থ্রেড সহনশীলতা 6g টেবিল। থ্রেড সংযোগ অংশের জন্য নির্ভুলতা মান পছন্দ
GOST 11708-82 অনুযায়ী থ্রেডেড সংযোগ “বিনিময়যোগ্যতার মৌলিক মান। থ্রেড। শর্তাবলী এবং সংজ্ঞা” একটি থ্রেড ব্যবহার করে দুটি অংশের সংযোগ বলা হয়, যার একটি অংশের একটি বাহ্যিক থ্রেড এবং অন্যটিতে একটি অভ্যন্তরীণ একটি রয়েছে।
থ্রেডেড সংযোগ হল সবচেয়ে সাধারণ ধরনের সংযোগগুলির মধ্যে একটি। যান্ত্রিক প্রকৌশলে, প্রায় 80% অংশের হয় থ্রেডযুক্ত পৃষ্ঠ থাকে, অথবা সেগুলি থ্রেডযুক্ত পণ্য ব্যবহার করে বেঁধে দেওয়া হয়।
প্রধান গুণাবলীথ্রেডযুক্ত সংযোগগুলি তুলনামূলকভাবে সহজ সমাবেশ এবং বিচ্ছিন্নকরণ এবং পণ্যগুলির বিনিময়যোগ্যতার উচ্চ স্তরের।
প্রতি ত্রুটিগুলিথ্রেডেড সংযোগগুলি ডিজাইন এবং প্রযুক্তির জটিলতার জন্য দায়ী করা যেতে পারে (থ্রেডেড পৃষ্ঠগুলির প্রক্রিয়াকরণের জন্য বিশেষ সরঞ্জাম এবং সরঞ্জামগুলির ব্যবহার প্রয়োজন, অংশগুলির নিয়ন্ত্রণ আরও জটিল হয়ে ওঠে)।
নির্ভর করছে প্রোফাইল ফর্মথ্রেড বিভক্ত করা হয়:
মেট্রিক (একটি ত্রিভুজাকার প্রোফাইল সহ, প্রারম্ভিক যার জন্য 60 ° এর শীর্ষে একটি কোণ সহ একটি সমবাহু ত্রিভুজ);
ইঞ্চি (একটি প্রতিসম ত্রিভুজাকার প্রোফাইল এবং 55 ° এর শীর্ষে একটি কোণ সহ), সাধারণত পাইপ, পাইপের জন্য ব্যবহৃত হয়;
আয়তক্ষেত্রাকার (একটি আয়তক্ষেত্রাকার প্রোফাইল সহ);
ট্র্যাপিজয়েডাল (একটি প্রতিসম ট্র্যাপিজয়েডাল প্রোফাইল সহ);
অবিরাম (অপ্রতিসম ট্র্যাপিজয়েডাল প্রোফাইল);
বৃত্তাকার (আর্ক দ্বারা গঠিত একটি প্রোফাইল সহ)।
এছাড়াও, নির্দিষ্ট উপকরণ দিয়ে তৈরি অংশগুলির জন্য থ্রেডগুলি তৈরি করা হয়েছে, উদাহরণস্বরূপ, প্লাস্টিকের অংশগুলির জন্য, সিরামিক অংশগুলির জন্য, নির্দিষ্ট ধরণের পণ্যগুলির জন্য বিশেষ থ্রেড, উদাহরণস্বরূপ, অকুলার থ্রেড ইত্যাদি।
কার্যকরী উদ্দেশ্য অনুসারে, থ্রেডযুক্ত সংযোগগুলিকে আলাদা করা উচিত বিচ্ছিন্ন("রেফারেন্স") এবং ক্ষমতা. প্রথমটি রৈখিক এবং কৌণিক আন্দোলনের উচ্চ নির্ভুলতা নিশ্চিত করার জন্য ডিজাইন করা হয়েছে পরিমাপ করার যন্ত্রপাতিএবং প্রযুক্তিগত সরঞ্জাম. সুতরাং, মাইক্রোমেট্রিক যন্ত্রগুলিতে, প্রধান পরিমাপকারী ট্রান্সডুসার হল একটি মাইক্রোমেট্রিক জোড়া স্ক্রু - বাদাম, বিভাজন মেশিনে, মূল প্রক্রিয়াটিও স্ক্রু - বাদামের একটি জোড়া।
পাওয়ার থ্রেডেড সংযোগগুলি অংশগুলি সরানোর সময় উল্লেখযোগ্য শক্তি তৈরি করার জন্য ডিজাইন করা হয়েছে ( স্ক্রু প্রেস, জ্যাক) বা সংযুক্ত অংশগুলির পারস্পরিক নড়াচড়া রোধ করতে (ঢাকনা-বডি সংযোগ, পাইপলাইনের অংশগুলির থ্রেডযুক্ত সংযোগ, শ্যাফ্টে বুশিং বন্ধ করা ইত্যাদি)। থ্রেডযুক্ত সংযোগগুলির "রেফারেন্স" এবং পাওয়ারের মধ্যে বিভাজন শর্তসাপেক্ষ এবং প্রক্রিয়াটির প্রধান কার্যের উপর ভিত্তি করে পরিচালিত হয়।
কাজের প্রকৃতির উপর নির্ভর করে, আছে গতিহীন(ফিক্সিং) এবং মুঠোফোন(কাইনেমেটিক) থ্রেডেড সংযোগ। ক্লিয়ারেন্স ফিট ব্যবহারের কারণে চলমান থ্রেডযুক্ত সংযোগগুলি গঠিত হয়। স্থির জয়েন্টগুলিতে, সমস্ত ধরণের ফিট ব্যবহার করা যেতে পারে - একটি হস্তক্ষেপ ফিট, ট্রানজিশনাল এবং একটি ফাঁক সহ। ফাঁক দিয়ে অবতরণ করার সময় থ্রেডেড সংযোগের অচলতা নিশ্চিত করার জন্য, এর নির্বাচনের কৃত্রিম পদ্ধতি ব্যবহার করা হয় (সংযোগে নিবিড়তা তৈরি করা পর্যন্ত) বা অতিরিক্ত কাঠামোগত উপাদানগুলি ব্যবহার করা হয় যা অংশগুলিকে স্ব-আনস্ক্রুইং (লক ওয়াশার) থেকে রক্ষা করে। , লক বাদাম, তারের লক, সিলেন্ট, ইত্যাদি)। এটি থেকে এটি অনুসরণ করে যে ক্লিয়ারেন্স ফিট ব্যবহার করে প্রাপ্ত স্থির থ্রেডযুক্ত সংযোগগুলিতে, চূড়ান্ত সমাবেশের পরে, প্রোফাইলের বিপরীত দিকের ফাঁক বজায় রেখে থ্রেড প্রোফাইলের কার্যকারী দিকগুলিতে হস্তক্ষেপ সম্ভব। থ্রেডযুক্ত সংযোগগুলিতে যেখানে ট্রানজিশনাল ফিট ব্যবহার করা হয়, বিশেষ "ওয়েজিং এলিমেন্ট" ব্যবহার করে হস্তক্ষেপ তৈরি করা হয় (একটি ফ্ল্যাট কাঁধ বা একটি নলাকার পিন একটি স্টাডে বা একটি অসম্পূর্ণভাবে কাটা থ্রেড প্রোফাইল বরাবর ওয়েজিং)।
AT ব্যবহারিক কার্যক্রমমেট্রিক থ্রেড সবচেয়ে ব্যাপকভাবে ব্যবহৃত হয়।
মানসম্মত মেট্রিক থ্রেডের জন্য:
থ্রেড প্রোফাইল
· নামমাত্র ব্যাস এবং ধাপ;
নির্ভুলতার মান।
মেট্রিক থ্রেড প্রোফাইল নিয়ন্ত্রিত হয়
GOST 9150-2002 (ISO 68-1-98) “বিনিময়যোগ্যতার মৌলিক নিয়ম। থ্রেড মেট্রিক হয়. প্রোফাইল"।
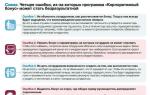
থ্রেড প্রোফাইল মূল থ্রেড ত্রিভুজ (চিত্র 30) এর উপর ভিত্তি করে তৈরি করা হয়েছে যার প্রোফাইল কোণ 60°, মূল ত্রিভুজের উচ্চতা এইচএবং প্রদত্ত পদক্ষেপ আর.
ভাত। 30. মেট্রিক থ্রেডের নামমাত্র প্রোফাইল
এবং এর উপাদানগুলির প্রধান মাত্রা
মেট্রিক থ্রেড উপাদানগুলির প্রধান মাত্রা অন্তর্ভুক্ত:
d, D-বাহ্যিক থ্রেডের বাহ্যিক ব্যাস (বোল্ট), অভ্যন্তরীণ থ্রেডের বাহ্যিক ব্যাস (বাদাম);
d 2 ,ডি 2 – বাহ্যিক থ্রেডের গড় ব্যাস (বোল্ট), অভ্যন্তরীণ থ্রেডের গড় ব্যাস (বাদাম);
d 1 ,ডি 1 – বাহ্যিক থ্রেডের অভ্যন্তরীণ ব্যাস (বোল্ট), অভ্যন্তরীণ থ্রেডের অভ্যন্তরীণ ব্যাস (বাদাম);
d 3 – গহ্বরের নীচে বরাবর বল্টুর অভ্যন্তরীণ ব্যাস;
আর -থ্রেড পিচ;
জ -মূল ত্রিভুজের উচ্চতা;
α – থ্রেড প্রোফাইল কোণ;
আর-বল্টু মূলের নামমাত্র ব্যাসার্ধ;
এইচ 1 = 5/8এইচ- প্রোফাইলের কাজের উচ্চতা।
GOST 8724-2002 (ISO 261-98) "বিনিময়যোগ্যতার মৌলিক মান। থ্রেড মেট্রিক হয়. ব্যাস এবং পিচ” 0.25 থেকে 600 মিমি পর্যন্ত মেট্রিক থ্রেড ব্যাস এবং 0.075 থেকে 6 মিমি পর্যন্ত পিচ সেট করে।
মানটি থ্রেড ব্যাসের 3 সারি স্থাপন করে (ব্যাস নির্বাচন করার সময়, প্রথম সারিতে অগ্রাধিকার দেওয়া হয়)। প্রতিটি নামমাত্র থ্রেড ব্যাসের জন্য সংশ্লিষ্ট পিচগুলি সংজ্ঞায়িত করা হয়, যার মধ্যে একটি মোটা পিচ এবং এক বা একাধিক সূক্ষ্ম পিচ অন্তর্ভুক্ত থাকতে পারে।
মেট্রিক থ্রেড ব্যাসের নামমাত্র মানগুলি GOST 24705-81 দ্বারা নিয়ন্ত্রিত হয় "বিনিময়যোগ্যতার মৌলিক মান। থ্রেড মেট্রিক হয়. প্রধান মাত্রা।
থ্রেড মান মাপসই ছাড়পত্র সহ, হস্তক্ষেপ এবং ক্রান্তিকালীন, যা থ্রেডেড প্রোফাইলের পাশে সংযোগের প্রকৃতি নির্ধারণ করে।
মেট্রিক থ্রেডের সহনশীলতা এবং ফিট সিস্টেম নিম্নলিখিত মান দ্বারা প্রমিত করা হয়:
GOST 16093-81 “বিনিময়যোগ্যতার মৌলিক নিয়ম। থ্রেড মেট্রিক হয়. সহনশীলতা একটি ফাঁক দিয়ে অবতরণ ";
GOST 4608-81 “বিনিময়যোগ্যতার মৌলিক নিয়ম। থ্রেড মেট্রিক হয়. একটি হস্তক্ষেপ সঙ্গে অবতরণ ";
GOST 24834-81 “বিনিময়যোগ্যতার মৌলিক নিয়ম। থ্রেড মেট্রিক হয়. ক্রান্তিকালীন অবতরণ
একটি ফাঁক দিয়ে থ্রেডেড ফিট পেতে, থ্রেড ব্যাসের সহনশীলতা 3 থেকে 10 পর্যন্ত নির্ভুলতার ডিগ্রিতে স্বাভাবিক করা হয়। অভ্যন্তরীণ থ্রেড (বাদাম) এর সহনশীলতা ক্ষেত্রগুলির অবস্থান স্বাভাবিক করার জন্য, চারটি প্রধান বিচ্যুতি প্রদান করা হয় - এইচ, জি, এফ, ই(চিত্র 31), এবং বাহ্যিক থ্রেডের (বোল্ট) জন্য পাঁচটি প্রধান বিচ্যুতি হল h, g, f, e, d(চিত্র 32)।
ভাত। 31. অভ্যন্তরীণ থ্রেডের জন্য সহনশীলতা ক্ষেত্রের স্কিম:
a - প্রধান বিচ্যুতি সহ ই, এফ, জি;b - প্রধান বিচ্যুতি সহ এইচ
ভাত। 32. বহিরাগত থ্রেডের জন্য সহনশীলতা ক্ষেত্রের স্কিম:
a - প্রধান বিচ্যুতি সহ d, e, f, g, b - প্রধান বিচ্যুতি সহ জ
বাহ্যিক এবং অভ্যন্তরীণ থ্রেডের জন্য, নির্ভুলতার ডিগ্রী ছাড়াও, তিনটি নির্ভুলতা ক্লাসও প্রতিষ্ঠিত হয়, যা প্রচলিতভাবে বলা হয় সূক্ষ্ম, মাঝারি এবং মোটা, যা মান দ্বারা সংজ্ঞায়িত নির্ভুলতার ডিগ্রির সহনশীলতা অন্তর্ভুক্ত করে।
সঠিক শ্রেণীর থ্রেডগুলি সমালোচনামূলক স্ট্যাটিকালি লোড করা থ্রেডেড সংযোগের জন্য সুপারিশ করা হয় এবং, যদি প্রয়োজন হয়, উপযুক্ত প্রকৃতিতে ছোট ওঠানামা। থ্রেডের জন্য মাঝারি নির্ভুলতা প্রস্তাবিত সাধারন ক্ষেত্রে. গরম-ঘূর্ণিত ফাঁকা জায়গায় কাটা থ্রেডের জন্য, দীর্ঘ অন্ধ গর্ত ইত্যাদিতে, মোটা গ্রেড পছন্দ করা হয়।
GOST 16093 এছাড়াও মেক-আপ দৈর্ঘ্যের তিনটি গ্রুপ স্থাপন করে: ছোট এস, স্বাভাবিক এনএবং দীর্ঘ এল.
একই নির্ভুলতা শ্রেণীর সাথে, মেক-আপ দৈর্ঘ্যের সাথে গড় থ্রেড ব্যাসের সহনশীলতা এলএটি বৃদ্ধি করার সুপারিশ করা হয়, এবং মেক আপ দৈর্ঘ্য সঙ্গে এস- মেক-আপের দৈর্ঘ্যের জন্য নির্দিষ্ট সহনশীলতার তুলনায় এক ডিগ্রি নির্ভুলতা হ্রাস করুন এন. এই সুপারিশগুলি আপনাকে নকশা এবং প্রযুক্তিগত প্রয়োজনীয়তার উপর নির্ভর করে থ্রেডের নির্ভুলতা চয়ন করতে দেয়।
বাহ্যিক এবং অভ্যন্তরীণ থ্রেডের সহনশীলতা ক্ষেত্রগুলির যথার্থতা ক্লাস এবং মেক-আপ দৈর্ঘ্যের সাথে সারণি দেওয়া হয়েছে। 23।
সারণি 23
থ্রেডেড পৃষ্ঠতলের সহনশীলতা ক্লাস
এবং ট্রানজিশনাল ল্যান্ডিং
মেট্রিক থ্রেডগুলির জন্য হস্তক্ষেপ ফিটগুলি GOST 4608 অনুযায়ী নির্ধারিত হয়, এবং GOST 24834 অনুসারে ট্রানজিশনাল ফিট৷ এই ধরণের ফিটগুলি শরীরে স্ক্রু করা থ্রেডেড স্টাডগুলির জন্য ব্যবহৃত হয়৷ নামমাত্র স্টাড ব্যাস, পছন্দ সিরিজ এবং পিচ সারণি 6.9 এ দেওয়া হয়েছে। ট্রানজিশন ফিট সম্পূর্ণ বিনিময়যোগ্যতা প্রদান করে এবং সমাবেশ প্রক্রিয়া সহজ করে। যাইহোক, তাদের একটি অতিরিক্ত ওয়েজিং উপাদান প্রয়োজন (শঙ্কুযুক্ত থ্রেড রান-আউট যোগাযোগ; একটি ফ্ল্যাট স্টাড কলারে থামুন; সকেটের নীচে একটি স্টাডের একটি নলাকার পিনের স্টপ) (সারণী 6.10)। হস্তক্ষেপ সংযোগ সম্পূর্ণ বিনিময়যোগ্যতা প্রদান করে না। গড় ব্যাসের 100% নিয়ন্ত্রণ এবং গ্রুপে বাছাই করা প্রয়োজন। বাছাই গোষ্ঠীর সংখ্যা (2 বা 3) বন্ধনীতে নির্ভুলতার ডিগ্রির পরে নির্দেশিত হয়। প্রিলোডগুলি শুধুমাত্র গড় ব্যাস বরাবর গঠিত হয়, বাইরের এবং ভিতরের ব্যাস বরাবর ফাঁক প্রদান করা হয়।
মেক আপ দৈর্ঘ্য শরীরের উপাদান উপর নির্ভর করে: 1 থেকে ইস্পাত জন্য d 1.25 পর্যন্ত d; 1.25 থেকে ঢালাই লোহার জন্য d 1.5 পর্যন্ত d; 1.5 থেকে অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম অ্যালোয়ের জন্য d 2 পর্যন্ত d
শরীরের উপাদান, ব্যাস এবং থ্রেড পিচের উপর নির্ভর করে সহনশীলতা ক্ষেত্র এবং ফিটগুলির পছন্দ টেবিল 6.11 অনুযায়ী তৈরি করা হয়। হস্তক্ষেপ ফিট সহ থ্রেডের গড় ব্যাসের সহনশীলতা (গোষ্ঠীতে বাছাই করা) পিচ এবং প্রোফাইল কোণ ত্রুটিগুলির জন্য ব্যাসযুক্ত ক্ষতিপূরণ অন্তর্ভুক্ত করে না। প্রোফাইলের পিচ এবং কোণ ত্রুটিগুলি তাদের সহনশীলতার দ্বারা সীমাবদ্ধ ( ত্র এবং টিα)। ট্রানজিশন ফিট সহ থ্রেডগুলির জন্য পিচ ব্যাস সহনশীলতা ক্লিয়ারেন্স থ্রেডগুলির মতোই ক্রমবর্ধমান। সহনশীলতা এবং মৌলিক বিচ্যুতির মানগুলি মান এবং রেফারেন্স বই অনুসারে নির্ধারিত হয়। হস্তক্ষেপ ফিট সহ থ্রেডগুলির জন্য সহনশীলতা ক্ষেত্রগুলির বিন্যাস চিত্র 6.5-এ দেওয়া হয়েছে এবং ট্রানজিশনাল ফিটগুলির জন্য থ্রেডযুক্ত সংযোগগুলির জন্য - চিত্র 6.6-এ।
সারণি 6.9 - মেট্রিক থ্রেড। হস্তক্ষেপ অবতরণ এবং রূপান্তর. ব্যাস এবং ধাপ, মিমি
|
নামমাত্র থ্রেড ব্যাস, d |
ধাপ, আর |
নামমাত্র থ্রেড ব্যাস, d |
ধাপ, আর |
||||
|
* দ্বারা চিহ্নিত 2টি ধাপ শুধুমাত্র ট্রানজিশনাল ল্যান্ডিংয়ের জন্য। |
|||||||
চিত্র 6.5 - হস্তক্ষেপ সহ মেট্রিক থ্রেডের জন্য সহনশীলতা ক্ষেত্রগুলির অবস্থান:
ক- বহিরঙ্গন জন্য; খ- অভ্যন্তরীণ জন্য

চিত্র 6.6 - ট্রানজিশনাল ল্যান্ডিং সহ মেট্রিক থ্রেডগুলির জন্য সহনশীলতা ক্ষেত্রগুলির অবস্থানের জন্য স্কিমগুলি: ক- বহিরঙ্গন জন্য; খ- অভ্যন্তরীণ জন্য
সারণি 6.10 - ট্রানজিশনাল ফিট সহ থ্রেডেড সংযোগে অতিরিক্ত ওয়েজিং উপাদানের উদাহরণ (GOST 24834-এর তথ্য সংযুক্তি অনুসারে)
|
জ্যামিং এর ধরন | ||
|
1 টেপারড থ্রেড রান 1)
|
সবচেয়ে বেশি ব্যবহৃত ওয়েডিং, থ্রু এবং ব্লাইন্ড হোলে ব্যবহৃত হয়। উচ্চ গতিশীল লোড জন্য সুপারিশ করা হয় না. যদি আঁটসাঁট টর্ক খুব বেশি হয়, তাহলে থ্রেডেড গর্তের শীর্ষে অভ্যন্তরীণ থ্রেডের বিকৃতি ঘটতে পারে 2) |
|
|
2 সমতল কাঁধ
|
প্রধানত অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম খাদ |
মাধ্যমে এবং অন্ধ গর্ত মধ্যে ব্যবহৃত. কলার সংলগ্ন সমতলটি অবশ্যই থ্রেডের অক্ষের লম্ব হতে হবে। কলার ব্যাস কমপক্ষে 1.5 হতে হবে d. |
|
3 নলাকার ট্রিনিয়ন
|
ইস্পাত, ঢালাই লোহা, অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম সংকর ধাতু |
শুধুমাত্র অন্ধ গর্তে ব্যবহারের জন্য। উপাদান 1 এবং 2 এর তুলনায় এটির একটি ছোট লকিং প্রভাব রয়েছে। নলাকার পিনের ব্যাস থ্রেডের ভিতরের ব্যাসের চেয়ে সামান্য ছোট। ট্রুনিয়নের শেষে টেপারের কোণটি ড্রিল বিটের কোণের সাথে ট্যাপ হোলটি মেশিনে মেলে |
|
দ্রষ্টব্য: 1 ঘূর্ণিত থ্রেডের জন্য, টেপার রানের সর্বোত্তম ওয়েজিং প্রভাব থাকে যখন থ্রেডটি টেপারের পুরো দৈর্ঘ্য বরাবর থাকে। 2 বিকৃতি এড়াতে, অভ্যন্তরীণ থ্রেড একটি 60° কাউন্টারসিঙ্ক দিয়ে তৈরি করা হয়। থ্রেডেড গর্তের প্রাচীর বেধ কমপক্ষে 0.5 হতে হবে dরেডিয়াল স্ট্রেস নির্ভরযোগ্য বিতরণের জন্য। |
||



সারণি 6.11 - সহনশীলতা এবং হস্তক্ষেপের ক্ষেত্রগুলি উপযুক্ত এবং ক্রান্তিকাল
|
অভ্যন্তরীণ থ্রেড সহ অংশের উপাদান |
নামমাত্র ব্যাস d(ডি), মিমি |
ধাপ পৃ, মিমি |
থ্রেড ব্যাসের জন্য সহনশীলতা ক্ষেত্র |
অবতরণ উপাধি উদাহরণ |
|||||||
|
বহিরঙ্গন |
অভ্যন্তরীণ |
||||||||||
|
GOST 4608 অনুযায়ী হস্তক্ষেপ অবতরণ |
|||||||||||
|
ঢালাই লোহা এবং আল. খাদ ঢালাই লোহা, আল। এবং ম্যাগনেসিয়াম খাদ ইস্পাত, উচ্চ-শক্তি টাইটানিয়াম খাদ |
2এইচ 5ডি(2) 2এইচ 5ডি(2) 2এইচ 4d(3) |
||||||||||
|
GOST 24834 অনুযায়ী ট্রানজিশন ল্যান্ডিং |
|||||||||||
|
ইস্পাত, ঢালাই লোহা, আল. এবং ম্যাগনেসিয়াম খাদ ঢালাই লোহা, আল. এবং ম্যাগনেসিয়াম খাদ |
4jk;2মি 4j;2মি |
3এইচ 6এইচ 5এইচ 6এইচ 4এইচ 6এইচ |
|||||||||
|
দ্রষ্টব্য: 1 থ্রেডের বাইরের ব্যাসের জন্য সহনশীলতা ক্ষেত্রটি উপাধিতে নির্দেশিত নয়। 2 অবতরণ গ্রুপে বাছাই ছাড়া ব্যবহার করা যেতে পারে 3 এইচ 6এইচ/3পি; 3এইচ 6এইচ/3n. |
|||||||||||
থ্রেড সহনশীলতা সিস্টেমটি অবশ্যই মেক আপ এবং থ্রেডেড সংযোগের শক্তি উভয়ই নিশ্চিত করতে হবে। ফাঁক সহ জয়েন্টগুলি সর্বাধিক ব্যবহৃত হয়, তবে, নিবিড়তা এবং ট্রানজিশনাল ল্যান্ডিংয়ের সাথে সংযোগ থাকতে পারে।
একটি ফাঁক সহ ল্যান্ডিংয়ের জন্য সহনশীলতার সিস্টেমটি GOST 16093 দ্বারা প্রতিষ্ঠিত হয়েছে। সমস্ত বিচ্যুতি এবং সহনশীলতা থ্রেড অক্ষের লম্ব দিকের নামমাত্র প্রোফাইল থেকে গণনা করা হয় (চিত্র 5.2 দেখুন)।
GOST 16093 অনুসারে, নির্ভুলতার ডিগ্রী 3য় থেকে 10 তম পর্যন্ত গড় থ্রেড ব্যাসের জন্য নির্ভুলতার অবরোহ ক্রমে প্রতিষ্ঠিত হয়। 6 তম ডিগ্রী নির্ভুলতার সহনশীলতা প্রধান হিসাবে গৃহীত হয়েছিল। 6 তম ডিগ্রির থ্রেডগুলি মিলিং করে, কাটার দিয়ে কাটা, চিরুনি, টোকা, ডাই, একটি বেলন দিয়ে ঘূর্ণায়মান দ্বারা প্রাপ্ত করা যেতে পারে। আরো সুনির্দিষ্ট গ্রেড অপারেশন কাটিয়া পরে থ্রেড প্রোফাইল নাকাল প্রয়োজন. সূক্ষ্ম পিচ সহ ছোট থ্রেডের জন্য ডিগ্রী 3,4,5 ব্যবহার করা হয়। একটি বড় পিচ সহ থ্রেডগুলির জন্য, একটি বর্ধিত মেক-আপ দৈর্ঘ্য সহ, এটি 7 ম বা 8 তম ডিগ্রী নির্ভুলতা ব্যবহার করার পরামর্শ দেওয়া হয়।
টেবিলে. বোল্টের গড় ব্যাসের জন্য 5.3 সহনশীলতা দেওয়া হয় - Td 2, এবং টেবিল 5.4-এ, বাদামের গড় ব্যাসের সহনশীলতা হল টিডি 2. উপরন্তু, বাইরের ব্যাসের জন্য সহনশীলতা বল্টুর জন্য সেট করা হয় - Td(4, 6, 8 ডিগ্রী নির্ভুলতা), এবং বাদামের জন্য, ভিতরের ব্যাসের সহনশীলতাগুলি হল টিডি 1 (4, 5, 6, 7, 8 ডিগ্রী নির্ভুলতা) (সারণী 5.5 দেখুন)। GOST 16093 অনুসারে, থ্রেড পিচ এবং প্রোফাইল কোণের জন্য সহনশীলতা প্রতিষ্ঠিত হয় না, গড় থ্রেড ব্যাস পরিবর্তন করে এবং ডায়ামেট্রিকাল ক্ষতিপূরণ প্রবর্তন করে তাদের মধ্যে সম্ভাব্য বিচ্যুতি অনুমোদিত হয়। জ্যামিতিকভাবে, প্রোফাইলের গড় ব্যাস, পিচ এবং কোণ পরস্পর সংযুক্ত। অতএব, গড় ব্যাসের জন্য আদর্শ (সারণী) সহনশীলতা মোট এবং সূত্র দ্বারা নির্ধারিত হয়:
Td 2 (TD 2) = T'd 2 (T'D 2)+fp+fa,
কোথায় T'd 2 (T'd 2)- বোল্টের গড় ব্যাসের জন্য সহনশীলতা (বাদাম);
fp- ধাপে ত্রুটির ডায়ামেট্রিক ক্ষতিপূরণ;
fp=DPn* ctga /2 , a=60° এ fp=1.732D পিএন;
ডি পিএন- পিচ ত্রুটি, µm মধ্যে, মেক-আপের পুরো দৈর্ঘ্যের উপরে;
fa- প্রোফাইলের অর্ধেক কোণের ত্রুটির ডায়ামেট্রিকাল ক্ষতিপূরণ;
এ ক=60° fa=0,36আরদা /2

(মিনিট অফ আর্ক);
প্রোফাইলের পাশের ঝোঁকের অর্ধকোণের ত্রুটি - দা /2 থ্রেড প্রোফাইলের কোণের ডান এবং বাম অর্ধেকগুলির বিচ্যুতির পরম মানের গাণিতিক গড় হিসাবে সংজ্ঞায়িত করা হয়।
ধারণাটি চালু করা হয় হ্রাস গড় ব্যাস- একটি শর্তাধীন আদর্শ থ্রেডের ব্যাস। এটি মাপা গড় ব্যাসের মান d2 ism (D2 meas.), বহিরাগত থ্রেডের জন্য বৃদ্ধি (বা অভ্যন্তরীণ থ্রেডের জন্য হ্রাস) পিচ এবং প্রোফাইলের অর্ধেক কোণে ত্রুটির ত্রুটির মোট ডায়ামেট্রিকাল ক্ষতিপূরণ দ্বারা। d 2inc = d 2ism +( fp+fa); ডি 2inc = ডি 2ism - ( fr+fa).
স্ক্রুইং নিশ্চিত করতে, বোল্টের গড় ব্যাস অবশ্যই কমাতে হবে এবং প্রক্রিয়াকরণের সময় বাদামের গড় ব্যাস অবশ্যই বৃদ্ধি করতে হবে। থ্রেডের উপযুক্ততার মূল্যায়ন গেজের একটি সেট দ্বারা তৈরি করা হয়। পাসিং সাইডের একটি সম্পূর্ণ প্রোফাইল রয়েছে এবং হ্রাস করা গড় ব্যাস পরীক্ষা করে d2ইত্যাদি (D 2pr) (চিত্র 5.3 দেখুন)। নন-গোয়িং গেজের একটি সংক্ষিপ্ত প্রোফাইল দৈর্ঘ্য এবং একটি কাটা কুণ্ডলী রয়েছে, এটি একটি বোল্টের জন্য সবচেয়ে ছোট গড় ব্যাস বা একটি বাদামের জন্য সবচেয়ে বড় ব্যাস নিয়ন্ত্রণ করে।
গড় ব্যাসের উপর থ্রেডের বৈধতার শর্ত: শক্তির অবস্থা এবং স্ক্রুইং শর্ত:
বল্টু জন্য d2 ism ³d2মিনিট , d2ইত্যাদি £d2সর্বোচ্চ ;
বাদামের জন্য D2 ism £D2সর্বোচ্চ , D2ইত্যাদি ³D2মিনিট ;
সহনশীলতা ক্ষেত্রগুলির অবস্থান প্রধান বিচ্যুতিগুলির মান দ্বারা নির্ধারিত হয়। বাহ্যিক থ্রেডের জন্য, পাঁচটি উপরের বিচ্যুতি প্রদান করা হয় - es- ("শরীরে"), অক্ষর দ্বারা ব্যবধানের আরোহী ক্রমে নির্দেশিত - জ; g; চ; e; d.
| |
T a b l e 5.1
GOST 8724 অনুযায়ী ব্যাস এবং ধাপ
| নামমাত্র ব্যাস d | থ্রেড পিচ আর | নামমাত্র ব্যাস d | থ্রেড পিচ আর | ||||||
| ১ম সারি | ২য় সারি | 3য় সারি | বড় | ছোট | ১ম সারি | ২য় সারি | 3য় সারি | বড় | ছোট |
| 0,8 | 0,5 | ||||||||
| 0,75; 0,5 | 5,5 | 4 ইত্যাদি | |||||||
| 1,25 | 1; 0,75 | - | 2; 1,5 | ||||||
| 1,5 | 1.25 ইত্যাদি | - | 2; 1,5 | ||||||
| 1,75 | 1.5 ইত্যাদি | 4 ইত্যাদি | |||||||
| 1.5 ইত্যাদি | - | 2; 1,5 | |||||||
| 18; 22 | 2,5 | 2 ইত্যাদি | 72;80 | - | 6 ইত্যাদি | ||||
| 2 ইত্যাদি | - | 2; 1,5 | |||||||
| - | 2 ইত্যাদি | - | 6 ইত্যাদি | ||||||
| 3,5 | 2 ইত্যাদি | - | 6 ইত্যাদি | ||||||
| - | 1,5 | - | 6 ইত্যাদি | ||||||
| 3 ইত্যাদি | - | 6 ইত্যাদি | |||||||
| - | 1,5 | - | 6 ইত্যাদি | ||||||
| 4,5 | 3 ইত্যাদি | - | 6 ইত্যাদি | ||||||
| 3 ইত্যাদি | - | 6 ইত্যাদি | |||||||
| - | 1,5 | - | 6 ইত্যাদি | ||||||
| 3 ইত্যাদি | - | 6 ইত্যাদি | |||||||
| - | 2; 1,5 | - | 6 ইত্যাদি |
T a b l e 5.2
GOST 24705 অনুযায়ী মেট্রিক থ্রেড ব্যাসের মাত্রা
| থ্রেড পিচ, মিমি | থ্রেড ব্যাস | ডিপ্রেশনগুলির নীচে বরাবর বল্টুর ভিতরের ব্যাস d 3 | |
| গড় ব্যাস d 2 (ডি 2) | ভিতরের ব্যাস d 1 (ডি 1) | ||
| 0,5 | d - 1+0.675 | d - 1+0.459 | d - 1+0.386 |
| 0,75 | d - 1+0.513 | d - 1+0.188 | d - 1+0.080 |
| 0,8 | d - 1+0.480 | d - 1+0.134 | d - 1+0.018 |
| d - 1+0.350 | d - 2+0.917 | d - 2+0.773 | |
| 1,25 | d - 1+0.188 | d - 2+0.647 | d - 2+0.466 |
| 1,5 | d - 1+0.026 | d - 2+0.376 | d - 2+0.160 |
| 1,75 | d - 2+0.863 | d - 2+0.106 | d - 3+0.853 |
| d - 2+0.701 | d - 3+0.835 | d - 3+0.546 | |
| 2,5 | d - 2+0.376 | d - 4+0.294 | d - 4+0.933 |
| d - 2+0.051 | d - 4+0.752 | d - 4+0.319 | |
| 3,5 | d - 3+0.727 | d - 4+0.211 | d - 5+0.706 |
| d - 3+0.402 | d - 5+0.670 | d - 5+0.093 | |
| 4,5 | d - 3+0.077 | d - 5+0.129 | d - 6+0.479 |
| d - 4+0.752 | d - 5+0.587 | d - 7+0.866 | |
| 5,5 | d - 4+0.428 | d - 6+0.046 | d - 7+0.252 |
| d - 4+0.103 | d - 7+0.505 | d - 8+0.639 |
 . চিত্র.5.2। বোল্ট থ্রেড প্রোফাইলের জন্য সহনশীলতা ক্ষেত্রের অবস্থান
. চিত্র.5.2। বোল্ট থ্রেড প্রোফাইলের জন্য সহনশীলতা ক্ষেত্রের অবস্থান
T a b l e 5.3
বোল্ট মানে ব্যাস সহনশীলতা Td 2 , µm, GOST 16093 অনুযায়ী
| নামমাত্র থ্রেড ব্যাস d, মিমি | ধাপ আর, মিমি | নির্ভুলতা ডিগ্রী | |||||||
| 5.6 থেকে 11.2 এর বেশি | 0,5 | (132) | - | - | |||||
| 0,75 | (160) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 11.2 থেকে 22.4 এর বেশি | 0,5 | (140) | - | - | |||||
| 0,75 | (170) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,5 | |||||||||
| 22.4 থেকে 45 এর বেশি | 0,5 | - | - | - | |||||
| 0,75 | (180) | - | - | ||||||
| 1,5 | |||||||||
| 3,5 | |||||||||
| 4,5 | |||||||||
| 45 থেকে 90 এর বেশি | 0,5 | - | - | - | |||||
| 0,75 | - | - | - | ||||||
| 1,5 | |||||||||
| 5,5 | |||||||||
| 90 থেকে 180 এর বেশি | - | - | - | ||||||
| 1,5 | |||||||||
দ্রষ্টব্য: 1. বন্ধনীতে দেওয়া মানগুলি সম্ভব হলে ব্যবহার করা উচিত নয়।
2. প্লাস্টিকের অংশগুলির জন্য, 10 তম ডিগ্রী নির্ভুলতা ব্যবহার করুন।
T a b l e 5.4
গড় বাদামের ব্যাসের সহনশীলতা Td 2 , µm, GOST 16093 অনুযায়ী
| নামমাত্র থ্রেড ব্যাস d, মিমি | ধাপ আর, মিমি | নির্ভুলতা ডিগ্রী | ||||
| 5.6 থেকে 11.2 এর বেশি | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 11.2 থেকে 22.4 এর বেশি | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,5 | ||||||
| 22.4 থেকে 45 এর বেশি | 0,5 | - | - | |||
| 0,75 | - | |||||
| 1,5 | ||||||
| 3,5 | ||||||
| 4,5 | ||||||
| 45 থেকে 90 এর বেশি | 0,5 | - | - | |||
| 0,75 | - | - | ||||
| 1,5 | ||||||
| 5,5 | ||||||
| 90 থেকে 180 এর বেশি | - | |||||
| 1,5 | ||||||
T a b l e 5.5
ব্যাস সহনশীলতা dএবং ডি 1, µm
| ধাপ আর, মিমি | নির্ভুলতা ডিগ্রী | |||||||
| বাহ্যিক থ্রেড Td | অভ্যন্তরীণ থ্রেড টিডি 1 | |||||||
| 0,5 | - | - | ||||||
| 0,75 | - | - | ||||||
| 0,8 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,5 | ||||||||
| 3,5 | ||||||||
| 4,5 | ||||||||
| 5,5 | ||||||||
দ্রষ্টব্য: ব্যাসের জন্য অন্যান্য সহনশীলতা dএবং ডি 1 আবেদন করবেন না।
T a b l e 5.6
GOST 16093 অনুসারে বাহ্যিক এবং অভ্যন্তরীণ থ্রেড, মাইক্রোনগুলির ব্যাসের প্রধান বিচ্যুতির সংখ্যাসূচক মান
| থ্রেড পিচ আর, মিমি | বাহ্যিক থ্রেড, esজন্য dএবং d 2 | অভ্যন্তরীণ থ্রেড, ই আইজন্য ডিএবং ডি 1 | |||||
| d | e | চ | g | ই | চ | জি | |
| 0,5 | - | -50 | -36 | -20 | +50 | +36 | +20 |
| 0,75 | - | -56 | -38 | -22 | +56 | +38 | +22 |
| 0,8 | - | -60 | -38 | -24 | +60 | +38 | +24 |
| -90 | -60 | -40 | -26 | +60 | +40 | +26 | |
| 1,25 | -95 | -63 | -42 | -28 | +63 | +42 | +28 |
| 1,5 | -95 | -67 | -45 | -32 | +67 | +45 | +32 |
| 1,75 | -100 | -71 | -48 | -34 | +71 | +48 | +34 |
| -100 | -71 | -52 | -38 | +71 | +52 | +38 | |
| 2,5 | -106 | -80 | -58 | -42 | +80 | - | +42 |
| -112 | -85 | -63 | -48 | +85 | - | +48 | |
| 3,5 | -118 | -90 | - | -53 | +90 | - | +53 |
| -125 | -95 | - | -60 | +95 | - | +60 | |
| 4,5 | -132 | -100 | - | -63 | +100 | - | +63 |
| -132 | -106 | - | -71 | +106 | - | +71 | |
| 5,5 | -140 | -112 | - | -75 | +112 | - | +75 |
| -140 | -118 | - | -80 | +118 | - | +80 |
দ্রষ্টব্য: এর জন্য মৌলিক বিচ্যুতি জএবং এইচহল 0
T a b l e 5.7
দলের জন্য মেক আপ দৈর্ঘ্য এস; এন; এল GOST 16093 অনুযায়ী
| নামমাত্র থ্রেড ব্যাস d, মিমি | ধাপ আর, মিমি | মেক আপ দৈর্ঘ্য, মিমি | |||
| এস | এন | এল | |||
| আগে | ওভার | আগে | ওভার | ||
| 5.6 থেকে 11.2 এর বেশি | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,25 | |||||
| 1,5 | |||||
| 11.2 থেকে 22.4 এর বেশি | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 3,8 | 3,8 | ||||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | |||||
| 2,5 | |||||
| 22.4 থেকে 45 এর বেশি | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,5 | 6,3 | 6,3 | |||
| 8,5 | 8,5 | ||||
| 3,5 | |||||
| 4,5 | |||||
| 45 থেকে 90 এর বেশি | 4,8 | 4,8 | |||
| 1,5 | 7,5 | 7,5 | |||
| 9,5 | 9,5 | ||||
| 5,5 | |||||
| 90 থেকে 180 এর বেশি | 1,5 | 8,3 | 8,3 | ||
দ্রষ্টব্য: নির্দিষ্ট সীমার মধ্যে নামমাত্র ব্যাস টেবিল অনুযায়ী নির্বাচন করা হয়। 5.1।
|
 |
|
|
|
ক- বল্টু, খ- বাদাম
একটি মেট্রিক থ্রেডের সহনশীলতা ক্ষেত্রটি গড় ব্যাসের সহনশীলতা ক্ষেত্রের উপাধি নিয়ে গঠিত ( d 2 বা ডি 2), প্রথম স্থানে নির্দেশিত, এবং বল্টুর জন্য বাইরের ব্যাস সহনশীলতা ক্ষেত্রের উপাধি dএবং বাদামের জন্য ভিতরের ব্যাসের সহনশীলতা মার্জিন ডি 1: যেমন: 7 g 6g; 5এইচ 6এইচ.
যদি প্রোট্রুশনের ব্যাসের জন্য সহনশীলতা ক্ষেত্রের উপাধিটি গড় ব্যাসের জন্য সহনশীলতা ক্ষেত্রের উপাধির সাথে মিলে যায়, তবে এটি থ্রেড সহনশীলতা ক্ষেত্রের উপাধিতে পুনরাবৃত্তি হয় না: 6 g; 6এইচ
থ্রেডের নির্ভুলতা মেক-আপের দৈর্ঘ্যের উপর নির্ভর করে, (অক্ষীয় দিক থেকে বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলির পারস্পরিক ওভারল্যাপের বিভাগের দৈর্ঘ্য), যেহেতু থ্রেডটি যত দীর্ঘ হবে, জমে থাকা পিচ ত্রুটি তত বেশি। মেক আপ দৈর্ঘ্যের তিনটি গ্রুপ GOST 16093 দ্বারা প্রতিষ্ঠিত হয়েছে: এস- সংক্ষিপ্ত; এন- স্বাভাবিক; এল- দীর্ঘ (সারণী 5.7 দেখুন)। স্বাভাবিকের জন্য ( এন) বাদামের দৈর্ঘ্য উচ্চতা 0.8 d.
সাধারণ মেক-আপ দৈর্ঘ্য থ্রেড উপাধিতে নির্দেশিত হয় না, অন্যান্য ক্ষেত্রে মেক-আপের দৈর্ঘ্য নির্দেশ করা প্রয়োজন, উদাহরণস্বরূপ:
M18 x 1.5-4 এইচ 5এইচ-এলএইচ- বাদাম, পিচ 1.5; ডি = 18; টিডি 2 দ্বারা 4 এইচ, টিডি 1 থেকে 5 এইচ, থ্রেড বাম; (ঘড়ির কাঁটার বিপরীত দিকে স্ক্রু করুন);
M18-6 এইচ- বড় পিচ বাদাম আর= 2.5, নির্ভুলতার 6 তম ডিগ্রী: প্রধান বিচ্যুতি সহ এইচমাঝারি এবং অভ্যন্তরীণ ব্যাসের জন্য;
M18-6 g-40 - মোটা পিচ বল্টু আর= 2.5, মূল বিচ্যুতির সাথে নির্ভুলতার 6 তম ডিগ্রী g, মাঝারি এবং বাইরের ব্যাসের জন্য, মেক আপ দৈর্ঘ্য 40 মিমি। পূর্বে প্রতিষ্ঠিত অনুশীলন অনুসারে, সহনশীলতা ক্ষেত্রগুলি শর্তসাপেক্ষে তিনটি নির্ভুলতা শ্রেণিতে বিভক্ত এবং মেক-আপের দৈর্ঘ্যের উপর নির্ভর করে ব্যবহারের জন্য সুপারিশ করা হয় (টেবিল 5.8 দেখুন)।

ভাত। 5.4। একটি ফাঁক সহ মেট্রিক থ্রেডের প্রধান বিচ্যুতি:
একটি -বহিরঙ্গন জন্য; খ -অভ্যন্তরীণ জন্য
T a b l e 5.8
GOST 16093 অনুযায়ী একটি ফাঁক সহ মেট্রিক থ্রেডের জন্য সহনশীলতা ক্ষেত্র
(সীমিত নির্বাচন)
নির্ভুল
|
|
দ্রষ্টব্য: 1. পছন্দের সহনশীলতা ক্ষেত্রগুলি একটি বাক্সে আবদ্ধ।
2. বন্ধনীতে আবদ্ধ সহনশীলতা ক্ষেত্র ব্যবহার করার পরামর্শ দেওয়া হয় না।
সুনির্দিষ্ট গ্রেড সূক্ষ্ম পিচ থ্রেড, সূক্ষ্ম কাইনেম্যাটিক টুল থ্রেড এবং থ্রেড গঠনের সরঞ্জামগুলিতে প্রযোজ্য।
মধ্যবিত্তরা সবচেয়ে বেশি ব্যবহার করেছে। যান্ত্রিক প্রকৌশলে, সূক্ষ্ম পিচ সহ থ্রেডগুলির জন্য সবচেয়ে সাধারণ ব্যবহার হল বোল্টের জন্য 5g6g এবং বাদামের জন্য 5H।
মোটা গ্রেড দীর্ঘ অন্ধ গর্ত থ্রেডিং জন্য ব্যবহার করা হয় যেখানে সঠিকতা প্রয়োজনীয়তা হ্রাস করা হয়।
1-600 মিমি ব্যাসের জন্য বড় এবং ছোট ধাপ সহ মেট্রিক থ্রেডের সহনশীলতা GOST 16093-2004 দ্বারা নিয়ন্ত্রিত হয়।
থ্রেডটি সম্পূর্ণরূপে পাঁচটি পরামিতি দ্বারা নির্ধারিত হয়: তিনটি ব্যাস, পিচ এবং পক্ষের প্রবণতার কোণ। যাইহোক, শুধুমাত্র গড় ব্যাস (একটি বোল্ট এবং নাটের জন্য), বাইরের ব্যাস (1 (বাহ্যিক থ্রেড - বোল্টের জন্য) এবং ভিতরের ব্যাস /), (অভ্যন্তরীণ থ্রেডগুলির জন্য - বাদাম) সহনশীলতার সাথে স্বাভাবিক করা হয়।
ক্লিয়ারেন্স সহ ল্যান্ডিং
স্ট্যান্ডার্ড নির্ভুলতার ডিগ্রী নিয়ন্ত্রণ করে যা বাহ্যিক এবং অভ্যন্তরীণ থ্রেডের ব্যাসের সহনশীলতা নির্ধারণ করে (সারণী 5.53), পাশাপাশি মৌলিক বিচ্যুতির সিরিজ (বোল্টের জন্য উপরের এবং বাদামের জন্য নিম্ন) (সারণী 5.54)।
নামমাত্র প্রোফাইলের সাপেক্ষে সহনশীলতা ক্ষেত্রগুলির অবস্থান নির্ধারণকারী প্রধান বিচ্যুতিগুলি শুধুমাত্র থ্রেড পিচের উপর নির্ভর করে (I এবং H ব্যতীত)। একটি প্রদত্ত পিচ সহ থ্রেডগুলির জন্য, সমস্ত ব্যাসের জন্য একই নামের বিচ্যুতিগুলি (বাহ্যিক, মধ্যম, অভ্যন্তরীণ) সমান।

সমস্ত বিচ্যুতি এবং সহনশীলতা থ্রেড অক্ষের লম্ব দিকের নামমাত্র প্রোফাইল থেকে পরিমাপ করা হয় (চিত্র 5.101)। ডায়াগ্রামে, এটি অর্ধেক মান নির্দেশ করার প্রথাগত, অনুমান করে যে দ্বিতীয় অর্ধেকগুলি ব্যাসযুক্তভাবে বিপরীত প্রোফাইলে অবস্থিত।
প্রধান বিচ্যুতির মানগুলি সূত্র দ্বারা নির্ধারিত হয়:

দ্বিতীয় সীমা বিচ্যুতি থ্রেডের নির্ভুলতার স্বীকৃত ডিগ্রী দ্বারা নির্ধারিত হয় (ei = ex - /Ti/; ei = ex - /Ti/,; £5 = £/ + /TO,; £5 = ЕІ + /TTL ) প্রধান বিচ্যুতির সংমিশ্রণ, অক্ষর দ্বারা চিহ্নিত, যথার্থতার গৃহীত ডিগ্রির জন্য সহনশীলতা সহনশীলতা ক্ষেত্র তৈরি করে।
টেবিলে. 5.55 GOST 16093-81 দ্বারা প্রদত্ত সহনশীলতার ক্ষেত্রগুলি দেখায়৷
ল্যান্ডিংগুলি টেবিলে দেওয়া যেকোনো সহনশীলতা ক্ষেত্রগুলির সংমিশ্রণ দ্বারা গঠিত হতে পারে। 5.55। একই নির্ভুলতা শ্রেণীর সহনশীলতা ক্ষেত্রগুলিকে একত্রিত করা বাঞ্ছনীয়।

ভাত। 5.101।

মেক আপ দৈর্ঘ্য. নির্ভুলতার ডিগ্রী নির্বাচন করতে, থ্রেড মেক-আপের দৈর্ঘ্যের উপর নির্ভর করে, মেক-আপের দৈর্ঘ্যের তিনটি গ্রুপ প্রতিষ্ঠিত হয়: 5-ছোট (2.24L/0-2 এর কম),< Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
থ্রেড নির্ভুলতা ক্লাস। নির্ভুলতা ক্লাসের ধারণা শর্তসাপেক্ষ। অঙ্কনগুলিতে, শুধুমাত্র সহনশীলতা ক্ষেত্রগুলি নির্দেশিত হয়, এবং থ্রেড নির্ভুলতার তুলনামূলক মূল্যায়নের জন্য নির্ভুলতা ক্লাস ব্যবহার করা হয়। ক্রিটিক্যাল স্ট্যাটিকালি লোড থ্রেডেড কানেকশনের জন্য সঠিক ক্লাসের সুপারিশ করা হয়; মধ্যবিত্ত- থ্রেড জন্য সাধারন ব্যবহারএবং রুক্ষ শ্রেণী - হট-রোল্ড ফাঁকা জায়গায় থ্রেড কাটার সময়, লম্বা অন্ধ গর্তে ইত্যাদি।
থ্রেড সহনশীলতা. সমস্ত ব্যাসের জন্য সহনশীলতার একটি সিরিজ 6 তম ডিগ্রী নির্ভুলতার একটি সিরিজ দ্বারা গৃহীত হয়েছিল। একটি সাধারণ মেক-আপ দৈর্ঘ্যের সাথে 6 তম ডিগ্রী নির্ভুলতার জন্য থ্রেড ব্যাসের সহনশীলতা সূত্র দ্বারা নির্ধারিত হয়:
বোল্টের গড় থ্রেড ব্যাসের জন্য -
![]()
বল্টু বাইরের ব্যাস জন্য
![]()
বাদাম ভিতরের ব্যাস জন্য

মধ্যম বাদাম ব্যাস জন্য
![]()
যেখানে /° মিমিতে নেওয়া হয়; d - নামমাত্র ব্যাসের ব্যবধানের চরম মানের জ্যামিতিক গড়; জি - মাইক্রোনে।
নির্ভুলতার অন্যান্য ডিগ্রির সহনশীলতাগুলি নিম্নলিখিত সহগ দ্বারা নির্ভুলতার 6 তম ডিগ্রির সহনশীলতাকে গুণ করে নির্ধারণ করা হয়:
|
নির্ভুলতা ডিগ্রী |
|||||||
|
গুণাঙ্ক |
অভ্যন্তরীণ ব্যাস সহনশীলতা
হস্তক্ষেপ অবতরণ
বাহ্যিক কারণের (কম্পন, তাপমাত্রা, ইত্যাদি) প্রভাবে অপারেশন চলাকালীন সম্ভাব্য স্ব-আনস্ক্রুইংয়ের কারণে অ্যাসেম্বলি ডিজাইন বোল্ট-নাট টাইপ থ্রেডেড সংযোগ ব্যবহারের অনুমতি দেয় না এমন ক্ষেত্রে গড় ব্যাসের সাথে মাপসই হস্তক্ষেপ ব্যবহার করা হয়।
একটি হস্তক্ষেপ ফিট সঙ্গে থ্রেড ব্যাস জন্য সহনশীলতা ক্ষেত্রের অবস্থান ডুমুর দেখানো হয়েছে. 5.102।
হস্তক্ষেপ ফিট শুধুমাত্র গর্ত সিস্টেম প্রদান করা হয়.
গোষ্ঠীতে বাছাই করা অংশগুলির গড় থ্রেড ব্যাসের সহনশীলতা হল প্রকৃত গড় ব্যাসের সহনশীলতা (একটি ফাঁক সহ থ্রেডগুলির বিপরীতে, যেখানে গড় ব্যাসের জন্য সহনশীলতা মোট), এবং গোষ্ঠীতে বাছাই করা হয় না - মোট।

ভাত। 5.102।
বাহ্যিক থ্রেডের অভ্যন্তরীণ ব্যাসের জন্য সহনশীলতা প্রতিষ্ঠিত হয় না। এটি থ্রেড গহ্বরের আকারের সীমাবদ্ধ বিচ্যুতি দ্বারা সীমাবদ্ধ।
সহনশীলতা ক্ষেত্র গঠন করতে, প্রধান বিচ্যুতি এবং নির্ভুলতার ডিগ্রী ব্যবহার করা হয়। হস্তক্ষেপ ফিট সহ থ্রেডগুলিতে, থ্রেড পিচ এবং ব্যাসের নির্ভুলতার ডিগ্রির উপর নির্ভর করে নিম্নলিখিত প্রধান বিচ্যুতিগুলি প্রতিষ্ঠিত হয় (সারণী 5.56)।

একটি হস্তক্ষেপ ফিট সঙ্গে অবতরণ সহনশীলতা ক্ষেত্র টেবিল দেওয়া হয়. ৫.৫৭।
প্রিলোড করা থ্রেডগুলির জন্য, বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলির আকারে অনুমোদিত বিচ্যুতিগুলিও প্রতিষ্ঠিত হয়, যা গড় ব্যাসের বৃহত্তম এবং ক্ষুদ্রতম প্রকৃত মানের মধ্যে পার্থক্য দ্বারা নির্ধারিত হয়। তাদের মান গড় ব্যাস সহনশীলতার 25% অতিক্রম করা উচিত নয়।
স্ট্যান্ডার্ডটি পিচের বিচ্যুতি এবং প্রোফাইলের পাশের প্রবণতার কোণও স্থাপন করে, যা মেক-আপের মানক দৈর্ঘ্যকে নির্দেশ করে (সারণী 5.58)।
থ্রেড আকৃতি বিচ্যুতি, পিচ বিচ্যুতি এবং প্রবণ কোণ বিচ্যুতি বাধ্যতামূলক নিয়ন্ত্রণের বিষয় নয়, যদি না অন্যথায় নির্দিষ্ট করা হয়।
ক্রান্তিকালীন অবতরণ
ট্রানজিশন ফিটের জন্য মেট্রিক থ্রেড সহনশীলতা 5 থেকে 45 মিমি ব্যাস সহ বাহ্যিক থ্রেড সহ ইস্পাত অংশগুলির জন্য প্রতিষ্ঠিত হয়, একটি মেক-আপ দৈর্ঘ্য সহ স্টিলের অংশগুলিতে অভ্যন্তরীণ থ্রেডগুলির সাথে মিলিত হয় / = (I ... 1.25) 4 ঢালাই লোহার সাথে / = (1, 25...1.5)


ট্রানজিশনাল ল্যান্ডিং পাওয়ার জন্য সহনশীলতা ক্ষেত্র এবং তাদের সংমিশ্রণগুলি টেবিলে দেওয়া হয়েছে। 5.59, এবং ডুমুরে সহনশীলতা ক্ষেত্রগুলির বিন্যাস। 5.103।

ট্রানজিশনাল ল্যান্ডিংগুলি থ্রেডের একযোগে জ্যামিংয়ের সাথে ব্যবহার করা হয় (জ্যামিংয়ের সবচেয়ে সাধারণ পদ্ধতি হল অভ্যন্তরীণ থ্রেড সহ অংশগুলিতে থ্রেড চালানোর উপর জোর দিয়ে থ্রেডযুক্ত রডকে শক্ত করা)। গর্তে থ্রেডের বিকৃতি এড়াতে, একটি শঙ্কুযুক্ত কাউন্টারসিঙ্ক সরবরাহ করা হয়।
বাহ্যিক থ্রেডের গড় ব্যাসের প্রধান বিচ্যুতির সংখ্যাসূচক মানগুলি সূত্র দ্বারা গণনা করা হয়:

সূত্রে, P-এর মান mm-এ প্রতিস্থাপিত হয়, এবং e/-এর মান মাইক্রোনে প্রাপ্ত হয়।

ভাত। 5.103।
গণনা করা মানগুলিকে Da40 সিরিজের নিকটতম পছন্দের সংখ্যার সাথে পূর্ণ করা হয়।
বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলির গড় ব্যাসের সহনশীলতা সূত্র দ্বারা নির্ধারিত হয়:
যেখানে a1 হল GOST 16093-2004 অনুযায়ী নামমাত্র থ্রেড ব্যাসের ব্যবধানের স্বতন্ত্র মানের জ্যামিতিক গড়, মিমিতে P - মিমি, T - মাইক্রোনে।
ট্রানজিশনাল ফিটগুলিতে থ্রেডগুলির জন্য, সেইসাথে হস্তক্ষেপের ক্ষেত্রে, বাহ্যিক এবং অভ্যন্তরীণ থ্রেডগুলির আকারে অনুমোদিত বিচ্যুতিগুলি প্রতিষ্ঠিত হয়, গড় ব্যাসের বৃহত্তম এবং ক্ষুদ্রতম প্রকৃত মানের মধ্যে পার্থক্য দ্বারা নির্ধারিত হয়। তারা গড় ব্যাসের সহনশীলতার 25% অতিক্রম করতে হবে না। স্ট্যান্ডার্ডটি প্রোফাইলের পাশের পিচ এবং প্রবণতার কোণের বিচ্যুতিও স্থাপন করে, যা মানক মেক-আপ দৈর্ঘ্যকে নির্দেশ করে (টেবিল 5.58 দেখুন)। থ্রেডের আকারে বিচ্যুতি, পিচের বিচ্যুতি এবং প্রবণতার কোণ হল বাধ্যতামূলক নিয়ন্ত্রণের বিষয় নয়, যদি না অন্যথায় নির্দিষ্ট করা হয়।
মেট্রিক থ্রেড হল পণ্যের বাইরের বা ভিতরের পৃষ্ঠে একটি স্ক্রু থ্রেড। প্রোট্রুশন এবং ডিপ্রেশনের আকৃতি যা এটি তৈরি করে একটি সমদ্বিবাহু ত্রিভুজ। এই থ্রেডটিকে মেট্রিক বলা হয় কারণ এর সমস্ত জ্যামিতিক পরামিতি মিলিমিটারে পরিমাপ করা হয়। এটি নলাকার এবং শঙ্কুযুক্ত উভয় পৃষ্ঠে প্রয়োগ করা যেতে পারে এবং বিভিন্ন উদ্দেশ্যে ফাস্টেনার তৈরির জন্য ব্যবহার করা যেতে পারে। উপরন্তু, বাঁক উত্থানের দিকের উপর নির্ভর করে, মেট্রিক টাইপ থ্রেড ডান বা বাম। মেট্রিক ছাড়াও, আপনি জানেন, অন্যান্য ধরণের থ্রেড রয়েছে - ইঞ্চি, পিচ, ইত্যাদি। একটি পৃথক বিভাগ হল মডুলার থ্রেড, যা কৃমি গিয়ার উপাদান তৈরির জন্য ব্যবহৃত হয়।
মূল পরামিতি এবং অ্যাপ্লিকেশন
সবচেয়ে সাধারণ হল মেট্রিক থ্রেড যা একটি নলাকার আকৃতির বাইরের এবং ভিতরের পৃষ্ঠগুলিতে প্রয়োগ করা হয়। তিনিই প্রায়শই বিভিন্ন ধরণের ফাস্টেনার তৈরিতে ব্যবহৃত হয়:
- নোঙ্গর এবং প্রচলিত বল্টু;
- বাদাম
- hairpins;
- স্ক্রু, ইত্যাদি
একটি শঙ্কু আকৃতির অংশগুলি, যার পৃষ্ঠে একটি মেট্রিক টাইপ থ্রেড প্রয়োগ করা হয়, এমন ক্ষেত্রে প্রয়োজন হয় যেখানে সংযোগ তৈরি করা হচ্ছে উচ্চ নিবিড়তা দেওয়া প্রয়োজন। শঙ্কুযুক্ত পৃষ্ঠগুলিতে প্রয়োগ করা মেট্রিক থ্রেডের প্রোফাইল অতিরিক্ত সিলিং উপাদান ব্যবহার না করেও টাইট সংযোগ গঠনের অনুমতি দেয়। এই কারণেই এটি সফলভাবে পাইপলাইনগুলির ইনস্টলেশনে ব্যবহৃত হয় যার মাধ্যমে বিভিন্ন মিডিয়া পরিবহন করা হয়, পাশাপাশি তরল এবং বায়বীয় পদার্থ ধারণকারী কন্টেইনারগুলির জন্য প্লাগ তৈরিতে। মনে রাখবেন যে মেট্রিক ধরণের থ্রেড প্রোফাইল নলাকার এবং শঙ্কুযুক্ত পৃষ্ঠগুলিতে একই।

মেট্রিক টাইপের সাথে সম্পর্কিত থ্রেডের প্রকারগুলি বেশ কয়েকটি পরামিতি অনুসারে আলাদা করা হয়, যার মধ্যে রয়েছে:
- মাত্রা (ব্যাস এবং থ্রেড পিচ);
- বাঁক উত্থানের দিক (বাম বা ডান থ্রেড);
- পণ্যের অবস্থান (অভ্যন্তরীণ বা বাহ্যিক থ্রেড)।
অতিরিক্ত পরামিতি রয়েছে, যার উপর নির্ভর করে মেট্রিক থ্রেডগুলি বিভিন্ন প্রকারে বিভক্ত।


জ্যামিতিক পরামিতি
জ্যামিতিক পরামিতিগুলি বিবেচনা করুন যা মেট্রিক টাইপ থ্রেডের প্রধান উপাদানগুলিকে চিহ্নিত করে।
- নামমাত্র থ্রেড ব্যাস D এবং d অক্ষর দ্বারা চিহ্নিত করা হয়। এই ক্ষেত্রে, অক্ষর D মানে বহিরাগত থ্রেডের নামমাত্র ব্যাস, এবং অক্ষর d মানে অভ্যন্তরীণ থ্রেডের একই প্যারামিটার।
- গড় থ্রেড ব্যাস, তার বাহ্যিক বা অভ্যন্তরীণ অবস্থানের উপর নির্ভর করে, D2 এবং d2 অক্ষর দ্বারা নির্দেশিত হয়।
- থ্রেডের অভ্যন্তরীণ ব্যাস, তার বাহ্যিক বা অভ্যন্তরীণ অবস্থানের উপর নির্ভর করে, D1 এবং d1 মনোনীত হয়।
- বোল্টের অভ্যন্তরীণ ব্যাসটি এই জাতীয় ফাস্টেনারের কাঠামোতে উত্পন্ন চাপগুলি গণনা করতে ব্যবহৃত হয়।
- থ্রেড পিচ সংলগ্ন থ্রেডযুক্ত বাঁকগুলির শীর্ষ বা খাদের মধ্যে দূরত্বকে চিহ্নিত করে। একই ব্যাসের একটি থ্রেডেড উপাদানের জন্য, একটি প্রধান পিচ আলাদা করা হয়, সেইসাথে কম জ্যামিতিক পরামিতি সহ একটি থ্রেড পিচ। P অক্ষরটি এই গুরুত্বপূর্ণ বৈশিষ্ট্যটি বোঝাতে ব্যবহৃত হয়।
- থ্রেড স্ট্রোক হল একটি হেলিকাল পৃষ্ঠ দ্বারা গঠিত সন্নিহিত বাঁকগুলির শীর্ষ বা খাদের মধ্যে দূরত্ব। থ্রেড সীসা, যা একটি হেলিকাল সারফেস (একক-শুরু) দ্বারা তৈরি হয়, তার পিচের সমান। উপরন্তু, থ্রেড স্ট্রোক যে মানটির সাথে সঙ্গতিপূর্ণ তা থ্রেডেড উপাদানটির রৈখিক আন্দোলনের পরিমাণকে একটি বিপ্লবে সঞ্চালিত করে।
- একটি প্যারামিটার যেমন ত্রিভুজের উচ্চতা যা থ্রেডেড উপাদানগুলির প্রোফাইল গঠন করে তা H অক্ষর দ্বারা চিহ্নিত করা হয়।

মেট্রিক থ্রেড ব্যাসের জন্য মান সারণী (সমস্ত প্যারামিটার মিলিমিটারে)
মেট্রিক থ্রেড ব্যাস মান (মিমি)
GOST 24705-2004 অনুযায়ী মেট্রিক থ্রেডের সম্পূর্ণ টেবিল (সমস্ত প্যারামিটার মিলিমিটারে)
GOST 24705-2004 অনুযায়ী মেট্রিক থ্রেডের সম্পূর্ণ সারণী
মেট্রিক টাইপ থ্রেডের প্রধান পরামিতিগুলি বেশ কয়েকটি নিয়ন্ত্রক নথি দ্বারা নির্দিষ্ট করা হয়।GOST 8724
এই স্ট্যান্ডার্ডে থ্রেড পিচ এবং এর ব্যাসের পরামিতিগুলির প্রয়োজনীয়তা রয়েছে। GOST 8724, যার বর্তমান সংস্করণটি 2004 সালে কার্যকর হয়েছিল, এটি আন্তর্জাতিক মানের ISO 261-98 এর একটি অ্যানালগ। পরেরটির প্রয়োজনীয়তাগুলি 1 থেকে 300 মিমি ব্যাস সহ মেট্রিক থ্রেডগুলিতে প্রযোজ্য। এই নথির সাথে তুলনা করে, GOST 8724 ব্যাসের বিস্তৃত পরিসরের (0.25-600 মিমি) জন্য বৈধ। এই মুহুর্তে, GOST 8724 2002-এর সংশোধন, যা GOST 8724 81-এর পরিবর্তে 2004 সালে কার্যকর হয়েছিল, প্রাসঙ্গিক। এটি মনে রাখা উচিত যে GOST 8724 একটি মেট্রিক থ্রেডের নির্দিষ্ট পরামিতিগুলিকে নিয়ন্ত্রণ করে, যার জন্য প্রয়োজনীয়তাগুলি দ্বারা নির্ধারিত হয় অন্যান্য থ্রেড মান. GOST 8724 2002 (পাশাপাশি অন্যান্য অনুরূপ নথি) ব্যবহার করার সুবিধা হল যে এটিতে থাকা সমস্ত তথ্য টেবিলের মধ্যে রয়েছে যা উপরের সীমার ব্যাস সহ মেট্রিক থ্রেডগুলি অন্তর্ভুক্ত করে। উভয় বাম-হাত এবং ডান-হাত মেট্রিক টাইপ থ্রেড এই মান প্রয়োজনীয়তা মেনে চলতে হবে।
GOST 24705 2004এই স্ট্যান্ডার্ড মেট্রিক থ্রেডের প্রধান মাত্রাগুলি কী হওয়া উচিত তা নির্দিষ্ট করে। GOST 24705 2004 সমস্ত থ্রেডের ক্ষেত্রে প্রযোজ্য, যার জন্য প্রয়োজনীয়তাগুলি GOST 8724 2002, সেইসাথে GOST 9150 2002 দ্বারা নিয়ন্ত্রিত হয়৷
GOST 9150এটি একটি নিয়ন্ত্রক নথি যা একটি মেট্রিক থ্রেড প্রোফাইলের প্রয়োজনীয়তা নির্দিষ্ট করে। GOST 9150, বিশেষত, বিভিন্ন আকারের প্রধান থ্রেডেড প্রোফাইলের সাথে মিল থাকা উচিত জ্যামিতিক পরামিতিগুলির ডেটা রয়েছে। 2002 সালে বিকশিত GOST 9150-এর প্রয়োজনীয়তাগুলি, সেইসাথে দুটি পূর্ববর্তী মান, মেট্রিক থ্রেডের ক্ষেত্রে প্রযোজ্য, যার বাঁকগুলি বাম থেকে উপরে উঠে (ডান-হাতের ধরন), এবং যাদের হেলিক্স বাম দিকে (বাম দিকে) উঠে তাদের ক্ষেত্রে - হাতের ধরন)। এই নিয়ন্ত্রক নথির বিধানগুলি GOST 16093 (পাশাপাশি GOSTs 24705 এবং 8724) দ্বারা প্রদত্ত প্রয়োজনীয়তার সাথে ঘনিষ্ঠভাবে সম্পর্কিত।
GOST 16093এই মান মেট্রিক থ্রেডের জন্য সহনশীলতার প্রয়োজনীয়তা নির্দিষ্ট করে। উপরন্তু, GOST 16093 একটি মেট্রিক টাইপ থ্রেডের পদবী কিভাবে বাহিত করা উচিত তা নির্ধারণ করে। GOST 16093 সর্বশেষ সংস্করণে, যা 2005 সালে কার্যকর হয়েছিল, আন্তর্জাতিক মানের ISO 965-1 এবং ISO 965-3 এর বিধানগুলি অন্তর্ভুক্ত করে৷ বাম-হাত এবং ডান-হাতের থ্রেড উভয়ই GOST 16093-এর মতো নিয়ন্ত্রক নথির প্রয়োজনীয়তার অধীনে পড়ে।
মেট্রিক টাইপ থ্রেড টেবিলে নির্দেশিত প্রমিত পরামিতিগুলি ভবিষ্যতের পণ্যের অঙ্কনে থ্রেডের আকারের সাথে মিলিত হতে হবে। যে সরঞ্জামটি দিয়ে এটি কাটা হবে তার পছন্দটি এই পরামিতিগুলি দ্বারা নির্ধারণ করা উচিত।
পদবী বিধি
একটি মেট্রিক থ্রেডের একটি নির্দিষ্ট ব্যাসের সহনশীলতা ক্ষেত্র নির্দেশ করতে, একটি সংখ্যার সংমিশ্রণ ব্যবহার করা হয়, যা থ্রেডের নির্ভুলতা শ্রেণি নির্দেশ করে এবং একটি অক্ষর যা প্রধান বিচ্যুতি নির্ধারণ করে। থ্রেড সহনশীলতা ক্ষেত্রটি দুটি আলফানিউমেরিক উপাদান দ্বারাও নির্দেশিত হওয়া উচিত: প্রথম স্থানে - সহনশীলতা ক্ষেত্র d2 (মাঝারি ব্যাস), দ্বিতীয় স্থানে - সহনশীলতা ক্ষেত্র d (বাহ্যিক ব্যাস)। যদি বাইরের এবং গড় ব্যাসের সহনশীলতার ক্ষেত্রগুলি মিলে যায়, তবে সেগুলি উপাধিতে পুনরাবৃত্তি হয় না।

নিয়মানুযায়ী, থ্রেড উপাধিটি প্রথমে সংযুক্ত করা হয়, তারপরে সহনশীলতা ক্ষেত্রের উপাধিটি অনুসরণ করা হয়। এটি মনে রাখা উচিত যে চিহ্নিতকরণে থ্রেড পিচ নির্দেশিত নয়। আপনি বিশেষ টেবিল থেকে এই পরামিতি খুঁজে পেতে পারেন।
থ্রেডের উপাধিটি মেক-আপের দৈর্ঘ্য দ্বারা এটি কোন গ্রুপের অন্তর্গত তাও নির্দেশ করে। এই ধরনের তিনটি গ্রুপ আছে:
- এন - স্বাভাবিক, যা উপাধিতে নির্দেশিত নয়;
- এস - সংক্ষিপ্ত;
- এল - দীর্ঘ।
অক্ষর S এবং L, প্রয়োজন হলে, সহনশীলতা জোনের উপাধি অনুসরণ করুন এবং এটি থেকে একটি দীর্ঘ অনুভূমিক রেখা দ্বারা পৃথক করা হয়।

থ্রেডেড সংযোগের ফিট হিসাবে যেমন একটি গুরুত্বপূর্ণ পরামিতি নির্দেশ করতে ভুলবেন না। এটি নিম্নরূপ গঠিত একটি ভগ্নাংশ: লবটিতে, অভ্যন্তরীণ থ্রেডের উপাধিটি তার সহনশীলতার ক্ষেত্রটিকে উল্লেখ করে এবং হরটিতে - বাহ্যিক ধরণের থ্রেডের জন্য সহনশীলতার ক্ষেত্রের উপাধিটি সংযুক্ত করা হয়।

সহনশীলতা ক্ষেত্র
একটি মেট্রিক থ্রেডেড উপাদানের সহনশীলতা ক্ষেত্র তিনটি প্রকারের একটি হতে পারে:
- সুনির্দিষ্ট (এই ধরনের সহনশীলতা ক্ষেত্রগুলির সাথে, একটি থ্রেড তৈরি করা হয়, যার নির্ভুলতা অত্যন্ত দাবি করা হয়);
- মাধ্যম (সাধারণ উদ্দেশ্য থ্রেডের জন্য সহনশীলতা ক্ষেত্রগুলির একটি গ্রুপ);
- রুক্ষ (যেমন সহনশীলতা ক্ষেত্রগুলির সাথে, থ্রেডিং হট-রোল্ড বারগুলিতে এবং গভীর অন্ধ গর্তে সঞ্চালিত হয়)।

থ্রেডের জন্য সহনশীলতা ক্ষেত্রগুলি বিশেষ টেবিল থেকে নির্বাচন করা হয়, যখন নিম্নলিখিত সুপারিশগুলি অনুসরণ করা আবশ্যক:
- প্রথমত, বোল্ডে সহনশীলতা ক্ষেত্রগুলি নির্বাচন করা হয়;
- দ্বিতীয় - সহনশীলতা ক্ষেত্রগুলিতে, যে মানগুলি টেবিলে হালকা ফন্টে প্রবেশ করানো হয়েছে;
- তৃতীয় - সহনশীলতা ক্ষেত্রগুলিতে, মানগুলি যা বন্ধনীতে নির্দেশিত হয়;
- চতুর্থ (বাণিজ্যিক ফাস্টেনারদের জন্য) - সহনশীলতা ক্ষেত্র, যার মানগুলি বর্গাকার বন্ধনীতে রয়েছে।
কিছু ক্ষেত্রে, d2 এবং d এর সংমিশ্রণ দ্বারা গঠিত সহনশীলতা ক্ষেত্রগুলি ব্যবহার করার অনুমতি দেওয়া হয় যা টেবিলে নেই। পরবর্তীকালে প্রলিপ্ত থ্রেডগুলির জন্য সহনশীলতা এবং সীমা বিচ্যুতিগুলি থ্রেডযুক্ত পণ্যের মাত্রাগুলির সাথে সম্পর্কিত বিবেচনায় নেওয়া হয় যা এখনও এই জাতীয় আবরণের সাথে চিকিত্সা করা হয়নি।