Spårskruv GOST 809 71. Transport och förvaring
INTERSTATE STANDARD
SPÅRSKRUVAR
TEKNISKA VILLKOR
IPC PUBLISHING HOUSE OF STANDARDS
INTERSTATE STANDARD
Datum för introduktion 01/01/72
Denna standard gäller spårskruvar av noggrannhetsklass C som används vid konstruktion av rälsfästen, anslutningar och järnvägskorsningar.
Krav paragrafer. 1.1, 2.1, 2.3, 2.5, 3.1, 4.1-4.6 och 5.1 i denna standard är obligatoriska, andra krav rekommenderas.
(Ändrad upplaga, ändringsförslag nr 3, 4).
1. DESIGN OCH DIMENSIONER
1.1. Spårskruvarnas utformning och mått måste överensstämma med de som anges på ritningen.
* Mått för referens.
** Med hänsyn till blixt upp till 2 mm per sida.
Version 3
(används med plastpinne)
Exempel symbol reseskruvversion 1 utan beläggning:
Detsamma, utförande 3:
Detsamma, med zinkbeläggning med kromatering 15 mikron tjock:
Åkskruv 3.24 ´ 170.0115 GOST 809-71
Detsamma, utförande 2 s huvud tillverkat enligt följande alternativ:
Åkskruv 2V.24´ 170 .0115 GOST 809-71.
1.2. Enligt överenskommelse mellan konsumenten och tillverkaren är det tillåtet att tillverka skruvar med en modifierad längd i intervallet från 140 till 200 mm.
I det här fallet längden på skruvversionen 1 ska tilldelas som en multipel av 10 mm, och skruvdesignen 2 - multipel på 5 mm.
Att ändra längden på skruven kan göras både genom att byta den cylindriska delen och genom att byta den gängade delen.
Öka längden på skruvversionen 2 kan endast göras genom att öka längden på den gängade delen.
1.3. Utformningen av skruvhuvudet bestäms av överenskommelse mellan konsumenten och tillverkaren.
Utformningen av änden av skruven bestäms av tillverkaren.
1.2, 1.3. (Ändrad upplaga, ändringsförslag nr 2).
1.4. Skruvens massa är 0,560 kg (referens).
Notera. Förändringen av en skruvs massa när dess längd ändras med 10 mm är:
0,036 kg - på grund av förändringar i den cylindriska delen;
0,020 kg - på grund av byte av den gängade delen.
2. TEKNISKA KRAV
2.1. Skruvar måste tillverkas i enlighet med kraven i denna standard.
2.2. Skruvar måste vara gjorda av stålsorter St3 i enlighet med GOST 380, St20 i enlighet med GOST 1050, St10kp och St20kp i enlighet med GOST 10702.
(Ändrad upplaga, ändringsförslag nr 5).
2.3. För regioner i Fjärran Norden är det inte tillåtet att tillverka skruvar av kokande stålkvaliteter.
2.4. Skruvar måste tillverkas utan beläggning. På konsumentens begäran ska skruvar av version 2 och 3 ha en zinkkromaterad beläggning med en tjocklek på 9-18 mikron.
(Ändrad upplaga, ändringsförslag nr 3, 5).
2.5. Följande är inte tillåtna på ytan av skruvar:
a) sprickor, delaminering och brända områden,
risker och håligheter mer än 0,5 mm djupa för prestandaskruvar 1 och djup mer än 0,3 mm för utförandeskruvar 2,
avtrubbning av revbenen på den kvadratiska delen av huvudet, ta dimensionerna på den kvadratiska diagonalen bortom gränsvärdet,
stångkrökning mer än 1 mm för skruvar 1 och mer än 0,5 mm för skruvar 2,
förskjutningen av huvudaxeln i förhållande till stavaxeln är mer än 1 mm,
hål i änden av stången för prestandaskruvar 1 mer än 10 mm djup,
sömmar från matriskopplingen med en höjd av mer än 0,5 mm och steg på mer än 0,3 mm från förskjutningen av matriserna,
b) grader, hack och bucklor mer än 1 mm på skruvarnas gängyta 1,
grader, hack, bucklor och metall som hänger mer än 0,5 mm på gängytan på skruvar i version 2,
sprickor och avspånande av gängor, om deras djup överstiger de maximala avvikelserna för gängans ytterdiameter och om den totala längden av sprickorna och avspånningen i längd överstiger ett halvt varv.
2.6. Följande är inte defekta defekter:
a) förekomsten av film på ytan av huvudet som härrör från stansningsgrader, såväl som mindre grader till följd av blixtfri stansning upp till 0,5 mm i storlek.
b) att minska höjden på gängprofilen på två gängor från änden av stången;
c) avrundning av trådens toppar.
2,5, 2,6. (Ändrad upplaga, ändringsförslag nr 1, 3).
2.7. På konsumentens begäran ska skruvar utsättas för kallböjningstest och klara en böj i en vinkel på 45° (utvändigt) utan tecken på revor eller sprickor.
(Införs dessutom, ändringsförslag 3).
3. ACCEPTENS REGLER
(Ändrad upplaga, ändringsförslag nr 1).
4.5. Gängans grovhet bör kontrolleras på profilens sidoytor.
4.6. Dimensioner som inte begränsas av maximala avvikelser är inte kontrollerade. Deras genomförande måste garanteras teknisk process tillverkning.
4.7. (Utgår, ändringsförslag nr 3).
4.8. Böjprovning av skruvar måste utföras i ett skruvstycke eller i en speciell anordning med rundade käftar, vars radie måste vara lika med skruvaxelns diameter.
Skruvarna är böjda vid den punkt där hela gängan övergår till löpningen.
Notera. Avskalning av mindre filmer som uppstår under böjning är inte ett avslagstecken.
(Ändrad upplaga, ändringsförslag nr 3).
5. MÄRKNING OCH FÖRPACKNING
5.1. I slutet av den fyrkantiga delen av skruvhuvudet finns en märkning: symbol eller varumärke från tillverkaren.
Mått på märkningsskyltar, inte mindre: höjd - 8 mm, tjocklek - 1 mm, konvexitet - 0,5 mm.
(Ändrad upplaga, ändringsförslag nr 1, 5).
5.2. Förpackning av skruvar och märkning av behållare - i enlighet med GOST 18160.
Det är tillåtet att transportera skruvar utan förpackning.
ANSÖKAN
Mätare för kontroll av skruvarnas krökning
Kalibermaterial: stålkvalitet HVG enligt GOST 5950 eller U10 enligt GOST 1435.
Hårdhet HRC 58...62.
ANSÖKAN.(Införs dessutom, ändringsförslag 1).
INFORMATIONSDATA
1. UTVECKLAD OCH INTRODUCERAD av USSR:s järnvägsministerium, USSR:s metallurgiministerium
2. GODKÄND OCH TRÄTT IGÅNG genom resolution av State Committee of Standards of the Council of Ministers of the USSR daterad 28 januari 1971 nr 77
Ändring nr 5 antogs av Interstate Council for Standardization, Metrology and Certification (protokoll nr 14 av 12 november 1998)
|
Statens namn |
Namn på det nationella standardiseringsorganet |
|
Azerbajdzjan republiken |
Azgosstandart |
|
Republiken Armenien |
Armgosstandard |
|
Republiken Vitryssland |
Vitrysslands statliga standard |
|
Republiken Kazakstan |
Gosstandart i Republiken Kazakstan |
|
Kirgizistan |
Kirgizisk standard |
|
Republiken Moldavien |
Moldaviens standard |
|
ryska federationen |
Gosstandart av Ryssland |
|
Republiken Tadzjikistan |
Tajikgosstandart |
|
Republiken Uzbekistan |
Uzgosstandart |
|
Ukrainas statliga standard |
4. REFERENS FÖRESKRIFTER OCH TEKNISKA DOKUMENT
5. Giltighetsperioden togs bort genom dekret av USSR State Standard av den 19 december 1991 nr 2003
6. UTGÅVA (oktober 2002) med tillägg nr 1, 2, 3, 4, 5, godkänd i april 1980, februari 1984, juni 1990, december 1991, mars 1999 (IUS 5-80, 6-84, 10-90 , 4-92, 5-99)
GOST 809-2014
INTERSTATE STANDARD
SPÅRSKRUVAR
Allmänna tekniska villkor
Spår träskruvar. Allmänna tekniska specifikationer
MKS 45.080
Introduktionsdatum 2015-03-01
Förord
Målen, grundläggande principer och grundläggande procedur för att utföra arbete med mellanstatlig standardisering fastställs av GOST 1.0-92 "Interstate standardization system. Basic provisions" och GOST 1.2-2009 "Interstate standardization system. Interstate standards, rules and rekommendations for interstate standardization. Regler för utveckling, adoption, uppdateringar och avbokningar"
Standardinformation
1 UTVECKLAD av Federal State Budgetary läroanstalt högre yrkesutbildning Petersburg statliga universitetet Järnvägar (Federal State Budgetary Educational Institute of Higher Professional Education PGUPS)
2 INTRODUCERAD av Interstate Technical Committee for Standardization "Railway Transport" MTK 524
3 ANTAGET av Interstate Council for Standardization, Metrology and Certification (protokoll daterat 25 juni 2014 N 45-2014)
Följande röstade för antagande:
Kort namn på landet | Förkortat namn på det nationella standardiseringsorganet |
|
Azerbajdzjan | Azstandard |
|
Armenien | Republiken Armeniens ekonomiministerium |
|
Belarus | Statens standard för Republiken Vitryssland |
|
Georgien | Gruzstandart |
|
Kazakstan | Gosstandart i Republiken Kazakstan |
|
Kirgizistan | Kirgizisk standard |
|
Moldavien | Moldavien-Standard |
|
Ryssland | Rosstandart |
|
Tadzjikistan | Tajikstandard |
|
Turkmenistan | Main State Service "Turkmenstandartlary" |
|
Uzbekistan | Uzstandard |
|
Ukraina | Gospotrebstandart i Ukraina |
4 Genom order från Federal Agency for Technical Regulation and Metrology av den 30 oktober 2014 N 1468-st trädde den mellanstatliga standarden GOST 809-2014 i kraft som en nationell standard ryska federationen från 1 mars 2015
5 I STÄLLET GOST 809-71
Information om ändringar i denna standard publiceras i det årliga informationsindexet " Nationella standarder", och texten för ändringar och tillägg - i det månatliga informationsindexet "National Standards". I händelse av revidering (ersättning) eller annullering av denna standard kommer motsvarande meddelande att publiceras i det månatliga informationsindexet "National Standards". relevant information, anmälan och texter läggs också in informationssystem för allmänt bruk - på den officiella webbplatsen för Federal Agency for Technical Regulation and Metrology på Internet
En ändring har gjorts, publicerad i IUS nr 12, 2016
Ändring gjord av databastillverkaren
1 Användningsområde
1 Användningsområde
Denna standard gäller spårskruvar (nedan kallade skruvar) som används för att fästa metallplattor eller skenor på underrälsbaser i rälsfästen.
2 Normativa referenser
Denna standard använder referenser till följande mellanstatliga standarder:
GOST 9.301-86 Enat system skydd mot korrosion och åldrande. Metalliska och icke-metalliska oorganiska beläggningar. Allmänna krav
GOST 9.302-88 Unified system för skydd mot korrosion och åldrande. Metalliska och icke-metalliska oorganiska beläggningar. Kontrollmetoder
GOST 15.309-98 System för utveckling och produktion av produkter. Testning och acceptans av tillverkade produkter. Grundläggande bestämmelser
GOST 166-89 (ISO 3599-76) Bromsok. Specifikationer
GOST 380-2005 Kolstål av vanlig kvalitet. Frimärken
GOST 1050-88 Långvalsade produkter, kalibrerade, med speciell ytbehandling, gjorda av högkvalitativt kolkonstruktionsstål. Allmänna tekniska villkor
GOST 1435-99 Stavar, remsor och spolar av olegerat verktygsstål. Allmänna tekniska villkor
GOST 5950-2000 Stavar, remsor och spolar av legerat verktygsstål. Allmänna tekniska villkor
GOST 10702-78 Valsade produkter av högkvalitativt strukturellt kol och legerat stål för kall extrudering och rubrik. Specifikationer
GOST 15150-69 Maskiner, instrument och andra tekniska produkter. Design för olika klimatområden. Kategorier, drift-, lagrings- och transportförhållanden avseende påverkan av miljömässiga klimatfaktorer
GOST 18160-72 Fästprodukter. Paket. Märkning. Transport och förvaring
GOST 18321-73 (ST SEV 1934-79) Statistisk kvalitetskontroll. Metoder för slumpmässigt urval av prover av styckegods
GOST 21014-88 Valsade järnmetaller. Termer och definitioner av ytfel
GOST 26653-90 Förberedelse av styckegods för transport. Allmänna krav
Obs - När du använder denna standard är det tillrådligt att kontrollera giltigheten av referensstandarderna i det offentliga informationssystemet - på den officiella webbplatsen för Federal Agency for Technical Regulation and Metrology på Internet eller med hjälp av det årliga informationsindexet "National Standards" , som publicerades från och med den 1 januari innevarande år, och om frågor av det månatliga informationsindexet "National Standards" för innevarande år. Om referensstandarden ersätts (ändrats), bör du när du använder denna standard vägledas av den ersättande (ändrade) standarden. Om referensstandarden upphävs utan att ersättas, tillämpas bestämmelsen i vilken en hänvisning görs till den i den del som inte påverkar denna referens.
3 Termer och definitioner
Följande termer med motsvarande definitioner används i denna standard:
3.1 spårskruv: En metallstång med en skruvgänga och ett speciellt huvud, som används för att fästa metallkuddar eller skenor på underrälsbaser i mellanliggande rälsfästen;
3.3 infrastrukturägare järnvägstransporter:
Juridisk person eller enskild företagare ha infrastruktur för allmän järnvägstransport på grundval av äganderätt eller annan rättighet och tillhandahålla tjänster för dess användning på grundval av ett kontrakt.
4 Tekniska krav
4.1 Huvudegenskaper, materialkrav
4.1.1 Skruvar är gjorda av stålsorter St3 i enlighet med GOST 380, St20 i enlighet med GOST 1050, St10kp och St20kp i enlighet med GOST 10702.
4.1.2 Skruvar är gjorda utan skyddsbeläggning. På begäran av ägaren av järnvägstransportinfrastrukturen kan skruvar ha en zinkkromaterad eller zinkpassiv beläggning med en tjocklek på 9 till 18 mikron. Beläggningskraven är i enlighet med GOST 9.301.
4.1.3 Följande är inte tillåtet på ytan av skruvar:
- sprickor, delaminering och platser för överhettning;
- risker och håligheter som är mer än 0,3 mm djupa;
- trubbiga kanter på det fyrkantiga huvudet, vilket tar dimensionerna på den kvadratiska diagonalen bortom gränsvärdet;
- avtrubbning av det sexkantiga huvudets ribbor till dess stödyta och till änden av mer än 6 mm;
- avrundning av huvudets revben, vilket bringar dimensionerna på hexagonen bortom den minsta diametern på den omskrivna cirkeln;
- stångkrökning på mer än 0,5 mm för skruvar;
- förskjutningen av huvudaxeln i förhållande till stavaxeln är mer än 1 mm;
- ett hål i änden av stången för skruvar utan spetsig ände med ett djup på mer än 10 mm;
(Ändring. IUS N 12-2016).
- sömmar från matrisanslutningen med en höjd av mer än 0,5 mm och steg på mer än 0,3 mm från förskjutningen av matriserna;
- grader, hack, bucklor och metall som hänger mer än 0,5 mm;
- Defekter och avspånande av gängor, om deras djup överstiger de maximala avvikelserna för gängans ytterdiameter och om den totala längden av sprickorna och avspånningen i längd överstiger ett halvt varv.
4.1.4 Följande är inte defekta defekter:
- förekomsten av film på ytan av huvudet som härrör från stansning av grader, såväl som grader till följd av blixtfri stämpling upp till 0,5 mm i storlek;
- minska höjden på gängprofilen med två varv från änden av stången eller två varv från början och slutet av den gängade delen av stången;
- gängunderskärningen på den koniska delen av stången är inte mer än 5 mm;
- avrundning av den övre änden av huvudet för skruvar.
4.1.5 På begäran av ägaren av järnvägstransportinfrastrukturen ska skruvarna utsättas för ett kallböjningstest och ska klara en böj i en vinkel på 45° (utvändigt) utan tecken på revor eller sprickor.
4.1.6 Sexkantsskruvar ska utsättas för ett dragprov för att fastställa brottbelastningen. Minsta brottbelastning är inte mindre än 85 000 N. Brottet måste ske längs stången eller gängan. Det är inte tillåtet att förstöra skruven vid övergångspunkten från huvudet till axeln.
4.2 Märkning
I änden av varje skruvs huvud måste en märkning som innehåller tillverkarens varumärke eller symbol anbringas genom märkesmärkning.
Märkningsskyltarnas dimensioner får inte vara mindre än: höjd - 8,0 mm, tjocklek - 1,0 mm, konvexitet - 0,5 mm.
4.3 Förpackning
Vid transport av skruvar i behållare är märkning och förpackning i enlighet med GOST 18160.
5 Godkännanderegler
5.1 Testkategorier
5.1.1 För att kontrollera skruvarnas överensstämmelse med kraven i denna standard, utförs följande:
- acceptansprov;
- standardtester.
5.1.2 Godkännandet av skruvar utförs av tjänsten teknisk kontroll tillverkare. Acceptans genomförs utifrån resultaten av acceptanstest.
Acceptanstest utförs i enlighet med GOST 15.309. Skruvar som godkänts av tillverkarens tekniska kontrolltjänst presenteras för mottagningskontroll till kundens representant på begäran.
Resultaten av godkännande av skruvar lagras hos tillverkaren i minst tre år från tillverkningsdatumet.
5.2 Acceptanstest
5.2.1 Acceptanstest av skruvar utförs i omgångar. Satsen ska bestå av skruvar av samma design, tillverkade av samma stålkvalitet med samma tekniska process och presenteras för godkännande enligt samma dokument. Batchstorleken bör inte vara mer än 20 000 st.
För att kontrollera kvaliteten på skruvar med en slumpmässig "blind" urvalsmetod i enlighet med GOST 18321 (avsnitt 3.4), väljs följande från partiet:
- för att kontrollera utseende, ytkvalitet, storlekskontroll och märkning av skruvar (se 4.1.3, 4.1.4, 4.2) - 0,1% av varje batch, men inte mindre än 10 st.;
- för övervakning av skyddsbeläggningen (se 4.1.2) - 2 st.;
- för bocknings- och dragprovning (se 4.1.5, 4.1.6) - 8 st.
5.2.2 Levererade partier av skruvar bör åtföljas av ett kvalitetscertifikat som anger:
- tillverkarens namn eller varumärke och dess adress;
- utförande;
- Partinummer och storlek;
- stålkvalitet;
- acceptansresultat.
Får ingå i kvalitetspasset ytterligare information, vilket inte strider mot kraven i denna standard.
Kvalitetsintyget ska vara undertecknat av representanter för den tekniska kontrolltjänsten.
5.2.3 Indikatorerna och tillvägagångssättet för att genomföra acceptanstest ges i tabell 1.
Tabell 1 - Indikatorer och tillvägagångssätt för att genomföra acceptanstest
Kontrollerad parameter | Standardens paragraf innehåller krav som kontrolleras vid acceptansprov | Kontrollmetod |
1 Ytkvalitet | ||
2 Böjningstest | ||
3 Dragprov | ||
4 Skyddsbeläggning | ||
5 Märkning |
5.3 Typprov
5.3.1 Typprover utförs vid ändring av den tekniska processen för tillverkning av skruvar samt vid ändring av använda material.
5.3.2 Proceduren för att utföra typtester och utvärdera resultaten är i enlighet med GOST 15.309 (Bilaga A).
6 Kontrollmetoder
6.1 Utseende skruvar (närvaro av ytdefekter och produktdefekter) (se 4.1.3 och 4.1.4) kontrolleras visuellt, utan användning av förstoringsanordningar. Djupet av defekter på skruvarnas yta bestäms med en ShTs-II-ok enligt GOST 166 med ett divisionsvärde på 0,01 mm, 0,05 mm, med hjälp av arkiveringsmetoden.
Överhettningspunkter (se 4.1.3) bestäms enligt GOST 21014 Tabell 1 (Bilaga 1, 32 "Scaly").
6.2 Skruvens krökning (stångens krökning) (se 4.1.3) kontrolleras med gränsmåttet som anges i bilaga A.
6.3 Den diagonala storleken på kvadraten på det tetraedriska skruvhuvudet (se 4.2) kontrolleras på ett avstånd av 5 mm från änden.
Skiftnyckelstorleken och den omskrivna cirkeldiametern för skruvar med sexkantshuvud (se 4.2) styrs i mitten (höjd) av skruvhuvudet av design 4.
6.4 Böjprovet av skruvar (se 4.1.5) utförs i ett skruvstycke eller i speciell anordning med rundade käftar, vars radie ska vara lika med skruvaxelns diameter.
Skruvarna är böjda vid den punkt där hela gängan övergår till löpningen.
Obs - Avskalning av mindre filmer som uppstår under böjning är inte ett avvisande tecken.
6.5 Kontroll av tjockleken på det skyddande beläggningsskiktet utförs på skruvhuvudena. Metoden för att kontrollera beläggningens kvalitet och tjocklek (se 4.1.2) är enligt GOST 9.302.
6.6 För dragprovning av hela skruvar (se 4.1.6) fästs båda ändarna i klämmorna på en dragprovningsmaskin och sträcks tills fel inträffar. Klämmorna för detta prov ska installeras så att belastningen appliceras längs axeln för provexemplarets stav.
6.7 Inspektion av applicerade markeringar (se 4.2) utförs visuellt, utan användning av förstoringsanordningar.
6.8 För obligatorisk bekräftelse av överensstämmelse, slutförs ett prov från ett parti som har klarat acceptanstest med en slumpmässig "blind" urvalsmetod i enlighet med GOST 18321 (avsnitt 3.4):
- för att kontrollera utseende, ytkvalitet, storlekskontroll och märkning av skruvar (se 4.2, 5.1.3-5.1.4, 5.2) - 0,1% av varje batch, men inte mindre än 5 st.;
- för kontroll av den skyddande beläggningen (se 5.1.2) - 1 st.;
För bocknings- och dragprovning (se 5.1.5, 5.1.6) - 4 st.
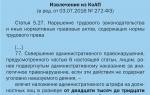
7 Transport och förvaring
7.1 Transport av skruvar kan utföras med vilken typ av transport som helst som omfattas av reglerna för transport av varor som gäller för de relevanta transporttyperna, med hänsyn till full användning av bärkapacitet och tillåten överbelastning i enlighet med GOST 26653.
7.2 Förvaringsvillkor för skruvar utan skyddsbeläggning - 6 enligt GOST 15150, för skruvar med skyddsbeläggning - 8 enligt GOST 15150.
8 Tillverkarens garanti
Den garanterade livslängden är inte mindre än 100 miljoner ton transporterad bruttolast, men inte mer än tre år från installationsdatumet.
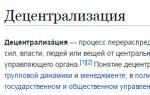
Bilaga A (obligatorisk)
Obs - Kalibermaterial: stålkvalitet HVG enligt GOST 5950 eller U10 enligt GOST 1435. Hårdhet 58-62 HRC.
Figur A1 - Mätare för kontroll av skruvarnas krökning
____________________________________________________________________________________
UDC 621.882.215.2:006.354 MKS 45.080
Nyckelord: spårskruvar, tillämpningsområde, design, dimensioner, skruvhuvud, gänga, överensstämmelse med tekniska krav
_______________________________________________________________________________
Elektronisk dokumenttext
utarbetad av Kodeks JSC och verifierad mot:
officiell publikation
M.: Standardinform, 2015
Revidering av dokumentet med hänsyn tagen
ändringar och tillägg förberedda
JSC "Kodeks"
Och denna standard är obligatorisk, andra krav rekommenderas.
(Ändrad upplaga, ändringsförslag nr 3, 4).
1. DESIGN OCH DIMENSIONER
* Mått för referens.
** Med hänsyn till blixt upp till 2 mm per sida.
Version 3
(används med plastpinne)
Ett exempel på en beteckning för en åkskruv utan beläggning:
Åkskruv 1.24´ 170 GOST 809-71
Åkskruv 3.24 ´ 170 GOST 809-71
Detsamma, med zinkbeläggning med kromatering 15 mikron tjock:
Åkskruv 3.24 ´ 170.0115 GOST 809-71
(Ändrad upplaga, ändringsförslag nr 3, 5).
a) sprickor, delaminering och brända områden,
risker och håligheter mer än 0,5 mm djupa för prestandaskruvar och djup mer än 0,3 mm för utförandeskruvar ,
avtrubbning av revbenen på den kvadratiska delen av huvudet, ta dimensionerna på den kvadratiska diagonalen bortom gränsvärdet,
stångkrökning mer än 1 mm för skruvar och mer än 0,5 mm för skruvar ,
förskjutningen av huvudaxeln i förhållande till stavaxeln är mer än 1 mm,
hål i änden av stången för prestandaskruvar mer än 10 mm djup,
sömmar från matriskopplingen med en höjd av mer än 0,5 mm och steg på mer än 0,3 mm från förskjutningen av matriserna,
b) grader, hack och bucklor mer än 1 mm på skruvarnas gängyta ,
grader, hack, bucklor och metall som hänger mer än 0,5 mm på skruvarnas gängyta,
sprickor och avspånande av gängor, om deras djup överstiger de maximala avvikelserna för gängans ytterdiameter och om den totala längden av sprickorna och avspånningen i längd överstiger ett halvt varv.
2.6. Följande är inte defekta defekter:
a) förekomsten av film på ytan av huvudet som härrör från stansningsgrader, såväl som mindre grader till följd av blixtfri stansning upp till 0,5 mm i storlek.
b) att minska höjden på gängprofilen på två gängor från änden av stången;
c) avrundning av trådens toppar.
2,5, 2,6. (Ändrad upplaga, ändringsförslag nr 1, 3).
2.7. På konsumentens begäran ska skruvar utsättas för kallböjningstest och klara en böj i en vinkel på 45° (utvändigt) utan tecken på revor eller sprickor.
(Införs dessutom, ändringsförslag 3).
3. ACCEPTENS REGLER
Ytjämnheten bör kontrolleras genom jämförelse med referensprover.
4.2. Kontroll av skruvarnas storlek bör utföras med hjälp av gränsmått och mallar eller ett universellt mätverktyg.
Skruvens krökning kontrolleras med en mätare (se).
(Ändrad upplaga, ändringsförslag nr 1).
4.3. Den diagonala storleken på huvudkvadraten bör kontrolleras på ett avstånd av 5 mm från änden.
(Ändrad upplaga, ändringsförslag nr 1).
4.5. Gängans grovhet bör kontrolleras på profilens sidoytor.
4.7. (Utgår, ändringsförslag nr 3).
4.8. Böjprovning av skruvar måste utföras i ett skruvstycke eller i en speciell anordning med rundade käftar, vars radie måste vara lika med skruvaxelns diameter.
Skruvarna är böjda vid den punkt där hela gängan övergår till löpningen.
Notera. Avskalning av mindre filmer som uppstår under böjning är inte ett avslagstecken.
(Ändrad upplaga, ändringsförslag nr 3).
5. MÄRKNING OCH FÖRPACKNING
Mått på märkningsskyltar, inte mindre: höjd - 8 mm, tjocklek - 1 mm, konvexitet - 0,5 mm.
(Ändrad upplaga, ändringsförslag nr 1, 5).
Det är tillåtet att transportera skruvar utan förpackning.
ANSÖKAN
Hårdhet HRC 58...62.
ANSÖKAN.(Införs dessutom, ändringsförslag 1).
INFORMATIONSDATA
1. UTVECKLAD OCH INTRODUCERAD av USSR:s järnvägsministerium, USSR:s metallurgiministerium
2. GODKÄND OCH TRÄTT IGÅNG genom resolution av State Committee of Standards of the Council of Ministers of the USSR daterad 28 januari 1971 nr 77
Ändring nr 5 antogs av Interstate Council for Standardization, Metrology and Certification (protokoll nr 14 av 12 november 1998)
|
Statens namn |
Namn på det nationella standardiseringsorganet |
|
Azerbajdzjan republiken |
Azgosstandart |
|
Republiken Armenien |
Armgosstandard |
|
Republiken Vitryssland |
Vitrysslands statliga standard |
|
Republiken Kazakstan |
Gosstandart i Republiken Kazakstan |
|
Kirgizistan |
Kirgizisk standard |
|
Republiken Moldavien |
Moldaviens standard |
|
ryska federationen |
Gosstandart av Ryssland |
|
Republiken Tadzjikistan |
Tajikgosstandart |
|
Republiken Uzbekistan |
Uzgosstandart |
|
Ukrainas statliga standard |
3. I STÄLLET GOST 809-41
4. REFERENS FÖRESKRIFTER OCH TEKNISKA DOKUMENT
5. Giltighetsperioden togs bort genom dekret av USSR State Standard av den 19 december 1991 nr 2003
6. UTGÅVA (oktober 2002) med tillägg nr 1, 2, 3, 4, 5, godkänd i april 1980, februari 1984, juni 1990, december 1991, mars 1999 (IUS 5-80, 6-84, 10-90 , 4-92, 5-99)
INTERSTATE STANDARD
SPÅRSKRUVAR
GOST 809-2014
Allmänna tekniska villkor
Spår träskruvar. Allmänna tekniska specifikationer
MKS 45.080
Introduktionsdatum 2015-03-01
Förord
Målen, de grundläggande principerna och den grundläggande proceduren för att utföra arbete med interstatlig standardisering har fastställts GOST 1,0-92 "Interstate standardiseringssystem. Grundläggande bestämmelser" och GOST 1.2-2009 "Mellanstatliga standardiseringssystem. Interstatliga standarder, regler och rekommendationer för mellanstatlig standardisering. Regler för utveckling, antagande, uppdatering och annullering"
Standardinformation
1 UTVECKLAD av Federal State Budgetary Educational Institute of Higher Professional Education St. Petersburg State Transport University (FSBEI HPE PGUPS)
2 INTRODUCERAD av Interstate Technical Committee for Standardization "Railway Transport" MTK 524
3 ANTAGET av Interstate Council for Standardization, Metrology and Certification (protokoll daterat 25 juni 2014 N 45-2014)
Kort namn på landet |
Landskod efter |
Förkortat namn på det nationella standardiseringsorganet |
Azerbajdzjan |
Azstandard |
|
Armenien |
Republiken Armeniens ekonomiministerium |
|
Belarus |
Statens standard för Republiken Vitryssland |
|
Georgien |
Gruzstandart |
|
Kazakstan |
Gosstandart i Republiken Kazakstan |
|
Kirgizistan |
Kirgizisk standard |
|
Moldavien |
Moldavien-Standard |
|
Ryssland |
Rosstandart |
|
Tadzjikistan |
Tajikstandard |
|
Turkmenistan |
Main State Service "Turkmenstandartlary" |
|
Uzbekistan |
Uzstandard |
|
Ukraina |
Gospotrebstandart i Ukraina |
4 Genom order från Federal Agency for Technical Regulation and Metrology av den 30 oktober 2014 N 1468-st mellanstatlig standard GOST 809-2014 trädde i kraft som en nationell standard för Ryska federationen den 1 mars 2015.
5 I ERSÄTTNING
Information om ändringar av denna standard publiceras i det årliga informationsindexet "National Standards", och texten till ändringar och tillägg publiceras i det månatliga informationsindexet "National Standards". I händelse av revidering (ersättning) eller annullering av denna standard kommer motsvarande meddelande att publiceras i det månatliga informationsindexet "National Standards". Relevant information, meddelanden och texter publiceras också i det offentliga informationssystemet - på den officiella webbplatsen för Federal Agency for Technical Regulation and Metrology på Internet
ÄNDRADE , publicerad i IUS N 12, 2016
Ändring gjord av databastillverkaren
1 Användningsområde
Denna standard gäller spårskruvar (nedan kallade skruvar) som används för att fästa metallplattor eller skenor på underrälsbaser i rälsfästen.
2 Normativa referenser
Denna standard använder referenser till följande mellanstatliga standarder:
GOST 9.301-86 Ett enhetligt system för skydd mot korrosion och åldrande. Metalliska och icke-metalliska oorganiska beläggningar. Allmänna krav
GOST 9.302-88 Ett enhetligt system för skydd mot korrosion och åldrande. Metalliska och icke-metalliska oorganiska beläggningar. Kontrollmetoder
GOST 15.309-98 System för att utveckla och sätta produkter i produktion. Testning och acceptans av tillverkade produkter. Grundläggande bestämmelser
GOST 166-89 (ISO 3599-76) Bromsok. Specifikationer
GOST 380-2005 Kolstål av vanlig kvalitet. Frimärken
GOST 1050-88 Långvalsade produkter, kalibrerade, med speciell ytbehandling, gjorda av högkvalitativt kolkonstruktionsstål. Allmänna tekniska villkor
GOST 1435-99 Stavar, remsor och spolar av olegerat verktygsstål. Allmänna tekniska villkor
GOST 5950-2000 Stavar, remsor och spolar av legerat verktygsstål. Allmänna tekniska villkor
GOST 10702-78 Valsade produkter av högkvalitativt strukturellt kol och legerat stål för kall extrudering och rubbning. Specifikationer
GOST 15150-69 Maskiner, instrument och andra tekniska produkter. Design för olika klimatområden. Kategorier, drift-, lagrings- och transportförhållanden avseende påverkan av miljömässiga klimatfaktorer
GOST 18160-72 Fästprodukter. Paket. Märkning. Transport och förvaring
GOST 18321-73 (ST SEV 1934-79) Statistisk kvalitetskontroll. Metoder för slumpmässigt urval av prover av styckegods
GOST 21014-88 Valsade järnmetaller. Termer och definitioner av ytfel
GOST 26653-90 Förberedelse av styckegods för transport. Allmänna krav
Obs - När du använder denna standard är det tillrådligt att kontrollera giltigheten av referensstandarderna i det offentliga informationssystemet - på den officiella webbplatsen för Federal Agency for Technical Regulation and Metrology på Internet eller med hjälp av det årliga informationsindexet "National Standards" , som publicerades från och med den 1 januari innevarande år, och om frågor av det månatliga informationsindexet "National Standards" för innevarande år. Om referensstandarden ersätts (ändrats), bör du när du använder denna standard vägledas av den ersättande (ändrade) standarden. Om referensstandarden upphävs utan att ersättas, tillämpas bestämmelsen i vilken en hänvisning görs till den i den del som inte påverkar denna referens.
3 Termer och definitioner
Följande termer med motsvarande definitioner används i denna standard:
3.1 färdskruv: En metallstång med en skruvgänga och ett speciellt huvud, som används för att fästa metallplattor eller skenor på underrälsbaser i mellanliggande rälsfästen;
3.2 tråd slut: Området i trådens övergångszon till den släta delen av delen, där tråden har en ofullständig profil. [ GOST 11708-82, stycke 45]
3.3 ägare av järnvägstransportinfrastruktur: En juridisk person eller enskild företagare som har infrastruktur för allmän järnvägstrafik på grundval av äganderätt eller annan rätt och tillhandahåller tjänster för dess användning på grundval av avtal.
4 Tekniska krav
4.1 Huvudegenskaper, materialkrav
4.1.1 Skruvar är gjorda av stålkvalitet St3 enl GOST 380, St20 enligt GOST 1050 , St10kp och St20kp by GOST 10702.
4.1.2 Skruvar är gjorda utan skyddsbeläggning. På begäran av ägaren av järnvägstransportinfrastrukturen kan skruvar ha en zinkkromaterad eller zinkpassiv beläggning med en tjocklek på 9 till 18 mikron. Beläggningskrav - enl GOST 9,301.
4.1.3 Följande är inte tillåtet på ytan av skruvar:
- sprickor, delaminering och platser för överhettning;
- risker och håligheter mer än 0,3 mm djupa;
- avtrubbning av revbenen på det fyrkantiga huvudet, vilket tar dimensionerna på den kvadratiska diagonalen bortom gränsvärdet;
- avtrubbning av revbenen på det sexkantiga huvudet till dess stödyta och till änden av mer än 6 mm;
- avrundning av huvudets revben, vilket bringar hexagonens dimensioner bortom den minsta diametern på den omskrivna cirkeln;
- stångkrökning på mer än 0,5 mm för skruvar;
- förskjutning av huvudaxeln i förhållande till stavaxeln är mer än 1 mm;
- ett hål i änden av stången för skruvar utan spetsig ände med ett djup på mer än 10 mm; (Ändring. IUS N 12-2016).
- sömmar från matriskopplingen med en höjd av mer än 0,5 mm och steg på mer än 0,3 mm från förskjutningen av matriserna;
- grader, hack, bucklor och metall som hänger mer än 0,5 mm;
- sprickor och avspånande av gängor, om deras djup överstiger de maximala avvikelserna för gängans ytterdiameter och om den totala längden av sprickorna och avspånningen i längd överstiger ett halvt varv.
4.1.4 Följande är inte defekta defekter:
- förekomsten av film på ytan av huvudet som härrör från stansning av grader, såväl som grader som ett resultat av blixtfri stämpling upp till 0,5 mm i storlek;
- minska höjden på gängprofilen med två varv från änden av stången eller två varv från början och slutet av den gängade delen av stången;
- underskärningen av tråden på den koniska delen av stången är inte mer än 5 mm;
- runda den övre änden av huvudet för skruvar.
4.1.5 På begäran av ägaren av järnvägstransportinfrastrukturen ska skruvarna utsättas för ett kallböjningstest och ska klara en böj i en vinkel på 45° (utvändigt) utan tecken på revor eller sprickor.
4.1.6 Sexkantsskruvar ska utsättas för ett dragprov för att fastställa brottbelastningen. Minsta brottbelastning är inte mindre än 85 000 N. Brottet måste ske längs stången eller gängan. Det är inte tillåtet att förstöra skruven vid övergångspunkten från huvudet till axeln.
4.2 Märkning
I änden av varje skruvs huvud måste en märkning som innehåller tillverkarens varumärke eller symbol anbringas genom märkesmärkning.
Märkningsskyltarnas dimensioner får inte vara mindre än: höjd - 8,0 mm, tjocklek - 1,0 mm, konvexitet - 0,5 mm.
4.3 Paket
Vid transport av skruvar i containrar, märkning och förpackning - enl GOST 18160.
5 Godkännanderegler
5.1.1 För att kontrollera skruvarnas överensstämmelse med kraven i denna standard, utförs följande:
- acceptanstest;
- typprov.
5.1.2 Godkännande av skruvar utförs av tillverkarens tekniska kontrolltjänst. Acceptans genomförs utifrån resultaten av acceptanstest.
Acceptansprov utförs enl GOST 15,309 . Skruvar som godkänts av tillverkarens tekniska kontrolltjänst presenteras för mottagningskontroll till kundens representant på begäran.
Resultaten av godkännande av skruvar lagras hos tillverkaren i minst tre år från tillverkningsdatumet.
5.2 Acceptanstest
5.2.1 Acceptanstest av skruvar utförs i omgångar. Satsen ska bestå av skruvar av samma design, tillverkade av samma stålkvalitet med samma tekniska process och presenteras för godkännande enligt samma dokument. Batchstorleken bör inte vara mer än 20 000 st.
För att kontrollera kvaliteten på skruvar genom slumpmässigt urval "blindt" enligt GOST 18321 (avsnitt 3.4) väljs följande från partiet:
- för att kontrollera utseende, ytkvalitet, storlekskontroll och märkning av skruvar (se 4.1.3, 4.1.4, 4.2) - 0,1% av varje sats, men inte mindre än 10 st.;
- för övervakning av skyddsbeläggningen (se 4.1.2) - 2 st.;
- för bocknings- och dragprovning (se 4.1.5, 4.1.6) - 8 st.
5.2.2 Levererade partier av skruvar bör åtföljas av ett kvalitetscertifikat som anger:
- tillverkarens namn eller varumärke och dess adress;
- utförande;
- partinummer och storlek;
- stålkvalitet;
- acceptansresultat.
Det är tillåtet att inkludera ytterligare information i kvalitetspasset som inte strider mot kraven i denna standard.
Kvalitetsintyget ska vara undertecknat av representanter för den tekniska kontrolltjänsten.
5.2.3 Indikatorerna och tillvägagångssättet för att genomföra acceptanstest ges i tabell 1.
Tabell 1 - Indikatorer och tillvägagångssätt för att genomföra acceptanstest
Kontrollerad parameter |
Standardens paragraf innehåller krav som kontrolleras vid acceptansprov |
Kontrollmetod |
1 Ytkvalitet |
4.1.3, 4.1.4 |
|
2 Böjningstest |
4.1.5 |
|
3 Dragprov |
4.1.6 |
|
4 Skyddsbeläggning |
4.1.2 |
|
5 Märkning |
5.3 Typprov
5.3.1 Typprover utförs vid ändring av den tekniska processen för tillverkning av skruvar samt vid ändring av använda material.
5.3.2 Tillvägagångssättet för att utföra typtester och utvärdera resultaten - enl GOST 15.309 (Bilaga A).
6 Kontrollmetoder
6.1 Skruvarnas utseende (förekomst av ytdefekter och produktdefekter) (se 4.1.3 och 4.1.4) kontrolleras visuellt, utan användning av förstoringsanordningar. Djupet av defekter på skruvarnas yta bestäms med hjälp av en ShTs-II bromsok enl. GOST 166 med ett delningsvärde på 0,01 mm, 0,05 mm, med arkiveringsmetoden.
Överhettningspunkter (se 4.1.3) bestäms av GOST 21014 Tabell 1 (Bilaga 1, 32 ”Fjällande”).
6.2 Skruvens krökning (stångens krökning) (se 4.1.3) kontrolleras med gränsmåttet som anges i bilaga A.
6.3 Den diagonala storleken på kvadraten på det tetraedriska skruvhuvudet (se 4.2) kontrolleras på ett avstånd av 5 mm från änden.
Skiftnyckelstorleken och den omskrivna cirkeldiametern för skruvar med sexkantshuvud (se 4.2) styrs i mitten (höjd) av skruvhuvudet av design 4.
6.4 Böjprovet av skruvar (se 4.1.5) utförs i ett skruvstycke eller i en speciell anordning med rundade käftar, vars radie måste vara lika med skruvaxelns diameter.
Skruvarna är böjda vid den punkt där hela gängan övergår till löpningen.
Obs - Avskalning av mindre filmer som uppstår under böjning är inte ett avvisande tecken.
6.5 Kontroll av tjockleken på det skyddande beläggningsskiktet utförs på skruvhuvudena. Metod för kontroll av beläggningens kvalitet och tjocklek (se 4.1.2) - enligt GOST 9,302.
6.6 För dragprovning av hela skruvar (se 4.1.6) fästs båda ändarna i klämmorna på en dragprovningsmaskin och sträcks tills fel inträffar. Klämmorna för detta prov ska installeras så att belastningen appliceras längs axeln för provexemplarets stav.
6.7 Inspektion av applicerade markeringar (se 4.2) utförs visuellt, utan användning av förstoringsanordningar.
6.8 För obligatorisk bekräftelse av överensstämmelse genomförs ett parti som genomgått acceptansprov med hjälp av en slumpmässig urvalsmetod "blint" enl. GOST 18321 (avsnitt 3.4) exempel:
- för att kontrollera utseende, ytkvalitet, storlekskontroll och märkning av skruvar (se 4.2, 5.1.3-5.1.4, 5.2) - 0,1% av varje sats, men inte mindre än 5 st.;
- för övervakning av skyddsbeläggningen (se 5.1.2) - 1 st.;
- för bocknings- och dragprovning (se 5.1.5, 5.1.6) - 4 st.
7 Transport och förvaring
7.1 Transport av skruvar får utföras med vilken typ av transport som helst, med förbehåll för de regler för godstransport som gäller för de aktuella transportslagen, med beaktande av fullt utnyttjande av bärförmåga och tillåten överbelastning enl. GOST 26653.
7.2 Förvaringsförhållanden för skruvar utan skyddsbeläggning - 6 till GOST 15150 , skruvar med skyddande beläggning - 8 GOST 15150.
8 Tillverkarens garanti
Den garanterade livslängden är inte mindre än 100 miljoner ton transporterad bruttolast, men inte mer än tre år från installationsdatumet.
Bilaga A
(nödvändig)
Figur A1 - Mätare för kontroll av skruvarnas krökning
Obs - Kalibermaterial: stålkvalitet HVG enligt GOST 5950 eller U10 enligt GOST 1435. Hårdhet 58-62 HRC.
UDC 621.882.215.2:006.354
MKS 45.080
Nyckelord: spårskruvar, tillämpningsområde, design, dimensioner, skruvhuvud, gänga, överensstämmelse med tekniska krav
INTERSTATE STANDARD
SPÅRSKRUVAR
TEKNISKA VILLKOR
IPC PUBLISHING HOUSE OF STANDARDS
INTERSTATE STANDARD
Datum för introduktion 01.01.72
Denna standard gäller spårskruvar av noggrannhetsklass C som används vid konstruktion av rälsfästen, anslutningar och järnvägskorsningar.
Krav paragrafer. 1.1, 2.1, 2.3, 2.5, 3.1, 4.1-4.6 och 5.1 i denna standard är obligatoriska, andra krav rekommenderas.
(Ändrad upplaga, ändringsförslag nr 3, 4).
1. DESIGN OCH DIMENSIONER
1.1. Spårskruvarnas utformning och mått måste överensstämma med de som anges på ritningen.
* Mått för referens.
** Med hänsyn till blixt upp till 2 mm per sida.
Version 3
(används med plastpinne)
Ett exempel på en beteckning för en åkskruv 1 utan beläggning:
Spårskruv 1,24´ 170 GOST 809-71
Detsamma, utförande 3:
Åkskruv 3.24´ 170 GOST 809-71
Detsamma, med zinkbeläggning med kromatering 15 mikron tjock:
Åkskruv 3.24´ 170.0115 GOST 809-71
Detsamma, utförande 2 s huvud tillverkat enligt följande alternativ:
Åkskruv 2V.24´ 170 .0115 GOST 809-71.
(Ändrad upplaga, ändringsförslag nr 1, 5).
1.2. Enligt överenskommelse mellan konsumenten och tillverkaren är det tillåtet att tillverka skruvar med en modifierad längd i intervallet från 140 till 200 mm.
I det här fallet längden på skruvversionen 1 ska tilldelas som en multipel av 10 mm, och skruvdesignen 2 - multipel på 5 mm.
Att ändra längden på skruven kan göras både genom att byta den cylindriska delen och genom att byta den gängade delen.
Öka längden på skruvversionen 2 kan endast göras genom att öka längden på den gängade delen.
1.3. Utformningen av skruvhuvudet bestäms av överenskommelse mellan konsumenten och tillverkaren.
Utformningen av änden av skruven bestäms av tillverkaren.
1.2, 1.3. (Ändrad upplaga, ändringsförslag nr 2).
1.4. Skruvens massa är 0,560 kg (referens).
Notera. Förändringen av en skruvs massa när dess längd ändras med 10 mm är:
0,036 kg - på grund av förändringar i den cylindriska delen;
0,020 kg - på grund av byte av den gängade delen.
2. TEKNISKA KRAV
2.1. Skruvar måste tillverkas i enlighet med kraven i denna standard.
2.2. Skruvar måste vara gjorda av stålsorter St3 i enlighet med GOST 380, St20 i enlighet med GOST 1050, St10kp och St20kp i enlighet med GOST 10702.
(Ändrad upplaga, ändringsförslag nr 5).
2.3. För regioner i Fjärran Norden är det inte tillåtet att tillverka skruvar av kokande stålkvaliteter.
2.4. Skruvar måste tillverkas utan beläggning. På konsumentens begäran ska skruvar av version 2 och 3 ha en zinkkromaterad beläggning med en tjocklek på 9-18 mikron.
Krav för beläggning - enligt GOST 9.301.
(Ändrad upplaga, ändringsförslag nr 3, 5).
2.5. Följande är inte tillåtna på ytan av skruvar:
a) sprickor, delaminering och brända områden,
risker och håligheter mer än 0,5 mm djupa för prestandaskruvar 1 och djup mer än 0,3 mm för skruvar 2,
avtrubbning av revbenen på den fyrkantiga delen av huvudet, vilket bringar dimensionerna på kvadratens diagonal till ett oöverkomligt värde,
stångkrökning mer än 1 mm för skruvar 1 och mer än 0,5 mm för skruvar 2,
förskjutningen av huvudaxeln i förhållande till stavaxeln är mer än 1 mm,
hål i änden av stången för prestandaskruvar 1 mer än 10 mm djup,
sömmar från matriskopplingen med en höjd av mer än 0,5 mm och steg på mer än 0,3 mm från förskjutningen av matriserna,
b) grader, hack och bucklor mer än 1 mm på skruvarnas gängyta 1,
grader, hack, bucklor och metall som hänger mer än 0,5 mm på gängytan på skruvar i version 2,
sprickor och avspånande av gängor, om deras djup överstiger de maximala avvikelserna för gängans ytterdiameter och om den totala längden av sprickorna och avspånningen i längd överstiger ett halvt varv.
2.6. Följande är inte defekta defekter:
a) förekomsten av film på ytan av huvudet som härrör från stansningsgrader, såväl som mindre grader till följd av blixtfri stansning upp till 0,5 mm i storlek.
b) att minska höjden på gängprofilen på två gängor från änden av stången;
c) avrundning av trådens toppar.
2,5, 2,6. (Ändrad upplaga, ändringsförslag nr 1, 3).
2.7. På konsumentens begäran ska skruvar utsättas för kallböjningstest och klara en böj i en vinkel på 45° (utvändigt) utan tecken på revor eller sprickor.
(Införs dessutom, ändringsförslag 3).
3. ACCEPTENS REGLER
3.1. Godkännanderegler - enligt GOST 17769 för produkter av noggrannhetsklass C.
3.2. (Utgår, ändringsförslag nr 1).
4. KONTROLLMETODER
4.1. Utseendet på skruvarna kontrolleras visuellt, utan användning av förstoringsanordningar.
Ytjämnheten bör kontrolleras genom jämförelse med referensprover.
4.2. Kontroll av skruvarnas storlek bör utföras med hjälp av gränsmått och mallar eller ett universellt mätverktyg.
Skruvens krökning kontrolleras med hjälp av en mätare (se bilaga).
(Ändrad upplaga, ändringsförslag nr 1).
4.3. Den diagonala storleken på huvudkvadraten bör kontrolleras på ett avstånd av 5 mm från änden.
4.4. Tjockleken på beläggningsskiktet kontrolleras på skruvhuvudena. Metoder för att kontrollera beläggningens kvalitet och tjocklek - enligt GOST 9.302.
(Ändrad upplaga, ändringsförslag nr 1).
4.5. Gängans grovhet bör kontrolleras på profilens sidoytor.
4.6. Dimensioner som inte begränsas av maximala avvikelser är inte kontrollerade. Deras genomförande måste garanteras av tillverkningsprocessen.
4.7. (Utgår, ändringsförslag nr 3).
4.8. Böjprovning av skruvar måste utföras i ett skruvstycke eller i en speciell anordning med rundade käftar, vars radie måste vara lika med skruvaxelns diameter.
Skruvarna är böjda vid den punkt där hela gängan övergår till löpningen.
Notera. Avskalning av mindre filmer som uppstår under böjning är inte ett avslagstecken.
(Ändrad upplaga, ändringsförslag nr 3).