বা সমাপ্ত পণ্য এটির অধীন। মোড তাপ চিকিত্সাঅংশগুলির আকৃতি, ঢালাই করা ধাতুগুলির বৈশিষ্ট্য, অবস্থা ইত্যাদি নির্ধারণ করুন।
অভ্যন্তরীণ প্রসাধন বই থেকে. আধুনিক উপকরণএবং প্রযুক্তি লেখকবাড়িতে ঠান্ডা ঢালাই পদ্ধতি আপনি দুটি উপায়ে লিনোলিয়াম প্যানেলের জয়েন্টগুলিকে ঢালাই করতে পারেন - গরম, অর্থাৎ, ইনফ্রারেড রশ্মি এবং গরম বাতাস, এবং ঠান্ডা প্রথম ঢালাই পদ্ধতিটি মূলত উত্পাদনে এবং বাড়িতে ব্যবহৃত হয়।
বই থেকে ঢালাই কাজ. ব্যবহারিক গাইড লেখক সেরিকোভা গালিনা আলেকসিভনাঢালাই তত্ত্ব
মডার্ন অ্যাপার্টমেন্ট প্লাম্বার, বিল্ডার এবং ইলেকট্রিশিয়ান বই থেকে লেখক কাশকারভ আন্দ্রে পেট্রোভিচঢালাই ধাতুবিদ্যা ধাতু গলে এবং দৃঢ় করার প্রক্রিয়া, যা সময় এটি রাসায়নিক গঠনপরিবর্তনের মধ্য দিয়ে যায়, এবং স্ফটিক জালি রূপান্তরের মধ্য দিয়ে যায়, যাকে বলা হয় ধাতুবিদ্যা। ঢালাই তাদের জন্য প্রযোজ্য, কিন্তু অন্যান্য অনুরূপ তুলনায়
সিরামিক পণ্য বই থেকে লেখক ডোরোশেঙ্কো তাতায়ানা নিকোলাভনাঢালাইয়ের প্রকারগুলি আসুন আমরা স্মরণ করি যে একটি স্থায়ী সংযোগ পাওয়া কঠিন উপকরণতাদের স্থানীয় গলে যাওয়া বা প্লাস্টিকের বিকৃতির প্রক্রিয়ায় ঢালাই বলা হয়। ধাতু এবং সংকর ধাতু, যেমন ইতিমধ্যে উল্লিখিত, কঠিন স্ফটিক দেহ গঠিত
বই থেকে সর্বশেষ বিশ্বকোষসঠিক মেরামত লেখক নেস্টেরোভা দারিয়া ভ্লাদিমিরোভনাচাপ জন্য ঢালাই উপকরণ এবং সরঞ্জাম
লেখকের বই থেকেআর্ক ওয়েল্ডিং কৌশল ঢালাইয়ের কাজে অংশগুলির একটি নির্দিষ্ট প্রস্তুতি জড়িত, যার মধ্যে বেশ কয়েকটি অপারেশন রয়েছে: – সোজা করা, যা মেশিনে বা ম্যানুয়ালি করা হয়। উদাহরণস্বরূপ, শীট এবং ফালা ধাতু সোজা করার জন্য, বিভিন্ন
লেখকের বই থেকেউচ্চ-ক্ষমতাসম্পন্ন ঢালাই পদ্ধতি ম্যানুয়াল আর্ক ওয়েল্ডিংয়ের উত্পাদনশীলতা বাড়ানোর জন্য বেশ কিছু পদ্ধতি তৈরি করা হয়েছে। তাদের মধ্যে একটিকে বলা হয় গভীর অনুপ্রবেশ ঢালাই (এই পদ্ধতির জন্য ধন্যবাদ, শ্রম উৎপাদনশীলতা প্রায় 50-70% বৃদ্ধি পায়),
লেখকের বই থেকেশিল্ডিং গ্যাস ওয়েল্ডিং প্রযুক্তি একটি শিল্ডিং গ্যাস পরিবেশে আর্ক ওয়েল্ডিং ক্রমবর্ধমানভাবে ব্যাপক হয়ে উঠছে, কারণ এর বেশ কয়েকটি প্রযুক্তিগত সুবিধা রয়েছে: - উচ্চ শ্রম উত্পাদনশীলতা এবং শক্তির উত্সের তাপ ঘনত্বের ডিগ্রি নিশ্চিত করে,
লেখকের বই থেকেবিভিন্ন উপকরণ ঢালাইয়ের বৈশিষ্ট্য গ্যাস ঢালাই বিভিন্ন উপকরণ ঢালাইয়ের জন্য ব্যবহার করা যেতে পারে। ঢালাই খাদ ইস্পাত. এর সংমিশ্রণে টাইটানিয়াম, মলিবডেনাম, ক্রোমিয়াম, নিকেল ইত্যাদি রয়েছে। বৈশিষ্ট্যগুলি নির্দিষ্ট সংকর উপাদানের উপস্থিতির উপর নির্ভর করে।
লেখকের বই থেকেগ্যাস ঢালাই এবং কাটার জন্য সুরক্ষা সতর্কতা গ্যাস ঢালাই এবং কাটা একটি নির্দিষ্ট ঝুঁকির সাথে যুক্ত, তাই, সেগুলি চালানোর সময়, সুরক্ষা নিয়মগুলি কঠোরভাবে অনুসরণ করা প্রয়োজন: 1. কাজ করার আগে, আপনাকে অবশ্যই ব্যবহারের জন্য নির্দেশাবলী সাবধানে পড়তে হবে।
লেখকের বই থেকে লেখকের বই থেকে"রিজার্ভ" টেকনিক হল রিজার্ভ হল এমন একটি পদ্ধতি যার উপর ভিত্তি করে মোম বা চর্বি স্তর প্রয়োগের উপর ভিত্তি করে পণ্যটি গ্লাস করার আগে তার উপর বর্ণিত নকশা অনুযায়ী। মোমের সাথে টারপেনটাইন যোগ করা হয় এবং দ্রবীভূত না হওয়া পর্যন্ত উত্তপ্ত করা হয়। একটি বুরুশ ব্যবহার করে, জায়গা ছাড়া রচনা প্রয়োগ করুন
লেখকের বই থেকেপুটি কৌশল একটি স্প্যাটুলার উপর সামান্য পুটি নিন এবং মাঝারি পুরুত্বের স্ট্রোক দিয়ে এটিকে প্রাচীরের পৃষ্ঠে লাগান, তারপরে স্প্যাটুলা ব্লেডটি একটু শক্ত করে চাপুন এবং পুটি স্তরটিকে উল্লম্ব নড়াচড়া করে সমান করুন যতক্ষণ না পুটিটি একটি খুব পাতলা স্তর হয় প্রাপ্ত হয়।
লেখকের বই থেকেপেইন্টিং টেকনিক সিলিং এবং দেয়াল আঁকার সময়, জানালা থেকে পড়া আলোর দিকে মনোযোগ দিন। যদি একটি ব্রাশ দিয়ে পেইন্টিং করা হয়, তবে পেইন্টের শেষ স্তরটি অবশ্যই সূর্যের রশ্মির দিকের বিপরীতে এবং শেষটি বিপরীত দিকে প্রয়োগ করতে হবে। অন্যথায়, পরে
লেখকের বই থেকেবাড়িতে কোল্ড ওয়েল্ডিং পদ্ধতি লিনোলিয়াম প্যানেলের জয়েন্টগুলিতে ঢালাই করা হয়: - তাপ, অর্থাৎ, ইনফ্রারেড রশ্মি এবং গরম বাতাস - প্রথম ঢালাই পদ্ধতিটি শুধুমাত্র উত্পাদনে ব্যবহৃত হয়
লেখকের বই থেকেনিরাপত্তা সতর্কতা প্রতিটি পেশাদার ইলেকট্রিশিয়ান, সরাসরি অনুশীলনে যাওয়ার আগে, একটি বিশেষ নিরাপত্তা পরীক্ষা পাস করে। এই পরীক্ষায় বৈদ্যুতিক ইনস্টলেশনের ক্রিয়াকলাপ এবং তাদের সাথে কীভাবে কাজ করা যায় সেগুলি নিয়ে প্রশ্ন রয়েছে, যা হবে
বৈদ্যুতিক ঢালাই ম্যানুয়াল ঢালাই
২য় বিভাগ
সক্ষম হতে হবে:
1. ওয়েল্ডের নিম্ন, উল্লম্ব অবস্থানে কার্বন স্টিলের তৈরি সাধারণ অংশ, সমাবেশ এবং কাঠামোর ম্যানুয়াল আর্ক এবং প্লাজমা ওয়েল্ডিং সম্পাদন করুন।
2. সাধারণ অ-গুরুত্বপূর্ণ অংশগুলির উপরিভাগ করা।
3. ঢালাই আগে অংশ এবং পণ্য তাপ.
4. জোড়ের সমস্ত স্থানিক অবস্থানে অংশ এবং পণ্য এবং কাঠামো ট্যাক করুন।
জানতে হবে:
1. বৈদ্যুতিক ঢালাই মেশিন এবং বিকল্প এবং সরাসরি বর্তমানের আর্ক ঢালাইয়ের জন্য ডিভাইসগুলির অপারেশনের নীতি।
2. বৈদ্যুতিক ওয়েল্ডিং মেশিন সার্ভিসিং করার নিয়ম।
3. ঢালাইয়ের জন্য পণ্যের প্রান্ত প্রস্তুত করার পদ্ধতি।
4. কাটের প্রকার।
5. ব্যবহৃত ইলেক্ট্রোডের মৌলিক বৈশিষ্ট্য, উপাদান ঢালাই করা হচ্ছে এবং সংকর ধাতু।
6. উদ্দেশ্য এবং যন্ত্র ব্যবহারের শর্তাবলী।
7. ঢালাই ত্রুটির কারণ এবং তাদের প্রতিরোধের উপায়।
8. শিল্ডিং গ্যাসে ঢালাই সম্পর্কে সাধারণ তথ্য।
9. শিল্ডিং গ্যাসে অ-ভোগযোগ্য ইলেক্ট্রোড দিয়ে ঢালাইয়ের জন্য টর্চের ব্যবস্থা।
3য় বিভাগ
সক্ষম হতে হবে:
1. সিলিং ব্যতীত ওয়েল্ডের সমস্ত স্থানিক অবস্থানে কার্বন স্টিল এবং তাদের কাঠামোগত স্টিলের সাধারণ অংশ, নন-লৌহঘটিত ধাতু এবং খাদ থেকে মাঝারি জটিলতার অংশ, সমাবেশ এবং কাঠামোর ম্যানুয়াল আর্ক এবং প্লাজমা ওয়েল্ডিং সম্পাদন করুন।
2. ম্যানুয়াল অক্সিজেন আর্ক কাটা, নিম্ন-কার্বন, খাদ, বিশেষ ইস্পাত, ঢালাই লোহা এবং অ লৌহঘটিত ধাতু থেকে মাঝারি জটিলতার অংশগুলির বিভিন্ন অবস্থানে পরিকল্পনা করা।
3. জীর্ণ-আউট সাধারণ সরঞ্জাম, কার্বন এবং স্ট্রাকচারাল স্টিলের তৈরি অংশগুলির উপরিভাগ করা।
4. শ্রম নিরাপত্তা প্রয়োজনীয়তা মেনে চলুন.
জানতে হবে:
1. ব্যবহৃত বৈদ্যুতিক ওয়েল্ডিং মেশিন এবং ওয়েল্ডিং ডিভাইসের নকশা।
2. অক্সিজেন কাটার পরে ওয়েল্ড সীম এবং পৃষ্ঠের জন্য প্রয়োজনীয়তা (পরিকল্পনা)।
3. ইলেক্ট্রোড আবরণের বৈশিষ্ট্য এবং তাত্পর্য।
4. welds পরিদর্শন প্রধান ধরনের.
5. ইস্পাত গ্রেডের উপর নির্ভর করে ইলেক্ট্রোড গ্রেড নির্বাচন করার পদ্ধতি।
6. ঢালাই পণ্যের অভ্যন্তরীণ চাপ এবং বিকৃতির কারণ, তাদের প্রতিরোধের ব্যবস্থা।
7. আপনার কর্মক্ষেত্রে কাজ সংগঠিত করার নিয়ম।
বৈদ্যুতিক গ্যাস ওয়েল্ডার
3য় বিভাগ
সক্ষম হতে হবে:
1. ম্যানুয়াল আর্ক, প্লাজমা, গ্যাস, সাধারণ অংশগুলির স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় ঢালাই, স্ট্রাকচারাল স্টিল, নন-লৌহঘটিত ধাতু এবং অ্যালয় দিয়ে তৈরি কাঠামো, সেইসাথে সিলিং ব্যতীত সমস্ত ঢালাই অবস্থানে মাঝারি জটিল অংশগুলি সম্পাদন করুন .
2. ওয়েল্ডের সমস্ত অবস্থানে বহনযোগ্য, স্থির এবং প্লাজমা কাটিং মেশিনে ম্যানুয়াল মার্কিং অনুসারে কার্বন এবং অ্যালয় স্টিল, নন-লৌহঘটিত ধাতু এবং অ্যালয় দিয়ে তৈরি ধাতুর অক্সিজেন প্লাজমা সোজা এবং বাঁকা কাটা, সহজ এবং মাঝারি জটিলতার অংশগুলি সম্পাদন করুন।
3. নির্দিষ্ট মাপে গ্যাস-কাটিং এবং কেরোসিন-কাটিং ডিভাইসের সাহায্যে ম্যানুয়াল অক্সিজেন কাটা এবং কাটা করা, বর্জ্য অ লৌহঘটিত ধাতু আলাদা করা এবং মেশিনের উপাদান এবং অংশগুলি সংরক্ষণ বা কাটা।
4. বিভিন্ন অবস্থানে বিভিন্ন ইস্পাত, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং অ্যালয় থেকে সরল এবং মাঝারি জটিলতার অংশগুলির ম্যানুয়াল আর্ক এয়ার প্ল্যানিং সম্পাদন করুন।
5. গড় জটিলতার অংশ, সমাবেশ এবং কাস্টিংগুলিতে গহ্বর এবং ফাটলগুলির উপরিভাগ করা।
6. নির্দিষ্ট মোডের সাথে সম্মতিতে অংশগুলিকে ঢালাই করার সময় প্রাথমিক এবং সহগামী গরম করা।
জানতে হবে:
1. সার্ভিসড ইলেকট্রিক ওয়েল্ডিং এবং প্লাজমা কাটিং মেশিন, গ্যাস ওয়েল্ডিং সরঞ্জাম, স্বয়ংক্রিয় মেশিন, আধা-স্বয়ংক্রিয় মেশিন, সেইসাথে একটি প্লাজমা টর্চ নির্মাণ।
2. বায়ু planing পরে seam এবং পৃষ্ঠ ঢালাই জন্য প্রয়োজনীয়তা.
3. ইস্পাত গ্রেডের উপর নির্ভর করে ইলেক্ট্রোড গ্রেড নির্বাচন করার পদ্ধতি।
4. ইলেক্ট্রোড আবরণের বৈশিষ্ট্য এবং গুরুত্ব।
5. জোড় গঠন.
6. ঢালাই এবং ঢালাইয়ের জন্য অংশ এবং সমাবেশগুলি প্রস্তুত করার নিয়ম।
7. এর ব্র্যান্ড এবং বেধের উপর নির্ভর করে ধাতুর গরম করার মোড নির্বাচন করার নিয়ম।
8. ঢালাই পণ্যের অভ্যন্তরীণ চাপ এবং বিকৃতির কারণ, তাদের প্রতিরোধের ব্যবস্থা।
9. বিভিন্ন ইস্পাত, ঢালাই, লোহা, অ লৌহঘটিত ধাতু এবং অ্যালয়েস, অক্সিজেন এবং গ্যাস-ইলেকট্রিক কাটিংয়ের জন্য কাটিং মোড এবং গ্যাসের ব্যবহার থেকে তৈরি অংশগুলির ঢালাই এবং পৃষ্ঠতলের প্রাথমিক প্রযুক্তিগত পদ্ধতি।
৪র্থ শ্রেণী
কাজের বৈশিষ্ট্য:
মাঝারি জটিলতার অংশ, সমাবেশ, কাঠামো এবং স্ট্রাকচারাল স্টিল, ঢালাই লোহা, নন-লৌহঘটিত ধাতু এবং অ্যালো এবং অ্যাসেম্বলির জটিল অংশ, ওয়েল্ডের সমস্ত স্থানিক অবস্থানে কার্বন স্টিলের তৈরি কাঠামো এবং পাইপলাইনগুলির ম্যানুয়াল আর্ক এবং গ্যাস ওয়েল্ডিং।
ম্যানুয়াল অক্সিজেন প্লাজমা এবং গ্যাস এবং কেরোসিন কাটিং ডিভাইস সহ পোর্টেবল, স্থির এবং প্লাজমা কাটিং মেশিনে বিভিন্ন ইস্পাত, অ লৌহঘটিত ধাতু এবং চিহ্ন অনুসারে জটিল অংশগুলির বিভিন্ন অবস্থানে গ্যাস এবং আকৃতির কাটিং। উচ্চ-ক্রোমিয়াম এবং ক্রোমিয়াম-নিকেল স্টিল এবং ঢালাই লোহা দিয়ে তৈরি অংশগুলির অক্সিজেন কাটা। ভাসমান জাহাজের বস্তুর অক্সিজেন কাটা। মাঝারি জটিলতা এবং জটিল ডিভাইস, উপাদান, বিভিন্ন নিবন্ধ থেকে পাইপলাইন কাঠামো, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং সংকর ধাতুগুলির স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাই।
বিভিন্ন ইস্পাত, ঢালাই লোহা, অ লৌহঘটিত ধাতু এবং বিভিন্ন অবস্থানে সংকর ধাতুর তৈরি জটিল এবং জটিল অংশগুলির ম্যানুয়াল বৈদ্যুতিক আর্ক এয়ার প্ল্যানিং। ঢালাই লোহা কাঠামোর ঢালাই। মেশিনিং এবং পরীক্ষার চাপের জন্য জটিল মেশিনের অংশ, প্রক্রিয়া, কাঠামো এবং ঢালাইয়ের ত্রুটিগুলির উপরিভাগ। জটিল এবং সমালোচনামূলক কাঠামোর গরম সোজা করা। জটিল ঢালাই ধাতব কাঠামোর অঙ্কন পড়া।
জানতে হবে:
বিভিন্ন বৈদ্যুতিক ঢালাই এবং গ্যাস-কাটিং সরঞ্জাম, স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিন, ঢালাইয়ের বৈশিষ্ট্য এবং বৈদ্যুতিক আর্ক প্ল্যানিং বিকল্প এবং সরাসরি কারেন্ট নির্মাণ; সম্পাদিত কাজের সুযোগের মধ্যে বৈদ্যুতিক প্রকৌশলের মৌলিক আইন; ঢালাইয়ের ত্রুটিগুলির প্রকার এবং তাদের প্রতিরোধ এবং নির্মূল করার পদ্ধতি; ধাতুর ঝালাইযোগ্যতা সম্পর্কে প্রাথমিক তথ্য; ধাতু weldability যান্ত্রিক বৈশিষ্ট্য; যন্ত্রের উপর ভিত্তি করে ঢালাই মোড নির্বাচন করার নীতি; ব্র্যান্ড এবং ইলেক্ট্রোডের ধরন; সাধারণ তথ্যসর্বাধিক সাধারণ গ্যাস উত্পাদন এবং সংরক্ষণের পদ্ধতি সম্পর্কে: অ্যাসিটিলিন, হাইড্রোজেন, অক্সিজেন, প্রোপেন-বিউটেন, গ্যাস ওয়েল্ডিংয়ে ব্যবহৃত হয়; প্রক্রিয়া গ্যাস কাটাখাদ ইস্পাত।
গ্যাস ওয়েল্ডার
২য় বিভাগ
কাজের বৈশিষ্ট্য:ঝালাইয়ের নিম্ন এবং উল্লম্ব অবস্থানে তাদের কার্বন স্টিলের সাধারণ অংশ, সমাবেশ এবং কাঠামোর গ্যাস ঢালাই। সরল অ-গুরুত্বপূর্ণ অংশগুলির উপরিভাগ। সরল কাস্টে সারফেসিং করে শেল এবং ফাটল দূর করা। সোজা করার সময় কাঠামো এবং অংশ গরম করা।
অবশ্যই জানতে হবে: রক্ষণাবেক্ষণ করা গ্যাস ওয়েল্ডিং মেশিন, গ্যাস জেনারেটর, অক্সিজেন এবং অ্যাসিটিলিন সিলিন্ডার, ডিভাইস এবং ওয়েল্ডিং টর্চ হ্রাস করার নীতিগুলি; প্রজাতি ঢালাই জয়েন্টগুলোতেএবং seams; ঢালাইয়ের জন্য পণ্যের প্রান্ত প্রস্তুত করা; বিভাগগুলির প্রকার এবং অঙ্কনগুলিতে ওয়েল্ডের পদবি; ঢালাইয়ে ব্যবহৃত গ্যাস এবং তরলগুলির মৌলিক বৈশিষ্ট্য; সিলিন্ডারে অনুমতিযোগ্য অবশিষ্ট গ্যাসের চাপ; উদ্দেশ্য এবং ঢালাই ব্যবহৃত fluxes ব্র্যান্ড; ঢালাইয়ের সময় ত্রুটির কারণ; গ্যাসের শিখার বৈশিষ্ট্য।
3য় বিভাগ
কাজের বৈশিষ্ট্য:সিলিং ব্যতীত ওয়েল্ডের সমস্ত স্থানিক অবস্থানে কার্বন এবং স্ট্রাকচারাল স্টিল এবং নন-লৌহঘটিত ধাতু এবং অ্যালয় দিয়ে তৈরি ইউনিট, অংশ এবং পাইপলাইনগুলির গড় জটিলতার গ্যাস ওয়েল্ডিং। সারফেসিংয়ের মাধ্যমে মাঝারি জটিলতার অংশ এবং সমাবেশগুলিতে গহ্বর এবং ফাটল দূর করা। হার্ড অ্যালয় সহ সরল অংশগুলির সারফেসিং। নির্দিষ্ট মোডের সাথে সম্মতিতে অংশগুলি ঢালাই করার সময় প্রাথমিক এবং সহগামী হিটিং।
অবশ্যই জানতে হবে: সার্ভিসড এবং গ্যাস ওয়েল্ডিং সরঞ্জামের নকশা; ঢালাই গঠন এবং তাদের পরীক্ষার জন্য পদ্ধতি; ঢালাই ধাতু মৌলিক বৈশিষ্ট্য; ঢালাই এবং সারফেসিংয়ের জন্য অংশ এবং সমাবেশগুলি প্রস্তুত করার নিয়ম; তাদের বেধের গ্রেডের উপর নির্ভর করে ধাতুগুলির জন্য একটি গরম করার মোড নির্বাচন করার নিয়ম; ঢালাই পণ্যের অভ্যন্তরীণ চাপ এবং বিকৃতির কারণ এবং তাদের প্রতিরোধের ব্যবস্থা; ইস্পাত, অ লৌহঘটিত ধাতু এবং ঢালাই লোহা দিয়ে তৈরি ঢালাই এবং পৃষ্ঠের অংশগুলির জন্য প্রাথমিক প্রযুক্তিগত কৌশল।
স্বয়ংক্রিয় এবং আধা-স্বয়ংক্রিয় মেশিনে বৈদ্যুতিক ওয়েল্ডার
২য় বিভাগ
কাজের বৈশিষ্ট্য:স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাই সহজ গিঁট, কার্বন এবং স্ট্রাকচারাল স্টিলের তৈরি অংশ এবং কাঠামো। স্বয়ংক্রিয় ইলেক্ট্রোস্ল্যাগ ওয়েল্ডিং এবং বিশেষ ডিজাইনের স্বয়ংক্রিয় মেশিনগুলির জন্য ইনস্টলেশনগুলিতে রক্ষণাবেক্ষণের কাজ চালানো যখন আরও উচ্চ যোগ্যতাসম্পন্ন বৈদ্যুতিক ওয়েল্ডারের নির্দেশনায় কাঠামো ঢালাই করা হয়। আধা-স্বয়ংক্রিয় ডিভাইস ব্যবহার করে সমস্ত স্থানিক অবস্থানে অংশ, পণ্য, কাঠামোর ট্যাকিং। ঢালাই জন্য ধাতু প্রস্তুতি. অংশ এবং ঢালাই ত্রুটির পৃষ্ঠ. স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাইয়ের জন্য অংশ এবং পণ্য পরিষ্কার করা। ফিক্সচারে অংশ এবং পণ্য ইনস্টলেশন। ইলেক্ট্রোড তারের সাথে রিফিলিং। সহজ অঙ্কন পড়া.
অবশ্যই জানতে হবে: ব্যবহৃত বৈদ্যুতিক ওয়েল্ডিং মেশিন এবং আধা-স্বয়ংক্রিয় মেশিনের অপারেটিং নীতি; ব্যবহৃত শক্তি উত্স সম্পর্কে প্রাথমিক তথ্য; ঢালাই জয়েন্ট এবং seams ধরনের; অঙ্কনগুলিতে খাঁজের প্রকার এবং ওয়েল্ডের পদবি; ঢালাইয়ের জন্য ধাতু প্রস্তুত করার নিয়ম; ব্যবহৃত ইলেক্ট্রোড তারের মৌলিক বৈশিষ্ট্য, ফ্লাক্স, শিল্ডিং গ্যাস এবং ঝালাই করা ধাতু এবং সংকর ধাতু; যন্ত্র ব্যবহারের উদ্দেশ্য এবং শর্ত; স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাই সম্পর্কে সাধারণ তথ্য; ঢালাইয়ের সময় ধাতুগুলির বিকৃতির কারণ এবং এটি প্রতিরোধের উপায়।
3য় বিভাগ
কাজের বৈশিষ্ট্য:কার্বন এবং স্ট্রাকচারাল স্টিল দিয়ে তৈরি ডিভাইস, উপাদান, অংশ, কাঠামো এবং পাইপলাইনের মাঝারি জটিলতার ঢালাইয়ের সমস্ত স্থানিক অবস্থানে প্লাজমা টর্চ ব্যবহার করে স্বয়ংক্রিয় এবং যান্ত্রিক ঢালাই। সরল এবং মাঝারি জটিলতা অংশ এবং সমাবেশের পৃষ্ঠতল. স্বয়ংক্রিয় মাইক্রোপ্লাজমা ঢালাই। স্বয়ংক্রিয় ইলেক্ট্রোস্ল্যাগ ঢালাই এবং ঢালাই কাঠামোর জন্য স্বয়ংক্রিয় মেশিনগুলির জন্য ইনস্টলেশনের রক্ষণাবেক্ষণ।
অবশ্যই জানতে হবে: ব্যবহৃত ওয়েল্ডিং মেশিন, আধা-স্বয়ংক্রিয় মেশিন, প্লাজমা টর্চ এবং পাওয়ার সাপ্লাই এর ডিজাইন; ঢালাই উপকরণের বৈশিষ্ট্য এবং উদ্দেশ্য; প্রধান ধরনের ঢালাই পরিদর্শন; ঢালাই উপকরণ নির্বাচন; ঢালাই পণ্যের অভ্যন্তরীণ চাপ এবং বিকৃতির কারণ এবং তাদের প্রতিরোধের ব্যবস্থা; নির্দিষ্ট পরামিতি অনুযায়ী ঢালাই মোড স্থাপন.
ডক ফরম্যাটে ডাউনলোড করুন: আপনি আমাদের সার্ভার থেকে ফাইল ডাউনলোড করতে পারবেন না
গ্যাস ঢালাই তুলনামূলকভাবে সহজ এবং জটিল, ব্যয়বহুল সরঞ্জাম বা বিদ্যুতের উৎসের প্রয়োজন হয় না।
গ্যাস ঢালাইয়ের অসুবিধা হল আর্ক ওয়েল্ডিংয়ের তুলনায় ধাতুর নিম্ন গরম করার হার এবং ধাতুর উপর তাপীয় প্রভাবের একটি বড় জোন। গ্যাস ঢালাই করার সময়, তাপের ঘনত্ব কম হয় এবং ঢালাই করা অংশগুলির ওয়ারিং বেশি হয়।
শিখা দ্বারা ধাতুর তুলনামূলকভাবে ধীরগতির উত্তাপ এবং কম তাপের ঘনত্বের কারণে, ঢালাই করা ধাতুর বেধ বৃদ্ধির সাথে গ্যাস ঢালাইয়ের উত্পাদনশীলতা হ্রাস পায়। উদাহরণস্বরূপ, 1 মিমি একটি স্টিলের পুরুত্বের সাথে, গ্যাস ঢালাইয়ের গতি প্রায় 10 মি/ঘন্টা, 10 মিমি পুরুত্বের সাথে - মাত্র 2 মি/ঘন্টা। অতএব, 6 মিমি-এর বেশি পুরুত্বের ইস্পাতের গ্যাস ঢালাই আর্ক ওয়েল্ডিংয়ের চেয়ে কম উত্পাদনশীল।
অ্যাসিটিলিন এবং অক্সিজেনের দাম বিদ্যুতের খরচের চেয়ে বেশি, তাই বৈদ্যুতিক ঢালাইয়ের চেয়ে গ্যাস ওয়েল্ডিং বেশি ব্যয়বহুল। ক্যালসিয়াম কার্বাইড, দাহ্য গ্যাস এবং তরল, অক্সিজেন, সংকুচিত গ্যাস সহ সিলিন্ডার এবং অ্যাসিটিলিন জেনারেটরগুলি পরিচালনার নিয়মগুলি লঙ্ঘন করা হলে গ্যাস ওয়েল্ডিংয়ের অসুবিধাগুলির মধ্যে বিস্ফোরণ এবং আগুনের ঝুঁকি অন্তর্ভুক্ত রয়েছে৷ নিম্নলিখিত কাজের জন্য গ্যাস ঢালাই ব্যবহার করা হয়: 1-3 মিমি পুরুত্ব সহ ইস্পাত পণ্য উত্পাদন এবং মেরামত; জাহাজ এবং ছোট ট্যাঙ্কের ঢালাই, ফাটল ঢালাই, প্যাচগুলির ঢালাই ইত্যাদি; ঢালাই লোহা, ব্রোঞ্জ, সিলুমিন দিয়ে তৈরি ঢালাই পণ্য মেরামত; ছোট এবং মাঝারি ব্যাসের পাইপের ঢালাই জয়েন্টগুলি; অ্যালুমিনিয়াম এবং এর মিশ্রণ, তামা, পিতল এবং সীসা থেকে পণ্য উত্পাদন; পাতলা দেয়ালযুক্ত পাইপ থেকে কাঠামোগত ইউনিট উত্পাদন; ইস্পাত এবং ঢালাই লোহার তৈরি অংশে পিতলের পৃষ্ঠতল; পিতল এবং ব্রোঞ্জের তৈরি ফিলার রড ব্যবহার করে নমনীয় এবং উচ্চ-শক্তিযুক্ত ঢালাই লোহার যোগদান, ঢালাই লোহার নিম্ন-তাপমাত্রা ঢালাই।
গ্যাস ঢালাই প্রযুক্তিতে ব্যবহৃত প্রায় সব ধাতু যোগ করতে ব্যবহার করা যেতে পারে। ঢালাই লোহা, তামা, পিতল, এবং সীসা চাপ ঢালাই থেকে গ্যাস ঢালাই সহজ.
গ্যাস ওয়েল্ডিং টেকনিক
গ্যাস ঢালাই নীচে, অনুভূমিক, উল্লম্ব এবং সিলিং seams সঞ্চালন করতে ব্যবহার করা যেতে পারে। সিলিং সীমগুলি তৈরি করা সবচেয়ে কঠিন, কারণ এই ক্ষেত্রে ওয়েল্ডারকে অবশ্যই শিখা গ্যাসের চাপ ব্যবহার করে সীম বরাবর তরল ধাতু বজায় রাখতে হবে এবং বিতরণ করতে হবে। প্রায়শই গ্যাস ঢালাই সঞ্চালিত হয় বাট জয়েন্টগুলি, কম প্রায়ই কোণার এবং শেষ সংযোগ. গ্যাস ওয়েল্ডিং ব্যবহার করে ল্যাপ এবং টি-জয়েন্টগুলি তৈরি করার পরামর্শ দেওয়া হয় না, কারণ তাদের ধাতুর তীব্র উত্তাপের প্রয়োজন হয় এবং পণ্যটির বর্ধিত ওয়ার্পিং দ্বারা অনুষঙ্গী হয়।
পাতলা ধাতুর পুঁতিযুক্ত জয়েন্টগুলি ফিলার তার ছাড়াই ঝালাই করা হয়। বিরতিহীন এবং অবিচ্ছিন্ন seams, সেইসাথে একক-স্তর এবং মাল্টি-লেয়ার seams ব্যবহার করা হয়। ঢালাইয়ের আগে, প্রান্তগুলি তেল, রঙ, মরিচা, স্কেল, আর্দ্রতা এবং অন্যান্য দূষকগুলির চিহ্নগুলি থেকে পুঙ্খানুপুঙ্খভাবে পরিষ্কার করা হয়।
টেবিলে বাট ঝালাই দিয়ে কার্বন স্টিলের গ্যাস ঢালাই করার সময় চিত্র 10 প্রান্তের প্রস্তুতি দেখায়।
ঢালাইয়ের সময় টর্চের নড়াচড়া
বার্নারের শিখাটি ঢালাই করা ধাতুর দিকে নির্দেশিত হয় যাতে ধাতুর প্রান্তগুলি কোরটির শেষ থেকে 2-6 মিমি দূরত্বে হ্রাস জোনে থাকে। কোরের শেষ দিয়ে গলিত ধাতুটিকে স্পর্শ করা অসম্ভব, কারণ এটি স্নানের ধাতুর কার্বারাইজেশন ঘটাবে। ফিলার তারের শেষটি অবশ্যই হ্রাস জোনে বা গলিত ধাতব স্নানে নিমজ্জিত হতে হবে। যে জায়গায় শিখা কোরের শেষ দিক নির্দেশিত হয়, সেখানে তরল ধাতুটি গ্যাসের চাপ দ্বারা পাশের দিকে সামান্য স্ফীত হয়, ওয়েল্ড পুলে একটি বিষণ্নতা তৈরি করে।
গ্যাস ওয়েল্ডিংয়ের সময় ধাতব গরম করার হার ধাতব পৃষ্ঠের দিকে মুখপাত্রের প্রবণতার কোণ পরিবর্তন করে সামঞ্জস্য করা যেতে পারে। এই কোণটি যত বড় হবে, শিখা থেকে ধাতুতে তত বেশি তাপ স্থানান্তরিত হবে এবং দ্রুত তা উত্তপ্ত হবে। পুরু বা ভাল তাপ-পরিবাহী ধাতু (উদাহরণস্বরূপ, লাল তামা) ঢালাই করার সময়, অগ্রভাগ a এর প্রবণতার কোণটি পাতলা বা নিম্ন তাপ পরিবাহিতা ঢালাইয়ের চেয়ে বেশি নেওয়া হয়। চিত্রে। 86, এবং বিভিন্ন পুরুত্বের স্টিলের ঢালাই বাম-হাতের জন্য প্রস্তাবিত মুখপত্রের প্রবণতার কোণগুলি দেখায় (এই অধ্যায়ের § 4 দেখুন)।

চিত্রে। 86, b seam বরাবর মুখপত্র সরানোর উপায় দেখায়। প্রধান জিনিস seam বরাবর মুখপত্র সরানো হয়। ট্রান্সভার্স এবং বৃত্তাকার আন্দোলনগুলি সহায়ক এবং প্রান্তগুলি গরম করার এবং গলে যাওয়ার হারকে নিয়ন্ত্রণ করতে এবং ঝালাইয়ের পছন্দসই আকৃতি গঠনে অবদান রাখে।
পাতলা ধাতু ঢালাই করার সময় পদ্ধতি 4 (চিত্র 86, খ দেখুন) ব্যবহার করা হয়, পদ্ধতি 2 এবং 3 - মাঝারি বেধের ধাতু ঢালাই করার সময়। ঢালাইয়ের সময়, আপনাকে অবশ্যই চেষ্টা করতে হবে যে পুলের ধাতু সর্বদা আশেপাশের বাতাস থেকে শিখার হ্রাস অঞ্চলের গ্যাস দ্বারা সুরক্ষিত থাকে। অতএব, পদ্ধতি 1, যেখানে শিখা পর্যায়ক্রমে পাশে টানা হয়, সুপারিশ করা হয় না, কারণ এটি বায়ুমণ্ডলীয় অক্সিজেনের সাথে ধাতুকে অক্সিডাইজ করতে পারে।
বেসিক গ্যাস ওয়েল্ডিং পদ্ধতি
বাম ঢালাই (চিত্র 87, ক)।
এই পদ্ধতিটি সবচেয়ে সাধারণ। পাতলা এবং কম গলানো ধাতু ঢালাই করার সময় এটি ব্যবহার করা হয়। মশালটি ডান থেকে বামে সরানো হয়, এবং ফিলার তারটি শিখার সামনে নিয়ে যায়, যা সীমের আনওয়েল্ডেড বিভাগে নির্দেশিত হয়। চিত্রে। 87, এবং নীচে বাম হাতের ঢালাই পদ্ধতির সময় মুখপত্র এবং তারের নড়াচড়ার একটি চিত্র দেখায়। বাম-হাত ঢালাইয়ের জন্য শিখা শক্তি 100 থেকে 130 dm 3 অ্যাসিটিলিন প্রতি ঘন্টায় 1 মিমি ধাতু (স্টিল) বেধ থেকে নেওয়া হয়।ডান ঢালাই (চিত্র 87, খ)।
মশালটি বাম থেকে ডানে চালিত হয়, টর্চের পরে ফিলার তারটি সরানো হয়। শিখাটি তারের শেষ এবং সীমের ঢালাই অঞ্চলে নির্দেশিত হয়। ট্রান্সভার্স অসিলেটরি নড়াচড়া বাম হাতের ঢালাইয়ের সময় যতবার সঞ্চালিত হয় না। মুখবন্ধ সামান্য তির্যক কম্পন তৈরি করে; 8 মিলিমিটারের কম বেধের সাথে ধাতু ঢালাই করার সময়, অগ্রভাগটি তির্যক নড়াচড়া ছাড়াই সিমের অক্ষ বরাবর সরানো হয়। তারের শেষ অংশটি ওয়েল্ড পুলে ডুবিয়ে রাখা হয় এবং এর সাথে তরল ধাতু মেশানো হয়, যা অক্সাইড এবং স্ল্যাগগুলি অপসারণ করা সহজ করে তোলে। শিখার তাপ কম পরিমাণে বিলুপ্ত হয় এবং বাম হাতের ঢালাইয়ের চেয়ে ভালভাবে ব্যবহার করা হয়। তাই, ডান হাতের ঢালাইয়ের সময়, সীমের খোলার কোণটি 90° নয়, 60-70° তৈরি করা হয়, যা ঢালাই ধাতু সঙ্কুচিত হওয়ার কারণে জমা হওয়া ধাতু, তারের ব্যবহার এবং পণ্যটির ওয়ার্পিংয়ের পরিমাণ হ্রাস করে।
3 মিমি-এর বেশি পুরুত্বের ধাতুর সাথে সাথে খাঁজকাটা প্রান্তগুলির সাথে উচ্চ তাপ পরিবাহিতা, যেমন লাল তামা সহ ধাতু সংযোগ করার জন্য ডান হাতের ঢালাই ব্যবহার করার পরামর্শ দেওয়া হয়। ডান-হাতের ঢালাইয়ে সীমের গুণমান বাম-হাতের ঢালাইয়ের চেয়ে বেশি কারণ গলিত ধাতু শিখা দ্বারা আরও ভাল সুরক্ষিত থাকে, যা একই সাথে জমা ধাতুকে অ্যানিয়েল করে এবং এর শীতলতাকে ধীর করে দেয়। তাপের আরও ভাল ব্যবহারের কারণে, বড় বেধের ধাতুর ডান হাতের ঢালাই বাম হাতের ঢালাইয়ের চেয়ে বেশি লাভজনক এবং বেশি উত্পাদনশীল - ডান হাতের ঢালাইয়ের গতি 10-20% বেশি এবং গ্যাস সঞ্চয় 10-15%। %
ডান-হাত ঢালাই 6 মিমি পর্যন্ত পুরু ইস্পাতকে প্রান্তের বেভেল ছাড়াই, সম্পূর্ণ অনুপ্রবেশ সহ, ব্যাক-ওয়েল্ডিং ছাড়াই সংযুক্ত করে বিপরীত দিক. ডান-হাত ঢালাইয়ের জন্য শিখা শক্তি 120 থেকে 150 dm 3 অ্যাসিটিলিন প্রতি ঘন্টায় 1 মিমি ধাতু (স্টিল) বেধ থেকে নেওয়া হয়। মুখপাত্রটি অবশ্যই কমপক্ষে 40° কোণে ঢালাই করা ধাতবটির দিকে ঝুঁকতে হবে।
ডানদিকে ঢালাই করার সময়, ঢালাই করা ধাতবটির অর্ধেক বেধের সমান ব্যাস সহ ফিলার তার ব্যবহার করার পরামর্শ দেওয়া হয়। বাম ঢালাই করার সময়, ডানদিকে ঢালাই করার সময় থেকে 1 মিমি বড় ব্যাস সহ একটি তার ব্যবহার করুন। 6-8 মিমি এর বেশি ব্যাসের তারের গ্যাস ঢালাইয়ের জন্য ব্যবহার করা হয় না।
একটি মাধ্যমে গুটিকা সঙ্গে ঢালাই (চিত্র 88)।
শীটগুলি শীটের অর্ধেক বেধের সমান ফাঁক দিয়ে উল্লম্বভাবে ইনস্টল করা হয়। বার্নারের শিখা প্রান্তগুলিকে গলে একটি বৃত্তাকার গর্ত তৈরি করে, যার নীচের অংশটি ঢালাই করা ধাতুটির সম্পূর্ণ পুরুত্বের উপর ফিলার মেটাল দিয়ে গলে যায়। তারপর শিখাটি আরও উপরে সরানো হয়, গর্তের উপরের প্রান্তটি গলিয়ে গর্তের নীচের দিকে ধাতুর পরবর্তী স্তরটি প্রয়োগ করা হয় এবং পুরো সীমটি ঢালাই না হওয়া পর্যন্ত। ঢালাই করার জন্য শীটগুলিকে সংযুক্ত করে একটি পুঁতির মাধ্যমে সিমটি পাওয়া যায়। জোড় ধাতু ঘন, ছিদ্র, গহ্বর এবং স্ল্যাগ অন্তর্ভুক্তি ছাড়াই।
স্নান সঙ্গে ঢালাই.
এই পদ্ধতিটি ফিলার তারের সাথে ছোট বেধের (3 মিমি থেকে কম) ধাতুর বাট এবং কোণার জয়েন্টগুলিকে ঢালাই করতে ব্যবহৃত হয়। যখন সীমের উপর 4-5 মিমি ব্যাসের একটি পুল তৈরি হয়, তখন ওয়েল্ডারটি তারের শেষ অংশটি এতে প্রবেশ করায় এবং অল্প পরিমাণে গলিয়ে তারের শেষটি অন্ধকারে নিয়ে যায়, এর অংশ হ্রাস করে। শিখা একই সময়ে, তিনি মুখবন্ধের সাথে একটি বৃত্তাকার গতি তৈরি করেন, এটিকে সিমের পরবর্তী বিভাগে নিয়ে যান। নতুন স্নান ব্যাসের 1/3 দ্বারা পূর্ববর্তী এক ওভারল্যাপ করা উচিত। অক্সিডেশন এড়াতে, তারের শেষটি অবশ্যই শিখার হ্রাসকারী অঞ্চলে রাখতে হবে এবং ওয়েল্ড মেটালের কার্বারাইজেশন এড়াতে শিখার কোরটি স্নানে নিমজ্জিত করা উচিত নয়। লো-কার্বন এবং কম খাদ স্টিলের তৈরি পাতলা শীট এবং পাইপগুলি এইভাবে ঢালাই করে (হালকা সিম সহ) চমৎকার মানের সংযোগ তৈরি করে।মাল্টিলেয়ার গ্যাস ওয়েল্ডিং।একক-স্তর ঢালাইয়ের তুলনায় এই ঢালাই পদ্ধতির অনেক সুবিধা রয়েছে: একটি ছোট ধাতু গরম করার জোন দেওয়া হয়; পরবর্তী স্তরগুলির উপরিভাগ করার সময় অন্তর্নিহিত স্তরগুলির annealing অর্জন করা হয়; পরেরটি প্রয়োগ করার আগে সিমের প্রতিটি স্তর জাল করা সম্ভব। এই সব ঢালাই ধাতু গুণমান উন্নত. যাইহোক, মাল্টিলেয়ার ওয়েল্ডিং কম উত্পাদনশীল এবং একক-স্তর ঢালাইয়ের চেয়ে বেশি গ্যাস খরচ প্রয়োজন, তাই এটি শুধুমাত্র সমালোচনামূলক পণ্য তৈরিতে ব্যবহৃত হয়। ঢালাই সংক্ষিপ্ত বিভাগে বাহিত হয়। স্তরগুলি প্রয়োগ করার সময়, আপনাকে নিশ্চিত করতে হবে যে বিভিন্ন স্তরের সিমের জয়েন্টগুলি একত্রিত হয় না। একটি নতুন স্তর প্রয়োগ করার আগে, স্কেল এবং স্ল্যাগ থেকে আগেরটির পৃষ্ঠটি পুঙ্খানুপুঙ্খভাবে পরিষ্কার করতে একটি তারের ব্রাশ ব্যবহার করুন।
অক্সিডাইজিং শিখা ঢালাই.নিম্ন কার্বন ইস্পাত এই পদ্ধতি ব্যবহার করে ঢালাই করা হয়. ঢালাই রচনা থাকার একটি অক্সিডাইজিং শিখা সঙ্গে বাহিত হয়

ওয়েল্ড পুলে গঠিত আয়রন অক্সাইডগুলিকে ডি-অক্সিডাইজ করার জন্য, GOST 2246-60 অনুসারে Sv-12GS, Sv-08G এবং Sv-08G2S গ্রেডের তারগুলি ব্যবহার করা হয়, যাতে বর্ধিত পরিমাণে ম্যাঙ্গানিজ এবং সিলিকন থাকে, যা ডিঅক্সিডাইজার। এই পদ্ধতি 10-15% দ্বারা উত্পাদনশীলতা বৃদ্ধি করে।
প্রোপেন সঙ্গে ঢালাই - বিউটেন-অক্সিজেন শিখা. মিশ্রণে একটি বর্ধিত অক্সিজেন সামগ্রী সহ ঢালাই করা হয়

শিখা তাপমাত্রা বৃদ্ধি এবং স্নানের অনুপ্রবেশ এবং তরলতা বৃদ্ধি করার জন্য। ওয়েল্ড মেটালের ডিঅক্সিডেশনের জন্য, GOST অনুযায়ী তারের Sv-12GS, Sv-08G, Sv-08G2S, সেইসাথে Sv-15GYU (0.5-0.8% অ্যালুমিনিয়াম এবং 1 - 1.4% ম্যাঙ্গানিজ) ব্যবহার করা হয়।
A. I. Shashkov, Yu I. Nekrasov এবং S. S. Vaksman এর গবেষণা ব্যবহারের সম্ভাবনাকে প্রতিষ্ঠিত করেছে এই ক্ষেত্রেপ্রচলিত লো-কার্বন ফিলার তারের Sv-08 একটি ডিঅক্সিডাইজিং আবরণ সহ 50% ফেরোম্যাঙ্গানিজ এবং 50% ফেরোসিলিকন তরল কাচের উপর মিশ্রিত। আবরণের ওজন (তরল কাচের ওজন ব্যতীত) তারের ওজনের 2.8-3.5%। আবরণ পুরুত্ব: 0.4-0.6 মিমি যখন 3 মিমি ব্যাসযুক্ত তার ব্যবহার করা হয় এবং 4 মিমি ব্যাসের একটি তার ব্যবহার করার সময় 0.5-0.8 মিমি। প্রোপেন খরচ প্রতি 1 মিমি ইস্পাতের পুরুত্বে 60-80 l/h, b = 3.5, ধাতব সমতলে রডের প্রবণতার কোণ 30-45°, প্রান্তের কাটিয়া কোণ 90°, থেকে দূরত্ব রডের কোর 1.5-2 মিমি, ধাতু থেকে 6-8 মিমি। এই পদ্ধতিতে 12 মিমি পুরু পর্যন্ত ইস্পাত ঢালাই করা যায়। 3-4 মিমি বেধের সাথে ইস্পাত ঢালাই করার সময় সর্বোত্তম ফলাফল পাওয়া যায়। প্রোপেন-বিউটেনের সাথে ঢালাই করার সময় ম্যাঙ্গানিজ এবং সিলিকন সহ আরও দুষ্প্রাপ্য গ্রেডের তারের জন্য নির্দিষ্ট আবরণ সহ ওয়্যার Sv-08 একটি সম্পূর্ণ বিকল্প।

বিভিন্ন seams ঢালাই বৈশিষ্ট্য.অনুভূমিক seams সঠিক উপায়ে ঝালাই করা হয় (চিত্র 89, একটি)। কখনও কখনও ডান থেকে বাম দিকে ঢালাই করা হয়, উপরে তারের শেষ এবং স্নানের নীচে মুখবন্ধটি ধরে রাখা হয়। ওয়েল্ড পুলটি সীমের অক্ষের একটি নির্দিষ্ট কোণে অবস্থিত। এটি একটি সীম গঠন করা সহজ করে তোলে এবং বাথটাবের ধাতুকে ফোঁটা থেকে রক্ষা করে।
উল্লম্ব এবং আনত seams বাম পদ্ধতি ব্যবহার করে নীচে থেকে উপরে ঢালাই করা হয় (চিত্র 89, খ)। যখন ধাতু বেধ 5 মিমি বেশী হয়, seam একটি ডবল গুটিকা সঙ্গে ঝালাই করা হয়।
সিলিং সীম ঢালাই করার সময় (চিত্র 89, গ), গলে যাওয়া (ফগিং) শুরু না হওয়া পর্যন্ত প্রান্তগুলি উত্তপ্ত হয় এবং এই মুহুর্তে স্নানের মধ্যে একটি ফিলার তারের প্রবর্তন করা হয়, যার শেষটি দ্রুত গলে যায়। স্নানের ধাতুটিকে একটি রড দ্বারা প্রবাহিত হতে এবং শিখা গ্যাসের চাপ থেকে রক্ষা করা হয়, যা 100-120 gf/cm2 এ পৌঁছায়। ঢালাই করা ধাতবটির সামান্য কোণে রডটি ধরে রাখা হয়। ঢালাই সঠিক উপায়ে বাহিত হয়। এটি বিভিন্ন পাসে ঢালাই মাল্টি-লেয়ার seams ব্যবহার করার সুপারিশ করা হয়।
ফিলার মেটাল ছাড়াই ফ্ল্যাঞ্জযুক্ত প্রান্তের সাথে 3 মিমি-এর কম পুরু ধাতুর ঢালাই অগ্রভাগের সর্পিল (চিত্র 89, ডি) বা জিগজ্যাগ (চিত্র 89, ই) নড়াচড়া ব্যবহার করে করা হয়।
প্রশাসন সামগ্রিক রেটিংনিবন্ধ: প্রকাশিত: 2011.05.31