Способы расчёта норм времени, норм выработки, норм обслуживания и норм численности. Оперативное время Оперативное время включает в себя
Оперативное время
условное время, применяемое на командно-штабных учениях и играх, штабных тренировках, при групповых упражнениях, на занятиях по боевой и оперативной подготовке и др., в течение которого осуществляется замысел и решаются задачи, поставленные перед участниками указанных действий.
EdwART. Словарь терминов МЧС , 2010
Смотреть что такое "Оперативное время" в других словарях:
оперативное время - Часть штучного времени, равная сумме основного и вспомогательного времени. [ГОСТ 3.1109 82] Тематики технологические процессы в целом EN base cycle time DE operative Zeit …
Оперативное время - 75. Оперативное время D. Operative zeit E. Base cycle time Источник: ГОСТ 3.1109 82: Единая система технологической документации. Термины и определения основных понятий …
Оперативное время - условное время (часы, минуты, дата), применяемое на командно штабных учениях и групповых тактических занятиях для розыгрыша очередного этапа учения или решения вводной по состоянию на опредет ленное, указанное в плане учения (занятия) время… … Краткий словарь оперативно-тактических и общевоенных терминов
Оперативное время - условное время, применяемое на командно штабных учениях и играх, штабных тренировках, при групповых упражнениях, на занятиях по боевой и оперативной подготовке и др., в течение которого осуществляется замысел и решаются задачи, поставленные… … Гражданская защита. Понятийно-терминологический словарь
оперативное время технического обслуживания (ремонта) - Затраты времени исполнителя на выполнение операции технического обслуживания (ремонта), определяемые конструкцией и техническим состоянием объекта. Пояснения Понятие "Оперативное время технического обслуживания (ремонта)" используется… … Справочник технического переводчика
Оперативное время технического обслуживания - (ремонта) – затраты времени исполнителя на выполнение операции технического обслуживания (ремонта), определяемые конструкцией и техническим состоянием объекта. Пояснения. Понятие “Оперативное время технического обслуживания… … Энциклопедия терминов, определений и пояснений строительных материалов
оперативное время профилактического обслуживания - — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN active preventive maintenance time … Справочник технического переводчика
Оперативное время работы устройства цифровой вычислительной системы - 9. Оперативное время работы устройства цифровой вычислительной системы Оперативное время работы устройства Интервал времени, в течение которого устройство находится во включенном и работоспособном состоянии под функционально обусловленной… … Словарь-справочник терминов нормативно-технической документации
Оперативное время технического обслуживания (ремонта) - 3 . Оперативное время технического обслуживания (ремонта) Затраты времени исполнителя на выполнение операции технического обслуживания (ремонта), определяемые конструкцией и техническим состоянием объекта Источник … Словарь-справочник терминов нормативно-технической документации
Страна: Куба Основ … Википедия
Книги
- Управление поступками подчиненных. Эффективное оперативное управление (двухдневный семинар) (CDmp3) , Фридман Александр. Содержание курса: - Введение в эксплуатацию человека человеком: Власть как основа эффективного управления, и как ею пользоваться. Основные инструменты оперативного управления -…
- Принципы теоретической лингвистики. Сборник неизданных текстов, подготовленный под руководством и с предисловием Рока Валена , Гийом Г.. Предлагаемая вниманию читателей книга представляет собой сборник неопубликованных текстов известного французского лингвиста Гюстава Гийома (1883-1960), основателя школы психосистематики и…
Так как затраты рабочего времени разнообразны, их классифицируют в целях изучения и анализа. Классификация является основой для изучения фактических затрат рабочего времени, сопоставления и анализа результатов наблюдения в целях выявления резервов роста производительности труда, определения необходимых затрат времени по элементам трудового процесса и установления норм.
Под рабочим временем понимается время, в течение которого работник в соответствии с правилами внутреннего трудового распорядка и условиями трудового договора должен исполнять трудовые обязанности, а также время, которое трудящийся находится на предприятии в связи с выполняемой им работой. 1
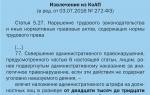
В зависимости от назначения рабочее время делится на время работы и время перерывов (рис. 1.1).
Рис. 3.1. Классификация затрат рабочего времени
Время работы – период времени, в течение которого исполнитель производит действия, связанные с выполняемой им работой, подразделяется на: работу по выполнению производственного задания (Т пз) и работу, не предусмотренную производственным заданием (Т нз).
К работе, не обусловленной производственным заданием, относятся случайные работы , вызванные производственной необходимостью (хождение за нарядами, техдокументацией, сырьем, заготовками, инструментом; поиск мастера, наладчика, инструмента и приспособлений; выполнение не предусмотренных заданием подсобных и ремонтных работ и т.п.). Эта категория включает также непроизводительные работы , не дающие прироста продукции или улучшения ее качества: изготовление и исправление брака, снятие излишнего припуска с заготовки и т.п.
Время выполнения производственного задания по видам затрат рабочего времени подразделяется на подготовительно-заключительное, оперативное время и время обслуживания рабочего места (рис. 1.2).

Рис. 1.2. Классификация времени работы по видам затрат рабочего времени
Подготовительно-заключительное время (Т пз) – время, затрачиваемое на подготовку себя и средств производства к выполнению производственного задания и его окончание:
получение задания (наряда) материалов, инструментов, приспособлений, технической документации;
ознакомление с работой, документацией;
установка инструмента, приспособлений, настройка оборудования на требуемый технологический режим, снятие инструмента и приспособлений после выполнения определенной работы.
сдача готовой работы, оформление документации на выполненную работу.
Особенностью подготовительно – заключительного времени является то, что его величина определяется типом производства и уровнем организации труда, а не объемом работ. Например, в единичном и мелкосерийном производстве Т пз составляет 11-15% от рабочего времени, что объясняется частой переналадкой оборудования на другую продукцию и отсутствием загрузки рабочего места постоянной работы. В массовом производстве оно составляет только 1 – 2% и обычно отдельно не выделяется.
Оперативное время (Т оп), – время, затрачиваемое на непосредственное изменение формы, размера или свойства предмета труда. Подразделяется на основное и вспомогательное.
Основное (Т ос), или технологическое, время – это время, затраченное непосредственно на изменение предмета труда.
В течение вспомогательного времени (Т вс) выполняются действия, необходимые для осуществления основной работы. Включает: питание машин и аппаратов сырьем, установку и снятие детали, съем готовой продукции, управление оборудованием, смену инструмента, контрольные замеры.
Время обслуживания рабочего места (Т обс ) – время, затрачиваемое работником на поддержание чистоты и порядка на рабочем месте, уход за оборудованием в процессе работы. При машинных и машинно-ручных работах подразделяется на время технического и организационного обслуживания.
Время технического обслуживания (Т обстех ) – время, затрачиваемое на подналадку оборудования в процессе работы, замену износившегося инструмента, заточку, чистку, смазку оборудования.
Время организационного обслуживания (Т обсорг ) – время, затрачиваемое работником на поддержание чистоты и порядка на рабочем месте, включает: раскладку и уборку инструмента, документации, уборку отходов, рабочего места в конце смены, перемещение тары с деталями в пределах рабочего места.
Время перерывов – время, в течение которого исполнитель не принимает участия в работе, время перерывов подразделяется на два вида – регламентированные и нерегламентированные перерывы.
Рассмотрим классификацию времени перерывов в работе (рис. 1.3.)
Регламентированные перерывы – время перерывов, установленное нормативными материалами для определенных видов работ, включаемое в состав нормы времени. К ним относятся:

Рис. 1.3. Классификация времени перерывов в работе
перерывы на отдых и личные надобности (Т отл) используются для отдыха работника в целях поддержания нормальной работоспособности и личной гигиены;
перерывы организационно-технического характера обусловлены установленной технологией и организацией производства, их особенностями.
Нерегламентированные перерывы – перерывы, обусловленные различными неполадками на производстве, вызывающими приостановки производственных процессов. К ним относятся:
перерывы из-за нарушения производственного процесса (Т пнт) – перерывы из-за поломок оборудования, отсутствия сырья, материалов, заготовок, инструмента, энергии и т.п.;
перерывы из-за нарушения трудовой дисциплины (Т пнд) – опоздания на работу и преждевременный уход, самовольные отлучки, посторонние разговоры.
В следующей главе рассмотрим методы с помощью которых можно изучить перечисленные выше затраты рабочего времени.
Норма времени на выполнение операции представляет собой суммарное время выполнения разных видов работ, перерывов и прочих действий, связанных с обработкой единицы продукции на рабочем месте. Норма времени имеет определенную структуру (рис. 1.2).
Подготовительно-заключительное время – время на подготовку и завершение обработки партии продукции или смены (получение задания и знакомство с работой, изучение технической документации, установка специальных приспособлений и инструмента, наладка станка и установление режима обработки; сдача работы мастеру или контролеру).
Оперативное время – время непосредственного выполнения технологической операции; включает основное и вспомогательное время. Основное (технологическое) время – время, в течение которого реализуется технологическая цель работы (формообразование, изменение состояния, качества, свойств предмета труда); может быть ручным, машинным, машинноручным. Вспомогательное время – время на действия, обеспечивающие выполнение основной работы (установка и съем детали, подвод-отвод инструмента, пуск и остановка станка, измерение детали); так же может быть ручным, машинным и машинно-ручным.
Время обслуживания рабочего места – время на уход за рабочим местом на протяжении заданной работы и всей смены; включает время технического и организационного обслуживания. Время технического обслуживания – время на смену инструмента при износе или поломке, подналадку оборудования в процессе работы. Время организационного обслуживания – время на раскладку и уборку инструмента в начале и в конце смены, на смазку и чистку станка, уборку рабочего места в течение смены.
Время регламентированных перерывов – время перерывов, которые неизбежны при выполнении заданной работы. Включает время организационно-технологических перерывов, перерывов на отдых и естественные надобности. Время организационно-технологических перерывов – время перерывов, обусловленных ходом технологического процесса и недостаточной синхронизацией операций. Время перерывов на отдых и естественные надобности – время перерывов на обед, производственную гимнастику, отдых и личные надобности. Все остальные перерывы считаются непроизводительными потерями и не нормируются. Не нормируются также затраты времени работы, перекрываемые основным временем (т.е. дейст-
Рис. 1.2.

Рис. 1.3.
виями, выполняемыми параллельно и не требующими дополнительного времени).
Как очевидно из рис. 1.3, полная норма времени на операцию (штучно-калькуляционная норма) Тшк определяется следующим образом:
где t ш = t on + t обсл + t nep – норма штучного времени; t пэ – норма подготовительно-заключительного времени на партию; п – размер партии, шт.; t о – основное время; t*в – вспомогательное время, не перекрываемое основным; t *то – время технического обслуживания, не перекрываемое основным; t *оо – время организационного обслуживания, не перекрываемое основным; t техн – время организационно-технологических перерывов; t отд – время перерывов на отдых и естественные надобности.
Операционный цикл
Операционный цикл – это суммарное время на обработку партии продукции на операции. Напомним, что технологический цикл есть сумма операционных циклов.
Длительность операционного цикла зависит от времени выполнения операции над единицей продукции (штукой) – с;; от числа единиц продукции в партии, поступающей на операцию, – п; от числа рабочих мест на операции (число каналов обслуживания в многоканальном устройстве) – q.
Итак, операционный цикл равен
При этом можно организовать разный порядок прохождения партии через операцию: попереходный или пооперационный. Так, операция может иметь сложную структуру и состоять из многих переходов, выполняемых на одном рабочем месте. Под переходом понимается часть операции, выполняемая над одной или несколькими поверхностями детали одним или несколькими инструментами одновременно в одном режиме. В этом случае на операционный цикл влияет порядок прохождения партии через операцию, так как от этого зависят затраты времени, в частности, на установку и снятие детали в оборудовании, а также на переналадку оборудования при чередовании переходов.
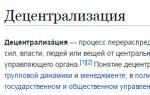
На рис. 1.4 показаны два возможных вида прохождения партии через операцию:
- а) попереходное прохождение , при котором все количество предметов труда проходит сначала через первый переход, затем через второй переход, затем через третий и так до последнего перехода операции. Процесс выполнения операции для отдельных единиц продукции носит прерывный характер, а для партии в целом – непрерывный;
- б) пооперационное прохождение , при котором сначала первый предмет труда проходит через все переходы, затем второй, третий и так до последней единицы партии продукции. Процесс выполнения операции для единицы продукции носит непрерывный характер, а для партии в целом – прерывный.
Целесообразность выбора того или иного вида прохождения партии определяется тем, при каком из них суммарное время на выполнение операции над партией (операционный цикл То) будет минимальным. При попереходном прохождении увеличивается время на установку и снятие каждой детали по каждому переходу, при пооперационном – время на переналадку рабочего места после каждого перехода. Если принять

Рис. 1.4.
а – попереходное; б – пооперационное
для упрощения, что время на обработку по переходам, установку и снятие детали для обоих видов прохождения одинаково, то разница в длительности операционного цикла при попереходном Т оЛ и пооперационном Т оВ прохождении, согласно цикловым графикам на рис. 1.4, будет равна
![]()
где п – размер партии продукции; Р – число переходов в данной операции; t y – время на установку и снятие детали; Тп – время переналадки рабочего места при чередовании переходов.
Хронометраж. Посредством хронометража осуществляются наблюдения и замеры затрат рабочего времени на выполнение отдельных периодически повторяющихся элементов операции. Хронометраж применяется только для изучения основного и вспомогательного времени (оперативного времени). Он позволяет установить наиболее рациональное выполнение входящих в состав операции приемов, нормальную продолжительность их и операции в целом. Нормальная продолжительность приема называется элементной нормой оперативного нормой оперативного времени на операцию.
Работа по проведению хронометража подразделяется на четыре этапа 1) подготовка к наблюдению 2) наблюдение (непосредственный хронометраж) 3) обработка материалов наблюдений и установление элементных норм 4) анализ данных наблюдений и установление норм оперативного времени на операцию.
Анализ данных хронометражных наблюдений дает возможность установить наиболее рациональную последовательность выполнения приемов операции и определить оперативное время . Норма оперативного времени на операцию равна при последовательном выполнении приемов - сумме элементных норм, при параллельном -- максимальной элементной норме при параллельно-последовательном - сумме элементных норм за вычетом времени, которое приходится на приемы, выполняемые одновременно с каким-либо другим приемом.
Основное назначение хронометража - исследование затрат времени на отдельные приемы ручной и машинно-ручной работы для разработки нормативов времени с целью проектирования нормы оперативного времени на операцию в целом. Время, затрачиваемое на подготовительно-заключительные, случайные и непроизводительные работы, а также простои хронометражем не изучают.
Хронометраж применяется прежде всего для изучения оперативного, основного и вспомогательного времени. Он позволяет установить наиболее рациональные приемы, входящие в состав операции, определить нормальную продолжительность ее в целом и отдельных приемов. Нормальная продолжительность приема называется элементной нормой оперативного времени, а нормальная продолжительность операции - нормой оперативного времени на операцию.
Хронометраж - это вид наблюдений, при помощи которого изучают оперативное время (основное и вспомогательное) часто повторяющихся элементов операций. Замеры времени проводят с точностью до 1 с. Основное назначение хронометража - исследование затрат времени на выполнение отдельных приемов ручной и машинно-ручной работы в целях разработки нормативов времени для проектирования нормы оперативного времени на операцию в целом. Время на подготовительно-заключительные, случайные и непроизводительные работы, а также простои хронометражем не изучают. Хронометраж обычно используют для проверки норм времени , установленных расчетным путем, для выяснения причин невыполнения норм отдельными рабочими или вахтами, а также для изучения методов работы передовиков и новаторов производства с целью их распространения.
Нормативная продолжительность изучаемого элемента операции определяется как среднеарифметическая величина устойчивого хронометражного ряда. Норма оперативного времени на операцию в целом равна при последовательном выполнении приемов - сумме элементов норм при параллельном выполнении приемов - максимальной элементной норме при параллельно-последовательном выполнении приемов - сумме элементных норм за вычетом времени, которое приходится на приемы, выполняемые одновременно с другими приемами операции.
Первые два слагаемых представляют собой норму оперативного времени на операцию
Первым этапом расчета нормы штучного времени является определение по нормативным таблицам продолжительностей выполнения отдельных приемов и комплексов приемов работы и их суммирование для установления оперативного времени на операцию в целом.
Эту продолжительность, вычисленную из устойчивого хроноряда по каждому элементу операции, принимают за нормальную длительность изучаемых элементов и используют в качестве исходных данных при разработке или корректировке нормативов или норм оперативного времени на ручные, ручные механизированные, машинно-ручные работы.
Далее, составляющая штучно-калькуляционной нормы времени величина /шт в свою очередь складывается из трех величин затрат оперативного времени на операцию /оп, затрат времени на обслуживание рабочего места /обе, затрат времени на отдых рабочего /отд.
При хронометраже осуществляется наблюдение за использованием рабочего времени на выполнение только основной и вспомогательной работы (т. е. оперативного времени). При этом рабочий процесс расчленяется на рабочие операции , а рабочие операции - на трудовые приемы. С помощью хронометража изучаются только такие рабочие операции , все элементы которых постоянно повторяются в определенной последовательности. Хронометраж дает исходные данные для проектирования норм оперативного времени на рабочие операции и для расчета нормативов на элементы ручной и машинно-ручной работы. Он дает также возможность проверять и уточнять нормы времени , установленные расчетами, изучать передовые методы и приемы труда.
Такой вид формулы штучного времени наиболее удобен для практических расчетов . Однако при бригадной организации труда норма штучного времени на каждую операцию, входящую в бригадный комплект, может состоять только из нормы оперативного времени. Тогда время обслуживания рабочего места и перерывов на отдых и личные надобности будет учтено при определении комплексной нормы выработки.
В результате проведенных исследований сотрудники института составили специальную таблицу коэффициентов, которые используются для получения неполного оперативного времени (без времени на установку и снятие детали) . К неполному оперативному времени прибавляется по дифференцированным нормативам время на установку и снятие детали на станках в зависимости от ее веса. Окончательный результат и будет нормой оперативного времени для данной операции. Однако применять указанные коэффициенты для нормирования вспомогательного времени в серийном и массовом производствах нецелесообразно, так как это приводит к ошибкам при установлении норм оперативного времени. В указанных типах производства рекомендуется пользоваться дифференцированными нормативами или материалами аналитических хронометражных исследований выполнения отдельных операций.
На слесарных работах выполняемые операции часто меняются. По существу подготовительно-заключительное время затрачивается на каждую операцию. Поскольку обычно эти затраты невелики и определение Т на отдельные работы оказывается затруднительным, устанавливается средняя величина подготовительно-заключительного времени в течение смены. Эта величина затем учитывается в норме времени на операцию. Так, время на подготовительно-заключительные работы составляет 3% от оперативного времени Т, состоящего из основного и вспомогательного.
Обработать хронометражные данные. Определить норму оперативного , штучного и штучно-калькуляционного времени на операцию. Рассчитать норму выработки за 6-часовую смену.
Суммарные методы, к. которым относятся опытный, опытно-статистический методы и метод сравнения , предполагают установление норм времени на операцию в целом (суммарно), а не на ее составные элементы. Трудовой процесс, как правило, не анализируется, рациональность выполнения приемов и затраты времени на их выполнение не изучаются. Определение нормы основано на использовании данных оперативного и статистического учета фактических затрат рабочего времени и опыта нормировщиков. При использовании этого метода нормы труда устанавливаются следующими способами 1) при опытном (экспертном) методе нормы определяются на основе опыта нормировщика (мастера, технолога, начальника цеха), когда отсутствуют сведения о фактических затратах на подобную работу в прошлом 2) при опытно-статистическом методе нормы устанавливаются на основе статистических данных (по первичной документации , отчетам, записям) о средних фактических затратах труда на эту же работу в прошлые периоды 3) при методе сравнения (аналогии) производится сравнение работы, подлежащей нормированию, с аналогичной работой, выполнявшейся ранее, на которую нормы времени были определены.
ХРОНОМЕТРАЖ - метод изучения затрат времени на выполнение циклически повторяющихся ручных и машинно-ручных операций . X. проводится для изучения передовых методов и приемов работы, проверки действующих норм времени , установления продолжительности оперативного времени и получения данных, необходимых для разработки норм и нормативных материалов.
Фотохронометраж. Посредством этого вида наблюдений можно решать те же задачи, что и посредством фотографии рабочего дня и хронометража. В результате фотохронометража одновременно с данными, которые используют для определения норм времени на отдельные элементы операций и на операцию в целом, получают сведения об использовании рабочего времени, а также об имеющихся резервах роста производительности труда . Фотохронометраж проводится так же, как и фотография рабочего времени, но оперативное время замеряется не суммарно, а по элементам затрат , как при хронометраже. Работа по проведению наблюдений подразделяется на такие же этапы, как при хронометраже и фотографии рабочего времени.
Если отдельно норму подготовительно-заключительного времени п. з не выделяют, а дают в процентах к оперативному времени ton, то норму времени определяют на всю операцию по формуле
Анализ данных хрономстражных наблюдений позволяет установить наиболее рациональную последовательность выполнения приемов операции. Последовательность выполнения приемов определяет оперативное время . Норма оперативного времени на операцию равна при последовательном выполнении приемов - сумме элементных норм при параллельном - максимальной элементной норме при параллельно-последовательном - сумме элементных норм за вычетом времени, которое приходится на приемы, выполняемые одновременно с каким-либо приемом. Отсюда ясно, что для сокращения оперативного времени необходимо обеспечивать не только максимальное сокращение, но и совмещение времени выполнения приемов.